实验二 采用红外热像仪的切削温度测量
一种高速加工切削温度测量用红外辐射测温仪[实用新型专利]
![一种高速加工切削温度测量用红外辐射测温仪[实用新型专利]](https://img.taocdn.com/s3/m/1eff03e132d4b14e852458fb770bf78a65293afa.png)
(10)授权公告号(45)授权公告日 (21)申请号 201520614450.X(22)申请日 2015.08.14B23Q 17/24(2006.01)B23Q 17/09(2006.01)(73)专利权人大连交通大学地址116028 辽宁省大连市沙河口区黄河路794号(72)发明人周智鹏 王春(74)专利代理机构大连东方专利代理有限责任公司 21212代理人杨威 李洪福(54)实用新型名称一种高速加工切削温度测量用红外辐射测温仪(57)摘要本实用新型公开了一种高速加工切削温度测量用红外辐射测温仪,包括:红外光线采集器;用于将所述红外光线采集器采集到的红外光线连续信号转变为断续信号的斩波器;对应设置在所述斩波器后侧的集光凸透镜,该集光凸透镜用于接收所述断续信号并进行集光处理;对应设置在所述集光凸透镜后侧的光电变换元件,该光电变换元件用于将集光处理后的光信号转换成对应的电信号;连接所述光电变换元件的信号放大装置,该信号放大装置将所述电信号进行信号放大处理;连接所述信号放大装置的数字示波记录仪,该数字示波记录仪用于实时保存信号放大处理后的信号数据。
本实用新型具有结构新颖、反应速度快、测量精度高、测温范围大,可对微小目标进行温度测定的特点。
(51)Int.Cl.(19)中华人民共和国国家知识产权局(12)实用新型专利权利要求书1页 说明书4页 附图1页CN 204843716 U 2015.12.09C N 204843716U1.一种高速加工切削温度测量用红外辐射测温仪,其特征在于:包括用于采集被测刀具发射出的红外光线的红外光线采集器,所述红外光线采集器能够随着被测刀具的移动进行同步移动;对应设置在所述红外光线采集器后侧的斩波器,所述斩波器用于将所述红外光线采集器采集到的红外光线由连续信号转变为断续信号;对应设置在所述斩波器后侧的集光凸透镜,所述集光凸透镜用于接收所述断续信号并进行集光处理;对应设置在所述集光凸透镜后侧的光电变换元件,所述光电变换元件用于将集光处理后的光信号转换成对应的电信号;连接所述光电变换元件的信号放大装置,所述信号放大装置用于将所述电信号进行信号放大处理;连接所述信号放大装置的数字示波记录仪,所述数字示波记录仪用于实时保存信号放大处理后的信号数据。
钻削温度测量方法研究

钻削温度测量方法研究陈雷明,杨润泽,张治军械工程学院摘要:通过对现有的切削温度在线检测方法进行综合评述,介绍了各种测温方法的原理、优缺点和应用范围,提出了钻削过程中一种新的测温方法原理和应用范围并通过试验验证可行性。
关键词:金属切削;切削温度;测量方法中图分类号:TG5 文献标志码:AResearch on Method of Drilling Temperature MeasurementChen Leiming,Yang Runze,Zhang ZhiAbstract:This paper introduces several kinds of principle,advantages and disadvantages,application fields of the methods of temperature measurement by reviewing existing online detection of cutting temperature.And a new theory and application fields of temperature measurement in drilling has been proposed and the feasibili ty has been proved by experi ments.Keywords:metal cutting;cutting temperature;measurement1 引言在机械制造加工过程中,虽然各种检测技术不断发展和完善,但在应用过程中,温度检测技术仍然占据主导地位。
