雷尼绍探头编程步骤V
雷尼绍探头设定及使用
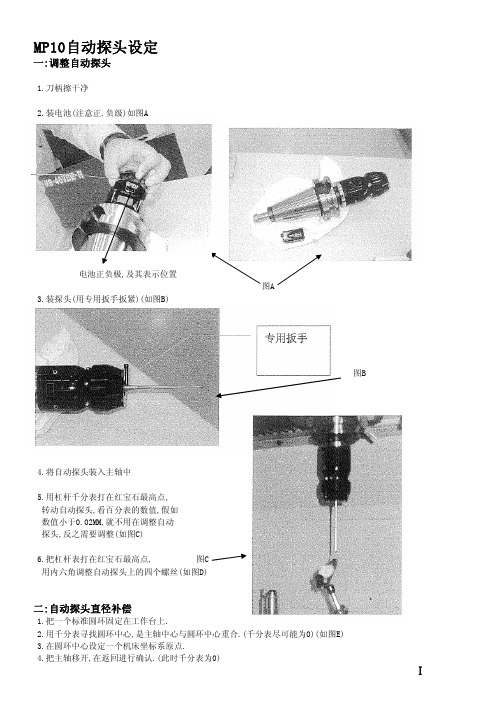
MP10自动探头设定一:调整自动探头1.刀柄擦干净2.装电池(注意正.负级)如图A电池正负极,及其表示位置图A3.装探头(用专用扳手扳紧)(如图B)图B4.将自动探头装入主轴中5.用杠杆千分表打在红宝石最高点,转动自动探头,看百分表的数值,假如数值小于0.02MM,就不用在调整自动探头,反之需要调整(如图C)6.把杠杆表打在红宝石最高点, 图C用内六角调整自动探头上的四个螺丝(如图D)二:自动探头直径补偿1.把一个标准圆环固定在工作台上.2.用千分表寻找圆环中心,是主轴中心与圆环中心重合.(千分表尽可能为0)(如图E)3.在圆环中心设定一个机床坐标系原点.4.把主轴移开,在返回进行确认.(此时千分表为0)Ⅰ调整螺丝位置图D 图E (FM MP3的调整螺丝在圆锥盖得里面)5.把自动探头放入主轴中,走到设定的原点(如图F)6.在MDI方式下,输入CALL OO18,启动.(自动探头加电,会有几秒的延时) (FMMP3输入 : CALL OO16)7.把自动探头下降到基准圆环平面以下10MM左右.8.在MDI方式下,输入CALL OO21,启动.(将设定的原点读入MSB原点)9.画面放在"测量结果显示",按"MSB原点"(MSB原点坐标,No.3号坐标系).10.输入VNCOM[1]=8,启动.11.将画面放在"测量结果显示"按"传感器",用手轻碰探头,看到传感器画面有黄色的指示灯会亮,进行信号确认,表示探头有信号.12.在MDI方式下,输入:CALL OO10 PMOD=9 PDI=50 POVT=3 启动.PMOD=9 表示自动探头半径补偿 PDI=50 表示基准环的准确直径 POVT=3表示超行程距离13.测量结果在"测量表示画面",按"MSB刀具ON/OFF"键.半径补偿的1-4号半径补偿值为探头4个方向的补偿值.14.在MDI方式下,输入:CALL OO19 启动(表示断电)(FMMP3输入:CALL OO17)三:自动探头长度方向补偿1.换基准棒.(记下标准棒的长度,假如为199.9MM)2.将基准棒的端面与量块轻微接触到(如图G).3.在此位置设定Z方向的原点.a.绝对长刀具补偿:运算199.9b.相对刀具补偿:运算04.抬起基准刀具,主轴换上自动探头.5.在MDI方式下输入:CALL OO18 启动 <VNCOM[1]=8检测信号>6.在手动方式下,将自动探头放在量块的上方,大约10MM左右(如图F).* 相对补偿,PLI=自动探头长度-基准棒长度(大概距离)9.CALL OO19 (自动探头断电)四:复制补偿数值图F1.将"MSB刀具ON/OFF"中的,半径补偿1-4号复制到5-20号,长度补偿的5号复制的1-4号.2.在MDI方式下,输入:CALL OO22 Ⅱ间距10MM左右 图G 图H使用自动探头一:内径测量1.探头放在孔的中心位置(大概),把探头的顶端移到孔内.2.MDI方式下:输入 CALL OO18 启动(FMMP3输入CALL OO16)3.测量: CALL OO10 PMOD=7 PDI=50 启动 .(PMOD=7表示测量孔德半径.PDI=50表示孔直径的预想值) 4:测量结果在"测量结果显示"中.5.设定孔中心为原点: CALL OO20 PHN=3 PX=0 PY=0 启动.(PHN=3表示为3号坐标系,PX,PY表示X与Y偏移量) 6:在MDI方式下,输入: CALL OO19 启动(FMMP3输入:CALL OO17)二:外径测量1.探头放在孔的中卫,并且在零件的上方.2.CALL OO18启动.3.测量: CALL OO10 PMOD=6 PDI=100 PIN=25 启动 (PMOD=6表示测量外径 PDI=100表示外径的预想值 PIN=25表示从探头顶端下降25mm.)4.以下操作同测内径操作.三:X向的端面测量 1.探头放在离被测平面不远的地方.2.在MDI方式下,输入: CALL OO10 PMOD=1 PEI=-255 启动 .(PEI=-255表示X向的预想值,预想值=当前位置+到被测面得距离) 3.设原点同上,设好原点后,再次确认,输入:CALL OO10 PMOD=1 PEI=0启动 PEI=0表示确认面与测量面差值为0.四:Y向端面测量1.测量:CALL OO10 PMOD=2 PEI=800 启动2.设原点和再次确认操作步骤同上.五:Z向测量.1.探头方在被测零件平面的上方.2.在MDI方式下,输入: G56H5 启动,HS=5表示MSB刀具长度补偿为五号.3.测量:CALL OO10 PMOD=3 PEI=-111 启动4.设原点和再次确认同上.六:测量两点间的距离探头放在被测量两点的大约中间位置.*X向测量:CALL OO10 PMOD=11 PELI=60 启动 *Y向测量:CALL OO10 PMOD=12 PELI=85 启动七:测量两端面的距离探头放还在被测两端面的中间,并放在零件的上面.* X向测量:CALL OO10 PMOD=11 PELI=130 PIN=30 启动* Y向测量:CALL OO10 PMOD=12 PELI=130 PIN=30 启动END Ⅲ。
雷尼绍CNC探头编程步骤 V01之欧阳道创编
雷尼绍探头使用介绍第一章探头程序编程1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90G0G17G40G49G69G80M6T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)G90G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点,S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z16.08 (安全慢速到达第一个探点的Z 位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1) (测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
雷尼绍CNC探头编程步骤V

雷尼绍探头使用介绍第一章探头程序编程第一节编探点程序1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810 和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 G0 G17 G40 G49 G69 G80M6 T11 (探头装在T11刀座上,换T11 号探头到主轴上)G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点,S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z16.08 (安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1)(测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
