雷尼绍探头编程资料讲解
雷尼绍测头培训ppt课件
算数和逻辑运算(一)
功能
定义
格式
#i=#j
加法 减法 乘法 除法
#i=#j+#k #i=#j-#k #i=#j*#k #i=#j/#k
正弦 反正弦
正切 反正切
余弦 反余弦
#i=SIN[#j] #i=ASIN[#j] #i=TAN[#j] #i=ATAN[#j]/[#k] #i=COS[#j] #i=ACOS[#j]
校正测针X/Y偏置
格式:G65 P9802 Dd 举例:G65 P9802 D50.005 Dd: 用于校正的环规直径
4
1
2
#503
#502 Y
3 X
Dd
O1000 G17 G40 G49 G69 G80 G90 G54 X0 Y0(环规中心) G65 P9802 D50.005 G91 G28 Z0 G90 M30 注意: 1.准确将主轴定位至环规的中心位置 并将测针置于环规内部 2. 程序运行后,会将偏心写入#502 和#503
#530 标准校正#5数40 值
#531 回退系#5数41
#532
#542
矢量校正数值
#533
#543
#534
#544
#535
#545
#536
#546
#537
#547
#538
#548
#539
#549
测头校正程序
为什么要校正
测头安装后,测头中心与主轴的偏心量 测针球的直径误差 测头的触发距离 机床的重复性 所以,每次更换测头,或者更换测针后,必须 校正!! 如何校正?软件部分再讲
#5201-#5203 #5221-#5223 #5241-#5243 #5261-#5263
哈斯雷尼绍测头编程手册说明书

We use cookies to improve your user experience. Our Cookie Notice describes which cookies we use, why we use them, and how you can find more information about them. Please confirm you consent to us using analytics cookies. If you do not consent, you may still use our website with a reduced user experience. Skip navigationProductsIndustriesSolutionsSupportNewsOur companyBuy onlineContact usOnline formSubmit requests and enquiries online.Worldwide officesWe have offices in 36 countries around the globe. Find the right office to meet your needs.Supplier portalInformation for suppliers, or potential suppliers, to Renishaw. File size: 1.07 MB Language: English Part number: H-2000-6929 Please sign in or create a MyRenisile. A MyRenishaw account will give you quick access to additional content from Renishaw and enable you to manage your preferences. We use cookies to improve your user experience. Our Cookie Notice describes which cookies we use, why we use them, and how you can find more information about them. Please confirm you consent to us using analytics cookies. If you do not consent, you may still use our website with a reduced user experience. Skip navigationProductsIndustriesSolutionsSupportNewsOur companyBuy onlineContact usOnline formSubmit requests and enquiries online.Worldwide officesWe have offices in 36 countries around the globe. Find the right office to meet your needs.Supplier portalInformation for suppliers, or potential suppliers, to Renishaw. Omitir navegaciónProductosSectoresSolucionesServicio técnicoNoticiasNuestra empresaComprar en InternetContacte con nosotros
