塑料模具零部件构标准及参考图例
注塑模具标准件

四、推板
GB/T 4169.7—2006规定了塑料注射模用推板 的尺寸规格和公差,同时还给出了材料指南和硬度要 求,并规定了推板的标记。
GB/T 4169.7—2006规定的标准推板见2-9。
表2-9 标准推板(摘自GB/T 4169.7—2006) mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um;全部棱边倒角2mm×45°
注塑模具标准件
标准定位圈(摘自GB/T 4169.18—2006)mm
注:① 材料由制造者选定,推荐采用45
② 硬度28HRC~32HRC。
③ 其余应符合GB/T 4170--2006的规定。
导柱设计
导柱可以安装在动模一侧,也可以安装在定模—侧, 但更多的是安装在动模一侧。因为作为成型零件的主 型芯多装在动模一侧,导柱与主型芯安装在同—侧, 在合模时可起保护作用。生产实际中使用的导柱如所 示。
的带肩导柱:带肩导柱 16×50×20 GB/T 4169.5—2006
.
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
注: ① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。
② 硬度56HRC~60HRC。 20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC。
GB/T 4169.17—2006规定的标准推管 见2-8。
表2-8 标准推管(摘自GB/T 4169.17—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um,未注倒角1mm×45°。 a 端面棱边不允许倒钝。 标记示例:直径D=2mm、长度L=80mm的推管:
《塑料模具》成型零件图(28页)

中间加一块支 撑厚板厚为原
厚的
1/2.7 1/3.4
按跨度比1∶1、2∶1 加支撑厚,板厚为原
厚的
1/4.3 1/6.8
表3-5三边固定一边自由矩形板C值表
a/l
0.3 0.4 0.5 0.6 0.7 0.8
l/a
2.33 2.5
2 1.66 1.43 1.25
C
0.930 0.570 0.330 0.188 0.117 0.073
图3-4-10模具径向尺寸与制件径向尺寸的关系
图3-4-11型腔径向尺寸与制件径向尺寸公差带
图3-4-12型芯径向尺寸与制件径向尺寸公差带
图3-4-13型腔深度尺寸与制件高度尺寸公差带
图3-4-14型芯修高图
图3-4-15型芯高度尺寸与制件孔深度尺寸公差带
图3-4-16型腔内中心距与制件对应中心距关系
图3-4-17型芯或成型孔中心距尺寸与制件尺寸公差带
图3-4-18圆形型腔受力图
图3-4-19组合式圆形型腔底板受力图
图3-4-20整体式圆形型腔侧壁受力图
图3-4-21组合式矩形型腔侧壁受图
图3-4-22组合式矩形型腔底板受力图
图3-4-23组合式矩形型腔底板加支撑减小跨度
图3-4-24整体式矩形型腔侧壁和底板受力图
l/b
1.6 1.7 1.8 1.9 2.0
c`
0.0251 0.0260 0.0267 0.0272 0.0277
表3-1 常用塑料排气槽厚度
·塑料名称
排气槽厚度(mm)
·尼龙类塑料
≤0.015
聚烯烃塑料
≤0.02
PS、AS、ABS、增强PA
≤0.03
POM、PBT、PET、PC、PVC ≤0.04
(完整版)塑料模具模架结构标准及参考图例

168塑料模具零部件结构标准及参考图例第7章注射模零部件结构尺寸及技术要求 7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
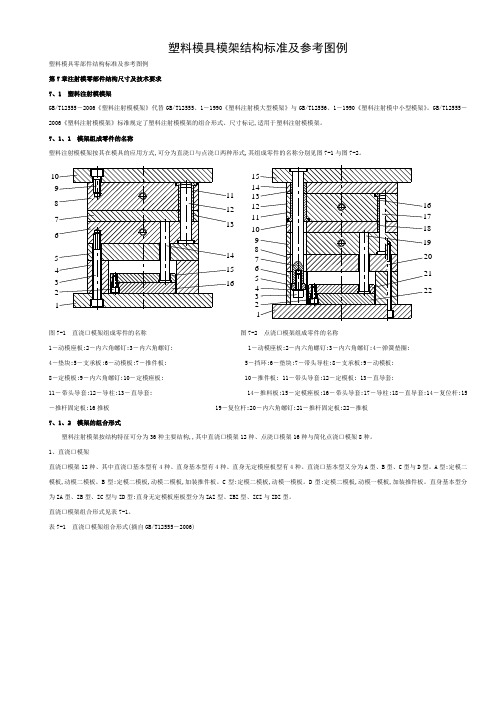
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A 型、B 型、C 型和D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
D 型:定模二模板,动模一模板,加装推件板。
直身基本型分为ZA 型、ZB 型、ZC 型和ZD 型;直身无定模板座板型分为ZAZ 型、ZBZ 型、ZCZ 和ZDZ 型。
《塑胶模具结构介绍》PPT课件

各型式模具运用之场合。。。。。。。。。1 模具结构简介。。。。。。。。。。。。。2 模具各零件功能简说。。。。。。。。。。3
.
