铸件的机械加工余量
碳素钢铸件标准

目次1.范围 (1)2.规范性引用文件 (1)3.牌号 (2)4.技术要求 (2)5试验方法 (8)6检验规则 (11)7检验文件 (12)8标志、包装、运输和贮存 (13)8.1每个铸件应在非加工面上(不影响配合的面)做下列标志或其中一部分。
(13)附录 (14)碳素钢铸件通用技术条件1.范围本标准规定了碳素钢铸件的牌号、要求、试验方法、检验规则、检验文件、标志、包装、运输和贮存。
本标准适用于产品的图样及技术文件中无特殊要求的低碳钢铸件,凡产品图样或技术文件中无特殊要求时,均应符合本标准的规定。
本标准适用于产品的设计、生产和验收,外协铸件签订技术协议时参照使用。
2.规范性引用文件下列文件对于本文件的应用是必不可少的。
凡注日期的引用文件,仅所注日期的版本适用于本文件。
凡不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
GB/T223 钢铁及合金的化学分析方法GB/T228 金属材料室温拉伸试验方法GB/T229-2007 金属材料夏比摆锤冲击试验方法GB/T231.1 金属布氏硬度试验第一部分:试验方法GB/T4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T5677 铸钢件射线照相及底片等级分类方法GB/T6060.1-1997 表面粗糙度比较样块铸造表面GB/T6397 金属拉伸试验试样GB/T6414-1999 铸件尺寸公差与机械加工余量GB/T7233 铸钢件超声探伤及质量评级方法GB/T8170 数值修约规则与极限数值的表示和判定GB/T8493-1987 一般工程用铸造碳钢金相GB/T9443-2007 铸钢件渗透检测GB/T9444-2007 铸钢件磁粉检测GB/T11352-1989 一般工程用铸造碳钢件GB/T15056 铸造表面粗糙度评定方法3.牌号碳素钢铸件的牌号为:ZG230-450;ZG270-500;ZG310-570。
4.技术要求4.1机械性能4.1.1碳素钢铸件的热处理,除在图样和有关技术文件中注明者外,均应进行正火或退火处理,经正火或退火后的机械性能功能应符合表4-1的规定。
DIN 1685-1-1998 球墨铸铁件.一般公差,加工余量

表 3 机械加工余量
至 50
大于 50 至 120
大于 120 至
250
大于 250 至
500
大于 500 至 1000
机械加工余
2
2,5
3
3,5
4
量 BZ
2,5
3
4
5
7
大于 1000 至 2500
6
8
表 4 缩小的机械加工余量
表面在 名义尺寸范围
模型中 的位置
基于铸件整体 至 50
最大尺寸
底部 侧面 顶部
GTB 17 1,8 1,9
2 2,1 2,3 2,5 2,7 2,9 3,1 3,3 3,5 3,8 4,1 4,4 4,9 5,5
GTB
2
-
-
16 1,1 1,2 1,3 1,4 1,5 1,6 1,8 1,9
2,1 2,3 2,4 2,6 2,8
GTB
1
-
-
-
-
15 0,85 0,95
1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9
*) 不管表格中规定的值为何 铸件的线性尺寸的实际偏差无论如何均不得超出名义尺寸的 25 位) 该限制特别适用于粗实线线框中的偏差
大于 2000 至 2500
23
大于 2500 至 3150
25