数控CNC行业中雷尼绍探头应用与编程
目前大量先进的CNC数控设备都配备了测头系统,我们熟知的有雷尼绍探头、海克斯康、波龙、马波斯。
使用测头的好处有很多,比如,可以对工件进行自动找正、序中测量、序后检测,既能缩短工件的准备时间,又能在生产中实现自动调整加工,大大提升设备的自动化程度,减少工件不良和报废,微信公众号:CNCaction (cnc实战技术)就这一情况,做出了一个决定,就是录了全网唯一的一部有关这方面的视频,以下是其中的一些知识内容,供大家参考。
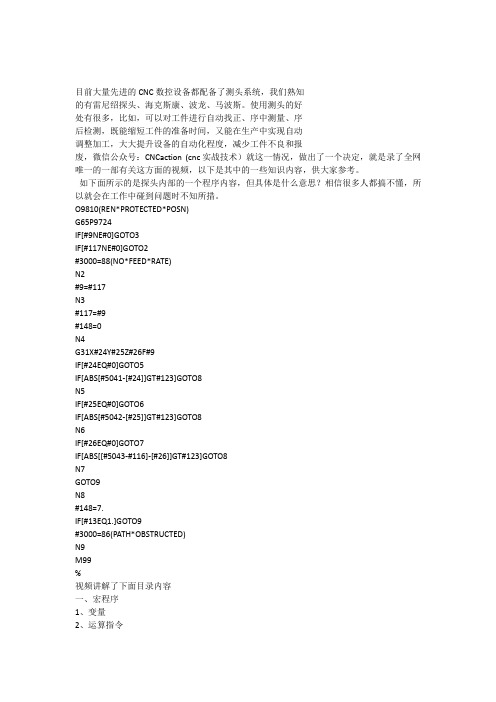
如下面所示的是探头内部的一个程序内容,但具体是什么意思?相信很多人都搞不懂,所以就会在工作中碰到问题时不知所措。
O9810(REN*PROTECTED*POSN)G65P9724IF[#9NE#0]GOTO3IF[#117NE#0]GOTO2#3000=88(NO*FEED*RATE)N2#9=#117N3#117=#9#148=0N4G31X#24Y#25Z#26F#9IF[#24EQ#0]GOTO5IF[ABS[#5041-[#24]]GT#123]GOTO8N5IF[#25EQ#0]GOTO6IF[ABS[#5042-[#25]]GT#123]GOTO8N6IF[#26EQ#0]GOTO7IF[ABS[[#5043-#116]-[#26]]GT#123]GOTO8N7GOTO9N8#148=7.IF[#13EQ1.]GOTO9#3000=86(PATH*OBSTRUCTED)N9M99%视频讲解了下面目录内容一、宏程序1、变量2、运算指令3、控制指令4、练习举例5、系统指令6、宏程序使用二、雷尼绍探头使用培训1、探头内部程序及要用到的各种变量的作用讲解2、算数和逻辑讲解3、程序调用4、探头快速校正讲解5、电池更换6、探头各种颜色指示灯的意义7、工作模式的设置8、探头各种报警的意义讲解及应对解决9、探头状态说明三、雷尼绍探头编程1、讲解各种探测的思路、方法2、分析使用正确的探测程序3、调用探测到的数据并在加工中灵活运用4、各探头程序的应用与编程5、实际编程案例6、其它……。
雷尼绍探头设定及使用
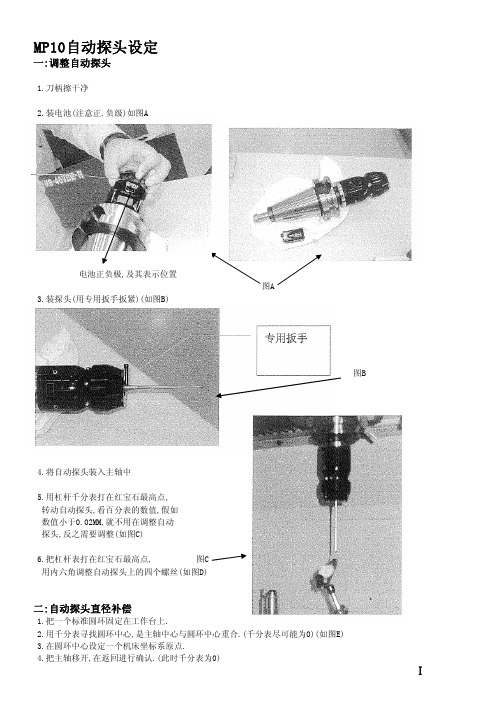
MP10自动探头设定一:调整自动探头1.刀柄擦干净2.装电池(注意正.负级)如图A电池正负极,及其表示位置图A3.装探头(用专用扳手扳紧)(如图B)图B4.将自动探头装入主轴中5.用杠杆千分表打在红宝石最高点,转动自动探头,看百分表的数值,假如数值小于0.02MM,就不用在调整自动探头,反之需要调整(如图C)6.把杠杆表打在红宝石最高点, 图C用内六角调整自动探头上的四个螺丝(如图D)二:自动探头直径补偿1.把一个标准圆环固定在工作台上.2.用千分表寻找圆环中心,是主轴中心与圆环中心重合.(千分表尽可能为0)(如图E)3.在圆环中心设定一个机床坐标系原点.4.把主轴移开,在返回进行确认.(此时千分表为0)Ⅰ调整螺丝位置图D 图E (FM MP3的调整螺丝在圆锥盖得里面)5.把自动探头放入主轴中,走到设定的原点(如图F)6.在MDI方式下,输入CALL OO18,启动.(自动探头加电,会有几秒的延时) (FMMP3输入 : CALL OO16)7.把自动探头下降到基准圆环平面以下10MM左右.8.在MDI方式下,输入CALL OO21,启动.(将设定的原点读入MSB原点)9.画面放在"测量结果显示",按"MSB原点"(MSB原点坐标,No.3号坐标系).10.输入VNCOM[1]=8,启动.11.将画面放在"测量结果显示"按"传感器",用手轻碰探头,看到传感器画面有黄色的指示灯会亮,进行信号确认,表示探头有信号.12.在MDI方式下,输入:CALL OO10 PMOD=9 PDI=50 POVT=3 启动.PMOD=9 表示自动探头半径补偿 PDI=50 表示基准环的准确直径 POVT=3表示超行程距离13.测量结果在"测量表示画面",按"MSB刀具ON/OFF"键.半径补偿的1-4号半径补偿值为探头4个方向的补偿值.14.在MDI方式下,输入:CALL OO19 启动(表示断电)(FMMP3输入:CALL OO17)三:自动探头长度方向补偿1.换基准棒.(记下标准棒的长度,假如为199.9MM)2.将基准棒的端面与量块轻微接触到(如图G).3.在此位置设定Z方向的原点.a.绝对长刀具补偿:运算199.9b.相对刀具补偿:运算04.抬起基准刀具,主轴换上自动探头.5.在MDI方式下输入:CALL OO18 启动 <VNCOM[1]=8检测信号>6.在手动方式下,将自动探头放在量块的上方,大约10MM左右(如图F).