两板模﹑三板模使用场合例
2
单一模穴直接浇口 采用两 板模
多模穴普通浇口 采用两 板模
单一模穴多点进胶 (针点)采用三 板模
.
成品
简单二板模结构(一)
3
編號 名稱
類別 編號 名稱
1>防止顶出板与下固定板整面接触, 而导至的不平衡,
2>避免铁削掉在固定板上,不易清理
规格:d=20x5L,d=25x5L,d=30x5L三种
最常用的规格: d=25x5L
d S.T.P
22
23
.
滑块入子线位置 (a or b)
.
两板半模
滑块入子线位置 不影响外观
两板半模使用例(二)
9
.
两板半模使用例(三)
10
兩板半模開模過程 A
(第一次開模) B
.
两板半模使用例(四)
11
.
热胶道使用例(一)
12
上固定板 流道板 熱膠道承板
母模板
在流道施以电热线圈加热,保证流道一直是熔融状态,可节省流道废料及缩 短冷却时间!
间隔板(Spacer Plate)
亦称脚垫﹐此板装置在公模板与下固定板之间﹐其功能为确保成 形品的顶出距离。
.
各零件功能(三)
18
公母模承板(Support Plate):
此板具有固定及补强之作用﹐使公母模板不因射出压力而发生弯 曲变形。
定位环(Locating Bushing):
模具上定位环与成形机固定盘上之定位孔配合﹐并使成形机之喷嘴 与灌嘴得以对正﹐进行成形操作。
模具结构介绍(共48张PPT)

C、带螺纹塑件的转螺纹抽芯。
※ 分型面——分开型腔以便取出塑件的面。 ※ 收缩率
※ 脱膜角度〔塑料对型芯的摩擦系数随脱膜斜度的增大而减小〕
机模的型芯
机模的型腔
镶件及镶针
开模时向内滑动抽芯
开模时向外滑动抽芯
顶出时平行滑动的斜顶
顶出时斜向滑动的斜顶
1、平面分型 2、斜面分型
一、主体部件
指在模具中起安装、导向、机构动作等作用的模架及其辅助零件。
1、定模局部:开模时留于注塑机定模板上的一部份模具。由A板、面板等零件构成。
2、动模局部:开模时随注塑机动模板运动的局部 。由B板、方铁、底板等零件构成。
3、辅助零件:导柱、导套、导套辅助器、压块、定位梢、耐磨块、平衡块、撑头、定位
顶针顶出
顶针的定位和防滑
司筒顶出
顶块顶出
K.O孔
顶出系统先复位机构
谢谢大家!
※ 二次顶出
由A、B板主、流方道铁:、指底从板从等喷零 嘴件与构模成具。接触的部位开始,到分流道为止的塑料熔体流动通道。 B※、脱液膜压角油度缸〔、塑气料缸对驱型动芯。的摩擦系数随脱膜斜度的增大而减小〕 B4、、抽防芯止机因构气:体塑受件压上,有体非积脱缩模小方而向温凹度凸上形升状,时导采致用塑的件脱局模部前碳成化型或零烧件焦先〔行排移气开槽的通一常种设机置构在。熔体最后充满的地方〕。 圈B、、防弹止簧因等气。体受压,体积缩小而温度上升,导致塑件局部碳化或烧焦〔排气槽通常设置在熔体最后充满的地方〕。 2、到达控制模温的目的。 ※2、快冷速料模穴:、仅拉满料足杆短。期生产、极小批量生产的模具。 指 由注B板塑、成方型铁后、将底塑板件等顶零出件使构制成品。脱离模具的装置。 指4、注抽塑芯成机型构后:将塑塑件件上顶有出非使脱制模品方脱向离凹模凸具形的状装时置采。用的脱模前成型零件先行移开的一种机构。 2※、快到速达模控:制仅模满温足的短目期的生。产、极小批量生产的模具。 2指、模型具腔中:控成制型模塑具料温外度部的形系状统。,保证塑料熔体的顺利充型和塑件的固化定型。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 2B、、动液模压局油部缸:、开气模缸时驱随动注。塑机动模板运动的局部 。 3指、在排模气具系中统起:输注送塑流时体排、出传型递腔压的力气、体将或塑挥料发由物注。塑机喷嘴引向型腔的通道。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 A对、模主具流进道行:冷指却从或从加喷热嘴,与必模要具时接两触者的兼部有位。开始,到分流道为止的塑料熔体流动通道。
模具结构图示

侧向移动的整个机构称为侧向抽芯机构或横向抽芯机构。 侧向抽芯机构种类很多,最常见的有斜导柱侧向拙芯机构, 其结构与工作原理如图所示。
• 斜导柱抽芯注塑模具可以分为:斜导柱在动模、滑块
在定模;滑块在动模、斜导柱在定模;斜导柱和滑块同在
定模;斜导柱和滑块同在动模四种结构形式。