大于 3150 至 4000
27
大于 4000 至 6300
33
大于 6300 至
10000
39
15 17 19 22 26
所引用的出版物的最后的版本
DIN 1680 1 粗铸件 通用公差和机加工公差 总则 DIN 1693 1 球墨铸铁 非合金 纯 及合金等级 DIN 7182 1 规格 偏差 公差及配合 基本概念 ISO 8062 1994 铸件 尺寸公差及机械加工余量 3 概念
铸件尺寸公差

铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
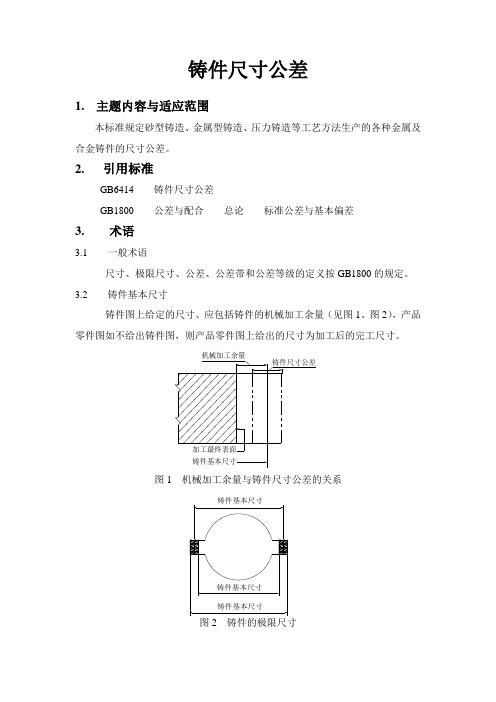
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系图2 铸件的极限尺寸3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3 错型4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
铸造工艺参数及在工艺图中的表示方法
工艺补正量在工艺图中的表示方法:
6、分型负数
因起模后的修型和烘干引起砂型变形,致使分型 面凹凸不平,使合型不严密。为防止浇注时从分型 面跑火,合型时需在分型面上放耐火泥条或石棉绳, 这就增高了型腔的高度。为了保证铸件尺寸合图样 尺寸要求,模样上必须减去相应的高度,减去的数 值称为分型负数。
1)、若模样分为两半,且上、下两半是对称的, 则分型负数在上、下模样上各取一半,否则,分型 负数应在截面大的一侧模样上取。
起模斜度的设置方法:常采用增加壁厚法,对于加
工面一般采用增加壁厚的方法获得起模斜度,起模斜度 在加工余量后做出;加减厚度法,一般用各种铸筋,也 用于壁厚较小的模样侧面的起模斜度;减小壁厚法,一 般用于铸件壁厚较大的模样的起模斜度。
4、最小铸出孔
机械零件上往往有很多孔、槽和台阶,一般应尽 可能在铸造时铸出。这样既可以节约金属,减少机 械加工的工作量、降低成本,又可使铸件壁厚比较 均匀,减少形成缩孔、缩松等铸造缺陷的倾向。但 是,当铸件上的孔、槽尺寸太小,而铸件的壁厚又 较厚和金属压力较高时,反而会使铸件产生粘砂, 造成清理和机械加工困难。有的孔、槽必须采用复 杂而且难度较大的工艺措施才能铸出,而实现这些 措施还不如用机械加工方法制出更为方便和经济。 有时由于孔距要求很精确,铸出的孔如有偏心,就 很难保证加工精度。因此在确定零件上的孔和槽是 否铸出时,必须既考虑到铸出这些孔或槽的可能性, 又要考虑到铸出这些孔或槽的必要性和经济性。
一、铸造工艺参数及在工 艺图中பைடு நூலகம்表示方法
铸造工艺参数通常包括加工余量、铸件线收 缩率、起模斜度、最小铸出孔的尺寸、工艺补正 量、分型负数、反变形量、分芯负数,这些参数 的选择是否恰当,对铸件质量、生产率和原材料 消耗都有很大的影响。
铝合金压铸件的标准
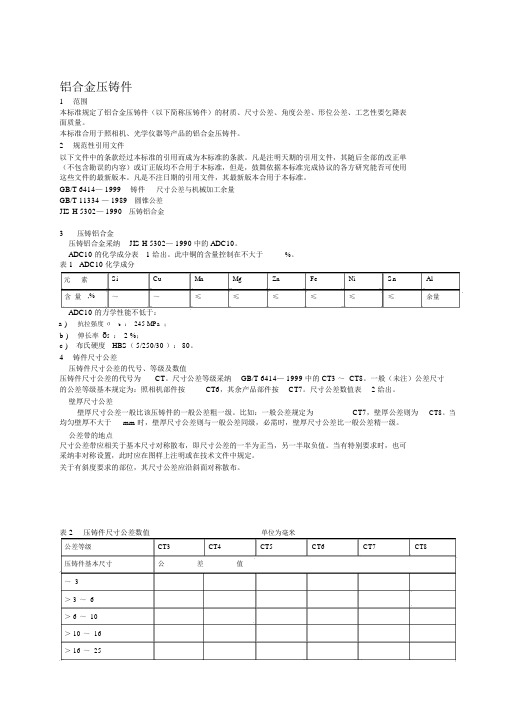
铝合金压铸件1范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要乞降表面质量。
本标准合用于照相机、光学仪器等产品的铝合金压铸件。
2规范性引用文件以下文件中的条款经过本标准的引用而成为本标准的条款。
