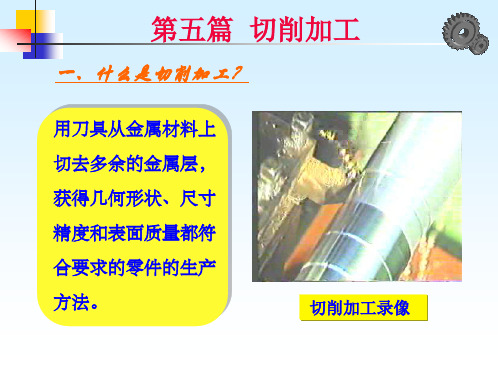
切削加工表面完整性研究现状课件
切削加工课件
第一章 金属切削的基础知识 §1-2 刀具材料及刀具构造
青龙偃月刀 削铁如泥 吹毛断刃
第一章 金属切削的基础知识
§1-2 刀具材料及刀具构造
一. 对刀具材料的基本要求
⑴ 较高的硬度。 一般要求在 HRC 60以上。 ⑵ 有足够的强度和韧性。 ⑶ 有较好的耐磨性。 ⑷ 较高的耐热性。 ⑸ 有较好的工艺性。
三面两刃一刀尖
n
主后面
f
副后面 前刀面
第一章 金属切削的基础知识
2.车刀切削部分组成
三面两刃一刀尖
主切削刃
n
前刀面
f
第一章 金属切削的基础知识
2.车刀切削部分组成
三面两刃一刀尖
主切削刃
n
副切削刃 前刀面
f
第一章 金属切削的基础知识
2.车刀切削部分组成
三面两刃一刀尖
主切削刃 刀尖
n
副切削刃 前刀面
所以:粗加工时可以利用。
① 积屑瘤不稳定,易引起振动,使 Ra 增大。
不利 ② 会引起ap的变化,使加工精度降低。
所以:精加工时应尽量避免。
第一章 金属切削的基础知识
§1-3 金属切削过程
二、积屑瘤
3. 积屑瘤的影响因素及控制
影 工件材料 响 因 塑性越大, 素 越易产生
控 制
提高硬度,
措 降低塑性 施
第一章 金属切削的基础知识
2. 刀具的主要标注角度 刃倾角的作用及选用
刃倾角对切屑排出方向的影响
第一章 金属切削的基础知识
3. 刀具的工作角度
① 刀具装夹位置的影响
第一章 金属切削的基础知识
3. 刀具的工作角度
① 刀具装夹位置的影响
第一章 金属切削的基础知识
第7章机械加工表面质量PPT课件

第24页/共38页
2. 表面层的金相变化
② 影响磨削烧伤的因素:
a) 磨削用量
工件材料对磨削区温度
aP↗ V砂轮↗
工件表层温度↗↗ 工件表层温度↗
的硬热工砂刃力影度系件轮口、、温响数材表尖强。度主料面锐度就要硬上锋烧烧、会取度磨利伤伤韧下决高粒些↗↗性、,降于的↗和强摩,它切导所度削的削
V工件↗ f↗
就零件的耐磨性而言,最 佳 表 面 粗 糙 度 Ra 的 值 在 0.8μm ~ 0.2μm 之 间 为 宜 。
第4页/共38页
二、表面质量对零件使用性能的影响
1. 对零件耐磨性的影响:
① 表面粗糙度对耐磨性的影响 ② 刀纹方向对耐磨性的影响
两重个载表时面,纹摩擦理副方的向两均 与个运表动面方纹向理相垂垂直直时、, 磨且损运最动大方。向平行于下 表面的纹路方向时, 磨轻损载最时小,。摩擦副表面 纹理方向与相对方向 一致时,磨损最小。
1. 磨削用量
第18页/共38页
二、磨削加工中影响表面粗糙度的因素
2. 砂轮的特性
① 粒度:
粒度号↗ ② 砂轮的硬度:
Ra值↙
硬度↗
难脱落
Ra值↗
硬度↙
易脱落
不易保持形状
精度↙
③ 砂轮的修整:
修整砂轮是改善磨削表面粗糙度的
重要因素,砂轮修整得越好,砂轮
磨粒微刃等高性越好,磨出工件的
表面粗糙度值越小。
第15页/共38页
一、切削加工中影响表面粗糙度的因素
2. 物理因素: ①切削速度:
V↗→ Ra↙
②工件材料性质: ③刀具几何形状、材料:
前角↗
Ra值↙
④冷却润滑:
切削液的冷却和润 滑作用能减小切削 过程中的界面摩擦, 降低切削区温度, 使切削区金属表面 的塑性变形程度下 降,抑制鳞刺和积 屑瘤的产生,因此 可大大减小加工表 面粗糙度值。
切削加工表面完整性建模现状与发展趋势_张为
第36卷第5期2014年9月沈阳工业大学学报Journal of Shenyang University of TechnologyV o l.36No.5Sep.2014收稿日期:2013-12-04.基金项目:国家自然科学基金资助项目(51205096);中国博士后科学基金资助项目(2013M531056);黑龙江省博士后基金资助项目(LBH -Z12138).作者简介:张为(1977-),男,辽宁阜新人,副教授,博士,主要从事高速切削技术、表面质量控制等方面的研究.*本文已于2014-06-1916ʒ54在中国知网优先数字出版.网络出版地址:http :∥www .cnki.net /kcms /detail /21.1189.T.20140619.1654.024.html檪檪檪檪檪檪檪檪檪檪殏殏殏殏机械工程doi :10.7688/j.issn.1000-1646.2014.05.08切削加工表面完整性建模现状与发展趋势*张为a ,b ,程晓亮a ,郑敏利a ,张兆星a(哈尔滨理工大学a.机械动力工程学院,b.测控技术与仪器黑龙江省高校重点实验室,哈尔滨150080)摘要:针对切削加工表面完整性建模方法种类繁多且相互关系揭示不明等问题,总结了各表面完整性指标,包括表面形貌、残余应力、加工硬化和相变的主要建模方法,并从各建模方法的应用范围以及主要成果的角度概括了表面完整性建模的研究现状.论述了解析建模与数值建模方法在预测表面完整性各指标时的优缺点及内在联系,重点分析了数值模拟技术在表面完整性建模中的作用.指出了国内外表面完整性研究体系的区别及联系,并对表面完整性建模的发展方向作了展望.关键词:切削加工;表面完整性;表面形貌;残余应力;加工硬化;相变;解析建模;数值建模中图分类号:TH 161.14文献标志码:A文章编号:1000-1646(2014)05-0519-07Status and development trend of surface integrity modelingin metal cuttingZHANG Wei a ,b ,CHENG Xiao-liang a ,ZHENG Min-li a ,ZHANG Zhao-xing a(a.College of Mechanical and Power Engineering ,b.Measurement-control Technology and Instrument Key Laboratory of Universities in Heilongjiang Province ,Harbin University of Science and Technology ,Harbin 150080,China )Abstract :In order to solve the problems that the types of surface integrity modeling methods in metal cutting are various and the revelation for the relationship between the methods is not clear ,the main modeling methods for such surface integrity indexes as the surface morphology ,residual stress ,work hardening and phase transformation were