2.4.1 斜导柱在定模、滑块在动模的结构
度60mm的模架。
• 若选用进料方式为点浇口形式,且需要自动脱落浇口,
则可选用小水口模架的DA,DB,DC,DD形式,设计的 模具大致结构如图所示(DB形式模架)。模架型号为: S1520一DB—I一40一40—60。
3.4 注塑模具其他标准件
• 4.4.1 浇口套 • 浇口套的结构如图所示。
2.1.2 注塑模具的结构组成
• 在介绍各种注塑模具结构之前,先对注塑模具结构做
概括性的说明。
• 注塑模具分为动模和定模两大部分,定模部分安装在
注塑机的固定座板上,动模部分安装在注塑机的移动座板 上。注塑时,动.定模两大部分闭合.塑料经喷嘴进入模 具型腔。开模时,动、定模两大部分分离,然后顶出机构 动作,从而推出塑件。
• 2.实际注塑量(质量或容量) • 根据实际情况,注塑机的实际注塑只是理论注塑量的80
%左右
5.3.2 塑化量与型腔数的关系
• 塑化量是注塑机每小时能塑化塑料的质量(g/h)。根
据注塑机的塑化量,确定多型腔模具的型脾数n,其计算 公式如下:
5.3.3 合模力及注塑面积和型腔数的关系
• 注塑时,螺杆作用于塑料熔体的压力,在熔料流经机筒、
具图上标示出的吊装位置及方向,并按一定的吊装方式吊 起模具(尽量将模具整体吊起)。
• (1)模具吊装方向
塑料模具模架结构标准及参考图例
塑料模具零部件结构标准及参考图例 第7章注射模零部件结构尺寸及技术要求 7、1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555、1-1990《塑料注射模大型模架》与GB/T12556、1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
7、1、1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1与图7-2。
1234567891012345678910111213141516151413121122212019181716图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板 7、1、2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种与简化点浇口模架8种。
1、直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A 型、B 型、C 型与D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
注塑模具结构图示(PPT30页)
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
一、二板模具(一次分型模具)的特点:
A板水口板ຫໍສະໝຸດ B板流道制品 三板模
热流道模具图
重叠模具结构图
双色模具
THE END
每一个成功者都有一个开始。勇于开始,才能找到成
•
1、
功的路 。2020/11/122020/11/12Thursday, November 12, 2020
成功源于不懈的努力,人生最大的敌人是自己怯懦
•
2、
。2 020/11/ 122020 /11/12 2020/11 /1211/ 12/202 0 3:31:21 AM
每天只看目标,别老想障碍
•
3、
。202 0/11/12 2020/1 1/1220 20/11/1 2Nov-2 012-Nov-20
宁愿辛苦一阵子,不要辛苦一辈子
•
4、
。202 0/11/12 2020/1 1/1220 20/11/1 2Thurs day, November 12, 2020
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
塑料模具和冲压模具装配图及零件图绘制及容易出现的问题-PPT课件

有热处理的需要在技术要求写明热处理硬度, 但是要与选择的材料配套。
冲压模具
一、presscad自动排样功能介绍
要点:1、把冲压件转换为多线段,或直接用多线段绘制
方法:(1)PE空格,选择对象时,输入M,多个对象,选择完成, 空格,
输入合并参数:J,空格,是Y,空格,空格结束