这不仅仅是由于温度信号的方便提取,而且较其它方法而言,这种检测方法不易受到干扰。
所以对切削温度在线检测技术进行系统分类和研究具有重大的现实意义。
切削温度的测量方法可以分为以下几类:切削温度测量方法接触法自然热电偶法人工热电偶法半人工热电偶法非接触法光和热辐射法红外热像仪法间接法光纤测温法扫描电镜法2 切削温度测量方法2.1 接触法热电偶的原理是两种不同材料的金属焊接在一起,当参考端和测量端有温差时,就会产生热电势,根据该热电势与温度的单值关系就可以测量温度。
基于红外热像仪的磨削温度监测系统研究
图 1 系统 结构 图
外 辐射 能转 换 成 电信 号 , 放 大 处 理 转 换 成标 准 视 频 经
2 红 外热像 仪 成 像 原 理
红外 热像 仪是 利 用 红外 探 测 器 、 光学 成 像 物 镜 和 光机 扫描 系统 接受 被 测 目标 的红 外 辐 射 能 量 、 布 图 分
第 1 卷第 5 9 期
20 0 8年 1 0月
中原 工 学 院 学 报
J OU RNAl OF Z H0NGYUAN N1 U VERS TY 1 0F TECHN0I(GY )
V 0L 1 N o 9 .5
O c ., 00 t 2 8
文 章 编 号 :6 1 9 6 2 0 ) 5 0 9 3 1 7 —6 0 ( 0 8 0 —0 3 —0
作. 而且 以上方 法也 无 法使 人 直 观地 、 时地 看 到磨 削 实 温度 的动态变化[ . 1 因此我 们采用 能够不受 被测 磨件 的 ]
材质 、 尺寸 和形 状 的 限制 , 又 能实 时 观 测 到磨 削 温度 且
变化 , 当磨削 温度超过预设 值时能 够 自动报警 的红 外 热 像仪, 来完成磨 削 温度 数据 以及 图像 的采 集 工 作 , 开 并
图 2 红 外 热像 仪 成 像 原 理 图
收 稿 日期 : 0 8 7 1 2 0 —0 — 0 作 者 简 介 : 大 宇 ( 9 7 , , 苏 南 京 人 , 教 授 黄 1 5 一) 男 江 副
中原 工 学 院 学报
20 0 8年 第 1现
制命 令 , 根据命 令 控制 红 外 热像 仪 完 成 磨 削 温度 数 并 据采 集 以及磨 削温度 红 外 图像 的采 集 工 作等 . 当发 生
切削热的产生与切削温度的测量
切削热的产生与切削温度的测量切削热和由此产生的切削温度是金属切削过程中的一个重要物理现象。
大量的切削热使切削区域的温度升高,直接影响刀具的磨损和寿命,并影响工件的加工精度和表面质量。
切削温度也可作为自动化生产中监控因素,所以研究切削热和切削温度变化规律对生产时间有重要的意义。
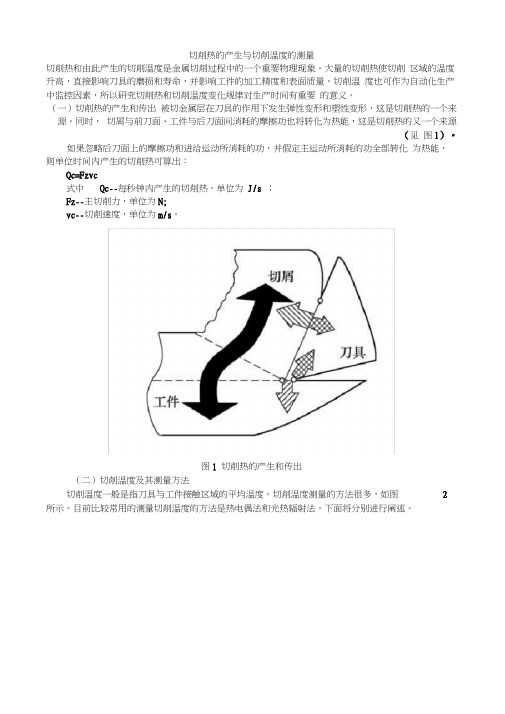
(一)切削热的产生和传出被切金属层在刀具的作用下发生弹性变形和塑性变形,这是切削热的一个来源。
同时,切屑与前刀面、工件与后刀面间消耗的摩擦功也将转化为热能,这是切削热的又一个来源(见图1)。
如果忽略后刀面上的摩擦功和进给运动所消耗的功,并假定主运动所消耗的功全部转化为热能,则单位时间内产生的切削热可算出:Qc=Fzvc式中Qc--每秒钟内产生的切削热,单位为J/s ;Fz--主切削力,单位为N;vc--切削速度,单位为m/s。
图1 切削热的产生和传出(二)切削温度及其测量方法切削温度一般是指刀具与工件接触区域的平均温度。
切削温度测量的方法很多,如图2所示。
目前比较常用的测量切削温度的方法是热电偶法和光热辐射法。
下面将分别进行阐述。
t 红外线F 板彳成胶片[法r 热敏顔料法热緻电饱达 域热计法I 金属纽飙观察法图2 切削温度的测量方法1. 热电偶法热电偶法又分为自然热电偶法和人工热电偶法(见表1)。
表1自然热电偶与人工热电偶比较切別臥度测宦法「单牟刀法r fl 然热电偶法「热电侧法*I 人工热砸偶法'插入匸件法『福射热计法PhS 电池法锯光电二极仰法图3 自然热电偶法测温示意图1.铜顶尖2•铜销3.车床主轴尾部4.工件5.刀具图4 人工热电偶法测温示意图a)测前刀面温度b)测工件温度要想知道前刀面上的温度,还需应用传热学的原理和公式进行推算。
应用人工热电偶法测温,并辅以传热学计算所得到的刀具、切屑和工件的切削温度分布情况(见图5)。