凡是注明天期的引用文件,其随后全部的改正单(不包含勘误的内容)或订正版均不合用于本标准,但是,鼓舞依据本标准完成协议的各方研究能否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本合用于本标准。
GB/T 6414— 1999铸件尺寸公差与机械加工余量GB/T 11334 — 1989圆锥公差JIS H 5302— 1990压铸铝合金3压铸铝合金压铸铝合金采纳JIS H 5302— 1990 中的 ADC10。
ADC10 的化学成分表 1 给出。
此中铜的含量控制在不大于%。
表 1 ADC10 化学成分元素Si Cu Mn Mg Zn Fe Ni Sn Al含量,%~~≤≤≤≤≤≤余量ADC10 的力学性能不低于:a )抗拉强度σ b:245 MPa;b )伸长率δ5:2 %;c )布氏硬度HBS( 5/250/30 ): 80。
4铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级采纳GB/T 6414— 1999 中的 CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机部件按CT6,其余产品部件按CT7。
尺寸公差数值表 2 给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
比如:一般公差规定为CT7,壁厚公差则为CT8。
当均匀壁厚不大于mm 时,壁厚尺寸公差则与一般公差同级,必需时,壁厚尺寸公差比一般公差精一级。
公差带的地点尺寸公差带应相关于基本尺寸对称散布,即尺寸公差的一半为正当,另一半取负值。
当有特别要求时,也可采纳非对称设置,此时应在图样上注明或在技术文件中规定。
关于有斜度要求的部位,其尺寸公差应沿斜面对称散布。
机械加工余量手册
机械加工余量手册1 标准概况GB/T 6414—2017《铸件尺寸公差、几何公差与机械加工余量》是铸造基础性标准之一。
本标准使用重新起草法,修改采用ISO8062-3: 2007《产品几何量技术规范(GPS)模制件尺寸和几何公差第3部分:铸件一般尺寸、几何公差和机械加工余量》。
本标准代替GB/T 6414—1999《铸件尺寸公差与机械加工余量》。
2 标准的主要内容2.1 标准的范围本标准适用于由各种铸造方法生产的铸件[1]。
2.2 术语和定义2.2.1 铸件公称尺寸机械加工前的毛坯铸件的设计尺寸,包括必要的机械加工余量。
2.2.2 铸件尺寸公差铸件允许尺寸的变动量。
公差等于最大极限尺寸与最小极限尺寸之差的绝对值,也等于上偏差与下偏差之差的绝对值。
2.2.3 错型(错箱)由于合型时错位,铸件的一部分与另一部分在分型面处相互错开。
2.2.4 机械加工余量在毛坯铸件上为了随后可用机械加工方法去除铸造对金属表面的影响,并使之达到所要求的表面特征和必要的尺寸精度而留出的金属余量。
2.2.5 起模斜度为使模样容易从铸型中取出或型芯自芯盒脱出,平行于起模方向在模样或芯盒壁上的斜度。
2.3 尺寸标注除壁厚的尺寸标注(允许存在由两个尺寸组成的尺寸链)外,应避免链式尺寸标注。
2.4 倾斜要素2.4.1 在设计要求有斜度(如有起模斜度)的位置,应采用沿斜面对称分布的公差。
2.4.2 图样上一般应规定斜度是增加材料,还是减去材料,或取平均值,表示为:斜度+;斜度-;斜度±。
2.4.3 与图样上通用的斜度布置不同的特殊表面的斜度,应在该表面上单独标注,标注应符合GB/T 131的规定,例如。
2.4.4 对于要机械加工的尺寸,为了能获得成品尺寸,应采用“斜度+”,而不考虑图样上对斜度的通用技术要求。