* 相对补偿,PLI=自动探头长度-基准棒长度(大概距离)9.CALL OO19 (自动探头断电)四:复制补偿数值图F1.将"MSB刀具ON/OFF"中的,半径补偿1-4号复制到5-20号,长度补偿的5号复制的1-4号.2.在MDI方式下,输入:CALL OO22 Ⅱ间距10MM左右 图G 图H使用自动探头一:内径测量1.探头放在孔的中心位置(大概),把探头的顶端移到孔内.2.MDI方式下:输入 CALL OO18 启动(FMMP3输入CALL OO16)3.测量: CALL OO10 PMOD=7 PDI=50 启动 .(PMOD=7表示测量孔德半径.PDI=50表示孔直径的预想值) 4:测量结果在"测量结果显示"中.5.设定孔中心为原点: CALL OO20 PHN=3 PX=0 PY=0 启动.(PHN=3表示为3号坐标系,PX,PY表示X与Y偏移量) 6:在MDI方式下,输入: CALL OO19 启动(FMMP3输入:CALL OO17)二:外径测量1.探头放在孔的中卫,并且在零件的上方.2.CALL OO18启动.3.测量: CALL OO10 PMOD=6 PDI=100 PIN=25 启动 (PMOD=6表示测量外径 PDI=100表示外径的预想值 PIN=25表示从探头顶端下降25mm.)4.以下操作同测内径操作.三:X向的端面测量 1.探头放在离被测平面不远的地方.2.在MDI方式下,输入: CALL OO10 PMOD=1 PEI=-255 启动 .(PEI=-255表示X向的预想值,预想值=当前位置+到被测面得距离) 3.设原点同上,设好原点后,再次确认,输入:CALL OO10 PMOD=1 PEI=0启动 PEI=0表示确认面与测量面差值为0.四:Y向端面测量1.测量:CALL OO10 PMOD=2 PEI=800 启动2.设原点和再次确认操作步骤同上.五:Z向测量.1.探头方在被测零件平面的上方.2.在MDI方式下,输入: G56H5 启动,HS=5表示MSB刀具长度补偿为五号.3.测量:CALL OO10 PMOD=3 PEI=-111 启动4.设原点和再次确认同上.六:测量两点间的距离探头放在被测量两点的大约中间位置.*X向测量:CALL OO10 PMOD=11 PELI=60 启动 *Y向测量:CALL OO10 PMOD=12 PELI=85 启动七:测量两端面的距离探头放还在被测两端面的中间,并放在零件的上面.* X向测量:CALL OO10 PMOD=11 PELI=130 PIN=30 启动* Y向测量:CALL OO10 PMOD=12 PELI=130 PIN=30 启动END Ⅲ。
雷尼绍探头编程步骤 V01

雷尼绍探头使用介绍第一章探头程序编程第一节编探点程序1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810 和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 G0 G17 G40 G49 G69 G80M6 T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点, S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z16.08 (安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1)(测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
雷尼绍测头培训PPT

校正项目
测头长度校正 测针半径校正 测针偏心校正
》值存放在刀具补偿 》值存放在全局变量 》值存放在全局变量
为什么要存放在全局变量中?
测头长度校正
格式:G65 P9801 Zz Tt 举例:G65 P9801 Z0. T21 Tt 要更新的刀具号. Zz 标准表面的工件坐标.
O1000 G17 G40 G49 G69 G80 G90 G54 X0 Y0 G43 H21 Z20. G65 P9801 Z0 T21 G91 G28 Z0 G90 M30 注意:在这里T21的刀补中要有 一个预置的大概刀长
#3000 = 86 (PATH OBSTRUCTED)
单点测量程序O9811
单点测量程序-O9811
注意
功能:每次测量一个面
1.目标位置指定
每次只能指定X/Y/Z中的一个值 举例: G65 P9811 X-1. G65 P9811 Z-5. G65 P9811 Y1.
常用格式:G65 P9811 Xx或Yy或 Zz Xx Yy Zz:目标位置在当前坐标系 下的坐标
示例:
O0001
#1=1. M98 P1000;
#600=-1
#600=#1;此时#600的值是多少
?
……
-----------------------------
O0002 #1=1.
#600=1
G65 P1000
#600=#1;此时#600的值是多少
?