图5 切削温度的分布a )刀具、工件和切屑中温度分布b )刀具前刀面上温度分布 加工条件:刀具 YT20 vc=600m/min 加工条件:工件 30Mn4 ap=3mm f=0.25mm/r由图5可以看出切削温度的分布规律:(1) 前刀面上温度最高处并不在切削刃口处,而在离刃口有一定距离的位置,工件材料 塑性越大,距离刃口越远,反之越近。
基于二维元胞自动机的温度场模型的分析
1 传 热密度 函数 及热 源的推 导 . 2
热源温度场迭加法的基础是瞬时点热源在无限大介质 中瞬时发 出一定热量后的任何时刻的温度场的 解。铣削过程中,铣刀片不规则面热源的求解 ,可以从点热源出发来求解。表面受热密度函数表达式H 为
向细致方向发展, 不断地提高 自身的复杂度和精细度的过程。 元胞 自动机忙( e u r u m t, C l l t a 简称 C ) l aA o a A 是
研究 自组织过程的有效工具 ,在揭示复杂系统的演化规律等方面有独到之处 。它的出现使得很多应用传统 的算法解决起来相当困难或根本无法解决的问题 ,得 以妥善 的解决 。
第 2 卷第 1 8 期 21 0 2年 1 月
齐 齐 哈 尔 大 学 学 报
J ura f qiar iest o nl o Qi h v ri Un y
V0.8 N . 1 .o I 2
J n,0 2 a. 1 2
基于二维元胞 自动机 的温度场模 型的分析
吕凯
( 吉林师范大学 计算机学院 ,吉林 四平 16 0 30 0)
1 车削温度试 验数据
11 试 验原 理 .
试验设备p 1 :采用机床型号为 C 64 A 10卧式车床 ;T e o io hr Vs n非接触式集成化在线式红外热像仪 ; m i
KS L R 5 7A电荷 et mV I E 一0 0 T n u I计算机。 i 工件材料 : Cl o/ ; 3 r l V 工件外形 : M 4 弦长为 8 m, O m 半径为 16 m 0 m 的扁圆柱。刀片牌号 :波形刃铣刀片:Y 55 T 3 ;刀片规格 :1r 6 m× 6 m方形可转位铣刀片。 a 1m
时刻为计算零点。 将采集的数据进行拟合得到温度与时间的变化方程。波形刃刀尖各时刻温度 M t b aa 方程为 l
切削温度测定实验报告总结

切削温度测定实验报告总结首先,我们使用了切削温度测定仪器对不同材料进行切削实验,包括钢、铜、铝等常见的金属材料。
通过调整仪器的参数,如进给速度、切削深度和切削速度,我们对不同条件下的切削温度进行了测定。
实验结果显示,在相同的切削条件下,切削温度随着材料的不同而有所差异。
钢材的切削温度较高,铜材的切削温度较低,铝材的切削温度则介于两者之间。
其次,我们对实验结果进行了分析和总结。
首先,切削温度的高低与材料的导热性密切相关。
导热性越差的材料,切削温度越高,反之亦然。
其次,切削温度受切削速度的影响较大。
在其他条件相同的情况下,切削速度越大,切削温度越高。
进给速度和切削深度对切削温度的影响相对较小。
最后,我们发现切削温度的高低对切削过程中的刀具磨损和加工表面质量有重要影响。
切削温度过高会导致刀具磨损加剧和加工表面质量下降。
在实验过程中,我们还注意到了切削润滑剂对切削温度的影响。
切削润滑剂的使用可以有效降低切削温度,减少切削过程中的热损耗,提高切削效率和加工质量。
因此,在实际生产过程中,合理选择和使用切削润滑剂是非常重要的。
综上所述,切削温度测定实验是一项非常有价值的实验技术,对于金属加工和切削领域中的研究和应用具有重要意义。
通过对材料、切削条件和切削润滑剂等因素的分析和总结,可以为加工过程的优化和质量的提高提供理论和实践依据。
在今后的研究和应用中,我们可以进一步深入探索切削温度与刀具寿命、切削力和加工表面质量等指标之间的关系,以进一步提高切削过程的可靠性和效率。
红外摄像法测量切削温度
红外摄像法测量切削温度
徐小川;翁熙祥;胡仲翔;田涛
【期刊名称】《工程建设与设计》
【年(卷),期】1991(000)001
【摘要】本文介绍将红外摄像的计算机图像处理技术用于测量切削温度的新方法——红外摄像法。
文中详细叙述了该方法的工作原理及操作过程,并就测量结果进行了分析。
【总页数】1页(P31)