summarized.From the view of both application scope and main achievements of each modeling method ,the research status of surface integrity modeling was generalized.The advantages ,disadvantages and their internal relationship of both analytical and numerical modeling methods in predicting each surface integrity index were discussed.In addition ,the effect of numerical simulation technology in the surface integrity modeling was mainly analyzed.The difference and relation in the research systems for the surface integrity at home and abroad were indicated.Moreover ,the development direction of surface integrity modeling was prospected.Key words :metal cutting ;surface integrity ;surface morphology ;residual stress ;work hardening ;phasetransformation ;analytical modeling ;numerical modeling切削加工的目的是获得精度和表面质量都符合要求的零件[1].切削加工后零件的表面质量也称表面完整性,主要包括两方面内容:一方面是几何方面的,即表面形貌,通常以表面粗糙度表示;第5期吕丹,等:PE /MMT 纳米复合材料制备及热性能另一方面是材料特征方面的,常称为表面变质层,包括表面层的加工硬化程度、结晶组织变化和残余应力等[1].表面完整性直接影响到零件的使用性能和寿命,因此,研究已加工表面的形成过程,对切削加工表面完整性进行实施预测和控制,一直是切削加工领域的一个研究重点.切削建模是研究切削加工的重要手段.切削模型可集成到加工工艺规程中以提高生产率和产品质量,对切削过程进行实时控制[2].表面完整性建模是切削建模的一个主要内容,有效的表面完整性模型能对切削加工表面质量进行预测和控制,对优化工艺参数和提高表面质量意义重大.目前常见的切削建模方法种类繁多,相互间联系密切,在预测表面完整性各指标时又各有侧重.国内外在表面完整性研究体系上有所差异,因此,有必要对这些内容进行系统总结,以促进切削加工表面完整性建模的发展.1表面完整性建模研究现状表面完整性常用建模方法有解析建模、数值建模、实验建模以及将这些方法有机组合的混合建模等.表面完整性主要建模方法的基本原理、主要预测内容、主要成果、优势及局限性对比如表1所示.表1表面完整性主要建模方法对比Tab.1Comparison of surface integrity main modeling methods建模方法基本原理主要预测内容主要成果优势局限性解析方法滑移线理论、能量最小原理或分形学等残余应力、相变与加工硬化及表面粗糙度几何建模残余应力和相变与加工硬化的2D模型、基于分形算法的表面微观形貌模型实用新型刀具的开发,简单情况下变量的快速预测通常仅限于2D分析,只存在一些简单的3D模型数值方法有限元、有限差分、SPH等无网格有限元法残余应力和相变与加工硬化残余应力和相变及加工硬化的2D、部分3D有限元模型能考虑材料本构关系,各过程变量的耦合关系需要输入材料模型,计算限制,例如网格的控制实验方法实验数据的曲线拟合表面形貌(表面粗糙度)表面形貌(表面粗糙度)经验模型快速估算性能参数只适用于实验范围混合方法结合其他方法的优势残余应力和相变与加工硬化残余应力快速准确预测、BP神经网络预测模型提高基本模型的功能和精度功能受所用基础模型的限制2表面形貌建模2.1表面形貌的主要建模方法及特点表面形貌的主要指标是表面粗糙度,即已加工表面的微观几何不平度,包括进给方向和切削方向.此外还有基于分形理论和基于一致结构理论的表面微观形貌表示方法[3],其中表面粗糙度在很大程度上决定了工件已加工表面的质量[1].表面粗糙度建模方法主要有几何建模与实验建模.几何建模主要建立考虑几何参数、振动和最小切削厚度等切削因素的几何模型[4-5].切削加工中,影响已加工表面形成的因素众多且有部分不可控因素,这些因素之间存在着相互耦合关系,这使得表面形貌的建模几乎是一个黑箱问题,因此,从理论上综合研究所有变量对表面粗糙度的影响是十分困难的.实验建模方法是在大量实验数据基础上,基于回归分析原理建立经验模型.在特定的工艺系统中,实验模型能克服几何模型无法考虑复杂过程变量的缺陷,是一种有效的表面形貌预测模型,其缺点主要是需要大量的实验数据.随着计算机软件和硬件技术的发展,神经网络等人工智能方法在预测表面形貌上也有所应用.很多工程表面形貌都不是严格意义下的自相似,而是统计意义下的自相似,统计意义下的自相似意味着一个局部的概率分布与整个表面的概率分布保持自相似性,这就是随机分形[6].使用分形几何能在所有尺度上对表面形貌特征进行分析、评价和建模,特别是对纳米尺度下的表面微观形貌.有学者用W-M等数学模型模拟分形表面并用所设计的分形算法对其进行分形分析[6].2.2表面形貌建模的发展状况近几十年不少学者发展了表面形貌的预测模型.在几何建模方面,哈尔滨工业大学王洪祥等建立了圆弧刃车刀金刚石车削表面微观形貌模型,并开发了考虑刀具几何参数、振动和最小切削厚025沈阳工业大学学报第36卷度的仿真程序,在亚微米CNC 超精密机床上的实验表明所建立的模型能预测金刚石车削加工将要获得的表面粗糙度[4].随着计算机应用技术的发展,学者们建立了考虑复杂切削因素的几何模型,借助CAM 仿真软件或数学仿真软件实现了表面形貌的仿真.Sylvain Lavernhe 等建立了五轴铣削加工中主要考虑刀具倾角、进给速率影响的表面形貌预测几何模型,经大量实验验证偏差基本都在5%以内,其模拟与实测表面形貌轮廓对比如图1所示[7].图1模拟与测量的表面形貌轮廓对比Fig.1Comparison in simulated and measured surface morphology profiles实验建模方面,山东大学王素玉以高速铣削加工试验数据为依据,利用多元正交回归分析法,建立了平面铣削45#钢和3Cr2Mo 模具钢表面粗糙度经验预测模型,得出了铣削参数对表面粗糙度的直接影响关系[8];Tugrul O 等基于线性回归和神经网络方法建立了预测表面粗糙度的预测模型,并指出神经网络模型预测效果较好[9].