数控CNC行业中雷尼绍探头应用与编程
目前大量先进的CNC数控设备都配备了测头系统,我们熟知的有雷尼绍探头、海克斯康、波龙、马波斯。
使用测头的好处有很多,比如,可以对工件进行自动找正、序中测量、序后检测,既能缩短工件的准备时间,又能在生产中实现自动调整加工,大大提升设备的自动化程度,减少工件不良和报废,微信公众号:CNCaction (cnc实战技术)就这一情况,做出了一个决定,就是录了全网唯一的一部有关这方面的视频,以下是其中的一些知识内容,供大家参考。
如下面所示的是探头内部的一个程序内容,但具体是什么意思?相信很多人都搞不懂,所以就会在工作中碰到问题时不知所措。
O9810(REN*PROTECTED*POSN)G65P9724IF[#9NE#0]GOTO3IF[#117NE#0]GOTO2#3000=88(NO*FEED*RATE)N2#9=#117N3#117=#9#148=0N4G31X#24Y#25Z#26F#9IF[#24EQ#0]GOTO5IF[ABS[#5041-[#24]]GT#123]GOTO8N5IF[#25EQ#0]GOTO6IF[ABS[#5042-[#25]]GT#123]GOTO8N6IF[#26EQ#0]GOTO7IF[ABS[[#5043-#116]-[#26]]GT#123]GOTO8N7GOTO9N8#148=7.IF[#13EQ1.]GOTO9#3000=86(PATH*OBSTRUCTED)N9M99%视频讲解了下面目录内容一、宏程序1、变量2、运算指令3、控制指令4、练习举例5、系统指令6、宏程序使用二、雷尼绍探头使用培训1、探头内部程序及要用到的各种变量的作用讲解2、算数和逻辑讲解3、程序调用4、探头快速校正讲解5、电池更换6、探头各种颜色指示灯的意义7、工作模式的设置8、探头各种报警的意义讲解及应对解决9、探头状态说明三、雷尼绍探头编程1、讲解各种探测的思路、方法2、分析使用正确的探测程序3、调用探测到的数据并在加工中灵活运用4、各探头程序的应用与编程5、实际编程案例6、其它……。
雷尼绍探头编程步骤 V01

雷尼绍探头使用介绍第一章探头程序编程第一节编探点程序1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810 和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 G0 G17 G40 G49 G69 G80M6 T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点, S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z16.08 (安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1)(测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
雷尼绍探针编程最全说明

全局变量的应用
#500 #501 #502 #503 #504 #505 #506 #507 #508 #509
#510 #511 #512 #513 #514 #515 #516 #517 #518 #519
#520 #521 #522 #523 #524 #525 #526 #527 #528 #529
~
• Bore/Boss on PCD measure
~
• Stock allowance
~
• Store multi-stylus data
~
• Load multi-stylus data
~
• Switch probe ON
~
• Switch probe OFF
~
• Feature to feature cycle
基础测量过程
P9810 – 保护移动
G65 P9810 X50.0 Z5.0 F3000
P9810 – 保护移动
G65 P9810 X50.0 Z5.0 F3000
P9810 – 保护移动
G65 P9810 X50.0 Z5.0 F3000
#530
#540
系统变量 #531
#541
#532#542源自#533#543#534
#544
#535
#545
#536
#546
#537
#547
#538
#548
#539
#549
全局变量的应用
#500 半径 #510
#501
#511
#502
#512
#503
#513
#504
#514
Fanuc系统机床雷尼绍探头编程说明

Fanuc系统机床雷尼绍探头编程说明 (1)1、Fanuc探头相关技术基础及原理 (2)2、探头使用规范 (4)3、全局变量的使用情况 (6)4、测头长度校正-O9801 (8)5、校正测针X/Y偏置-O9802 (9)6、校正测针球半径-O9803 (9)7、保护移动程序-O9810 (10)8、单点测量程序-O9811 (11)9、槽/凸台测量程序-O9812 (12)槽测量程序- O9812 (13)凸台测量程序- O9812 (13)有凸台的槽测量程序- O9812 (14)10、孔/圆台测量程序-O9814 (14)孔测量程序-O9814 (15)圆台测量程序-O9814 (15)有圆台的内孔测量程序-O9814 (15)11、内拐角测量-O9815 (16)12、外拐角处测量-O9816 (17)1、 Fanuc探头相关技术基础及原理G31用于触发跳转编程格式:(G90/G91)G31 X x(G90/G91)G31 Y y(G90/G91)G31 Z zG31后只能编程一个轴地址在G31行代码执行过程中,探头移动时若接触零件,则触发跳转,结束本行剩余行程运动,直接跳转至下行程序运动,并记录跳转时当前工件坐标系下的位置信息。
#5061——第1轴跳转信号位置#5062——第2轴跳转信号位置#5063——第3轴跳转信号位置#5064——第4轴跳转信号位置然后利用宏程序读取这几个变量,通过一定的数据计算处理、写入等实现测量、找正、补偿等探头系列操作。