【作者】徐小川;翁熙祥;胡仲翔;田涛
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG501.4
【相关文献】
1.切削温度测量的等效热电偶法 [J], 刘献礼;袁哲俊;陈波;孟安;陈立国;严复钢;李振加
2.基于夹丝热电偶法的高速切削温度测量 [J], 刘志新;张大卫
3.基于红外图形的摄像法头部位置测量系统设计 [J], 杨成;查光东
4.红外热像仪测量切削温度的误差来源分析与实验研究 [J], 陶媛;王中任;胡玉琴;游浩浩
5.切削温度的计算机辅助无补偿法测量 [J], 张鹏
因版权原因,仅展示原文概要,查看原文内容请购买。
切削温度测量方法综述
电敏感材料金属丝 (如康铜) 焊在待测温点上作为一 极、 以工件材料或刀具材料作为另一极而构成的热 电偶。采用该方法测量切削温度的工作原理与自然 热电偶法和人工热电偶法相同 (见图 3) 。由于半人 工热电偶法测温时采用单根导线连接, 不必考虑绝 缘问题, 因此得到了较广泛的应用。
图! 红外辐射测温示意图
律求出辐射单元表面的温度分布场及动态变化。虽 然红外热像仪所测温度为相对温度, 滞后于实际切 削温度, 但根据传热反求算法可准确求得切削过程 中工件 (或刀具) 的温度变化规律及动态分布。红外 热像仪测温法具有直观、 简便、 可远距离非接触监测 等优点, 在恶劣环境下测量物体表面温度时具有较 大优越性。 此外, 测量切削温度的光、 热辐射方法还有红外
Liu Zhangiang Huang Cuanzhen Wan Yi !" #$
Abstract:The present methods used to measure the cutting temperature are summarized. The fundamentaI principIes,merits and demerits and appIication ranges of these cutting temperature measurement methods are introduced. Keywords:metaI cutting, cutting temperature, measurement method
[9, l0]
式中
— —物 体 辐 射 单 元 单 位 面 积 的 辐 射 能 量 !— (W / m2) — —物体辐射单元表面辐射率 (取决于物 !— 体表面性质) — —斯 蒂 芬—波 尔 兹 曼 常 数 (" = 5.76 > "— -8 2 4 l0 W / m ・ K) — —物体辐射单元的表面温度 (K) "— 切削时, 红外热像仪通过光机扫描机构探测工
切削加工中切削温度测定方法
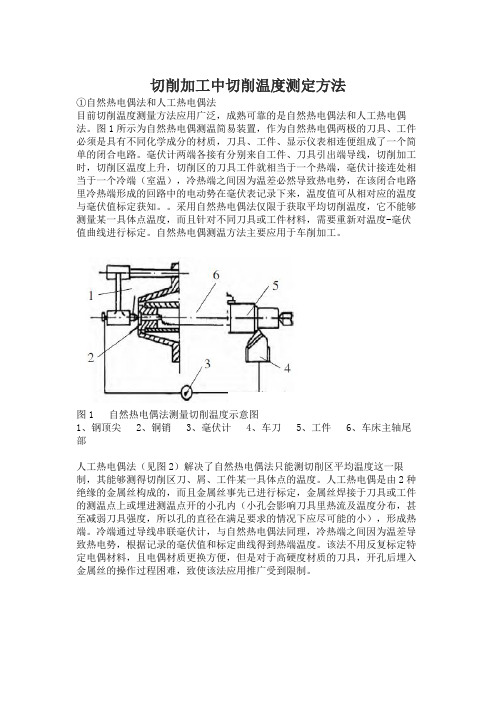
切削加工中切削温度测定方法①自然热电偶法和人工热电偶法目前切削温度测量方法应用广泛,成熟可靠的是自然热电偶法和人工热电偶法。
图1所示为自然热电偶测温简易装置,作为自然热电偶两极的刀具、工件必须是具有不同化学成分的材质,刀具、工件、显示仪表相连便组成了一个简单的闭合电路。
毫伏计两端各接有分别来自工件、刀具引出端导线,切削加工时,切削区温度上升,切削区的刀具工件就相当于一个热端,毫伏计接连处相当于一个冷端(室温),冷热端之间因为温差必然导致热电势,在该闭合电路里冷热端形成的回路中的电动势在毫伏表记录下来,温度值可从相对应的温度与毫伏值标定获知。
采用自然热电偶法仅限于获取平均切削温度,它不能够测量某一具体点温度,而且针对不同刀具或工件材料,需要重新对温度-毫伏值曲线进行标定。
自然热电偶测温方法主要应用于车削加工。
图1 自然热电偶法测量切削温度示意图1、钢顶尖2、铜销3、毫伏计4、车刀5、工件6、车床主轴尾部人工热电偶法(见图2)解决了自然热电偶法只能测切削区平均温度这一限制,其能够测得切削区刀、屑、工件某一具体点的温度。
人工热电偶是由2种绝缘的金属丝构成的,而且金属丝事先已进行标定,金属丝焊接于刀具或工件的测温点上或埋进测温点开的小孔内(小孔会影响刀具里热流及温度分布,甚至减弱刀具强度,所以孔的直径在满足要求的情况下应尽可能的小),形成热端。