2.5 公差等级铸件尺寸公差等级的代号为DCTG,即英文Dimensional Casting Tolerance Grade的缩写,公差等级分为16级,标记为DCTG1~DCTG16,见表1。
铸钢件机械加工余量、尺寸公差及缺陷评定标准

铸钢件机械加工余量、尺寸公差及缺陷评定标准1、范围本标准规定了铸钢件机械加工余量、尺寸公差及缺陷的评定。
本标准适用于起重机械产品铸钢件尺寸公差测量验收及铸造缺陷评定,也适用于外协铸钢件毛坯的检验验收。
2、引用标准GB/T11350-89 铸件机械加工余量GB6414-86 铸件尺寸公差JB/T6392.2-92 起重机车轮技术条件Q/DQ100-80 普通桥式起重机技术条件3、铸件机械加工余量铸件机械加工件,有毛坯图时,加工余量按毛坯图的规定;没有毛坯图时,按公司的产品特点,选用GB/T11350-89《铸件机械加工余量》中H级加工余量(铸件尺寸公差等级按CT13)数值如表1:表1注:表中每栏的加工余量数值是以一测为基准,进行单侧加工的加工余量值,()内数值为进行双侧加工时,每测的加工余量值。
4、铸件尺寸公差4.1 铸件尺寸公差按设计图纸的规定。
4.2 设计图纸未规定的铸件非加工面的尺寸公差及加工面毛坯尺寸公差,按公司的产品特点,选用GB64414-86《铸件尺寸公差》中规定的CT13级,公差带为对称分布,即一半为正值,一半为负值。
公差数值见表2:表25、技术要求5.1 铸件最终热处理应按图纸规定,铸件毛坯应进行正火或退货处理;5.2 铸件表面应整洁,不得留有明显的型砂、斑疤等缺陷。
浇口、冒口、毛边应气割清除,飞刺应清除,气割应在铸件毛坯热处理前进行。
浇、冒口气割侯,根部残留高度不大于4mm;5.3 铸件毛坯如有气孔、夹渣、机械伤痕等缺陷,除高锰钢外可焊补;5.4 铸件不加工的次要表面,若缺陷在下述范围内允许存在,可不进行焊补:a、缺陷总面积不超过该表面面积的5%;b、单个缺陷面积的直径不超过5mm,深度不超过其壁厚的10%,且绝对值不超过3mm,每100mm×100mm 面积上不超过2个。
5.5 铸件毛坯焊补,应遵循以下条件:a、焊补应在毛坯热处理前进行;b、缺陷必须清除干净,至呈现良好基体金属;c、所用焊条应能保证焊内的机械性能与铸件本身的机械性能相当。
铸件尺寸公差

铸件尺寸公差之宇文皓月创作1. 主题内容与适应范围本尺度规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用尺度GB6414 铸件尺寸公差GB1800 公差与配合 总论 尺度公差与基本偏差 3. 术语 3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包含铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给图13.3 壁厚3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
4. 基本规定4.1 级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1 铸件尺寸公差数值mm注:①本表给定的公差值已包含了分型面,铸型与型芯装配的影响而引起的公差增量,但不包含由于拔模斜度引起的公差增量。
② CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值注:错型值需要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
一般不该超出表3的规定。
表3 铸件尺寸公差等级续表3 铸件尺寸公差等级注:表3的公差等级适用于大于25mm的基本尺寸,对小于或等于25mm的铸件基本尺寸,通常采取下述较精的公差等级:①铸件基本尺寸小于或等于10mm时,其公差等级提高3级。
德国标准DIN1688

±0.25
±0.3
±0.35
±0.4
±0.45
±0.55
±0.55
±0.6
-
-
-
-
GTA 13/5
大于50
小于等于500
非
本质
±0.32
±0.35
±0.4
±0.45
±0.5
±0.55
±0.6
±0.7
±0.7
±0.75
-
-
-
-
GTA 13/5
加上余量
GTA 13
本质
±0.14
±0.17
±0.2
800
大于
800
小于等于
1000
大于
1000
小于等于
1250
小于等于50
0.3
0.3
0.3
-
-
-
-
-
-
-
-
-
-
-
大于50
小于等于180
-
-
-
0.3
0.3
0.4
-
-
-
-
-
-
-
-
大于180
小于等于500
-
-
-
-
-
-
0.4
0.5
0.5
0.6
-
-
-
-
大于500
-
-
-
-
-
-
-
-
-
-
0.7
0.7
0.9
1.0
GTA 16
大于500
非本质
±0.55
±0.65
±0.7
德国标准翻译文本——DIN 1688 Teil 4轻合金粗铸件一般公差,机械加工余量
Beuth Verlag Gmbh出版公司拥有本标准的专卖权,柏林Burggrafen大街6号,10787 DIN标准第4部分1986年8月价格:608.86
出版编号000608.86
第2页DIN 1688第4部分
DIN 1688第4部分第3页
第4页DIN 1688 第4部分
参考标准
DIN 1333第2部分数据资料;四舍五入
DIN 1680第1部分粗铸件;一般公差和机械加工余量;一般性规定
DIN 1680第2部分粗铸件;一般公差系统
DIN 1690第1部分金属材料铸件技术供货条件;一般性条件
DIN 1725第2部分铝合金;铸造合金;砂型铸件;硬型铸件,压铸件,熔模铸件DIN 1729第2部分镁合金;铸造合金;砂型铸件,硬型铸件,压铸件
DIN 7182第1部分尺寸,偏差,公差与配合;基本概念
其他相关标准
DIN 1688第1部分轻合金粗铸件;砂型铸件;一般公差,机械加工余量
DIN 1688第3部分轻合金粗铸件;硬型铸件;一般公差,机械加工余量
前版
DIN 1688第4部分:08.74
修正
与1974年8月版相比,本版本进行了以下修正:
a) 采用了机械加工余量。
b) “自由公差”被“一般公差”替代,参见DIN 1680第1部分
c) 标题和应用领域作了相应的修正。
d) 正文在编辑上作了修改。
国际专利分类
B 22 B 17/00
B 22 B 21/00。
消失模铸造工艺的优缺点

消失模铸造工艺的优缺点
优点:
1.铸件精度高
消失模铸造是一种近无余量、精确成型的新工艺,该工艺无需取模、无分型面、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。
铸件表面粗糙度可达Ra3.2至12.5μm;铸件尺寸精度可达IT7至9;加工余量最多为1.5至2mm,可大大减少机械加工的费用,和传统砂型铸造方法相比,可以减少40%至50%的机械加工间。