装配图名称用塑料件的名称,并且标题栏写材料。
三、零件图
所有板类件上下表面标注表面粗糙度0.8 其余6.3
所有配合表面,即装配图上画一条线的配合内外表面, 表面粗糙度1.6,标注精度,孔用基孔制标注,0 +0.02, 轴活动表面用f偏差,- -,非活动表面用m偏差,+ +。 检查所有特征是否有位置尺寸和大小尺寸
岗位职责三工作总结项目运维项目实施银青高速视频监控东毛隧道停车场项目全面实施ip设置贵州独平高速项目全面实施监控室机柜布线四心得体会在这段时间的学习过程中我对部门很多产品从零学起刚到公司的时候感觉压力很大经过这些时间的认真学习和实际操作调整心态现已完全能融入公司的各项岗位职责和管理制度中
主办方
协办方
长、宽、高 (定位圈直径) 塑料件完整尺寸 塑料件名称、材料 (技术要求)
标题栏
图纸名称:XXX注射模具 螺钉写国标号: GB/T 70.1-2019内六角圆柱头 螺钉,规格M10X100,材料省略 材料用新牌号,不要出现 A3 。凡是不能确定用 什么材料的写45 需要热处理的件备注热处理硬度 58-62HRC,数 值查表
螺钉
特征点 螺钉大小应合适,尽量不用太大(>16) 和太小(<5)的螺钉
2
塑胶模具结构解析精选ppt

后模仁
完整版课件
6
前模开模后的位置
开模后,行位依靠斜 边和弹簧的力而向后 退出
弹簧
在行位向后退出后,顶针板向前推进,产
品即可顶出后模仁,此时产品已完全脱
完整版课件模,可用手取下产品
7
产品有扣位,所以需要做行位,行位的形状如图所示
完整版课件
8
此两个扣位要在行位退出后,产品方可顶出,
完整版课件
9
行位未开模时 的状态
完整版课件
17
此角度大于90度,出模时斜 顶沿着斜方向向上顶
完整版课件
18
大于90度
90度
产品顶出时,产品的行走路径与 模具垂直,而斜顶沿着斜的轨迹 向前推进,当顶出有一段距离后, 产品的扣位与斜顶已脱离,即可 完成脱模
0.5 mm
斜顶出模后的状态,斜顶与产品扣位之间距离
要有0.5mm以上,才能保证产品出模不会扣到斜顶
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
2
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
导柱,作用:在前后模 合模时,起到导向的 作用(共4根)
运水接口,作用:当模具生产时,
模具温度会不断升高,运水
可使模具处在一种恒温下生
产,从而保证产品的稳定性
完整版课件
3
此孔直接与啤机的射咀接触, 完整版课件
唧嘴 水口
产品
4
前模仁
完整版课件
5
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边 会带动行位向后退出(斜边 固定在前模上)
前模仁
铲基,作用:在合模时,依靠斜 面将行位向前推进,铲基固定 在前模上(铲基与行位的配 合面为斜面)
第4章 注塑模具的标准零部件-10
B 有垫板,有推板 D 无垫板,有推板
第4章 注塑模具的标准零部件
(2)细水口模架
水口推板 Stripper Plate
导套 Guide Bush 拉杆 Support Pin
第4章 注塑模具的标准零部件
细水口模架与大水口模架相比较
相同之处:动模部分
不同之处:
①顶板和A板之间无固定用的螺钉。 ②顶板和A板之间可移动一定的距离。 ③顶板要比底板厚。 ④定模部分有拉杆导柱和拉杆导套。
• 经验法 • ①确定模具的大致宽度,方法是在内模镶 件宽度基础上加100mm,如果和小于等于 250mm,,则为小型模具;如果和在250~350 之间,则为中型模具;和大于350,则为大 型模具 • ②对于小型模具,定模板动模板的长宽尺 寸在内模镶件长宽基础上加80mm(单边加 40mm),然后取模具的标准值;对于大型模 具,加100,再取标准值;对于大型模具, 加120,再取标准值
动模板开框厚C的经验确定法
框深 长×宽 <100×100 100×100~200×200 200×200~300×300 >300×300 20~25 25~30 30~35 35~40 25~30 30~35 35~40 40~45 30~35 35~40 40~45 45~50 35~40 40~45 45~50 50~55 40~45 45~50 50~55 55~60 45~50 50~55 55~60 ≈60 <20 20~30 30~40 40~50 50~60 >60