……
O1000 #1=-1. …… M99
校正测针球半径
格式:G65 P9803 Dd 举例:G65 P9803 D50.005 Dd: 用于校正的环规直径
O1000 G17 G40 G49 G69 G80 G90 G54 X0 Y0(环规中心) G65 P9803 D50.005 G91 G28 Z0 G90 M30 注意: 1.准确将主轴定位至环规的中心位置 并将测针置于环规内部 2. 程序运行后,会将半径写入#500 和#501
《雷尼绍探头编程》课件

基础电路连接
讲解探头与电路的连接和布线 方式。
编程相关概念介绍
讲解常用的编程语言和控制结 构,以及如何编写探头代码。
常用传感器介绍
介绍湿度、气压、光照和声音 等常用传感器的原理和使用方 法。
探头编程实例
1
实例1:温度测量
通过编写代码实现探头对环境温度的测量。
2
实例2:湿度测量
通过编写代码实现探头对环境湿度的测量。
教授如何使用其他模块扩 展探头的功能和应用场景。
与其他传感器配合使用
介绍探头与其他传感器进行配合使用的方法 和技巧。
常见问题解答
总结探头编程过程中本课程的主要内容和知识 点。
学习建议
下一步学习计划
提供针对性的学习建议和技巧, 帮助学员深入学习和掌握技能。
提供参考资料和学习方向,帮 助学员规划下一步的学习计划。
谢谢观看
欢迎提出宝贵意见和建议,谢谢支持!
3
实例3:气压测量
通过编写代码实现探头对大气压力的测量。
4
实例4:光照测量
通过编写代码实现探头对环境光照的测量。
5
实例5:声音测量
通过编写代码实现探头对环境声音的测量。
深入学习
探头编程思路分析
讲解探头编程思路的分析 方法和实践技巧。
编程高级技巧介绍
介绍探头编程中的高级应 用和技巧,如PID算法。
使用其他模块扩展功能
雷尼绍探头编程课件
介绍探头编程的基础知识、实例和高级技巧,帮助您深入学习和掌握该技术。
概述
雷尼绍探头简介
介绍探头的特点和原理。
课程目标
说明本课程的学习目标和预期结果。
编程流程概述
讲解探头编程的主要步骤和流程。
Fanuc系统机床雷尼绍探头编程说明

Fanuc系统机床雷尼绍探头编程说明 (1)1、Fanuc探头相关技术基础及原理 (2)2、探头使用规范 (4)3、全局变量的使用情况 (6)4、测头长度校正-O9801 (8)5、校正测针X/Y偏置-O9802 (9)6、校正测针球半径-O9803 (9)7、保护移动程序-O9810 (10)8、单点测量程序-O9811 (11)9、槽/凸台测量程序-O9812 (12)槽测量程序- O9812 (13)凸台测量程序- O9812 (13)有凸台的槽测量程序- O9812 (14)10、孔/圆台测量程序-O9814 (14)孔测量程序-O9814 (15)圆台测量程序-O9814 (15)有圆台的内孔测量程序-O9814 (15)11、内拐角测量-O9815 (16)12、外拐角处测量-O9816 (17)1、 Fanuc探头相关技术基础及原理G31用于触发跳转编程格式:(G90/G91)G31 X x(G90/G91)G31 Y y(G90/G91)G31 Z zG31后只能编程一个轴地址在G31行代码执行过程中,探头移动时若接触零件,则触发跳转,结束本行剩余行程运动,直接跳转至下行程序运动,并记录跳转时当前工件坐标系下的位置信息。
#5061——第1轴跳转信号位置#5062——第2轴跳转信号位置#5063——第3轴跳转信号位置#5064——第4轴跳转信号位置然后利用宏程序读取这几个变量,通过一定的数据计算处理、写入等实现测量、找正、补偿等探头系列操作。
#4014——当前激活的工作偏置,值:54-59,代表G54-G59附常用系统变量:刀具补偿相关变量(补偿号<=200组,若>200组,查阅《数控车/铣宏程序开发》P16)#3000用于系统报警,编程格式如下:#3000=“报警号”;(“报警说明”)注:报警号只能为英语,例:IF [#20 EQ #0] THEN #3000=80;(TOOL NOT FOUND)若IF条件成立,则发出报警,并在屏幕上显示以下信息:3080 (TOOL NOT FOUND)2、探头使用规范●对于初学者,以下变量范围,建议先不用:•#100-#199•#500-#550•其他全局变量可按需要使用●测头使用必须要标定•初次使用时•更换测针后•使用一段时间后•标定后,挂刀方向要固定•标定时的进给与测量的进给保持一致测头报警信息●3086-PATH OBSTRUCTED•保护移动过程中,光线阻挡•保护移动过程中,测头碰触到障碍物●3092-PROBE OPEN•测量是二次触发,第一次测量后,测头需要完全离开产品表面,再进行第二次测量,如果在第一次后,不能完全离开产品表面,会报警;•可以通过修改#506,将#506中的值增大●3093-PROBE FAIL•测量移动结束时,还没有触碰到任何物体,报警•查看O9811,O9812,O9814后面指定的数据是否有误•坐标系设定等3、全局变量的使用情况4、测头长度校正-O9801格式:G65 P9801 Zz Tt举例:G65 P9801 Z0. T21Tt 要更新的刀具号.Zz 标准表面的工件坐标.O1000G17 G40 G49 G69 G80 G90G54 X0 Y0G43 H21 Z20.G65 P9801 Z0 T21G91 G28 Z0G90M30注意:在这里T21的刀补中要有一个预置的大概刀长为什么要校正:●测头安装后,测头中心与主轴的偏心量●测针球的直径误差●测头的触发距离●机床的重复性所以,每次更换测头,或者更换测针后,必须校正!!