2.设计灵活
为铸件结构设计提供了充分的自由度。
可以通过泡沫塑料模片组合铸造出高度复杂的铸件。
3.无传统铸造中的砂芯
因此不会出现传统砂型铸造中因砂芯尺寸不准或下芯位置不准确造成铸件壁
厚不均。
4.清洁生产
型砂中无化学粘结剂,低温下泡沫塑料对环境无害,旧砂回收率95%以上。
5.降低投资和生产成本
减轻铸件毛坯的重量,机械加工余量小。
缺点和局限性:
消失模铸造工艺与其他铸造工艺一样,有它的缺点和局限性,并非所有的铸件都适合采用消失模工艺来生产,要进行具体分析。
主要根据以下一些因素来考虑是否采用这种工艺。
1.铸件的批量批量越大,经济效益越可观。
2.铸件材质其适用性好与差的顺序大致是:灰铸铁--非铁合金--普通碳素钢--球墨铸铁--低碳钢和合金钢;
通过必要的准备以不致使工艺实验、调试周期过长。
3.铸件大小主要考虑相应设备的使用范围(如振实台,砂箱)。
4.铸件结构铸件结构越复杂就越能体现消失模铸造工艺的优越性和经济效益,对于结构上有狭窄的内腔通道和夹层的情况,采用消失模工艺前需要预先进行实验,才能投入生产。
毛坯尺寸公差与机械加工余量确定

毛坯尺寸公差与机械加工余量确定
mm,高195mm,故最大轮廓尺寸为195mm2、选取公差等级CT 铸造方法按机器选型,铸件材料按灰铸铁,得公差等级CT范围8-12级,取为10级。
3、求铸件尺寸公差根据加工的基本尺寸和铸件等级CT,由表5-3查得,公差带相对于基本尺寸对称分布4、求机械加工余量等级铸造方法按机器造型、铸件材料按灰铸铁,得机械加工余量等级范围E-G级,取为F级。
5、求RMA由表5-4查最大轮廓尺寸为140mm,机械加工余量为F级,的RMA数值为
2mm6、求毛坯基本尺寸∅25mm孔属内腔加工,即R=F-2RMA-
CT/2=25-2*2-2、4/2=
19、8mm拨叉脚内表面属内腔加工,即R=F-2RMA-CT/2=55-
2*2-2、8/2=
49、6mm拨叉脚端面属单侧加工,即R=F+RMA+CT/2=1
32、5+2+3、6/2=1
36、3mm拨叉头端面属单侧加工,即R=F+RMA+CT/2=23+2+2、4/2=
26、2mm操纵槽底面属内腔加工,即R=F-2RMA-CT/2=8-2*2-2/2=3mm操纵槽内侧面属内腔加工,即R=F-2RMA-CT/2=16-2*2-2、2/2=
10、9mm拨叉脚弧形侧面属双侧加工,即
R=F+2RMA+CT/2=12+2*2+2、2/2=
17、1mm叉轴变速孔上的剖面属单侧加工,即R=F+RMA+CT/2=17+2+2、4/2=
20、2mm。
铸造工艺参数及在工艺图中的表示方法
13、冷铁
用蓝色线表示,在需要放置冷铁处画 并 注明冷铁编号(无编号的注明尺寸大小)、 数量
14、浇注系统
工艺图中绘制浇注系统用红色线表示 示例如下:
15、铸造工艺图章
铸件毛重:包含加工余量的铸件重量(首件为计算的理论重 量)
造型方法:手工、手工木底板、手工铁底板、GFA线、气冲 线等
一般中小铸件壁厚差别不大且结构上刚度 较大时,不必留反变形。大的床身类、平台 类等多使用反变形量。
8、分芯负数
对于分段制造的长砂芯或分开制作的大砂
芯,在接缝处应留出分芯间隙量,即在砂芯 的分开处,将砂芯尺寸减去间隙尺寸,被减 去的尺寸称为分芯负数。分芯负数是为了砂 芯拼合及下芯方便而采用的。分芯负数可以 留在相邻的两个砂芯上,每个砂芯各留一半; 也可留在指定的一侧的砂芯上。分芯负数根 据砂芯接合面的大小一般留1-3mm。分芯负 数多用于手工制芯的大砂芯。