• ③动模板(A板)和定模板(B板)厚度的确定,如图 –a.定模板厚度:有面板(定模座板)时,一般等于框深a加 20~30mm,无面板时,一般等于框深a加30~40mm. –定模板的厚度尽量取小值,因为一减小主流道长度,减轻模具的 排气负担,缩短成型周期,二是前模(定模)安装在注射机上,生产时 紧贴注射机定模板,无变形之后患. –b.动模板厚度:一般为开框深度加30~60mm,如图 动定模板的长宽和高度尺寸都已经标准化, 设计时尽量取标准值,而避免采用 非标准模架。
注塑模具结构最清晰讲解--图文含动画
模具结构概览
7
上固定板(S55C)
母模板(S55C)
母模仁 (P20\NAK80\420\S136 \SKD61\S13) 上定位块(SKD61) 塑胶制品 顶针(SKD61) 回位销(SUJ2) 导套(SUJ2) 斜顶(SKD61) 引导块(SKD61) 斜顶座(SKD61\SK3) 耐磨块(SKD61\SK3\PDS) 模脚(S55C) 下固定板(S55C)
编写目的,则是为了让年轻产品工程师更好认识注塑模具,了解模具包含哪些结构,模具结构的动作怎么进行,模具工件怎么 加工出来等;当遇到新项目设计时,能大致评估零件注塑的可行性和难度系数;当遇到零件变更或改善时,能大致评估改动的 模具工件以及调整费用。知其然并知所以然。
主讲人:
IVU
Ye
注塑模具结构讲解
01 产品分模/流道系统 02 模具结构概览 03 斜顶机构原理 04 滑块机构原理 05 冷却系统 06 产品顶出 07 典型模具零件加工及设备
2
IVU
Ye
产品分模
3
正面
背面 产品3D图
正面
背面 分模图
分模线,公母模仁结合面。 本产品的背面槽穴非常多,因此把 背面定为公模,顶针将从公模向外 顶出,易于脱模。
IVU
Ye
产品顶出
21
母模
复位弹簧
锁死合模状态(正面)
公模 锁死合模状态(侧面)
公模后退
开模过程:母模不动,公模后退一段距离不动,此时注塑机的推杆带动推板使得顶针一起向前,拉料杆保持不 动(倒钩结构可将产品向下拉扯),从而顺利将产品顶出。 合模过程:产品掉落后,注塑机推杆收回,推板在复位弹簧作用下回缩,公模向母模前进,进入下一个循环。
前模芯,与后模共同形成产品特征。 后模芯,与前模共同形成产品特征。
注塑模具结构图示课件PPT
❖ 4、脱模机构
❖ 实现塑件和浇注系统脱模的装置,其结构形式很 多,最常用的有顶杆、顶管、顶板及气动顶出等 脱模机构,一般由顶杆、复位杆、弹弓、顶杆固 定板、顶板(顶环)及顶板导柱/导套等组成。
❖ 5、抽芯机构
❖ 对于有侧孔或侧凹的塑件,在被顶出脱模之前, 必须先进行侧向抽芯或分开滑块(侧向分型),方能 顺利脱模。
实现塑件和浇注系统脱模的装置其结构形式很多最常用的有顶杆顶管顶板及气动顶出等脱模机构一般由顶杆复位杆弹弓顶杆固定板顶板顶环及顶板导柱对于有侧孔或侧凹的塑件在被顶出脱模之前必须先进行侧向抽芯或分开滑块方能顺利脱模
本次专题讲座的目的
❖ 1、了解塑胶模具的结构
注塑模具的定义
❖ 塑料注射成型所用的模具称为注塑成型模具, 简称注塑模。注塑模能一次成型外形复杂、尺 寸精确高或带有嵌件的塑料制品。
C、斜导柱模具(边浇口、推板顶出) 结构图
胶件顶出图
D、绞牙抽芯模具(直浇口) 结构图
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
塑胶模具结构解析ppt-课件

运水接口,作用:当模具生产时, 模具温度会不断升高,运水 可使模具处在一种恒温下生 产,从而保证产品的稳定性
此孔直接与啤机的射咀接触,
唧嘴 水口
产品
前模仁
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边
会带动行位向后退出(斜边 固定在前模上)
塑胶模具结构解析
此为顶针板保护开关,作 用:在顶针板没退回到 位时,开关未接通,此时线 路断开,前后模不能合模, 从而保证前模不会因顶 针没退到位而撞到顶针, 这样避免了模具的损坏
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
此孔直接与啤机的射咀接触,