#4014——当前激活的工作偏置,值:54-59,代表G54-G59附常用系统变量:刀具补偿相关变量(补偿号<=200组,若>200组,查阅《数控车/铣宏程序开发》P16)#3000用于系统报警,编程格式如下:#3000=“报警号”;(“报警说明”)注:报警号只能为英语,例:IF [#20 EQ #0] THEN #3000=80;(TOOL NOT FOUND)若IF条件成立,则发出报警,并在屏幕上显示以下信息:3080 (TOOL NOT FOUND)2、探头使用规范●对于初学者,以下变量范围,建议先不用:•#100-#199•#500-#550•其他全局变量可按需要使用●测头使用必须要标定•初次使用时•更换测针后•使用一段时间后•标定后,挂刀方向要固定•标定时的进给与测量的进给保持一致测头报警信息●3086-PATH OBSTRUCTED•保护移动过程中,光线阻挡•保护移动过程中,测头碰触到障碍物●3092-PROBE OPEN•测量是二次触发,第一次测量后,测头需要完全离开产品表面,再进行第二次测量,如果在第一次后,不能完全离开产品表面,会报警;•可以通过修改#506,将#506中的值增大●3093-PROBE FAIL•测量移动结束时,还没有触碰到任何物体,报警•查看O9811,O9812,O9814后面指定的数据是否有误•坐标系设定等3、全局变量的使用情况4、测头长度校正-O9801格式:G65 P9801 Zz Tt举例:G65 P9801 Z0. T21Tt 要更新的刀具号.Zz 标准表面的工件坐标.O1000G17 G40 G49 G69 G80 G90G54 X0 Y0G43 H21 Z20.G65 P9801 Z0 T21G91 G28 Z0G90M30注意:在这里T21的刀补中要有一个预置的大概刀长为什么要校正:●测头安装后,测头中心与主轴的偏心量●测针球的直径误差●测头的触发距离●机床的重复性所以,每次更换测头,或者更换测针后,必须校正!!校正项目:●测头长度校正》值存放在刀具补偿●测针半径校正》值存放在全局变量●测针偏心校正》值存放在全局变量5、校正测针X/Y偏置-O9802格式:G65 P9802 Dd举例:G65 P9802 D50.005Dd: 用于校正的环规直径O1000G17 G40 G49 G69 G80 G90G54 X0 Y0(环规中心)G65 P9802 D50.005G91 G28 Z0G90M30注意:1.准确将主轴定位至环规的中心位置并将测针置于环规内部2. 程序运行后,会将偏心写入#502和#503 6、校正测针球半径-O9803格式:G65 P9803 Dd举例:G65 P9803 D50.005Dd: 用于校正的环规直径O1000G17 G40 G49 G69 G80 G90G54 X0 Y0(环规中心)G65 P9803 D50.005G91 G28 Z0G90M30注意:1.准确将主轴定位至环规的中心位置并将测针置于环规内部2. 程序运行后,会将半径写入#500和#5017、保护移动程序-O9810功能:在测头移动时,如果有障碍物阻挡,机床停止并报警格式:G65 P9810 Xx Yy Zz FfXx Yy Zz:目标位置在当前坐标系下的坐标Ff:移动的进给率注意1.目标位置指定可以单独指定X/Y/Z中的任何一个值;也可以同时指定其中任意2个或3个全部指定举例:G65 P9810 Y-1. F3000G65 P9810 X0 Z-5. F3000G65 P9810 X0 Y1. Z2. F40002.报警当在移动的过程中,碰到障碍,机床停止,报警号3086提示信息“PATH OBSTRUCTED”#3000 = 86 (PATH OBSTRUCTED)8、单点测量程序-O9811功能:每次测量一个面常用格式:G65 P9811 Xx或Yy或ZzXx Yy Zz:目标位置在当前坐标系下的坐标常用扩展格式:G65 P9811 Xx或Yy或Zz [Ss Tt][ ]中的变量为可选输入变量Ss:欲更新的坐标系Tt:欲更新的刀具编号举例:G65 P9811 X0. S101G65 P9811 Z10. T4S参数工件偏置S参数工件偏置S1 G54 S0 G53S2 G55 S101 G54.1 P1 S3 G56 S102 G54.1 P2 S4 G57 Etc. Etc.S5 G58 S148 G54.1 P48 S6 G59注意1.目标位置指定每次只能指定X/Y/Z中的一个值举例:G65 P9811 X-1.G65 P9811 Z-5.G65 P9811 Y1.测量后的数据输出:1.G65 P9811 X4.输出:#135-实测值(4.012)#140-误差值(0.012)2.G65 P9811 Y4.输出:#136-实测值(4.012)#141-误差值(0.012)1.G65 P9811 Z4.输出:#137-实测值(4.012)#142-误差值(0.012)9、槽/凸台测量程序-O9812功能:测量沿X/Y轴向的槽/凸台,见上图常用格式:G65 P9812 Xx或Yy[Zz Rr Ss Tt] Xx:X方向的槽/凸台测量Yy:Y方向的槽/凸台测量Zz:图2和图3形式的特征测量点Z坐标Rr:图3特征测量时,回退量Ss:欲更新的坐标系Tt:欲更新的刀具编号注意:在使用此程序前,需要事先将测头定位在欲测特征的理论中心上槽测量程序- O98121. G65 P9812 X12. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. [S2 T4]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值凸台测量程序- O98121. G65 P9812 X12. Z1. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. Z1. [S2 T4]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值有凸台的槽测量程序- O98121. G65 P9812 X12. Z-1. R-2. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. Z-1.[S2 T4 R2.]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值10、孔/圆台测量程序-O9814功能:4点测量孔或圆台,见上图常用格式:G65 P9814 Dd [Zz Rr Ss Tt] Dd:孔或圆台的直径Zz:图2和图3形式的特征测量点Z坐标Rr:图3特征测量时,回退量Ss:欲更新的坐标系Tt:欲更新的刀具编号注意:在使用此程序前,需要事先将测头定位在欲测特征的理论中心上孔测量程序-O98141. G65 P9814 D12. [S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差圆台测量程序-O98141. G65 P9814 D12. Z-2.[S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差有圆台的内孔测量程序-O98141. G65 P9814 D12. Z-2. R-2.[S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差11、内拐角测量-O9815G65 P9815 X0 Y0 I5. J-5. S1输出:变量描述变量描述#135 X 位置#143 Y角度误差#136 Y 位置#144 X角度误差#137 #145 真实位置误差12、外拐角处测量-O9816 G65 P9816 X0 Y0 S1G65 P9816 X0 Y0 I-5.0 J5.0 S1输出:。