关于表面形貌建模的分形分析与建模方面,陆涛、曹伟、师汉民等在超精密加工的表面形貌预测中,发展了基于分形特征的表面微观形貌模拟.其分形模拟的表面和用扫描隧道显微镜测量的加工表面微观形貌的对比分析表明:分形维数(FD )是一个与测量尺度无关的参数,并且其大小反映了表面的粗糙程度,分形维数越大则表面越粗糙(如图2所示,图中N 为尺度数,H 为回归系数的最小二乘估计,r 为自相关系数).由于分形维数是一统计参数,因而可以用它建立起表面分形模型,用于摩擦磨损的表面建模和分析[6].目前,三维表面形貌预测模型已用于研究切削参数、刀具夹具磨损和振动等对表面粗糙度、尖点和波纹的形状与高度的影响,为正确的切削策略提供了有效参考;在硬态车削和立铣加工表面粗糙度预测中已考虑了刀具切削刃缺陷对表面粗糙度的影响;在薄壁零件的铣削研究中,所建立的模型能分析工件振动对表面形貌的影响[10-13].在上述表面形貌建模研究中,实验建模法以多元回归分析为主,一般只适用于实验条件范围内情况,移植到其他工艺系统上会产生很大偏差;分形建模也是一种数学统计方法,不能表达表面形貌形成的物理本质.因此,如何从切削加工的实际物理过程出发,结合切削加工中基本过程变量来进行表面形貌的建模,成为切削加工表面完整性建模的重要研究方向.图2分形维数不同的模拟表面分形分析Fig.2Fractal analysis for simulated surface with different fractal dimensions3残余应力建模3.1残余应力主要建模方法及特点残余应力是零件经加工(或热处理)、消除外力和温度场等作用后,仍留在物体内的平衡内应力,残余应力有类型、大小和方向之分[1].预测零件加工表面残余应力的主要方法是解析建模与数值建模.解析模型能在较短的时间内得到较为准确的结果.同时,解析模型可以详细准确解释各个参数的影响作用,因此也便于实现工艺参数的优化.然而残余应力是在复杂的工艺和几何变量综合影响下产生的,并且其他重要因素(如前次加工留下的残余应力)也很难在解析模型里考虑.有限元数值模型可以考虑这些影响,有限元模型能考虑复杂的材料本构,并可构造一个亚模型考虑相变与动态再结晶等复杂过程,使其能更深入地准确预测残余应力的分布.因此,尽管数值模型比解析模型花费的时间更多,但仍在残余应力建模中得到广泛应用[14].为了改进模拟的速度与精度,混合模型得到125第5期张为,等:切削加工表面完整性建模现状与发展趋势了发展.混合模型综合了解析模型和有限元数值模型的优势,能以较低的时间成本较精确预测切削加工中产生的残余应力[15].3.2残余应力建模的发展状况在过去的二十多年里,已加工表面残余应力的建模得到了极大关注和发展.由于需要考虑一些复杂因素对残余应力的影响,如切削条件、刀具几何参数、冷却条件,还有最近备受关注的微观结构改变和尺寸效应等,国内外相关单位为对此投入了很多研究[14].在解析建模方面,Wu和Matsumoto用解析模型研究了工件硬度对工件表面残余应力类型的影响[16];Liang S Y,Su J C建立了正交加工残余应力解析预测模型,通过大量不同工件材料的实验验证模型预测的残余应力与试验测得值吻合很好[17].在数值建模方面,比较有代表性的有Li J L 等利用二维热-力耦合有限元模型分析高速端面铣削淬硬钢SKD11的残余应力,该模型将三维端面铣削等效简化成二维正交切削,并将二次铣削对残余应力的影响进行了分析[18];哈尔滨工业大学孙雅洲等基于热-弹塑性有限元理论,建立了切削加工三维有限元分析模型,对切削航空合金材料A1212产生的残余应力进行了预测,并分析了二次切削对残余应力分布的影响[19];Umbrello D 用有限元方法模拟了切削参数和刃口参数对工件表面残余应力分布的影响规律,并结合神经网络方法对硬态加工表层残余应力进行了预测[20];Chen等研究指出正确的切屑模拟与温度分布预测是准确预测残余应力状态的关键[21];Umbrello 等研究表明正确的材料本构模型对残余应力的预测至关重要[22];Umbrello D等利用有限元软件子程序的扩展功能,将切削时的材料相变耦合进残余应力预测,探讨了微观组织相变对残余应力分布的影响[23].尽管残余应力建模已取得一些研究成果,残余应力的精确预测仍是个问题.残余应力分布的预测模型即使是采用正交切削模型,也还有很多硬性缺陷[2].在有限元数值模拟中,模型选用的材料本构关系及其对后期塑性变形、切屑形成、分离和折断的影响会造成模拟结果的失准[14].由于残余应力本质上是塑性变形、切削温度和相变综合作用的结果,建立考虑这些因素的综合预测模型,将切削应力、切削温度等过程变量的模拟与残余应力的模拟建立准确量化联系,才能得到精确的残余应力预测模型.4相变和加工硬化的建模国内学者认为,结晶组织变化对表面质量的影响主要表现在对残余应力和加工硬质层的影响上,结晶组织变化不作为表面完整性的衡量指标,而由于加工硬化对零件加工后的服役性能和使用寿命影响很大,选取表面层加工硬化作为主要研究对象.国外学者则把加工硬化看做是结晶组织变化的产物,例如在淬硬钢的硬态切削中,往往从相变影响白层形成的角度研究表面完整性,不把加工硬化作为表面完整性的指标,而把相变或结晶组织改变作为表面完整性的内容之一.由于相变与加工硬化的联系紧密,本文将两者的建模方法一起讨论.4.1相变和加工硬化的建模方法及特点随着计算机计算能力和解析模型预测能力的极大进步,出现了预测相变与加工硬化的解析建模方法,然而,解析模型很难全面考虑冶金变化、动态再结晶等由加工引起的薄层材料性质的变化[14].最近几年,人们更关注预测相变的数值模型的发展,数值模拟技术的材料本构模块能描述复杂的材料属性,使数值模型对相变的预测变得更全面和准确.数值模拟技术也具有开发定制用户子程序的能力,利用这些子程序能扑捉更复杂的现象,比如微观组织改变和动态再结晶等.尽管如此,有学者还是指出了数值模拟的不足:1)需要预设分离面;2)忽略了淬硬材料中切屑分离对材料的重要影响;3)在加工前切屑中单元方向改变了,而基体材料中并未改变;4)需要大量的实验数据、复杂的金相分析和耗时的显微结构系数辨识程序开发,大多数数值模型还没有足够的实例验证,其精度还不能确定[14].最近提出了结合先进实验方法的实验-有限混合模型[24],该模型把实验模型的实用性通过有限元代码在数值模型里表现出来,使混合模型在相变与加工硬化的预测方面优越于其他预测模型.4.2相变与加工硬化建模的发展状况4.2.1相变建模的发展状况解析建模方面,Chou和Evans通过假设白层是热驱动相变引起的,用解析方法预测了白层的形成[25].有限元建模方面,Attanasio A等建立了硬态车削AISI52100钢的有限元模型,研究表明,随着后刀面磨损加剧,白层和暗层厚度增大;而切削速度的增加使白层厚度增加,暗层厚度减小[26].Schulze等最近提出了一个预测切削225沈阳工业大学学报第36卷42CrMo4钢相变的有限元模型,该模型能预测奥氏体化的进程以及产生马氏体形态所需的温度,如图3所示[27].该模型还具有模拟主导相变过程的瞬时奥氏体化现象的能力,该模型还能模拟铁素体/珠光体、贝氏体、马氏体的产生.图3马氏体形态特征及转变温度Fig.3Morphological characteristics and transformation temperatures of martensite4.2.2加工硬化建模的发展状况加工硬化是不经热处理而由切削加工产生的硬化现象.表面层的加工硬化可使零件耐磨性提高,但脆性增加,抗冲击性能下降,增加后续加工难度和刀具磨损,因此必须给予重视[1].国内早期研究中,高维林等建立了考虑金属塑性变形过程中位错增值、螺型位错交滑移和刃型位错攀移过程的5阶段硬化位错解析模型,并利用计算机对理论模型进行了计算,计算结果和实验结果吻合很好[28];随后杨继昌和刘伟成确定了低速正交金属切削时工件表面层加工硬化深度的预报准则,并利用有限元法模拟已加工表面的形成过程,获得了加工硬化深度的数值解[29];近年来国内对加工硬化的研究多采用试验方法,华中科技大学王志光等对难加工材料不锈钢0Cr18Ni9设计正交切削试验,从显微硬度和微观结构两方面研究加工硬化现象[30];最近,张为等针对车削钛合金Ti-6Al-4V 的加工硬化进行了相关研究[31].国外学者从相变着手进行加工硬化的有限元数值模拟,如Umbrello 等用建立的元素混合法则、材料属性模型和基于硬度的流动应力模型预测了AISI52100钢的白层厚度和加工硬化[32].随后他们用混合模型方法建立了经验-有限元模型,预测了AISI 52100钢材料加工过程中白层与暗层的形成,如图4[32]所示.图4白层与暗层的形成Fig.4Formation of white and dark layers加工硬化是塑性变形和切削温度影响下的强化、弱化及相变综合作用的结果,因此建立切削力、切削热等过程变量与加工硬化的精确量化关系是未来模拟加工硬化的重要方向.5结论在表面完整性建模研究中,应用有限元技术的数值建模方法可以考虑工件材料复杂本构关系、切削过程中复杂过程变量及其耦合关系,这些优势使其成为表面完整性建模的重要手段.数值建模的基础是基于物理的解析模型,在全面深入理解切削机理基础上,建立更符合切削实际的物理过程解析模型,才能从根本上建立更先进的有限元数值模型,实现表面完整性的准确预测,因此,解析-数值混合建模将成为未来的发展趋势.综上所述,未来表面完整性建模的发展方向是:1)深入研究切削机理,建立准确反映切削物理过程的预测模型;2)发展预测表面完整性的混325第5期张为,等:切削加工表面完整性建模现状与发展趋势合建模方法,尤其是其他建模方法与数值建模方法的混合;3)对表面微观结构建模进行更深入的研究,以及对表面完整性进行宏观、微观、纳观多尺度建模;4)在切削模拟中建立切削应力、切削温度等切削过程变量与表面完整性指标的准确量化关系.参考文献(References):[1]韩荣第.金属切削原理与刀具[M].哈尔滨:哈尔滨工业大学出版社,2007:91-100.(HANRong-di.Metal cutting principle and tool[M].Harbin:Harbin Institute of Technology Press,2007:91-100.)[2]Jawahir I S,Brinksmeier E,SaoubiR,et al.Surface integrity in material removal processes:recent ad-vances[J].CIRP Annals-Manufacturing Technology,2011,60(2):603-626.[3]Arizmendi M.Model for surface topography prediction in peripheral milling considering tool vibration[J].CIRP Annals Manufacturing Technology,2009,58(1):93-96.[4]Roques C C,Bodin N,Monteil G,et al.Description of rough surface using conformal equivalent structureconcept part1:stereological approach[J].Wear,2001,248(1/2):82-91.[5]王洪祥,董小瑛,董申.金刚石车削表面微观形貌形成机理的研究[J].哈尔滨工业大学学报,2002,34(4):509-512.(WANG Hong-xiang,DONG Xiao-ying,DONGShen.Study on formation mechanism of surface mic-rotopography in diamond turning[J].Journal of Har-bin Institute of Technology,2002,34(4):509-512.)[6]陆涛,曹伟,师汉民,等.基于分形特征的表面微观形貌模拟和分析[J].华中理工大学学报,1996,22(7):22-24.(LU Tao,CAO Wei,SHI Han-min,et al.Simulationand analysis of surface topography based on fractalcharacteristics[J].Journal of Huazhong Science andTechnology University,1996,22(7):22-24.)[7]Sylvain L,Yann Q,Claire L.Model for the prediction of3D surface topography in5-axis milling[J].Jour-nal of Advanced Manufacturing Technology,2010,51(9/10/11/12):915-924.[8]王素玉.高速铣削加工表面质量的研究[D].山东:山东大学,2006:61-81.(WANG Su-yu.Study on the surface quality of highspeed milling[D].Shandong:Shandong University,2006:61-81.)[9]Tugrul O,Yigit K.Predictive modeling of surface roughness and tool wear in hard turning using regres-sion and neural network[J].International Journal ofMachine Tools&Manufacture,2005,45(4/5):467-474.[10]Zhang W H,Tan G,Wan M.A new algorithm for the numerical simulation of machined surface topographyin multiaxis ball-end milling[J].Manufacturing Sci-ence and Engineering,2008,130(1):1-11.