焊缝形状与尺寸
焊缝形式及坡口尺寸在图纸上是怎样表示的
焊缝形式及坡口尺寸在图纸上是怎样表示的公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
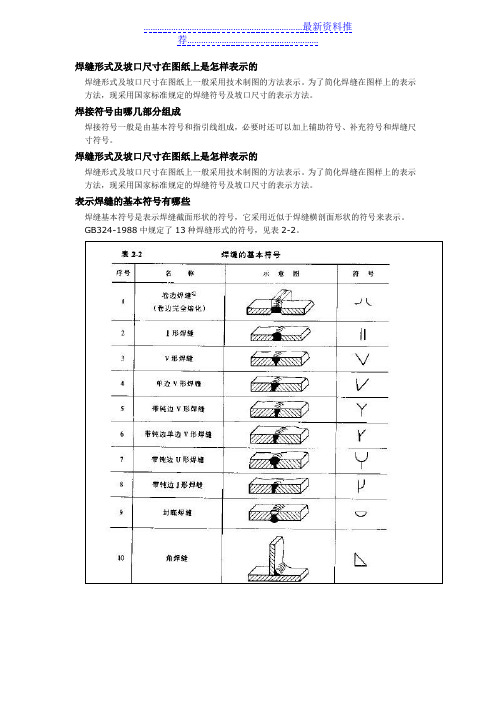
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) 。
(2) 。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
焊缝尺寸表达
焊缝尺寸表达一、什么是焊缝尺寸表达焊缝尺寸表达呢,就是把焊缝的各种大小啊、形状之类的信息,用一种大家都能懂的方式表示出来。
这就好比你要描述一个人的外貌,你得把他的身高、体型、五官这些特征说清楚一样。
对于焊缝来说,它的尺寸可是很重要的信息呢。
二、焊缝尺寸表达都有哪些部分1. 焊缝的长度这就像我们说一根绳子有多长一样。
焊缝的长度是一个很关键的尺寸,它决定了焊接的范围。
比如说在一个大型的金属结构件上,焊缝长一点或者短一点,可能整个结构的牢固程度都会受到影响。
2. 焊缝的宽度想象一下焊缝就像一条小河流在两块金属之间,那这个河流的宽度就是焊缝宽度啦。
不同的焊接工艺和要求,焊缝宽度可能会有很大的差别。
宽一点的焊缝可能在某些情况下更牢固,但也可能会消耗更多的焊接材料。
3. 焊缝的高度这个就比较好理解啦,就是焊缝从金属表面凸起来的高度。
就像小土坡一样,有的焊缝高一点,有的低一点。
过高或者过低的焊缝高度可能都不符合工程标准哦。
三、为什么焊缝尺寸表达这么重要在工程领域,焊缝的质量直接关系到整个结构的安全性。
如果焊缝尺寸表达不清楚或者不准确,就像给建筑工人的图纸画错了尺寸一样,那建出来的房子可能就会歪歪扭扭,甚至有倒塌的危险。
而且,准确的焊缝尺寸表达也有助于控制成本。
你想啊,如果焊缝尺寸要求不明确,可能就会多用或者少用焊接材料,这都会造成浪费或者达不到质量要求。
四、焊缝尺寸表达的常见方法1. 直接标注这是最直观的方法啦。
就像在图纸上直接写上焊缝的长度是多少厘米,宽度是多少毫米之类的。
这种方法简单明了,一眼就能看明白。
2. 符号表示就像我们数学里有各种符号一样,焊接领域也有自己的符号系统。
通过一些特定的符号来表示焊缝的尺寸、形状等信息。
不过这就需要我们学习和记住这些符号的含义啦,就像背单词一样。
五、如何准确地进行焊缝尺寸表达首先,我们得熟悉焊接的工艺和要求。
不同的焊接工艺对焊缝尺寸的要求可能不一样。
然后呢,我们要使用合适的测量工具。
焊接接头和焊缝形式3
4.接管、人孔、凸缘、补强圈等与壳体连接的接头,均属D类焊接接头,但已规定为A、B类的焊接接头除外。
(五)压力容器焊接接头种类划分及要求
3.平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头,均属C类焊接接头。
这是选择坡口的最基本要求
两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。应力集中相对较小,且易于降低和消除(例如将余高去除)。所以从力学角度看对接接头是比较理想的接头形式,不但静载荷可靠,而且抗疲劳强度也高。如图1所示。
第三章 焊条电弧焊
二、焊接接头的类型及特点
4.焊缝厚度
焊缝计算厚度是设计焊缝时使用的焊缝厚度。
对接接头单面焊时,计算厚度不小于0.7δ
在角焊缝的横截面中画出的最大等腰直角三角形中直角边的长度叫焊脚尺寸,见上图。
6.焊缝成形系数
熔焊时,在单道焊缝横截面上焊缝宽度(C)与焊缝计算厚度(H)的比值(ф=C/H)见下图。该系数值小,则表示焊缝窄而深,这样的焊缝中容易产生气孔和裂纹,该系数值大,则表示焊缝宽而浅,这样的焊缝抗气孔和裂纹的能力强,所以焊缝成形系数应该保持一定的数值,例如埋弧自动焊的焊缝成形系数ф要大于1.3。