编号顺序:芯子编号顺序通常为下芯顺序,如 在其大芯上组装有另外小芯,其小芯的编号是在其 大芯基础上,在阿拉伯数字右下角标小写的汉语拼 音,即表示芯子的编号,如1a#芯、2a#……,如其 芯为覆膜砂芯、钢管芯、耐火管芯、铁芯,则需在 工艺章中注明
芯头边界:砂芯全部用蓝色线表示,其外型芯头 部分用红色线表示;如果是两个互相装配的砂芯边 界应全部用蓝色线表示。
在工艺图中,加工量的表示方法
2、铸件线收缩率
铸件从线收缩起始温度冷却至室温时,线尺 寸的相对收缩量称为铸件线收缩率。以模样与铸 件的长度差占模样长度的百分率表示:铸造收缩 率 K=(L模-L件)/L件X100%
式中 :L模 为模样的尺寸; L件 为铸件的尺寸。
铸件线收缩率受许多因素的影响,例如,合 金的种类及成分、铸件冷却、收缩时受到阻力的 大小、冷却条件的差异等,因些,要十分准确的 给出 铸件的线收缩率是非常困难的。当铸件处于 自由收缩状态时线收缩率较大,当铸件不能自由 收缩时线收缩率较小。
铸件检验标准

铸件检验标准1.铸件质量检测仪:用于检测合金性能、组织、表面状态等铸件质量的仪器。
2.铸件公称重量检验:根据铸件图计算或根据供需双方认定合格的标准样品铸件的称重结果订出的铸件重量。
包括铸件机械加工余量及其他工艺余量。
3.铸件重量公差检验:用占铸件公称重量的百分比表示的铸件实际重量与公称重量之差的最大允许值。
与铸件尺寸公差对应的分为16个等级,以MT1-MT16表示。
4.铸件重量偏:铸件重量与公称重量之间的正偏差或负偏差。
5.铸件尺寸公差:铸件各部分尺寸允许的极限偏差。
6.铸件尺寸稳定性:铸件在使用和存放过程中保持原来尺寸不变的性能。
7.铸件机械加工余量:为保证铸件加工面尺寸和零件精度,在铸件工艺设计时预先增加而在机械加工时切去的金属层厚度。
8.铸造表面粗糙度:铸造表面上由微小间距和峰谷组成的微观几何特征。
铸造工段铸件质量检验标准根据目前的生产情况,在初期对我单位的铸件检验制定了以下检验标准,随着以后生产和技术的进一步完善对此标准将逐步细化:1. *铸件外表面应平整,1000mm范围内的平整度(或变形量)不大于3mm(特殊要求例外),表面不允许存在高度长度大于3mm和直径大于3mm的铁瘤、脉纹;*不允许存在深度和直径大于3mm的孔洞类缺陷(砂眼、气孔、渣孔、缩孔、缩松等),如果此类缺陷存在面积大于150x150mm而失去修复价值视为废品,可以修复的必须经过焊补并打磨光洁后重新检验;*外型尺寸如有图纸要求公差的应严格按照图纸执行,未注公差的自由尺寸的偏差不能大于该尺寸的光洁度最低一级国家铸件标准规定;*铸件表面不能存在各种严重的裂纹缺陷,如果非加工表面存在长度不大于20mm的轻微裂纹,在请示技术部门后允许采用热焊补的办法进行修复;*铸件表面的粘砂必须清理干净,各种飞刺存在的面积不允许超过200x200mm,否则必须返工;2. *铸件水口冒口经过切割后不得留有高度大于2mm的根部,水口冒口根部的缩松、缩孔必须经过焊补,否则视为废品;*对比较重要的加工面,如果从外表发现各种皮下缺陷应及时反映到工段并对此铸件跟踪,一旦发现加工后存在大量气孔、渣孔、缩松等缺陷应立即将同类产品封存不得出厂并督促工段技术人员改进工艺;3. *每一批次铸件的材质要求单据在质监部门都应有存底,当炉次化验结果和要求对比后可以评判化学成分是否合乎要求;4. *对于用户在加工后发现的各种内在质量缺陷应及时核对并确定生产日期,作为考核数据重新对检验报告进行更改并及时建议工段技术人员改进工艺;5. *检验后发现问题比较严重的铸件只有在厂家提出强行发货要求,经过总经理及其授权人的书面同意后可以作为紧急放行件出厂。