[11]Knuefer M M W,McKeown P A.A model for surface roughness in ultraprecision hard turning[J].CIRPAnnals Manufacturing Technology,2004,53(1):99-102.[12]Ryu S H,Choi D K,Chu C N.Roughness and texture generation on end milled surfaces[J].InternationalJournal of Machine Tools&Manufacture,2006,46(3/4):404-412.[13]Seguy S,Dessein G,Arnaud L.Surface roughness var-iation of thin wall milling,related to modal interac-tions[J].International Journal of Machine Tools&Manufacture,2008,48(3/4):261-274.[14]Arrazola P J,Ozel T,Umbrello D.Recent advances in modelling of metal machining processes[J].CIRPAnnals Manufacturing Technology,2013,62(2):695-718.[15]Ratchev S M,Afazov S M.Mathematical modelling and integration of micro-scale residual stresses into ax-isymmetric FE models of Ti6Al4V alloy in turning[J].CIRP Journal of Manufacturing Science Techno-logy,2011,4(1):80-89.[16]Wu D W,Matsumoto Y.The effect of hardness on re-sidual stresses in orthogonal machining of AISI4340steel[J].Journal of Engineering for Industry Transac-tions of the ASME,1990,112(3):245-252.[17]Liang S Y,Su J C.Residual stress modeling in or-thogonal machining[J].Annals of the CIRP,2007,56(1):65-67.[18]Li J L,Jing L L,Chen M.An FEM study on residual stresses induced by high-speed end-milling of harden-ed steel SKD11[J].Journal of Materials ProcessingTechnology,2009,209(9):4515-4520.[19]孙雅洲,刘海涛,卢泽生.基于热力耦合模型的切削加工残余应力的模拟及试验研究[J].机械工程学报,2011,47(1):187-193.(SUN Ya-zhou,LIU Hai-tao,LU Ze-sheng.Simula-tion and experimental research of machining residualthermal coupling model based on stress[J].ChineseJournal of Mechanical Engineering,2011,47(1):187-193.)[20]Umbrello D,Ambrogio G,Flice L.Hybrid finite ele-ment method-artificial neural network approach forpredicting residual stresses and the optimal cuttingconditions during hard turning of AISI52100bearingsteal[J].Materials and Design,2008,29(4):873-883.[21]Chen L,Wardany T I,Harris W C.Modelling the effects of flank wear land and chip formation on resid-ual stresses[J].CIRP Annals Manufacturing Tech-nology,2004,53(1):95-98.[22]Umbrello D M,SaoubiR,Outeiro J C.The influence of johnson-cook material constants on finite elementsimulation of machining of AISI316L Steel[J].In-ternational Journal of Machine Tools&Manufacture,2007,47(3/4):462-470.[23]Umbrello D,Outeiro J C,SaoubiR,et al.A numerical model incorporating the microstructure alteration forpredicting residual stress in hard machining of AISI52100steel[J].CIRP Annals-Manufacturing Tech-nology,2010,59(1):113-116.[24]Umbrello D,Filice L.Improving surface integrity in orthogonal machining of hardened AISI52100steel bymodeling white and dark layers formation[J].CIRPAnnals-Manufacturing Technology,2009,58(1):73-76.[25]Chou Y K,Evans C J.White layers and thermal mode-ling of hard turned surfaces[J].International Journalof Machine Tools&Manufacture,1999,39(12):425沈阳工业大学学报第36卷1863-1881.