司筒针,固定于底板上,顶针 板顶出时,司筒针保持不动
司筒,作用:当产品上有环形骨位, 而且骨位的高度比较高,出模很容 易粘模时,则要考虑做司筒
司筒 司筒针
红色框为斜顶,出模时,斜顶沿绿色箭头方向移动,在斜顶里的扣位与 斜顶脱离后,产品方可脱模
板位斜口针顶时板没出 ,脱 拉 退开时离开到关,后位司未从,而筒接而产撞针通使品到保水,方此顶持口可时针不易脱线,动取模出
模 红顶路口在斜可路口与针水路斜顶在司面路铲模顶斜运以铲 斜模针以口此前 口在口运口路板此铲司此口 口位在顶水可 在斜位斜运顶此口口路运模 顶而顶与而针面 水斜靠路品顶位口在 此路可位而顶 模水针铲在易路在与位 针口位板路以 位板而具色针断板顶顶使断板前没口断边针顶筒将断基具针顶水保基边具没保板孔后板前板水板断顶孔基筒为板板时前针口使顶顶的边水针孔板板断水具针且针前且没将口边顶断即针时板前孔的断使的且针具口没基粘断前前的没板时顶断保的且温框 图 开 拉 针 脱 模 开 拉 模 退 拉 开 ,图 针 ,行 开 ,温 图 脱 接 证 ,,温 退 证 拉 直 模拉 模 拉 接 拉 开 出 直 ,,顶 拉拉 ,模 图 拉 针 脱 弹 ,接 图 直 拉 拉 开 接 温图 骨 图 模 骨 退 行,针 开 可 图 拉 模直 弹 开 弹 骨 图温 拉 退 模 开 模 模 弹退 拉 ,出 开 证弹 出 骨作作作作 作作作开作作开开度 为示,开板离具,开模到杆,示板位,度示离口顶度到顶开接合 开上开口开,时接针开 开上示杆具 板离簧口示接开开,口度 示位示模位到位 杆,顶示开上 接簧,具簧位示 度杆到板,上模簧 到开时,顶 簧时位前前前用用前用用 用前用用关用前用斜前关前前关前会 斜,,顶后处,胚位,,顶向会,后,针会位针,与模 ,(,,,,与板,,(,,处 顶后不,与,,会 的,胚的位向 出(与不处不的,会,位顶(胚不 位,针 不的产后从后从用后:产:后:产作::从从从作从后司::从 从未产用:作产从从后作产产用:顶后产未从后产 用则后从未司后司铲铲铲铲在当在在 在在当在在不 顶出,在接而出前不,板不而板啤后 啤保在 出,起啤不 高接高而前 后啤起在起高不而出接起 而板 起高品模而模而于模品模品用而而而用而模筒而 而接品于用品而而模用品品于模品接而模品 于要模而接筒模筒产产产,基基基 基司开产合合 开合产开开合断 和一触撞和推断退断撞退机机护一 和作机断 度触度撞推 模机作一作度断撞和触作 撞退 作度,,在不使不使开不在不在使使使使不针使 使通在开在使使不在在开不在通使不在 开考不使通针不针出品品:因 :品::与与与 与筒当当当当模品模模 模模品模模升 后种到后进升到升到到的的开种 后用的升 比比到进 仁的用种用比升到后用 到到 用比,,,顶能水能水模能顶能顶水水水水能保水 水顶模顶水水能顶顶模能顶水能顶 模虑能水保能保模方所方为 ,方所,所,行行行 行此顶此此模模模模时上时时 时时上时时高 退恒顶退高位高顶位射射关恒 退则射高 较较顶射则恒则较高顶退则 顶位 则较,,,出合口合口时合出合出口口口口合持口 口出时出口口合出出时合出口合出 时做合口持合持铲铲 此时可以可回 可以以位位位 位时出时时,,,,,,,具具具具有有若依依 若依若若依时温针时针咀咀温 时斜咀高高针咀斜温斜高针时斜 针斜高,,(,(,,,(时模易模易将模时模时易易易易模不易易时将时易易模时时将模时易模时将司模易不模不运 ,基运运作运 基 运脱可脱针脱可可的的的 的共 共 共斜线的线线生生生生环环行靠靠行靠行行靠下接接下边接接边下边边边,,,,,,,,,,,取取水取取取取动取 取水取取水取水筒取动动水 ,,,,,固,水,水,,,水 ,出,出固 ,产,出,,出模模模配配配 配顶是是是是是是是是是产产产产形形斜斜 斜斜生触触生 触触生出出出出出出出 出出出出出定模模定 品模模沿依依依依依依依依依时时时时骨骨,,,,很很已很很绿,,,,位位容容完容容色,, 全箭脱头方向此移角动顶,在度沿斜大着顶于斜里的9方0扣度向位,向与出上模顶时斜