校正项目:●测头长度校正》值存放在刀具补偿●测针半径校正》值存放在全局变量●测针偏心校正》值存放在全局变量5、校正测针X/Y偏置-O9802格式:G65 P9802 Dd举例:G65 P9802 D50.005Dd: 用于校正的环规直径O1000G17 G40 G49 G69 G80 G90G54 X0 Y0(环规中心)G65 P9802 D50.005G91 G28 Z0G90M30注意:1.准确将主轴定位至环规的中心位置并将测针置于环规内部2. 程序运行后,会将偏心写入#502和#503 6、校正测针球半径-O9803格式:G65 P9803 Dd举例:G65 P9803 D50.005Dd: 用于校正的环规直径O1000G17 G40 G49 G69 G80 G90G54 X0 Y0(环规中心)G65 P9803 D50.005G91 G28 Z0G90M30注意:1.准确将主轴定位至环规的中心位置并将测针置于环规内部2. 程序运行后,会将半径写入#500和#5017、保护移动程序-O9810功能:在测头移动时,如果有障碍物阻挡,机床停止并报警格式:G65 P9810 Xx Yy Zz FfXx Yy Zz:目标位置在当前坐标系下的坐标Ff:移动的进给率注意1.目标位置指定可以单独指定X/Y/Z中的任何一个值;也可以同时指定其中任意2个或3个全部指定举例:G65 P9810 Y-1. F3000G65 P9810 X0 Z-5. F3000G65 P9810 X0 Y1. Z2. F40002.报警当在移动的过程中,碰到障碍,机床停止,报警号3086提示信息“PATH OBSTRUCTED”#3000 = 86 (PATH OBSTRUCTED)8、单点测量程序-O9811功能:每次测量一个面常用格式:G65 P9811 Xx或Yy或ZzXx Yy Zz:目标位置在当前坐标系下的坐标常用扩展格式:G65 P9811 Xx或Yy或Zz [Ss Tt][ ]中的变量为可选输入变量Ss:欲更新的坐标系Tt:欲更新的刀具编号举例:G65 P9811 X0. S101G65 P9811 Z10. T4S参数工件偏置S参数工件偏置S1 G54 S0 G53S2 G55 S101 G54.1 P1 S3 G56 S102 G54.1 P2 S4 G57 Etc. Etc.S5 G58 S148 G54.1 P48 S6 G59注意1.目标位置指定每次只能指定X/Y/Z中的一个值举例:G65 P9811 X-1.G65 P9811 Z-5.G65 P9811 Y1.测量后的数据输出:1.G65 P9811 X4.输出:#135-实测值(4.012)#140-误差值(0.012)2.G65 P9811 Y4.输出:#136-实测值(4.012)#141-误差值(0.012)1.G65 P9811 Z4.输出:#137-实测值(4.012)#142-误差值(0.012)9、槽/凸台测量程序-O9812功能:测量沿X/Y轴向的槽/凸台,见上图常用格式:G65 P9812 Xx或Yy[Zz Rr Ss Tt] Xx:X方向的槽/凸台测量Yy:Y方向的槽/凸台测量Zz:图2和图3形式的特征测量点Z坐标Rr:图3特征测量时,回退量Ss:欲更新的坐标系Tt:欲更新的刀具编号注意:在使用此程序前,需要事先将测头定位在欲测特征的理论中心上槽测量程序- O98121. G65 P9812 X12. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. [S2 T4]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值凸台测量程序- O98121. G65 P9812 X12. Z1. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. Z1. [S2 T4]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值有凸台的槽测量程序- O98121. G65 P9812 X12. Z-1. R-2. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. Z-1.[S2 T4 R2.]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值10、孔/圆台测量程序-O9814功能:4点测量孔或圆台,见上图常用格式:G65 P9814 Dd [Zz Rr Ss Tt] Dd:孔或圆台的直径Zz:图2和图3形式的特征测量点Z坐标Rr:图3特征测量时,回退量Ss:欲更新的坐标系Tt:欲更新的刀具编号注意:在使用此程序前,需要事先将测头定位在欲测特征的理论中心上孔测量程序-O98141. G65 P9814 D12. [S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差圆台测量程序-O98141. G65 P9814 D12. Z-2.[S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差有圆台的内孔测量程序-O98141. G65 P9814 D12. Z-2. R-2.[S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差11、内拐角测量-O9815G65 P9815 X0 Y0 I5. J-5. S1输出:变量描述变量描述#135 X 位置#143 Y角度误差#136 Y 位置#144 X角度误差#137 #145 真实位置误差12、外拐角处测量-O9816 G65 P9816 X0 Y0 S1G65 P9816 X0 Y0 I-5.0 J5.0 S1输出:。