雷尼绍探头编程步骤
雷尼绍探头编程步骤(总10页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除雷尼绍探头使用介绍1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810 和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 G0 G17 G40 G49 G69 G80M6 T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点, S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z16.08 (安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1)(测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
实用文档之雷尼绍CNC探头编程步骤 V01

实用文档之"雷尼绍探头使用介绍"1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 G0 G17 G40 G49 G69 G80M6 T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z 轴方向的点,S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z 位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z16.08 (安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1)(测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
雷尼绍探头编程步骤
雷尼绍探头编程步骤(总10页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除雷尼绍探头使用介绍1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810 和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 G0 G17 G40 G49 G69 G80M6 T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点, S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z16.08 (安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1)(测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
雷尼绍CNC探头编程步骤V01
雷尼绍探头使用介绍第一草探头程序编程第一节编探点程序1•定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2•编探点程序(探点程序的名字自己定如:06666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序09810和09811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 GO G17 G40 G49 G69 G80(快速定位到到G54坐标系中的要探点的第一个点上方)主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点, 就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小M05M17 (open probe)(打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 G90G00Z50.(建立刀长,即读取探头的长度)(探头快速下到Z50.的位置)M6 T11 (探头装在T11刀座上,换T11号探头到主轴上)G90 G00 G54 X-18. Y50.M19 (S_ ) (N1(Z+ P0INT1)G65P9810 X-18. Y50. F3000. G65P9810 Z19.(测第一个点的Z值)(安全快速定位到第一个点的X Y位置,速度为F3000.)(安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)(安全慢速到达第一个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0 的位置)(#142为第一个探点的理论Z16.08与实际探得的“ Z实”的差值, 它是在0981俚面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)安全快速移到安全高度Z20. 的位置)(测第二个点的Z值)(安全快速定位到第二个点的X Y位置,速度为F3000.)(安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)(安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)为第二个探点的理论Z16.08与实际探得的“ Z实”的差值, 它是在09811里面自动计算,然后传递给#142,#142 再将所得的值传递给#601,#601为第二个点Z向要补尝的值)安全快速移到安全高度Z20. 