冷端通过导线串联毫伏计,与自然热电偶法同理,冷热端之间因为温差导致热电势,根据记录的毫伏值和标定曲线得到热端温度。
该法不用反复标定特定电偶材料,且电偶材质更换方便,但是对于高硬度材质的刀具,开孔后埋入金属丝的操作过程困难,致使该法应用推广受到限制。
a测刀具b测工件图2 人工热电偶法测量切削温度示意图1、工件2、刀具3、毫伏计②新型薄膜热电偶法新型薄膜热电偶法采用真空蒸镀,将热电偶材料沉积在绝缘基板上形成的。
热电偶的材料虽然很多,但是必须保证工程技术可靠性、测量精确度。
红外热像仪演示实验报告

红外热像仪演示实验报告一、实验目的本次实验的目的是通过红外热像仪的使用演示,探究红外热像仪的原理及应用,并学习如何正确操作红外热像仪进行温度检测。
二、实验器材- 红外热像仪- 标定板- 温度计- 计算机三、实验原理红外热像仪利用物体发射的红外辐射热量进行测温,然后将辐射热量转换为图像,通过色彩来表示物体的温度分布。
红外热像仪可以通过捕捉物体表面的辐射热量,生成热图,以可视化的形式展示物体的温度分布情况,从而为我们提供了非接触、全方位的温度信息。
四、实验步骤1. 将红外热像仪与计算机连接,并打开相应的软件程序。
2. 将标定板放置在实验区域内,距离红外热像仪适当距离。
3. 等待红外热像仪稳定后,使用红外热像仪对标定板进行扫描。
4. 观察计算机屏幕上显示的热图,并根据颜色变化来判断不同区域的温度差异。
5. 利用温度计测量标定板上的某一位置的实际温度。
6. 将红外热像仪测量到的温度与实际温度进行对比,计算误差。
7. 尝试对不同材料、不同距离的物体进行测温,并记录实物温度及红外热像仪测量的温度。
五、实验结果分析经过实验,我们发现红外热像仪可以准确地显示物体的温度分布情况,并且有较高的测温精度。
在与温度计的对比中,我们发现红外热像仪的测量误差较小,能够满足大部分应用的需求。
此外,我们还注意到红外热像仪可以对不同材料的物体进行测温,例如人体、电器、建筑物等。
不同物体的温度分布图也有所不同,这样可以用来检测故障、找出密封缺陷、排除热源等应用。
六、实验总结通过本次实验,我们对红外热像仪的原理和应用有了较为深入的了解。
红外热像仪作为一种非接触式的温度检测设备,在工业、医疗、环境监测等领域有着广泛的应用,可以为我们提供更多的温度信息。
然而,红外热像仪也存在着一定的局限性,例如不同物体的材料、表面涂层等会影响红外辐射的吸收和反射,从而对测温精度产生一定影响。
此外,红外热像仪的使用需要一定的技术和经验,否则可能会出现不准确的测温结果。
实验二 采用红外热像仪的切削温度测量

实验二采用红外热像仪的切削温度测量一、实验概述切削过程中,会产生一系列物理现象,如切削变形、切削力、切削热与切削温度、刀具磨损等。
对切削加工过程中的切削力、切削温度进行实时测量,是研究切削机理的基本实验手段和主要研究方法。
通过对实测的切削温度进行分析处理,可以推断切削过程中的切削变形、刀具磨损、工件表面质量的变化机理。
在此基础上,可进一步为切削用量优化,提高零件加工精度等提供实验数据支持。
本实验是使用红外热像仪进行切削温度的非接触测量,研究切削用量对于切削温度的影响。
通过本实验可使同学们熟悉制造技术工程中的基础实验技术和方法,了解用先进的仪器设备研究传统切削加工的方法。
二、实验目的1、学习及掌握红外热像仪测量切削温度的方法,了解红外成像测温原理2、研究υc、f对切削温度的影响.三、实验仪器设备1、CA6140车床2、Flir A315 红外热像仪3、刀具:YT15,角度:γo = αo= κr= λs= 。
4、试件:45钢棒料说明:刀具参数、车床和工件由各班学委负责准备或负责,红外热像仪的操作由专门指定同学负责。
四、实验原理红外热像仪的基本工作原理是利用了斯蒂芬—波尔兹曼定律,即E =εσT4(1)式中 E ———物体辐射单元单位面积的辐射能量(W/ m2)ε———物体辐射单元表面辐射率(取决于物体表面性质)σ———斯蒂芬—波尔兹曼常数(σ = 5.76 ×10 - 8W/ m2·K4)T ———物体辐射单元的表面温度(K)切削时,红外热像仪通过光机扫描机构探测工件(或刀具) 表面辐射单元的辐射能量,并将每个辐射单元的辐射能量转换为电子视频信号,通过对信号进行处理,以可见图像的形式进行显示,显示的热像图代表被测表面的二维辐射能量场,若辐射单元的表面辐射率已知,则可通过斯蒂芬—波尔兹曼定律求出辐射单元表面的温度分布场及动态变化。