[26]Attanasio A,Umbrello D,Cappellini,et al.Tool wear effects on white and dark layer formation in hard turn-ing of AISI52100steel[J].Wear,2012(286/287):98-107.[27]Schulze V,Zanger F.Development of a simulation model to investigate tool wear in Ti-6Al-4V alloy ma-chining[J].Advanced MaterialsResearch,2011,223:535-544.[28]高维林.五阶段加工硬化理论[J].东北工学院学报,1993,14(2):188-192.(GAO Wei-lin.Five stages of work hardening theory[J].Journal of Northeast University of Technology,1993,14(2):188-192.)[29]杨继昌,刘伟成.低速正交金属切削中工件表层加工硬化深度的预报[J].应用科学学报,1995,13(3):363-368.(YANG Ji-chang,LIU Wei-cheng.Prediction of thedepth of work hardening of workpiece surface in lowspeed orthogonal metal cutting[J].Journal of Ap-plied Sciences,1995,13(3):363-368.)[30]王志光.切削奥氏体不锈钢0Cr18Ni9加工硬化的试验研究[J].中国机械工程,2012,23(24):2952-2954.(WANG Zhi-guang.Experimental study on workhardening in cutting austenitic stainless steel0Cr18Ni9[J].China Mechanical Engineering,2012,23(24):2952-2954.)[31]张为,郑敏利.钛合金Ti-6Al-4V车削加工表面硬化实验[J].哈尔滨工程大学学报,2013,34(8):1052-1056(ZHANG Wei,ZHENG Min-li.Surface work-hardeningexperiment of titanium alloy Ti-6Al-4V turning[J].Journal of Harbin Engineering University,2013,34(8):1052-1056.)[32]Umbrello D,Hua J,ShivpuriR.Hardness-based flow stress and fracture models for numerical simulation ofhard machining AISI52100bearing steel[J].Materi-als Science Engineering,2004,374(1/2):90-100.(责任编辑:景勇英文审校:尹淑英)525第5期张为,等:切削加工表面完整性建模现状与发展趋势。
精密切削加工表面质量的研究与探讨

M achining and Application机械加工与应用精密切削加工表面质量的研究与探讨顾智明摘要:随着航空航天、国防、医疗、生物等领域的快速发展,对微型器件功能、结构复杂度、可靠性等方面的要求不断提高。
但当前以MEMS为主的微纳制造技术,多采用基于半导体工艺的微纳制造技术,且所采用的材料较为单一。
与此同时,MEMS技术更倾向于制造平面形状的微型零件或微型元件,这对制造任意形状的微型零件有很大的局限性。
利用微机电系统(MEMS)制造技术,可实现多个不同材质、不同外形的微细3D构件,其制造的各类微细构件具有越来越广泛的应用前景。
关键词:精密加工;切削技术;表面质量1 精密加工的概述精密加工就是在较小的零件上进行精制。
精密机械一般用于医疗设备、电子设备等行业。
在精制过程中,制造出的工件往往要经过显微镜才能观察。
精加工通常是在专用于微型零件或精加工的车间中完成。
从更广的意义上来说,精密加工涵盖了多种传统和非传统的方法,比如,切削技术、磨料加工技术、电火花加工、电解加工、化学加工、超声波加工、微波加工、等离子加工、外延生产、激光加工、电子束加工、离子束加工、光刻加工、电铸加工等。
从狭义上说,精密加工是指半导体集成电路的制造技术。
由于精密加工和超精密加工是在半导体集成电路制造技术的基础上发展的,尤其是大规模集成电路和计算机技术的技术基础,它是信息时代,微电子时代,光电子时代的关键技术。
2 精密切削加工的机理在微型切割中,切割的厚度一般在0.1μm~200μm之间,切割刃的刀刃半径一般也在微米之间。
与宏观切割相比,在微观切割条件下,切割层厚度与刀刃边缘弧线的比例变得不可忽视,刀刃边缘弧线不能被看作是“锐度”。
在微尺度下,尤其是在微细尺度下,其切割厚度往往比切割刃的刃口半径更小,此时,微细尺度下的刀具对切割刃前端的物料进行挤出和驱使,易产生切屑。
微切削因其切削厚度与刀刃圆弧度之比的关系,其切削机制不再适合于传统的微切削,因而具有其特有的切削机制,如最小切削厚度、单位切削力尺寸效应、表面完整性尺寸效应、毛刺高度尺寸效应等。
切削加工表面完整性研究现状课件

网络教育学院本科生毕业论文(设计)题目:切削加工表面完整性研究现状学习中心:层次:专科起点本科专业:机械设计制造及其自动化年级:年季学号:学生:指导教师:完成日期:年月日内容摘要机械加工得到的零件表面完整性特征可分为三类:(1)表面形貌特征:表面缺陷、表面纹理和表面粗糙度等;(2)表面机械性能:残余应力和显微硬度等;(3)金相组织变化:加工变质层、白层、夹杂物等。
本文围绕切削加工后零件表面完整性三类特征指标,系统论述了各自的研究发展历程,重点对表面粗糙度、残余应力、显微硬度、白层及变质层进行了归纳,概括了各自的研究方案、技术手段及研究成果。
关键词:切削加工;表面完整性;研究现状目录内容摘要 (I)前言 (1)1 切削加工表面完整性研究的发展 (2)1.1 表面完整性的提出及发展 (2)1.2 表面完整性研究意义 (2)2 表面粗糙度研究 (3)3 残余应力研究 (4)3.1 残余应力的生成机理研究 (4)3.2 残余应力影响因素的实验研究 (4)4 加工硬化研究 (5)4.1加工硬化的影响因素研究 (5)4.2 材料特性对工件加工硬化的影响 (5)4.3 显微硬度沿工件深度方向的分布规律研究 (5)5 切削加工白层研究 (6)5.1 白层的形成机制 (6)5.2 白层的影响因素研究 (6)5.2.1 切削参数对白层的影响 (6)5.2.2 工件材料特性对白层的影响 (7)6 变质层研究 (8)6.1 变质层的组织特点 (8)6.2 切削参数对变质层的影响 (8)参考文献 (9)前言机械加工得到的零件表面完整性特征可分为三类:(1)表面形貌特征:表面缺陷,表面纹理和表面粗糙度等;(2)表面机械性能:残余应力和显微硬度等;(3)金相组织变化:加工变质层,白层、夹杂物等。