的位置)N3(Z+ POINT1)G65P9810 X12.5 Y51.1 F3000. G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1)G65P9810 X12.2 Y49.2 F3000. G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35. (测第三个点的Z 值)(测第四个点的Z 值)N16(Z+ POINT1)G65P9810 X-16.5 Y-18.2 F3000. G65P9810 Z16.G65P9811 Z14.23 (测第十六个点的Z 值)G65P9811 Z16.08#601=#142G65P9810 Z20.N2(Z+ POINT1)G65P9810 X-16.5 Y48.3 F3000. G65P9810 Z17.G65P9811 Z14.23#602=#142 #142G65P9810 Z35.#616=#142G65P9810 Z35.(下面是对各探测的点的差值Z 设定公差范围,超过了公差即跳转到 N20处执行)#620=0.1(设定公差为0.1,赋值给#620)(如果#601的绝对值大于#620的值,即跳转到N20处执行) (如果#602的绝对值大于#620的值,即跳转到N20处执行) (如果#603的绝对值大于#620的值,即跳转到N20处执行)M18 G91G28Z0 M99N20 #3000=99 point cuo wu Z OUT OF TOL ( 报警提示,Z 超公差,此处“ #3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0 M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603……)加到加工程序里面对应的点的坐标 处。
雷尼绍探针头程序

雷尼绍探针头程序(总5页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--O8810 (WEB MEAS.)(TOOL CHOICE)M19 (SPINDLE ORIENTATION)G90 G80 G40 G0 (PREPARATORY CODE)G59 X0. Y0.G43 H20 Z50. (ACTIVATE OFFSET TO 100MM ABOVE) G65 P9014 Z-8. F1000 (PROTECTED MOVE)G65 P9010 X365. S1. (WEB MEAS.)G65 P9014 X-30. F3000G65 P9010 Y255. S1.G65 P9014 Z100. F3000(REFERENCE RETURN)(CANCEL OFFSET)M99 (PROGRAM END)O9010 (REN WEB PKT)G90 G80 G40M98 P9724#9=#109#1=#5041#2=#5042#15=#5021#16=#5022#118=#0IF[#24 EQ #0] GOTO3IF[#25 NE #0] GOTO16#7=#24#4=#500IF[#26 EQ #0] GOTO2IF[#18 NE #0] GOTO1#18=*#9N1 #118=#24/2+#4+#18N2 G65 P9705 D[#24] Q[#17] Z[#26] F[#9] GOTO6N3 IF[#25 EQ #0] GOTO16#7=#25#4=#502IF[#26 EQ #0] GOTO5IF[#18 NE #0] GOTO4#18=*#9N4 #118=#25/2+#4+#18N5 G65 P9704 D[#25] Q[#17] Z[#26] F[#9] N6 IF[#145 NE ] GOTO17IF[#26 EQ #0] GOTO7#3=#131-#130-#4*2#6=#3-#7GOTO8N7 #3=#131-#130+#4*2#6=#7-#3N8 IF[#22 EQ #0] GOTO9G65 P9730 M[#13] V[#22] D[#7] H[#11] E[#6]N9 IF[#13 EQ #0] GOTO10#[+#13]=#6N10 IF[#19 EQ #0] GOTO14IF[#19 NE 0] GOTO11IF[#24 EQ #0] GOTO12#2500=#2500+[#132+#504-#1]GOTO14N11 IF[#24 EQ #0] GOTO12#[#105]=[#15-#1]+[#132+#504-#1]-#2500 GOTO14N12 IF[#19 NE 0] GOTO13#2600=#2600+[#133+#505-#2]GOTO14N13 #[#106]=[#16-#2]+[#133+#505-#2]-#2600 N14 IF[#20 EQ #0] GOTO15G65 P9732 T#20 C[#6/2]IF[#26 NE #0] GOTO15IF[#104 LT [#7/2]] GOTO15G0 X#1 Y#2#3000=96 (DIA OFFSET TOO LARGE) N15 IF[#11 EQ #0] GOTO19IF[ABS[#6] LT ABS[#11]] GOTO19G0 X#1 Y#2#3000=90 (OUT OF TOLERANCE)N16 #3000=91 (FORMAT ERROR)N17 G0 X#1 Y#2IF[#145 EQ ] GOTO18#3000=92 (PROBE OPEN)N18 #3000=93 (PROBE FAIL)N19 G0 X#1 Y#2M99O9014 (REN PROTECTED POSN)G90 G80 G40M98 P9724M98 P9723IF[#4111 NE 0] GOTO1#3000=89 (NO TOOL LENGTH)N1 IF[#9 NE #0] GOTO3IF[#102 NE #0] GOTO2#3000=88 (NO FEED RATE)N2 #9=#102N3 #102=#9N4 G31 X#24 Y#25 Z#26 F#9M98 P9723IF[#24 EQ #0] GOTO5IF[ABS[#5041-#24] GE #103] GOTO7N5 IF[#25 EQ #0] GOTO6IF[ABS[#5042-#25] GE #103] GOTO7N6 IF[#26 EQ #0] GOTO8IF[ABS[[#5043-#5083]-#26] GE #103] GOTO7 GOTO8N7 #3000=86 (PATH OBSTRUCTED)N8 M99O9705 (REN X DIAM)G90 G80 G40#1=#5041#2=#5043-#5083IF[#26 EQ #0] GOTO1G31 X[#1-#118] F[5000*#9]M98 P9723IF[ABS[#5061-[#1-#118]] GE #103] GOTO3G31 Z[#26] F[3000*#9]M98 P9723IF[ABS[[#5063-#5083]-#26] GE #103] GOTO3 N1 G65 P9721 X[#1-#7/2] Q[#17] F[#9]G0 Z#2X#1IF[#145 NE ] GOTO4#130=#5061IF[#26 EQ #0] GOTO2G31 X[#1+#118] F[5000*#9]M98 P9723IF[ABS[#5061-[#1+#118]] GE #103] GOTO3 G31 Z#26 F[3000*#9]M98 P9723IF[ABS[[#5063-#5083]-#26] GE #103] GOTO3 N2 G65 P9721 X[#1+#7/2] Q[#17] F[#9]G0 Z#2IF[#145 NE ] GOTO4#131=#5061#132=[#131+#130]/2GOTO4N3 #145=N4 G0 Z#2G0 X#1M99O9721(REN X MOVE)G90 G80 G40#145=0#1=#5041IF[#17 NE #0] GOTO1#17=*#9N1 #4=*#9IF[#1 LE #24] GOTO2#17=-#17#4=*#9N2 #4=#4*#506G31 X[#24+#17] F[2500*#9]M98 P9723IF[ABS[#5061-[#24+#17]] LT #103] GOTO4 IF[ABS[#5061-#1] LT #103] GOTO3#3=#5061G1 X[#3-#4] F[5000*#9]M98 P9723#3004=2G31 X[#24+#17] F[30*#9]M98 P9723IF[ABS[#5061-[#24+#17]] LT #103] GOTO4 IF[ABS[#5061-[#3-#4]] LT #103] GOTO3 GOTO5N3 #145=GOTO5N4 #145=N5 G0 X#1#3004=0M99O9723 (REN PC DELAY)#3001=WHILE[#3001 LE 140] DO1END1M99O9724 (REN INCH MET)#109=#103=.050IF[#4006 NE 20] GOTO1#103=.002#109=N1 IF[#4006 NE 70] GOTO2 #103=.002#109=N2 IF[#506 LE 0] GOTO3IF[#506 GT 1.] GOTO3 GOTO4N3 #506=.5N4 IF[#19 EQ #0] GOTO5 #105=2500+#19#106=2600+#19#107=2700+#19IF[#19 LT 100] GOTO5#105=6981+[20*[#19-100]] #106=6982+[20*[#19-100]] #107=6983+[20*[#19-100]] N5 M99。
雷尼绍探针编程
#140 #141 #142 #143 #144 #145 #146 #147 #148 #149
全局变量的应用
#100
#110
#120
测#101量结果#和111 旗帜 #121
#102
#112
#122
#103
#113
#123
#104
#114
#124
#105
#115
#125
#106
#116
#126
~
• SPC tool offset update
~
• Angle measure in X or Y plane
~
O9810 O9817 O9818 O9819 O9820 O9830 O9831 O9832 O9833 O9834 O9835 O9843
Slide 3
Inspection Plus 服务宏程序
#139
#149 0
全局变量的应用
#100
#110
#120
#101
#111
#121
#102
#112
#122
测量#结103果和旗#帜113 的数 #123
值在#每104次测量#后114 被覆 #124
盖 #105
#115
#125
#106
#116
#126
#107
#117
#127
#108
#118
#128
~
• External corner find
~
Vector measuring cycles
• Single angled surface measure ~
• Angled web/pocket measure
外发 雷尼绍测头用凯恩帝宏程序调用顺序及说明

雷尼绍测头用宏程序调用顺序及说明测头使用步骤:第一步:梯图编写(2)梯图编写(M78/M79提前在COD表已经定义好,直接调用即可,选手不做;输入点X12.2触发G11.7也是系统做的,选手无需做;选手要做的就是编写M代码触发和断开输出的编写)M78对应PLC地址:R82.5M79对应PLC地址:R82.6(3)接线特别注意:雷尼绍测头打开需要高电平,但凯恩帝输出信号只能是低电平.首先凯恩帝系统输入的端子定义是X12.0\X12.1\....X15.7,分线器上面没有直接标出输入的名称而是用数字代替,1代表X12.0,2代表X12.1,3代表X12.2,依次类推......其次凯恩帝系统输出的端子定义是Y12.0\Y12.1\....Y15.7,继电器板上面没有直接标出输入的名称而是用数字代替,由于采用继电器板,一个输出口要对应三个端子,1代表输出Y12.0公共端,可以是0V 也可以是24V ,1NC 代表输出Y12.0常闭,1N 代表输出Y12.0常开;2代表输出Y12.1公共端,可以是0V 也可以是24V ,2NC 代表输出Y12.1常闭,2N 代表输出Y12.1常开,依次类推......,17代表输出Y14.0公共端,接24V ,17NC 代表输出Y14.0常闭,17N 代表输出Y14.0常开,测头开信号直接接在17N 即可最后了解雷尼绍接线,如下图:特别说明:雷尼绍测头开启是要输入高电平的Y14.0,但是凯恩帝系统输出均为低电平,此时如果用的普通分线器,只能通过继电器转接;但是如果用的是继电器板,就不用转接了,实际比赛用的是继电器板,所以不涉及外加继电器转接的问题。
(4)诊断第二步:雷尼绍测头找正工件测头初次组装时需要注意调整测针未工作状态下的偏摆量,可通过安装测头至机床主轴,手动旋转主轴上测头,使用千分表观察,分别调整两个方向上的两对顶丝,最后用适当的力拧紧,通常使测球的圆跳动值保持在0.01mm以内,见图1。
雷尼绍CNC探头编程步骤 V01
雷尼绍CNC探头编程步骤 V01一、探头介绍雷尼绍CNC探头(Renishaw CNC Touch Probe)作为一种用于CNC机床上的高精度测量设备,被广泛应用于雕铣、车铣等数控加工领域。
它可以在工作中快速地检验工件的位置和尺寸,从而使得加工过程更加精确和高效。
这种探头通常由两部分组成:探针本体和接口。
探针本体皆为高精度的零件,需要按照操作手册的要求进行使用和保养。
接口则通常有直插式和线性式两种,根据不同设备的要求进行选择。
二、探头编程步骤下面将对雷尼绍CNC探头的编程步骤做一个简单的介绍。
2.1 准备工作在进行探头编程前,需要进行准备工作:•确定探头的型号和接口类型,确保探头适用于当前设备;•将探头安装在机床上,并进行相关的校准和调试工作;•确定探头的标定值和坐标系。