虽然红外热像仪所测温度为相对温度,滞后于实际切削温度,但根据传热反求算法可准确求得切削过程中工件(或刀具) 的温度变化规律及动态分布。
切削热-2
Dt
则可得热量收支平衡方程:
Cp
D Dt d td v ( q x x q y y q z z ) d vd t q v d vd t
一、计算切削温度的经典理论
Fs为沿着剪切方 向上的合力; Vs为切屑相对于 工件的速度
耗费在每单位剪切面上的能为:
变形前的 切屑厚度
切削 宽度
剪切角
一、计算切削温度的经典理论
根据假设:剪切过程中机械能均转化为热能。 可求得剪切区流出来的每单位面积和时间的热量:
式中: J为热功当量; Us为被切金属每单位体积上的剪切能; v是切削速度。
三、获取切削温度的实验方法
优点:简便可靠,可方便地研究切削条件(如切削速度、进 给量等)对切削温度的影响。 缺点:只能测出切削区的平均温度,无法测得指定点的温度; 同时,当刀具材料或 工件材料变换后,切 削温度—毫伏值曲线 也必须重新标定。
三、获取切削温度的实验方法
采用自然热电偶法测温时的温度补偿问题: 由于温升的影响,导线引出点的温度已不是标定 时的室温,因此需要进行冷端温度补偿。 采用方法一般有一下几种: (1)加大刀具或工件尺寸; (2)附加电势消除法; (3)等效热电偶法;
二、计算切削温度的有限元法
对于摩擦区的处理:
正确建立刀具与工件之间的摩擦关系是金属切削仿真是否成 功的关键技术之一。 大量实验证明,前刀面上的应力分布是不均匀的,可以分为 两个工作区:滑动区和粘结区。 在滑动区,由于正应力小所以摩擦较小,属于外摩擦。 在粘结区,由于刀具前刀面和切屑间的高温高压,使得前刀 面和切屑之间变为内摩擦。 内摩擦实际上就是金属内部的剪切滑移。
金属切削中的刀具温度分析与测量方法

金属切削中的刀具温度分析与测量方法刀具温度是金属切削过程中一个重要的参数,它直接影响切削性能、刀具寿命和加工质量。
因此,在金属切削过程中,准确地分析和测量刀具温度对于提高加工效率和降低成本具有重要意义。
本文将介绍金属切削中刀具温度的分析与测量方法。
一、刀具温度的分析方法1. 理论计算法理论计算法是比较常用的一种刀具温度分析方法,它通过建立刀具温度的数学模型,通过计算来预测刀具表面的温度分布。
该方法基于辐射传热原理,考虑了切削速度、切削力、热源和刀具材料特性等因素的影响。
通过使用数值模拟软件,可以进行刀具温度分析,并得到刀具温度的数值结果。
2. 热电偶测温法热电偶测温法是一种直接测量刀具温度的方法。
将热电偶焊接在刀具表面,通过热电偶感应到的温度电势信号,可以获得刀具温度的实时数据。
这种方法具有测量范围广、精度高的优点,但需要在加工过程中实时监测,并且对于高温和高速切削过程有一定的限制。
3. 红外测温法红外测温法利用红外热像仪对刀具表面的红外辐射进行测量,从而间接得到刀具温度。
这种方法可以在不接触刀具的情况下进行测量,具有非侵入性和高效率的特点。
然而,红外测温法在测量精度上存在一定的误差,尤其对于材料导热性能较好的刀具,其测量结果可能会受到周围环境和切削冷却液的影响。
二、刀具温度的测量方法1. 热电偶测温法热电偶测温法不仅可以用于刀具温度的分析,也可以用于直接测量刀具温度。
选择适当的热电偶焊接在刀具表面,并连接到测温仪器上,通过观察温度数据的变化,可以实时了解刀具的温度变化情况。
2. 红外测温法红外测温仪可以通过测量刀具表面的红外辐射来间接得到刀具的温度。
使用红外测温仪时,必须选择适当的仪器和测量方法,确保测量结果的准确性。
同时,应该注意在使用红外测温法时,忌讳强光照射和刀具表面的残留油脂等。
3. 热像仪测温法热像仪是一种高级红外测温仪器,它可以实时捕捉刀具表面的红外图像,并将其转化为温度分布图。
通过使用热像仪,可以直观地观察刀具的温度分布情况,并及时发现温度异常区域,以进行相应的调整和措施。
金属切削中的切削温度分析及控制方法研究

金属切削中的切削温度分析及控制方法研究引言:金属切削是制造加工中常用的一种方法,广泛应用于制造业的各个领域。