2.按施焊时焊缝在空间所处位置分:
3.按焊缝断续情况分:
连续焊缝和断续焊缝两种形式。
焊缝表面与母材的交界处叫焊趾。焊缝表面两焊趾之间的距离叫焊缝宽度,如下图
图:焊缝宽度
(二)焊缝的形状尺寸
焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
1.焊缝宽度C
(2).但在动载或交变载荷下,它非但不起加强作用,反 而因焊趾处应力集中易于促使脆断。所以余高不能低于母材但也不能过高。
焊缝形式及坡口尺寸在图纸上是怎样表示的

创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一2008《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
钢结构焊缝尺寸要求

钢结构焊缝尺寸要求钢结构是现代建筑中常见的一种结构形式,而焊缝则是连接钢构件的重要部分。
正确的焊缝尺寸要求对于钢结构的安全和稳定性至关重要。
本文将介绍钢结构焊缝尺寸要求的相关知识。
一、焊缝尺寸的定义焊缝尺寸是指焊接后的焊缝的尺寸大小。
焊缝尺寸的大小直接影响焊接接头的强度和稳定性。
通常来说,焊缝尺寸由焊缝的宽度、高度和几何形状等因素决定。
二、焊缝尺寸的要求1. 焊缝宽度焊缝宽度是指焊缝在焊接接头表面上的宽度。
一般情况下,焊缝宽度应符合设计要求,不得小于规定的最小宽度。
同时,焊缝宽度应保持一致,不得出现明显的狭窄或宽度不均匀的情况。
2. 焊缝高度焊缝高度是指焊缝在焊接接头表面上的高度。
焊缝高度应符合设计要求,通常要求焊缝的高度不得小于焊缝的宽度。
同时,焊缝的高度应保持一致,不得出现明显的高低不平或高度不均匀的情况。
3. 焊缝几何形状焊缝的几何形状对于焊接接头的强度和稳定性有重要影响。
常见的焊缝形状包括直角焊缝、V型焊缝、U型焊缝等。
不同的焊缝形状适用于不同的焊接接头,根据设计要求选择合适的焊缝形状非常重要。
4. 焊缝坡口形状焊缝坡口形状是指焊接接头两侧的金属材料在焊接前加工成的形状。
常见的焊缝坡口形状包括V型坡口、U型坡口、X型坡口等。
不同的焊接接头需要采用不同的焊缝坡口形状,以保证焊接接头的强度和稳定性。
5. 焊缝尺寸公差焊缝尺寸的公差是指焊缝尺寸允许的偏差范围。
焊缝尺寸公差应符合设计要求,通常要求焊缝尺寸的公差不得超过规定的范围。
同时,焊缝尺寸的公差应保持一致,不得出现明显的偏差或公差不均匀的情况。
三、焊缝尺寸的检验方法为了保证焊接接头的质量,焊缝尺寸应进行检验。
常见的焊缝尺寸检验方法包括目视检验、测量检验和无损检验等。
目视检验是最常用的检验方法,通过肉眼观察焊缝的尺寸和形状来判断是否符合要求。
测量检验则使用测量工具来准确测量焊缝的尺寸。
无损检验则通过无损检测设备对焊缝进行检测,以确定焊缝的质量和尺寸是否符合要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一2008《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
焊接焊缝要求标准

焊接焊缝要求标准
焊接焊缝的要求标准主要包括以下方面:
1. 尺寸要求:焊缝的尺寸应符合设计要求,包括焊缝的宽度、高度和长度等。
2. 形状要求:焊缝的形状应符合设计要求,如直线焊缝、曲线焊缝、角焊缝等。
3. 准确性要求:焊缝的位置和形状应准确无误,不能有偏差或错位。
4. 焊缝外观要求:焊缝表面应平整、光洁,无气孔、夹杂物、裂纹等缺陷,并且颜色应与母材一致。
5. 焊缝的力学性能要求:焊缝的强度、韧性、硬度等力学性能应符合设计和规范要求。
6. 焊工技能要求:焊工应具备相应的焊接技能和经验,能够按照要求进行正确的焊接操作。