2.2 安装G31指令在进行探头编程时,需要先安装G31指令,以便探头的信号可以被读取。
一般情况下,G31指令通常可以在机床的NC程序中找到,需要进行相应的设置和参数调整。
2.3 探头接触点坐标计算计算探头接触点坐标通常有两种方法:基准坐标系和刀具坐标系。
1.基准坐标系方式在基准坐标系方式中,探头接触点的坐标值是相对基准点来计算的。
具体步骤如下:•将探头移动到基准点,记录此时机床的坐标值;•移动探头到工件上方并下降到接触点,记录此时机床的坐标值;•计算探头接触点的坐标值,用于编写探头程序。
2.刀具坐标系方式在刀具坐标系方式中,探头接触点的坐标值是相对于工件的参考点和刀具的位置来计算的。
具体步骤如下:•将刀具移动到指定的参考点,并记录此时的机床坐标值;•将刀具移动到探头接触点上方并下降,记录此时的机床坐标值;•结合参考点和刀具位置的坐标值,计算探头接触点的坐标值。
2.4 编写探头程序完成探头接触点坐标的计算后,就可以编写探头程序。
一般情况下,探头程序可以用G31指令来实现,要求探头接触点坐标值以及各种调用探头的条件都要清晰明了。
雷尼绍CNC探头编程步骤V

雷尼绍探头使用介绍第一章探头程序编程第一节编探点程序1.定原点,找各探点坐标值先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810 和O9811。
探点程序格式案例:(以下是编探Z点的案例)%O6666(PROBE)G91G28Z0G90 G0 G17 G40 G49 G69 G80M6 T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点,S就不需要,如果是探侧面,就需要S,即转角度,使探头在探各侧面时都是使用探针红宝石球的一个面测量,减小误差)M05M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)G43 Z50.H11 (建立刀长,即读取探头的长度)G90G00Z50. (探头快速下到Z50.的位置)N1(Z+ POINT1) (测第一个点的Z值)G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)会自动的返回到上一步Z19.0的位置)#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)N2(Z+ POINT1)(测第二个点的Z值)G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同上,此处高度一般离下面要测的点3MM)G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,会自动的返回到上一步Z19.0的位置)#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,它是在O9811里面自动计算,然后传递给#142,#142再将所得的值传递给#601,#601为第二个点Z向要补尝的值)G65P9810 Z35. 安全快速移到安全高度Z20.的位置)N3(Z+ POINT1) (测第三个点的Z值)G65P9810 X12.5 Y51.1 F3000.G65P9810 Z19.G65P9811 Z16.08#603=#142G65P9810 Z20.N4(Z+ POINT1) (测第四个点的Z值)G65P9810 X12.2 Y49.2 F3000.G65P9810 Z16.G65P9811 Z13.73#604=#142G65P9810 Z35................N16(Z+ POINT1) (测第十六个点的Z值)G65P9810 X-16.5 Y-18.2 F3000.G65P9810 Z16.G65P9811 Z14.23#616=#142(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)#620=0.1 (设定公差为0.1,赋值给#620)IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行)...............M18G91G28Z0M99N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面可以为自己设定0-200另加的提示信息)G91G28Z0M99第二节编辑加工程序将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雷尼绍探头使用介绍
第一章探头程序编程
1.定原点,找各探点坐标值
先在UG软件里定好工件坐标系原点,然后用UG软件将需要探点的位
置的点(X Y Z)找出来,记录下来,以编探点程序用。
2.编探点程序(探点程序的名字自己定如:O6666)
探点程序里面控制探头的移动需要调用两个重要的探头运算程序O9810 和O9811。
探点程序格式案例:(以下是编探Z点的案例)
%
O6666(PROBE)
G91G28Z0
G90 G0 G17 G40 G49 G69 G80
M6 T11 (探头装在 T11刀座上,换 T11 号探头到主轴上)
G90 G00 G54 X-18. Y50. (快速定位到到G54坐标系中的要探点的第一个点上方)
M19 (S_ ) (主轴定位,S是让主轴转一个角度,如果是探Z轴方向的点,
S就不需要,如果是探侧面,就需要S,即转角度,使探头
在探各侧面时都是使用探针红宝石球的一个面测量,减小
误差)
M05
M17 (open probe) (打开探头,这个指令是由接线时接到相应端口决定的)
G43 Z50.H11 (建立刀长,即读取探头的长度)
G90G00Z50. (探头快速下到Z50.的位置)
N1(Z+ POINT1) (测第一个点的Z值)
G65P9810 X-18. Y50. F3000. (安全快速定位到第一个点的X Y位置,速度为F3000.)
G65P9810 Z19. (安全快速定位到第一个点上方的安全的Z位置,速度同
上,此处高度一般离下面要测的点3MM)
G65P9811 Z16.08 (安全慢速到达第一个探点的Z位置,另外,此步探完点后,
会自动的返回到上一步Z19.0的位置)
#601=#142 (#142为第一个探点的理论Z16.08与实际探得的“Z实”的差值,
它是在O9811里面自动计算,然后传递给#142,#142
再将所得的值传递给#601,#601为第一个点Z向要补尝的值)G65P9810 Z20. (安全快速移到安全高度Z20.的位置)
N2(Z+ POINT1)(测第二个点的Z值)
G65P9810 X-16.5 Y48.3 F3000. (安全快速定位到第二个点的X Y位置,速度为F3000.)