在金属切削过程中,切削温度的控制是提高切削性能和工件表面质量的关键因素之一。
本文将深入探讨金属切削中的切削温度分析及控制方法的研究进展。
一、切削温度的影响因素切削温度是指金属在被切削过程中产生的温度。
它的高低会直接影响切削力、切削润滑和刀具磨损等切削性能指标。
影响切削温度的因素包括以下几个方面:1. 切削速度:切削速度的增加会导致切削温度的上升。
因为切削速度的增加会使切削过程中的摩擦热增加,进而导致温度的升高。
2. 切削深度:切削深度的增加会导致切削温度的升高。
较大的切削深度意味着更多的金属材料需要被移除,在这个过程中摩擦热的产生也会增加。
3. 切削润滑:切削润滑可以降低切削温度。
合适的润滑剂可以减少切削面与切削工具的摩擦,并帮助将摩擦热带走,从而有效降低切削温度。
4. 材料热导率:热导率越高的材料,其切削温度相对较低。
热导率高的金属可以更好地传递热量,使得产生的热量能够快速散失,从而降低切削温度的升高。
二、切削温度的分析方法为了准确分析金属切削中的切削温度,研究者们提出了多种分析方法。
下面介绍几种常用的切削温度分析方法:1. 实验方法:实验证明是分析切削温度的重要手段之一。
通过在实验室条件下进行切削试验,可以测量和记录切削温度。
使用红外相机或热电偶等设备可以实时监测切削过程中的温度变化情况。
2. 数值模拟方法:数值模拟方法在金属切削研究中得到广泛应用。
基于有限元法或计算流体力学等方法,可以通过建立切削过程的数学模型来分析切削温度的分布情况。
这些模型可以模拟金属切削中的热传导、流体流动和热辐射等过程。
3. 人工智能方法:近年来,利用人工智能技术进行切削温度分析的研究逐渐兴起。
利用深度学习模型或神经网络等方法,可以通过学习大量的切削数据来预测切削温度。
这种方法可以提高分析的准确性和效率。
三、切削温度的控制方法为了控制金属切削中的切削温度,研究者们提出了多种控制方法。
数控机床切削温度的测量与控制
数控机床切削温度的测量与控制数控机床是一种高精密、高自动化的切削机床,广泛应用于航空航天、汽车制造、模具加工等领域。
在数控机床的工作过程中,由于高速切削带来的摩擦和热量,容易导致工件和刀具过热,从而影响加工质量,甚至导致刀具破损。
因此,准确测量和控制数控机床的切削温度是非常重要的。
为了测量数控机床的切削温度,目前常用的方法有接触式测量和非接触式测量两种。
接触式测量方法是使用热电偶或红外测温仪等设备对切削区进行直接接触测量。
热电偶是一种基于材料热电效应的测温装置,通过将热电偶插入切削区并与工件接触,可以测量到切削区的温度。
但这种方法的测量精度受到热电偶固定的位置和切削过程中的振动影响较大。
红外测温仪则是利用红外线传感器对工件表面的红外辐射进行测量,具有无接触、快速、灵敏度高等特点,但对于不同材料的工件,精确校准红外测温仪的温度转换系数是非常重要的。
非接触式测量方法是使用红外热像仪对切削区或工件表面进行扫描,通过记录热像仪接收到的红外辐射图像,可以得到切削区的温度分布情况。
热像图像不仅可以显示出整个切削区的温度分布情况,还可以提供时间上的变化过程,从而判断切削过程中是否存在异常热源或热量积累等问题。
然而,由于红外热像仪的成本较高,使用非接触式测量方法也需要考虑经济成本。
除了测量切削温度外,对数控机床的切削温度进行控制也是至关重要的。
切削温度的控制可以通过以下几种方式实现:1. 刀具冷却系统:在数控机床的刀架上安装冷却系统,通过喷射冷却液体来降低刀具和工件的温度。
冷却液可以通过喷射装置直接喷射到刀具和工件的接触面,使切削过程中产生的热量迅速散失,从而降低切削区的温度。
2. 进给速度控制:增加进给速度可以减少切削区的停留时间,进而减少切削区的热积聚量。
通过调节数控机床的进给速度,可以控制切削过程中的温度变化,以避免过热导致的刀具破损或工件表面质量问题。
3. 切削参数优化:切削参数的选择对于控制切削温度也起着至关重要的作用。
热像仪法实测陶瓷刀具切削区的温度场分布
热像仪法实测陶瓷刀具切削区的温度场分布
刘有荣;刘家浚;朱宝亮;杜智;苗赫濯;罗振壁
【期刊名称】《钢铁研究学报》
【年(卷),期】1997(9)6
【摘要】采用TVS—2200型红外热像仪分别测定了Si3N4、Ti(CN)陶瓷刀具以不同切削速度切削1045钢和1Cr18Ni9Ti奥氏体不锈钢时前后刀面切削区温度场的分布。