零件的表面完整性影响着零件的后续加工以及最终使用性能,尤其在航空航天领域对关键零件的耐磨性能和耐疲劳性能要求很高。
表面完整性中的残余应力如果是残余压应力可以减小零件表面裂纹的扩展,提高耐疲劳性能,而拉伸残余应力则会加速表面裂纹的扩展,加速了零件的疲劳破坏,且在有应力集中或者有腐蚀性介质存在的工况下,残余拉应力对零件疲劳强度的影响更为突出;加工硬化会降低零件表面的塑形和韧性,对零件的疲劳强度和疲劳寿命不利,但是均匀的加工硬化有利于提高零件的硬度和耐磨性;白层有耐蚀和硬度高的特点,但是其内部常常含有裂纹,脆性大且与基体结合不牢固,容易发生早期剥落脱离;变质层的产生会引起加工表面产生残余应力和微观组织结构的改变,由于其组织均匀性较差且伴有裂纹,容易降低零件的耐磨性和耐疲劳性能。
金属切削机床和表面加工方法PPT课件
依旧应用于某些零部件的转配过程中 )。
机械加工包括:灯丝电源绕组、激光切 割、重 型加工 、金属 粘结、 金属拉 拔、等
离子切割、精密焊接、辊轧成型、金 属板材 弯曲成 型、模 锻、水 喷射切 割、精 密焊接 等。
机械加工:广意的机械加工就是
指能用机械手段制造产品的过程;狭 意的是 用车床 (Lathe Machine)、铣床(Milling Machine)、钻床(Driling Machine)、磨
成为三维结构制作的优选工艺。法国1993年 启动的7000万 法郎的" 微系统 与技术 "项目 。欧共 体组成" 多功能 微系统 研究网 络
NEXUS",联合协调46个研究所的研 究。瑞 士在其 传统的 钟表制 造行业 和小型 精密机 械工业 的基础 上也投 入了MEMS的 开发工 作,
1992年投资为1000万美元。英国政府 也制订 了纳米 科学计 划。在 机械、 光学、 电子学 等领域 列出8个 项目进 行研究 与开发 。为了
2.1.2 机床型号的编制方法
➢ 遵从标准:GB/T15375-1994(1994年颁布)《金属 切削机床型号编制方法》
➢ 编制规则:
➢ 采用汉语拼音字母和阿拉伯数字按一定规则组 合而成
通用机床型号的编制方法
机床的类代号
通用特性和结构特性
当某类机床既有普通形式,又有某种通用特性时,则在类别代号后加通用代号予以区别,通 用特性代号有统一的固定含义,
后开发出尺寸为50~500μm的 齿轮、 齿轮泵 、气动 涡轮及 联接件 等微机 械。1965年, 斯坦福 大学研 制出硅 脑电极 探针, 后来又 在
扫描隧道显微镜、微型传感器方面取 得成功 。1987年美国 加州大 学伯克 利分校 研制出 转子直 径为60~12μ m的利用 硅微型 静电机
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
网络教育学院本科生毕业论文(设计)题目:切削加工表面完整性研究现状学习中心:层次:专科起点本科专业:机械设计制造及其自动化年级:年季学号:学生:指导教师:完成日期:年月日内容摘要机械加工得到的零件表面完整性特征可分为三类:(1)表面形貌特征:表面缺陷、表面纹理和表面粗糙度等;(2)表面机械性能:残余应力和显微硬度等;(3)金相组织变化:加工变质层、白层、夹杂物等。
本文围绕切削加工后零件表面完整性三类特征指标,系统论述了各自的研究发展历程,重点对表面粗糙度、残余应力、显微硬度、白层及变质层进行了归纳,概括了各自的研究方案、技术手段及研究成果。
关键词:切削加工;表面完整性;研究现状目录内容摘要 (I)前言 (1)1 切削加工表面完整性研究的发展 (2)1.1 表面完整性的提出及发展 (2)1.2 表面完整性研究意义 (2)2 表面粗糙度研究 (3)3 残余应力研究 (4)3.1 残余应力的生成机理研究 (4)3.2 残余应力影响因素的实验研究 (4)4 加工硬化研究 (5)4.1加工硬化的影响因素研究 (5)4.2 材料特性对工件加工硬化的影响 (5)4.3 显微硬度沿工件深度方向的分布规律研究 (5)5 切削加工白层研究 (6)5.1 白层的形成机制 (6)5.2 白层的影响因素研究 (6)5.2.1 切削参数对白层的影响 (6)5.2.2 工件材料特性对白层的影响 (7)6 变质层研究 (8)6.1 变质层的组织特点 (8)6.2 切削参数对变质层的影响 (8)参考文献 (9)前言机械加工得到的零件表面完整性特征可分为三类:(1)表面形貌特征:表面缺陷,表面纹理和表面粗糙度等;(2)表面机械性能:残余应力和显微硬度等;(3)金相组织变化:加工变质层,白层、夹杂物等。
零件的表面完整性影响着零件的后续加工以及最终使用性能,尤其在航空航天领域对关键零件的耐磨性能和耐疲劳性能要求很高。
表面完整性中的残余应力如果是残余压应力可以减小零件表面裂纹的扩展,提高耐疲劳性能,而拉伸残余应力则会加速表面裂纹的扩展,加速了零件的疲劳破坏,且在有应力集中或者有腐蚀性介质存在的工况下,残余拉应力对零件疲劳强度的影响更为突出;加工硬化会降低零件表面的塑形和韧性,对零件的疲劳强度和疲劳寿命不利,但是均匀的加工硬化有利于提高零件的硬度和耐磨性;白层有耐蚀和硬度高的特点,但是其内部常常含有裂纹,脆性大且与基体结合不牢固,容易发生早期剥落脱离;变质层的产生会引起加工表面产生残余应力和微观组织结构的改变,由于其组织均匀性较差且伴有裂纹,容易降低零件的耐磨性和耐疲劳性能。
残余应力、加工硬化、白层和加工变质层,这些表面完整性指标是加工过程中切削力、切削热以及相变综合作用的结果。
表面完整性的好坏直接决定着零件的工作性能和使用寿命。
1 切削加工表面完整性研究的发展1.1 表面完整性的提出及发展表面完整性是在美国金属切削研究协会在1964年召开的一次技术座谈会上由Field和Kahles首次提出的。
所谓表面完整性是指表面粗糙度、表层残余应力、表层显微组织、表层致密度和表面类裂纹等状态的完好程度。
金属材料的耐疲劳强度、耐应力腐蚀和耐高温氧化等力学、物理和化学性能, 绝大程度上取决于材料的表面完整性。
表面完整性具体包含两方面的内容:本部分可从几何方面和物理方面分别论述表面完整性研究内容。
写好后,本段加黄底色颜色的文字请删去。
1.2 表面完整性研究意义本部分可从表面形貌特征中的表面缺陷和表面粗糙度;表面机械性能中的残余应力和显微硬度等;金相组织变化的白层等三个方面系统论述各自的概念和研究意义。
写好后,本段加黄底色颜色的文字请删去。
2 表面粗糙度研究表面粗糙度(Surface roughness)是在研究表面完整性时最常用的指标。
表面粗糙度衡量的是工件表面的纹理和质地。
表面粗糙度的大小是指实际表面和理想表面在垂直方向的偏差,若偏差大,则工件表面越粗糙,工件间的摩擦系数越大,会影响到工件的耐磨性、疲劳强度、抗腐蚀性;若偏差小,则工件表面越光滑,工件有优异的使用性能。