雷尼绍探头编程步骤
雷尼绍探头编程步骤(总10页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除雷尼绍探头使用介绍1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810 和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 G0 G17 G40 G49 G69 G80M6 T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点, S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z16.08 (安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1)(测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
雷尼绍探针系统的内外拐角测量和宏程序指令

G 5P 0 4Z 0 .( 6 9 1 10 保护位置移动 ) G 5P 0 2( 6 9 2 旋转 测头至 0r f ) G 8Z 0 . 2 10 0[自动返 回到参考 点,角的位 置误 差指 向基准 点 加 ,m,修 正的 翮 ,, o位置将 设定 在工件偏 量
②基准点远离拐角尖点的内拐角测量宏程序 指令
图 1 内拐角 的测量示意图
基准点远离拐角尖点 的内拐角测量测头运动轨迹见 图 3 。
T1 0 选择测头) 0 M 6(
G 4X 0 4 启动位置 ) 5 3 .Y 0(
9 8
7
G 3H 10 激活刀具偏 置 1 4 I 0 .[ Z ,走 10 m ( .4n ] 0r a 39 i )
G5P01 6 9 1 ,建 议 G 码 :Gl 1 1 ( MB) 1 1 1 、G 1 6 、G 5 、 G 1 。此程序用来设定 一与元件 内拐角相关 的基准 点 , 21 这个基准点可 以是一较远的点 ,如图 1 所示。
点 ,H】 ,修正的 婀 ,y 0位置将 设定在 工件偏 量 s ( 5 ) 3 G 6
G 510 1[ 6 9 2 旋转测头 ( 7 包括 MI )来为主轴定 向] 9 G 5P0 4Z .F0 0( 6 9 1 5 30 保护定位 移动 )
G 5P 0 1X 0 Y 0 S ( 现 角 ) 6 9 1 S . 6 . 3 发
图2 拐角尖点为基准点的内拐角测量测头运动示意图
示。
T 1 0 选 择 测头 ) O M 6( G 4x一 0 2 .( 5 4 .Y 0 起动 位 置 )
图3 基准点远离拐角尖点的内拐角测量测头运动示意图
雷尼绍CNC探头编程步骤V01
雷尼绍探头使用介绍第一草探头程序编程第一节编探点程序1•定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2•编探点程序(探点程序的名字自己定如:06666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序09810和09811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 GO G17 G40 G49 G69 G80(快速定位到到G54坐标系中的要探点的第一个点上方)主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点, 就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小M05M17 (open probe)(打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 G90G00Z50.(建立刀长,即读取探头的长度)(探头快速下到Z50.的位置)M6 T11 (探头装在T11刀座上,换T11号探头到主轴上)G90 G00 G54 X-18. Y50.M19 (S_ ) (N1(Z+ P0INT1)G65P9810 X-18. Y50. F3000. G65P9810 Z19.(测第一个点的Z值)(安全快速定位到第一个点的X Y位置,速度为F3000.)(安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)(安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0 的位置)(#142为第一个探点的理论Z16.08与实际探得的“ Z实”的差值, 它是在0981俚面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)安全快速移到安全高度Z20. 的位置)(测第二个点的Z值)(安全快速定位到第二个点的X Y位置,速度为F3000.)(安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)(安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)为第二个探点的理论Z16.08与实际探得的“ Z实”的差值, 它是在09811里面自动计算,然后传递给#142,#142 再将所得的值传递给#601,#601为第二个点Z向要补尝的值)安全快速移到安全高度Z20. 