红外热像照片直观地呈现了陶瓷刀具切削区的辐射温度。
通过计算机数据处理,获得不同陶瓷刀具在不同切削速度下切削不同材料时前后刀面的真实温度分布。
成功地试验了一种新的陶瓷刀具测温技术,同时为研究陶瓷刀具磨损规律及机理。
【总页数】5页(P46-50)
【关键词】红外热像仪;陶瓷刀具;切削温度;辐射测温
【作者】刘有荣;刘家浚;朱宝亮;杜智;苗赫濯;罗振壁
【作者单位】清华大学
【正文语种】中文
【中图分类】TG711
【相关文献】
1.Si3 N4基复合陶瓷刀具切削温度场及热应力的有限元分析∗ [J], 杨广安;吕志杰;程凯强
2.Al2O3热压陶瓷激光辅助切削温度场分布与切削深度 [J], 鄢锉;李力钧;金湘中;
刘继常;陈沛
3.热电偶法测量不导电陶瓷刀具切削温度新途径 [J], 周建强;解增海
4.有限元法计算金属切削刀具温度场 [J], 石东平;张维纪
5.陶瓷刀具切削区温度场的计算机模拟 [J], 刘有荣;刘家浚;朱宝亮
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验二采用红外热像仪的切削温度测量
一、实验概述
切削过程中,会产生一系列物理现象,如切削变形、切削力、切削热与切削温度、刀具磨损等。
对切削加工过程中的切削力、切削温度进行实时测量,是研究切削机理的基本实验手段和主要研究方法。
通过对实测的切削温度进行分析处理,可以推断切削过程中的切削变形、刀具磨损、工件表面质量的变化机理。
在此基础上,可进一步为切削用量优化,提高零件加工精度等提供实验数据支持。
本实验是使用红外热像仪进行切削温度的非接触测量,研究切削用量对于切削温度的影响。
通过本实验可使同学们熟悉制造技术工程中的基础实验技术和方法,了解用先进的仪器设备研究传统切削加工的方法。
二、实验目的
1、学习及掌握红外热像仪测量切削温度的方法,了解红外成像测温原理
2、研究υc、f对切削温度的影响.
三、实验仪器设备
1、CA6140车床
2、Flir A315 红外热像仪
3、刀具:YT15,角度:γ
o = α
o
= κr= λs= 。
4、试件:45钢棒料
说明:刀具参数、车床和工件由各班学委负责准备或负责,红外热像仪的操作由专门指定同学负责。
四、实验原理
红外热像仪的基本工作原理是利用了斯蒂芬—波尔兹曼定律,即
E =εσT4(1)
式中 E ———物体辐射单元单位面积的辐射能量(W/ m2)
ε———物体辐射单元表面辐射率(取决于物体表面性质)
σ———斯蒂芬—波尔兹曼常数(σ = 5.76 ×10 - 8W/ m2·K4)
T ———物体辐射单元的表面温度(K)
切削时,红外热像仪通过光机扫描机构探测工件(或刀具) 表面辐射单元的
辐射能量,并将每个辐射单元的辐射能量转换为电子视频信号,通过对信号进行处理,以可见图像的形式进行显示,显示的热像图代表被测表面的二维辐射能量场,若辐射单元的表面辐射率已知,则可通过斯蒂芬—波尔兹曼定律求出辐射单元表面的温度分布场及动态变化。
虽然红外热像仪所测温度为相对温度,滞后于实际切削温度,但根据传热反求算法可准确求得切削过程中工件(或刀具) 的温度变化规律及动态分布。
红外热像仪测温法具有直观、简便、可远距离非接触监测等优点,在恶劣环境下测量物体表面温度时具有较大优越性。
图1 红外热像仪组成结构原理图
注意:红外热像仪属于高值、精密、易损设备,未经允许,不能搬动或触摸。
五、实验方法与步骤
1.熟悉要使用的红外热像仪及其在线测量软件(Monitor;Tools;SDK),机床操作手柄及安全注意事项,安装试件,安放好红外热像仪及电脑设备,请辅导教师检查。
2.试验走刀量 f 对切削温度的影响
固定a p,V改变f,切削,记录保存瞬时的温度分布图和温度随时间的变化曲线。
3.试验切削速度对切削温度的影响
固定a p,f 改变V 切削,记录保存瞬时的温度分布图和温度随时间的变化曲线。
六、实验报告要求
1、自行设计切削温度测量的单因素实验表格(预习完成),认真总结红外热像仪测温原理和方法。
2、对获得的温度分布图和变化曲线数据进行整理分析,并与教材上的经验公式计算结果进行比较分析。
图线要贴在实验报告上。