铸件加工余量标准大全
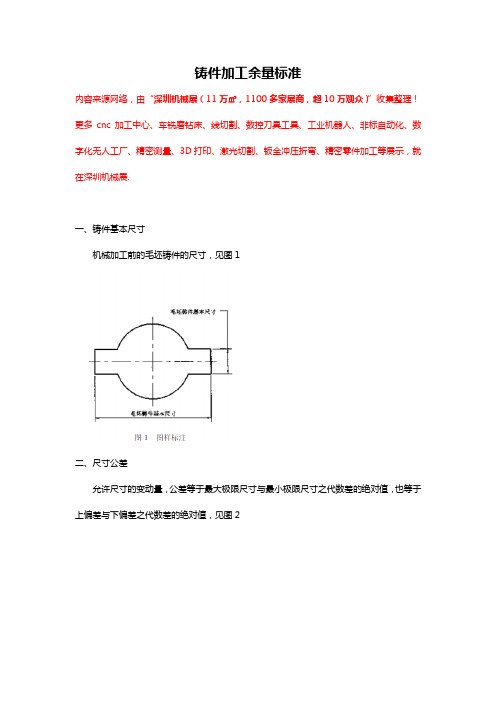
铸件加工余量标准内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一、铸件基本尺寸机械加工前的毛坯铸件的尺寸,见图1二、尺寸公差允许尺寸的变动量,公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值,也等于上偏差与下偏差之代数差的绝对值,见图2三、错型和错箱由于合型时错位铸件的一部分与另一部分在分型面处相互错开,见图三四、起模斜度为使模样容易从铸型中取出或型芯自芯盒脱,出平行于起模方向在模样或芯盒壁上的斜度壁厚,壁厚是指由铸型与铸型、铸型与型、芯型芯与型芯之间构成的铸壁厚度倾斜要素:在设计要求有斜度,例如带有起模斜度的场合应采用沿斜面对称分布的公差,见图4五、要求的机械加工余量(RMA)除非另有规定,要求的机械加工余量适用于整个毛坯铸件,即对所有需机械加工的表面只规定一个值,且该值应根据最终机械加工后成品铸件的最大轮廓尺寸,根据相应的尺寸范围选取,见图5。
铸件某一部位在铸态下的最大尺寸应不超过成品尺寸与要求的加工余量及铸造总公差之和,当采用斜度时,斜度应另外考虑。
图5六、要求的机械加工余量等级要求的机械加工余量等级有10级,称之为A、B、C、D、E、F、G、H、I、J和K级机械加工余量的标注,应在图样上标出需机械加工的表面和要求的机械加工余量值,并在括号内标出要求的机械加工余量等级,当制造模样或金属型装备时应考虑这些要求:A 用公差和要求的机械加工余量代号统一标注B如果需要个别要求的机械加工余量则应标注在图样的特定表面上内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
GB6414 铸件尺寸公差
铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系图2 铸件的极限尺寸3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3 错型4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
对GB/T 11350—89《铸件机械加工余量》标准的一点看法

对GB/T 11350—89《铸件机械加工余量》标准的一点看
法
王从伦
【期刊名称】《铸造》
【年(卷),期】1997(000)010
【总页数】1页(P45)
【作者】王从伦
【作者单位】四川三台泵业有限公司
【正文语种】中文
【中图分类】TG24-65
【相关文献】
1.国家标准《通用阀门奥氏体钢铸件技术条件》(GB 12230-89)的修订与分析 [J], 邹超明
2.国家标准《通用阀门碳素钢铸件技术条件》(GB 12229-89)的分析与修订 [J], 窦文哲
3.铸件机械加工余量及公差标准袖珍拉尺 [J], 田巧民
4.国家标准《铸件尺寸公差、几何公差与机械加工余量》解读 [J], 王芳; 张寅
5.《铸件尺寸公差及机械加工余量》等三项标准起草工作会议简报 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。