7. 检验要求:焊缝应经过非破坏性检验或破坏性检验来验证其质量,以确保焊接的可靠性。
这些要求标准在不同的行业和国际或国内规范中可能有所不同,所以在实际应用中应根据具体情况确定适用的标准。
t型接头对接焊缝和角焊缝形状尺寸
t型接头对接焊缝和角焊缝形状尺寸
T型接头对接焊缝的形状尺寸包括:
1. 有效焊缝长度(L):T型接头的有效焊缝长度是指在焊缝中,不包括任何间隙或裂缝的部分。
其长度通常由设计要求或标准规定。
2. 孔径(C):T型接头中的孔径是指与母材相连的延伸部分即呈T 字形的部分的宽度。
3. 象限角(θ):T型接头的象限角是指两个焊缝的夹角,也可以是与Y 轴或Z 轴的夹角。
4. 深度(D):T型接头的深度是指从接头的顶部到焊缝的底部的距离。
角焊缝的形状尺寸包括:
1. 有效焊缝长度(L):角焊缝的有效焊缝长度是指在焊缝中,不包括任何间隙或裂缝的部分。
其长度通常由设计要求或标准规定。
2. 长轴(a):角焊缝的长轴是指焊缝的最长宽度。
3. 短轴(b):角焊缝的短轴是指焊缝的最短宽度。
4. 角度(α):角焊缝的角度是指焊缝两边的夹角。
该夹角通常由设计要求或标准规定。
这些形状尺寸可以根据具体要求和标准来调整。
在实际工程中,需要根据材料、焊接方法和接头要求等因素进行设计和确定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二.焊缝的接头形式
角接接头
对接接头
搭接接头
5
1.焊缝宽度
焊缝表面与母材的交界处叫焊趾。 单道焊缝截面中,两焊趾之间的距离叫焊缝宽度。
焊趾
焊趾
焊缝宽度 焊趾
6
2.焊缝余高
超出母材表面连线上面的那部分焊缝金属的高度叫余高。 焊缝余高使焊缝的截面积增加,强度提高,但也使焊趾 处产生应力集中。 余高既不能低于母材,也不能太高,一般为0~3毫米。
7
3.熔深
焊缝截面上,母材或前道焊缝熔化的深度叫熔深。 当填充材料一定时,熔深的大小决定了焊缝的化学成分。
熔深
熔深
8
角焊缝的熔深(切片)
9
4.焊缝厚度
焊缝截面中,从焊缝正面到焊缝背面的距离叫焊缝厚度。 焊缝厚度(H)
焊缝厚度H
10
5.焊角
角焊缝的横截面中,从一个直角面上的焊趾到另一个 直角表面的最小距离,叫焊角。
焊缝形状与尺寸
焊接培训教材
张明录
目录
一 焊缝的形状 二 焊缝的接头形式 三 焊角与焊脚尺寸 四 焊缝形状系数
一.焊缝形状
焊缝形状可用一系列几何尺寸来表示,不同形式的 焊缝,其形状尺寸也不一样。
焊缝形状
1.焊缝宽度 2.焊缝余高 3.熔深 4.焊缝厚度 5.焊角 6.焊缝形状系数
3
焊缝的形状(二氧化碳保护焊平焊)
焊缝计算厚度
焊缝计算厚度
凸形角焊缝
凹形角焊缝
14
9.焊角与焊脚尺寸
焊缝计算厚度 凸度 焊角
焊角
焊角尺寸
焊缝计算厚度 凹度
焊角
焊角
凸形角焊缝
焊缝厚度
凹形角焊缝
15
10.焊根
焊缝背面与母材的交界处叫焊根。 对接件指焊缝反面的根部,角焊缝指焊缝形成直角 三角形的那个直角点。
焊根
16
11.焊缝形状系数
焊角
焊角
焊角
焊角
凸形角焊缝
凹形角焊缝
11
6. 焊角尺寸
角焊缝横截面中,画出的最大等腰直角三角形中,直角 边的长度,叫焊角尺寸。
焊角尺寸
焊角尺寸
凸形角焊缝
凹形角焊缝
12
7.焊角凸度与焊角凹度
超出焊缝有效高度叫凸度、低于焊缝有效高度叫凹度。
凸度
凹度
Hale Waihona Puke 凸形角焊缝凹形角焊缝
13
8.焊缝计算厚度
角焊缝的焊脚尺寸K的设计,等边角焊缝:=0.7K
熔焊时,单道焊缝横截面上焊缝宽度(B)与焊缝熔深(H) 之比,即Ψ=B/H称为焊缝成形系数。
焊缝成形系数越小,焊缝窄而深,易产生气孔、夹渣甚至 裂纹。形状系数过大,焊缝宽而浅,易产生焊不透等现象, 所以焊缝形状系数应控制在合理的数值内。
Β Η
17
谢谢