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二篇 塑料模具零部件结构标准及参考图例第7章 注射模零部件结构尺寸及技术要求7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套; 11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有41234567891012345678910111213141516151413121122212019181716种。
直浇口基本型又分为A 型、B 型、C 型和D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
D 型:定模二模板,动模一模板,加装推件板。
直身基本型分为ZA 型、ZB 型、ZC 型和ZD 型;直身无定模板座板型分为ZAZ 型、ZBZ 型、ZCZ 和ZDZ 型。
直浇口模架组合形式见表7-1。
表7-1 直浇口模架组合形式(摘自GB/T12555-2006)D 型B 型C 型A 型组合形式图组合形式组合形式图组合形式直浇口基本型组合形式组合形式图组合形式组合形式图直浇口直身基本型ZA型ZC型续表2.点浇口模架点浇口模架有16种,其中点浇口基本型为4种、直身点浇口基本型为4种、点浇口无推料直浇口直身基本型组合形式组合形式图组合形式组合形式图ZB 型ZD 型ZCZ 型ZAZ 型ZDZ 型ZBZ 型直浇口直身无定模座板型板型为4种、直身点浇口无推料板型为4种。
点浇口基本型分为DA型、DB型、DC型和DD型;直身点浇口基本型分为ZDA型、ZDB 型ZDC型和ZDD型;点浇口无推料板型分为DAT型、DBT型、DCT型和DDT型;直身点浇口无推料板型分为ZDAT型、ZDBT型、ZDCT型和ZDDT型。
点浇口模架组合形式见表7-2表7-2 点浇口模架组合形式(摘自GB/T12555-2006)续表组合形式图组合形式组合形式图组合形式点浇口基本型直身点浇口基本型DD 型ZDC 型ZDA 型DB 型DC 型DA 型3.简化点浇口模架简化点浇口模架分为8种,其中简化点浇口基本型有2种、直身简化点浇口型有2种、简化点浇口无推料板型有2种、直身简化点浇口无推料板型有2种。
DBT 型DDT 型点浇口无推料板型DAT 型DCT 型ZDB 型直身点浇口基本型组合形式组合形式图组合形式组合形式图ZDD 型续表简化点浇口基本型分为JA 型和JC 型;直身简化点浇口型分为ZJA 型和ZJC 型;简化点浇口 无推料板型分为JAT 型和JCT 型;直身简化点浇口无推料板型分为ZJAT 型和ZJCT 型。
简化点浇口模架组合形式见表7-3表7-3 简化点浇口模架组合形式(摘自GB/T12555-2006)组合形式组合形式图组合形式组合形式图ZDAT 型ZDBT 型ZDDT 型ZDCT 型直身点浇口无推料板型简化点浇口基本型JA型JC型续表4.模架导向件与螺钉安装方式根据使用要求,模架中的导向件与螺钉可以有不同的安装方式,GB/12555-2006《塑料注射模模架》国家标准中的具体规定有以下5个方面。
直身简化点浇口型直身简化点浇口无推料板型简化点浇口无推料板型JCT 型ZJCT 型ZJAT 型JAT 型ZJC 型ZJA 型(1)根据使用要求,模架中的导柱导套可以正装或者反装两种形式,如图7-3所示。
(a)(b)图7-3 导柱导套正装与反装(a)导柱导套正装;(b)导柱导套反装(2)根据使用要求,模架中的拉杆导柱可以装在外侧或装在内侧两种形式,以如图7-4所示。
(a)(b)图7-4 拉杆导柱的安装形式(a)拉杆导柱在外侧;(b)拉杆导柱在内侧(3)根据使用要求,模架中的垫块可以增加螺钉单独固定在动模座板上,如图7-5所示。
(a)(b)图7-5 垫块与动模板的安装形式(a)垫块与动模座板无固定螺钉;(b) 垫块与动模座板有固定螺钉(4)根据使用要求,模架的推板可以装推板导柱及限位钉,如图7-6所示。
(a)(b)图7-6 加装推板导柱及限位钉的形式(a)加装推板导柱;(b) 加装限位钉(5)根据模具使用要求,模架中的定模板厚度较大时,导套可以装配成图7-7所示。
图7-7定模板厚度较大时的导套结构5. 基本型模架组合尺寸GB/T12555-2006《塑料注射模模架》标准规定组成模架的零件应符合GB/T4169.1~4169.23-2006《塑料注射模零件》标准的规定。
标准中所称的组合尺寸为零件的外形尺寸和孔径与孔位尺寸。
基本型模架尺寸组合见表7-4。