的位置)N3(Z+ POINT1)G65P9810 X12.5 Y51.1 F3000. G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1)G65P9810 X12.2 Y49.2 F3000. G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35. (测第三个点的Z 值)(测第四个点的Z 值)N16(Z+ POINT1)G65P9810 X-16.5 Y-18.2 F3000. G65P9810 Z16.G65P9811 Z14.23 (测第十六个点的Z 值)G65P9811 Z16.08#601=#142G65P9810 Z20.N2(Z+ POINT1)G65P9810 X-16.5 Y48.3 F3000. G65P9810 Z17.G65P9811 Z14.23#602=#142 #142G65P9810 Z35.#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z 设定公差范围,超过了公差即跳转到 N20处执行)#620=0.1(设定公差为0.1,赋值给#620)(如果#601的绝对值大于#620的值,即跳转到N20处执行) (如果#602的绝对值大于#620的值,即跳转到N20处执行) (如果#603的绝对值大于#620的值,即跳转到N20处执行)M18 G91G28Z0 M99N20 #3000=99 point cuo wu Z OUT OF TOL ( 报警提示,Z 超公差,此处“ #3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0 M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603……)加到加工程序里面对应的点的坐标 处。
雷尼绍探针编程
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
全局变量的应用
#100
#110
#120
测#101量结果#和111 旗帜 #121
#102
#112
#122
#103
#113
#123
#104
#114
#124
#105
#115
#125
#106
#116
#126
~
• SPC tool offset update
~
• Angle measure in X or Y plane
~
O9810 O9817 O9818 O9819 O9820 O9830 O9831 O9832 O9833 O9834 O9835 O9843
Slide 3
Inspection Plus 服务宏程序
#139
#149 0
全局变量的应用
#100
#110
#120
#101
#111
#121
#102
#112
#122
测量#结103果和旗#帜113 的数 #123
值在#每104次测量#后114 被覆 #124
盖 #105
#115
#125
#106
#116
#126
#107
#117
#127
#108
#118
#128
~
• External corner find
~
Vector measuring cycles
• Single angled surface measure ~
• Angled web/pocket measure
雷尼绍CNC探头编程步骤 V01
雷尼绍CNC探头编程步骤 V01一、探头介绍雷尼绍CNC探头(Renishaw CNC Touch Probe)作为一种用于CNC机床上的高精度测量设备,被广泛应用于雕铣、车铣等数控加工领域。
它可以在工作中快速地检验工件的位置和尺寸,从而使得加工过程更加精确和高效。
这种探头通常由两部分组成:探针本体和接口。
探针本体皆为高精度的零件,需要按照操作手册的要求进行使用和保养。
接口则通常有直插式和线性式两种,根据不同设备的要求进行选择。
二、探头编程步骤下面将对雷尼绍CNC探头的编程步骤做一个简单的介绍。
2.1 准备工作在进行探头编程前,需要进行准备工作:•确定探头的型号和接口类型,确保探头适用于当前设备;•将探头安装在机床上,并进行相关的校准和调试工作;•确定探头的标定值和坐标系。
2.2 安装G31指令在进行探头编程时,需要先安装G31指令,以便探头的信号可以被读取。
一般情况下,G31指令通常可以在机床的NC程序中找到,需要进行相应的设置和参数调整。
2.3 探头接触点坐标计算计算探头接触点坐标通常有两种方法:基准坐标系和刀具坐标系。
1.基准坐标系方式在基准坐标系方式中,探头接触点的坐标值是相对基准点来计算的。
具体步骤如下:•将探头移动到基准点,记录此时机床的坐标值;•移动探头到工件上方并下降到接触点,记录此时机床的坐标值;•计算探头接触点的坐标值,用于编写探头程序。
2.刀具坐标系方式在刀具坐标系方式中,探头接触点的坐标值是相对于工件的参考点和刀具的位置来计算的。
具体步骤如下:•将刀具移动到指定的参考点,并记录此时的机床坐标值;•将刀具移动到探头接触点上方并下降,记录此时的机床坐标值;•结合参考点和刀具位置的坐标值,计算探头接触点的坐标值。
2.4 编写探头程序完成探头接触点坐标的计算后,就可以编写探头程序。
一般情况下,探头程序可以用G31指令来实现,要求探头接触点坐标值以及各种调用探头的条件都要清晰明了。
雷尼绍测头培训

G65和M98的差别(一)
变量表
举例: G65 P1000 A1. B2. X10. Z5. 表示在调用O1000的同时,就指定了程序中#1,#2,#24,#26的值 通常在程序中有类似的语句: IF[#1 NE #0] GOTO2 或 #600=#2+10.等类似的语句 那么,这样有什么好处?