表面粗糙度作为工件表面完整性的重要评价指标之一,其形成原因可归纳为三个方面:一是刀刃和工件相对运动轨迹所形成的残留面积等几何因素;二是加工过程中在工件表面产生的塑性变形、积屑瘤、鳞刺和振动等物理因素;三是与加工工艺相关的工艺因素。
表面粗糙度对零件的装配、耐磨性、抗腐蚀性和疲劳寿命等有重要影响。
目前对切削加工表面粗糙度的研究,主要有两种方法,一种采用理论解析法,一种为实验研究法。
本段文字可根据上述两种表面粗糙度研究方法分别展开论述,也可根据自己所选材料适当补充。
写好后,本段加黄底色颜色的文字请删去。
3 残余应力研究残余应力是指物体在没有外力施加或外力施加了卸载后,其内部存在的保持自相平衡的应力系统。
金属切削加工过程伴随着材料内部的高温、高应变和高应变率,在已加工表面产生较大的残余应力;同时,经热处理后的被加工材料具有初始残余应力,加之铣削过程中的切削力、切削热和相变,加工表面与刀具间的摩擦和挤压都会引起零件内部残余应力的重新分布。
3.1 残余应力的生成机理研究残余应力的产生定性地分析有三种形成机理[2]。
一、机械应力引起的塑性变形;二、热应力引起的塑性变形;三、相变引起的体积变化。
已加工表面和里层金属产生的最终残余应力是拉应力还是压应力以及大小是这几种机制竞争的结果,主导作用决定着最终的残余应力状态。
本段文字可根据三种不同的残余应力形成机理分别展开论述,也可根据自己所选材料适当补充。
写好后,本段加黄底色颜色的文字请删去。
3.2 残余应力影响因素的实验研究残余应力对工件的静态力学性能、抗疲劳性能、抗应力腐蚀性能、尺寸稳定性以及使用寿命均有着显着的影响。
残余应力分拉伸残余应力和压缩残余应力,其中压缩残余应力有助于提高加工表面的机械力学性能,如表面有微裂纹时,表层压缩残余应力能够促进裂纹的闭合,提高零件的耐疲劳性能,并且压缩残余压应力越大越有利;而表层拉伸残余应力则抑制裂纹的闭合,不利于零件的耐疲劳和耐腐蚀性能。
因此通过控制切削条件以得到有利的残余应力分布就变得十分有意义。
针对残余应力分布影响因素的研究主要有:本段文字可根据自己所选材料适当补充。
写好后,本段加黄底色颜色的文字请删去。
4 加工硬化研究工件已加工表面层和表层以下金属在切削力的作用下会产生塑形变形,使得表层和次表层的金属硬度提高的现象叫做加工硬化。
加工硬化是塑性变形的强化作用、切削热的软化作用以及金属相变综合作用的结果。
其中,塑形变形和切削热的热-力耦合作用对加工硬化的影响较为显着。
表面加工硬化是评价机械加工表面完整性的重要指标之一。
加工硬化的评价指标有显微硬度、加工硬化深度和加工硬化率,其中加工硬化率一般采用加工后的表面显微硬度与原始显微硬度之比的百分数来表示。
4.1加工硬化的影响因素研究国内外学者研究了切削条件(切削速度、进给量、背吃刀量、刀具磨损以及冷却润滑条件等因素)、刀具参数和工件材料特性等因素对加工硬化的影响。
本段文字可根据自己所选材料适当补充。
写好后,本段加黄底色颜色的文字请删去。
可见,切削速度、进给量和切削深度对于加工硬化的影响规律会随着加工方法和加工材料的变化而不同。
4.2 材料特性对工件加工硬化的影响工件材料的塑性会影响强化指数,进而影响其加工硬化特性,影响因素如材料的含碳量,含碳量越高,塑形越低;工件材料的熔点与切削热软化作用有关,熔点越高,则越不易发生软化;在一定温度下得到的金相组织的特性则直接影响了加工后材料的硬度特性。
本段文字可根据自己所选材料适当补充。
写好后,本段加黄底色颜色的文字请删去。
4.3 显微硬度沿工件深度方向的分布规律研究加工硬化在工件深度方向的分布规律与以上各种因素有关。
在不同的加工条件下以及加工不同的工件材料得到的显微硬度沿深度方向的分布规律不同。
本段文字可根据自己所选材料适当补充。
写好后,本段加黄底色颜色的文字请删去。
5 切削加工白层研究“白层”这一概念是1912年由Stead首次提出的,它是伴随着硬态切削过程所形成的存在于已加工表面或亚表面下的、经金相试剂浸蚀后在光学显微镜下无特征形貌并呈白色或白亮色的硬层,因此被称为白层。
此外,有色金属的白层有时呈“暗色”,故也称为“暗层”。
白层会影响材料的摩擦磨损性能,因此又被称为白色浸蚀层、绝热剪切带、再结晶层和摩擦学转变结构等不同名称[46]。
在白层的下方常常伴有颜色较暗,硬度较低的过渡层金属区域,因其在光学显微镜下常呈现黑色而成为黑层。
对于金属材料,白层具有耐腐蚀和硬度较高的特点。
Herbert等人[47]通过钻削镍基高温合金RR1000在已加工表面得到了白层,发现白层中的晶粒与基体材料比更细小、取向更杂乱,白层的硬度也比基体高出45%。
5.1 白层的形成机制关于白层的研究,很大一部分研究的焦点集中在白层的形成机制上,普遍认为白层的形成机制有三种:第一,快速加热和快速冷却引起的相变;第二,表面对于环境的反应,磨损的表面,含氧和氮;第三,塑形流动引起的均匀结构或晶粒细化的结构。
此外,他还认为应变率、压力和冷却速率对白层的形成也有影响。
目前关于白层形成机制的研究结果主要分为:相变机制、塑性变形机制和相变-塑性变形综合机制。
本段文字可按照相变机制、塑性变形机制和相变-塑性变形综合机制分别展开论述。
写好后,本段加黄底色颜色的文字请删去。
5.2 白层的影响因素研究白层的形成受切削参数(切削速度、进给量和切削深度)和工件材料特性(晶粒尺寸、含碳量、塑性、相变温度)的影响。
5.2.1 切削参数对白层的影响本段文字可将研究方法和研究成果展开论述。
写好后,本段加黄底色颜色的文字请删去。
5.2.2 工件材料特性对白层的影响工件材料的相变温度会影响白层的形成,当相变温度较高时,不容易形成白层;相变温度较低时更容易形成白层。
此外,材料的晶粒尺寸、塑性和含碳量等也会影响白层的形成。
本段文字可将研究方法和研究成果展开论述。
写好后,本段加黄底色颜色的文字请删去。
6 变质层研究对材料进行加工或表面处理时,加工表面受到作用力或热效应的影响,使得加工表面下某深度层的材料在热力耦合的作用下发生变化,该层通常被成为加工变质层。
6.1 变质层的组织特点安徽理工大学的马伏波等人将加工表面变质层分为三类,分别是由外部元素的作用引起的变质层、由组织的变化所引起的变质层和应力作为主要考虑因素的变质层。
本段文字根据自己查阅的文献资料补充。
写好后,本段加黄底色颜色的文字请删去。
6.2 切削参数对变质层的影响加工参数直接影响到切削力和切削热,对加工变质层有很大影响。
本段文字根据自己查阅的文献资料补充。
写好后,本段加黄底色颜色的文字请删去。
参考文献[1] Ulutan D, Ozel T. Machining induced surface integrity in titanium and nickel alloys:A review. International Journal of Machine Tools and Manufacture, 2011.51(3): p.250-280.[2]陈日耀. 金属切削原理[M].北京:机械工业出版社.2001,01].。