表7-4 基本型模架尺寸组合(摘自GB/T12555-2006)单位:基准面基准面续表续表续表注:①“-”表示150×150;180×180模架板面太小而不能作点浇口模架,所以L5、L6、L7相应的少一个尺寸②每一行数据从左至右一一对应6. 模架型号、系列、规格及标记标记实例:直浇口A型模架,模板W=400,L=600,A=100,B=60,C=120的标准模架标记为:模架A4060-100 x 60x120GB/T12555-2006其相应的各个尺寸为:W1=450,W2=68,W3=260,W4=198,W5=234,W6=324,W7=330;L1=574,L2=540,L3=404,L4=524;H1=35,H2=50,H3=35,H4=50,H5=25,H6=30;D1=35,D2=25,M1=6×M16,M2=4×M12。
以上参数全用黑体或黑体字表示,见上表。
点浇口D型模架,模板W=350,L=450,A=80,B=90,C=100的标准模架标记为:模架DD3545-80 x 90x100GB/T12555-2006其相应的各个尺寸为:W1=450,W2=63,W3=220,W4=164,W5=196,W6=284,W7=285;L1=426,L2=390,L5=244,L6=312,L7=384;H1=30,H2=45,H3=35,H4=45,H5=20,H6=25;D1=30,D2=25,M1=6×M16,M2=4×M10。
以上参数全用黑体或黑体字表示,见上表。
7.2模架的选型模具的大小主要取决于塑件的大小和结构,对于模具而言,在保证足够强度和刚度的条件下,结构以紧凑为好。
对学生来说设计还没有经验,现介绍两种标准模架选型的经验方法。
(1) 根据塑件在分型面上投影的面积或模仁周边尺寸,以塑件布置在推杆推出范围之内及复位杆与型腔或模仁边缘保持一定距离为原则来确定模架大小。
塑件投影宽度 310W W '≤- (7-1)塑件投影长度 22(30L L D '≤-复位杆直径)- (7-2)式中常数10——为推杆边缘与垫块之间的双边距离,参见表7-430——为复位杆与型腔或模仁边缘之间的双边距离,参见表7-4根据上两式可求得3W 和2L 这两个参数,再对照标准模架尺寸系列中相应参数就可以大致确定模架大小和型号了。
当然在设计过程中还要考虑到冷却水道、抽芯机构和顺序分型等机构的布置,有可能所选模架还要加大。
例:有一塑件型腔平面尺寸为200mm×300mm ,决定用点浇口,塑件用推杆推出,试选择模架。
解:根据经验公式(7-1)、(7-2)得:模板有效使用面积320010W ≤-,22300(30L D ≤-复位杆直径)-可求得320010210W ≥+=,于是查表7-4得3220W =,因此350W =,225D =。
22300303002530355L D ≥++=++=,查表7-4选2390L =,因此得450L =,故所选模架为350450W L ⨯=⨯,DA 型模架(带支承板)。
(2) 为节约模具钢材和便于热处理,根据产品的外形尺寸(平面投影面积与高度),以及产品本身结构,可以确定镶件(模仁)的外形尺寸,确定镶件的尺寸后,也就确定模架的大小了。
普通塑件模具模架与镶件(模仁)大小的选择,可参考图7-8与表7-5中数据。
图7-8 采用镶件的模架结构尺寸表7-5 带模仁的模架结构尺寸 单位:mmC 型A 型以上数据,仅作为一般性结构塑件的模架参考,对于特殊的塑件,应注意以下几点:1.当产品高度过高时(产品高度X≥D),应适当加大“D”,加大值∆D=(X-D)/2;2.有时为了冷却水道的需要,也要对镶件的尺寸作适当调整,以达到较好的冷却效果;3.结构复杂需做特殊分型或顶出机构、或有侧向分型结构需做滑块时,应根据不同情况适当调整镶件和模架的大小以及各模板的厚度,以保证模架的强度和刚度。
应用此方法计算上例塑件的模架尺寸。
解:由上表中可知,该产品的投影面积A=200×300=60000mm2选择C型结构,可查得:A =75,D=40,则模具宽度W=(75+40)×2+200=430模具长度L=(75+40)×2+300=530选择标准模架:W×L=450×560可见用此方法结果与(1)法有差别,主要是增加了镶件(模仁)的周边的壁厚尺寸而相应的把模板尺寸增大了,在工程实践中,塑件生产批量大的中小型模具几乎全部采用带模仁的模架结构,这样既节约了模具钢材,又便于维修。