G65P9810 Z17. (安全快速定位到第二个点上方的安全的Z位置,速度同
上,此处高度一般离下面要测的点3MM)
G65P9811 Z14.23 (安全慢速到达第二个探点的Z位置,另外,此步探完点后,
会自动的返回到上一步Z19.0的位置)
#602=#142 #142为第二个探点的理论Z16.08与实际探得的“Z实”的差值,
它是在O9811里面自动计算,然后传递给#142,#142
再将所得的值传递给#601,#601为第二个点Z向要补尝的值)
G65P9810 Z35. 安全快速移到安全高度Z20.的位置)
N3(Z+ POINT1) (测第三个点的Z值)
G65P9810 X12.5 Y51.1 F3000.
G65P9810 Z19.
G65P9811 Z16.08
#603=#142
G65P9810 Z20.
N4(Z+ POINT1) (测第四个点的Z值)
G65P9810 X12.2 Y49.2 F3000.
G65P9810 Z16.
G65P9811 Z13.73
#604=#142
G65P9810 Z35.
.....
.....
.....
N16(Z+ POINT1) (测第十六个点的Z值)
G65P9810 X-16.5 Y-18.2 F3000.
G65P9810 Z16.
G65P9811 Z14.23
#616=#142
G65P9810 Z35.
(下面是对各探测的点的差值Z设定公差范围,超过了公差即跳转到N20 处执行)
#620=0.1 (设定公差为0.1,赋值给#620)
IF[ABS[#601]GT#620]GOTO20 (如果#601的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#602]GT#620]GOTO20 (如果#602的绝对值大于#620的值,即跳转到N20 处执行)IF[ABS[#603]GT#620]GOTO20 (如果#603的绝对值大于#620的值,即跳转到N20 处执行).....
.....
.....
M18
G91G28Z0
M99
N20 #3000=99 point cuo wu Z OUT OF TOL (报警提示,Z超公差,此处“#3000=”后面
可以为自己设定0-200另加的提示信息)
G91G28Z0
M99
将各探点对应的补尝值变量(#601 #602 #603 ......)加到加工程序里面对应的点的坐标处。
(此处以补尝Z值来说明,补尝X和Y方向与补尝Z方向原理一样):
(即两点间直接连接,各有一个Z值)
从A点到B点,探点A和B的补尝差值分别为#601,#602。
若想让刀具从A到B 一般性过渡,即只需将A和B两点的Z补尝值变量加入到对应的加工程序里面。
以下为加工程序:(以补尝Z值为例)
X2.2503
G1Y10.
Z-4.F5000.
G0Z30.
M5
M9
G91G28Z0.
G28Y0. M99 第三节 在EXCEL 里快速编辑加工程序
有时需要在N 多行程式里面加变量,如果手工一个一个的加,那将会是很
麻烦的事,工作量大,易出错,下面价绍一种利用EXCEL 来快速编辑程序的方法。
更改方法: 1.先将要加变量的程式复制到记事本中,如下图示: 2.将X 替换为“/X/”, 将Y 替换为“/Y/”,将Z 替换为“/Z/”,如图示: 3.打开EXCEL,将第2步中的文件打开,注意在打开对话框中将文件类型选为 “所有文件”,然后打开上步的文件,出出对话框如下图示:
4.点击下一步,出现下一个对话框,如下图示:
5.勾选“”并输入斜杠“/ ”,如图示: #601是探头在A 点探得的
(P1) X87.656Y-19.47 Z16.131 X87.687Y-19.61 X87.737Y-19.743 X87.805Y-19.869 X87.89Y-19.983 X87.991Y-20.084 X88.106Y-20.169 X88.231Y-20.238 X88.364Y-20.287 X88.504Y-20.318 X88.646Y-20.328 X95.545Y-20.328 X120.604Y-20.325 (P1)
#690=[#602-#601]/12 X87.656Y-19.47 Z[16.131+#601] (起点) X87.687Y-19.61 Z[16.131+#690*1] X87.737Y-19.743 Z[16.131+#690*2] X87.805Y-19.869 Z[16.131+#690*3] X87.89Y-19.983 Z[16.131+#690*4] X87.991Y-20.084 Z[16.131+#690*5]
X88.106Y-20.169 Z[16.131+#690*6] X88.231Y-20.238 Z[16.131+#690*7] X88.364Y-20.287 Z[16.131+#690*8] X88.504Y-20.318 Z[16.131+#690*9] X88.646Y-20.328 Z[16.131+#690*10] X95.545Y-20.328 Z[16.131+#690*11] X120.604Y-20.325 Z[16.131+#602] (终点)
改变之加变量之用
EXCEL
更改 图A
6.接着,选“下一步”,“完成”,打开文件完成,可以看到各部分都分开了,
要的就是这个效果,如图示:
7.将Z和数字16.31加到每一行程序中去,如图示
8.起始点和终点手工加变量,由于第一行的点为起始点,变量应该是加对应探到的
补尝值#601,上图中第14行为终点,变量应该为对应探到的补尝值#602 以上两点的变量可以手工加进去,如图示,
9.中间点加变量,要加前面图A所示的变量,方法是先将中括号,加号都拉到中
间每行中,然后在再在中间点如上图第3行中输入要加的变量如#690*1,
(这里是将终点与起始点的补尝值的差值平均分配到N个中间点里去,这里是
分12段,它的关系即#690=[#602-#601] / 12 这个关系需要加到程式中去)。
接着先中“#690*1”往下拉,即可实现,如下图示:
然后将EXCEL另存为文本txt的文件,再用记事本开,如下力示:
将中间的空距离删除,并在起始点前面加入它对应的宏变量关系#690=[#602-3602] /12式如下图示:。