1.G65 P9811 Z4. 输出: #137-实测值(4.012) #142-误差值(0.012)
我们能用这些 变量干什么? (见测试)
槽/凸台测量程序-O9812
槽/凸台测量程序-O9812
功能:测量沿X/Y轴向的槽/凸台,见上图 常用格式:G65 P9812 Xx或Yy[Zz Rr Ss Tt]
注意
1.目标位置指定
可以单独指定X/Y/Z中的任何一个值;也
可以同时指定其中任意2个或3个全部指定
举例:
G65 P9810 Y-1. F3000
功能:在测头移动时,如果有障碍 G65 P9810 X0 Z-5. F3000
物阻挡,机床停止并报警
G65 P9810 X0 Y1. Z2. F4000
格式:G65 P9810 Xx Yy Zz Ff 2.报警
#530 标准校正#5数40 值
#531 回退系#5数41
#532
#542
矢量校正数值
#533
#543
#534
#544
#535
#545
#536
#546
#537
#547
#538
#548
#539
#549
测头校正程序
为什么要校正
测头安装后,测头中心与主轴的偏心量 测针球的直径误差 测头的触发距离 机床的重复性 所以,每次更换测头,或者更换测针后,必须 校正!! 如何校正?软件部分再讲
雷尼绍测头培训PPT演示课件

#543
#534
#544
#535
#545
#536
#546
#537
#547
#538
#548
#539
#549
测头校正程序
Slide 28
为什么要校正
测头安装后,测头中心与主轴的偏心量 测针球的直径误差 测头的触发距离 机床的重复性 所以,每次更换测头,或者更换测针后,必须 校正!! 如何校正?软件部分再讲
前言
Slide 1
变量基础部分
Slide 2
变量类型
用户 变量 变量
全局 变量
所有的宏程序中都可以共用的变量 #100-#199:掉电不保持 #500-#999:掉电保持
局部 只能在当前宏程序中使用的变量 变量 #1-#33
系统 变量
用来储存系统数据的变量,如刀补,位置等 #1000-
Slide 3
保护移动程序-O9810
Slide 36
保护移动程序-O9810
注意
1.目标位置指定
可以单独指定X/Y/Z中的任何一个值;也
可以同时指定其中任意2个或3个全部指定
举例:
G65 P9810 Y-1. F3000
功能:在测头移动时,如果有障碍 G65 P9810 X0 Z-5. F3000
物阻挡,机床停止并报警
#117
#127
#135 0 #145 #136 0 #146 -1.000 #137 10.00 #147
#108
#118
#128
#138
#148
#109
#119
#129
#139
#149 0
Slide 26
全局变量(四)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#123
#104
#114
#124
#105
#115
#125
#106
#116
#126
#107
#117
#127
#108
#118
#128
#109
#119
#129
#130 #131 #132 #133 #134 #135 #136 #137 #138 #139
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
数值#1在04 每次测#11量4 后 #124
被覆盖
#105
#115
#125
#106
#116
#126
#107
#117
#127
#108
#118
#128
#109Байду номын сангаас
#119
#129
#130 #131 #132 #133 #134 #135 #136 #137 #138 #139
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
Store multi-stylus data
~
Load multi-stylus data
~
Switch probe ON
Switch probe OFF
~
Feature to feature cycle
~
SPC tool offset update
~
Angle measure in X or Y plane ~
#141 0
#132
#142 1.000
#133
#143 1.000
#134
#144
#135 0 #145
#136 0 #146 -1.000
#137 10.00 #147
#138
#148
#139
#149 0
全局变量的应用
#100
#110
#120
#101
#111
#121
#102
#112
#122
测量#1结03 果和旗#11帜3 的 #123
全局变量的应用
#500 #501 #502 #503 #504 #505 #506 #507 #508 #509
#510 #511 #512 #513 #514 #515 #516 #517 #518 #519
~
O9811 O9812 O9814 O9815 O9816
Vector measuring cycles
Single angled surface measure ~
Angled web/pocket measure ~
3 point bore/boss measure
~
O9821 O9822 O9823
全局变量的应用
#100
#110
#120
测#101量结果#和111 旗帜 #121
#102
#112
#122
#103
#113
#123
#104
#114
#124
#105
#115
#125
#106
#116
#126
#107
#117
#127
#108
#118
#128
#109
#119
#129
#130
#140 0
#131
~
~ ~ O9723 O9724 O9726 O9727 O9730 ~
O9721 O9722
O9731
O9732
全局变量的应用
#100 #101 #102 #103 #104 #105 #106 #107 #108 #109
#110 #111 #112 #113 #114 #115 #116 #117 #118 #119
Inspection Plus cycles
Additional cycles
Protected positioning routine ~
4th Axis X measure
~
4th Axis Y measure
~
Bore/Boss on PCD measure
~
Stock allowance
#100 #101 #102 #103 #104 #105 #106 #107 #108 #109
#110 #111 #112 #113 #114 #115 #116 #117 #118 #119
#120 #121 #122 #123 #124 #125 #126 #127 #128 #129
#130
#120 #121 #122 #123 #124 #125 #126 #127 #128 #129
#130 #131 #132 #133 #134 #135 #136 #137 #138 #139
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
全局变量的应用
#140
#131
#141
顾#客132可用变#量142
#133
#143
#134
#144
#135
#145
#136
#146
#137
#147
#138
#148
#139
#149
全局变量的应用
#100
#110
#120
#101
#111
#121
INSPECTION
#102
PLUS
内#1部12 计算
#122
#103
#113
Inspection Plus
Inspection Plus cycles
Calibration routines
Calibrate probe length
~
Calibrate stylus X and Y offsets ~
Calibrate stylus ball radius
~
Calibrate vector stylus ball radius ~
O9810 O9817 O9818 O9819 ~ O9830 O9831 ~ O9833 O9834 O9835 O9843
O9820 O9832
Inspection Plus 服务宏程序
宏程序
X diameter move
Y diameter move
Active tool offset macro
~
Settings macro
~
X, Y, Z basic move
~
Vector diameter move
~
Print macro
~
Vector calibration data find
(also used for ATAN calculation)
Offset update macro
O9801 O9802 O9803 O9804
Measuring cycles
X, Y, Z single surface measure ~
Web/pocket measure
~
Bore/boss measure
~
Internal corner find
~
External corner find