项目开发六旋转工作台的自动控制
小型数控钻床旋转平移工作台控制系统设计

小型数控钻床旋转平移工作台控制系统设计毕业设计(论文)题目:小型数控钻床旋转平移工作台操纵系统设计何强届别:2020届院别:机械工程学院专业:机械电子工程指导教师:余晓峰职称:副教授完成时刻:2020/4/25摘要在机械加工行业中,旋转平移钻床工作台使用量专门大,为了提高加工效率,保证加工精度,必须对钻床工作台进行数控化改进。
本文对传统钻床工作台存在的不能专门好的在圆周方向上钻孔问题,设计了一款立式钻床旋转工作台。
本文确定数控钻床工作台整体结构设计方案,对机械部分对圆周方向上旋转,x、y方向上平移做了重点设计。
对操纵系统部分,本文阐述了用单片机操纵交流伺服电机以实现钻床工作台旋转、平移过程。
阐述了整个系统的操纵原理。
本课题所设计的工作台,其加工过程是将所需加工孔的数据通过输入设备输入到操纵系统,然后系统依照工件上所需加工孔的坐标,是工作台运动到孔的位置,实现对工件的全自动钻孔,同时系统在加工过程中实时显示加工数据。
关键词:传动系统;操纵系统;步进电动机AbstractIn the mechanical processing industries,rotary drilling machine working table used in large quantities,in order to improve the processing efficiency,ensuring the processing precision,to table of the drilling machine NC improvement.Based on traditional drilling machine working table problem,design a vertical drilling machine rotary table.Based on the domestic and intermational current situation and development trend undertook an anakysis,in determining the overall scheme,elaborated with SCM control ACservo motor to achieve drilling machine worktable rotation,translation process.The first running process of the CNC drilling designed by the subject,is to input the processing data about the hole into the control system by the entering equipment,then find the location of location of the hole by moving the table according to coordinate of the hole,and the procedding data of the system displayed in real-time.Key words: drive system;control system;stepping motor目录1绪论 ....................................................... (5)1.1 现状 (5)1.2 进展前景 (5)2.1工作原理及总体框图 (6)2.2流程图 (6)3 旋转工作台传动系统设计 (8)3.1旋转部分设计 (8)3.1.1工作台箱体设计 (8)3.1.2传动比及参数确定 (9)3.1.3步进电机的选择 (10)3.1.4 轴的设计 (12)3.1.5轴承的选择 (14)3.1.6联轴器的选择 (14)3.2工作台X-Y机械部分设计 (15)3.2.1 确定工作台的尺寸极其重量 (15)3.2.2滚珠丝杠参数运算与选型 (16)3.2.3 滚动导程参数运算与选型 (17)3.2.4步进电机参数运算与选型 (18)3.2.5 支撑座参数设计 (19)3.2.6 联轴器的选择 (20)4 工作台操纵系统设计 (21)4.1操纵系统元器件的选择 (21)4.1.1 单片机的选择 (21)4.1.2最小系统设计 (21)4.1.3I/O接口芯片选择 (22)4.1.4译码器的选择 (23)4.1.5 地址分配 (24)4.2操纵系统电路的设计 (25)4.2.1主控电路设计 (25)4.2.2 I/O接口电路设计 (25)4.3辅助电力路的设计 (26)4.3.1键盘显示接口电路 (26)4.3.2步进电机操纵电路 (27)4.3.3脉冲分配 (28)4.3.4 驱动电路 (29)4.3.5光隔离电路 (29)4.3.6功率放大器和时钟电路 (30)4.3.7复位电路 (30)4.3.8越界报警电路 (31)4.3.9掉电爱护电路 (32)5致谢--------------------------------------------------------------------33 6参考文献----------------------------------------------------------------34 7附录---------------------------------------------------------------------------------------------------------------------361绪论1.1 现状中国分度回转工作台产业领域的进展存在专门多问题,如在产业结构规划布局上不合理,劳动力密集型产品在生产上占据了要紧部分;技术类密集型产品在生产上只占据了专门少的一部分,同时与西方发达工业国家相比有专门大的差距;生产要素至关重要的阻碍正在逐步削弱。
§6-5 工作台的限位和自动往返控制电路
第六章 工作机械的基本电气控制电路
行程开关的外形和符号
第六章 工作机械的基本电气控制电路
按钮与行程开关的异同
1.按钮是通过人力使触点动作,行程开关是通过接受
运动部分的碰撞而使触点动作。
2.两者都是外力一旦消失,触点马上复位,且只用来 发出指令信号。
第六章 工作机械的基本电气控制电路
ቤተ መጻሕፍቲ ባይዱ
二、自动往返控制电路
第六章 工作机械的基本电气控制电路
§6-5 工作台的限位和自动往返控制电路
一、行程开关
又称限位开关,利用生产机械某些运动部件的 碰撞使触点动作,对电路实现接通或断开;当运动 部件一离开,其触点自动还原到原始状态。 作用:控制生产机械的运动方向、速度、行程 大小或位置,也可以对生产机械给以必要的保护。
自动往返控制电路实际演示
六轴桌面可变成机器人的程序设计

六轴桌面可变成机器人的程序设计随着科技的不断发展,机器人技术已经变得越来越普遍。
六轴桌面可变成机器人作为一种新型的机器人产品,其灵活性和功能性备受关注。
在本文中,我将就六轴桌面可变成机器人的程序设计进行深入探讨,并共享个人观点和理解。
一、概述六轴桌面可变成机器人1. 六轴桌面可变成机器人是什么?六轴桌面可变成机器人是一种具有六个自由度的桌面机器人,其结构紧凑、灵活多变。
它可以通过程序设计实现多种操作,如抓取、放置、装配等。
2. 六轴桌面可变成机器人的应用领域有哪些?六轴桌面可变成机器人广泛应用于电子组装、医疗器械加工、精密仪器组装等领域,其灵活的操作方式可以提高生产效率和产品质量。
二、六轴桌面可变成机器人的程序设计1. 程序设计的基本原理六轴桌面可变成机器人的程序设计基于六个自由度的运动控制,通过编写相应的控制程序实现对机器人的精确操作。
2. 程序设计的关键技术(1)轨迹规划:根据任务需求和工作环境,规划机器人的运动轨迹,以实现高效的操作。
(2)动力学建模:对机器人的动力学特性进行建模分析,以确保控制程序的准确性和稳定性。
(3)传感器融合:利用多种传感器信息,实现对机器人姿态、位置等参数的精准感知,为程序设计提供更准确的输入。
3. 程序设计的难点和挑战六轴桌面可变成机器人的程序设计面临着复杂的运动学问题、动态控制难题以及环境感知等挑战,需要针对性地解决这些问题,确保机器人的安全和稳定运行。
三、个人观点和理解对于六轴桌面可变成机器人的程序设计,我认为需要充分考虑机器人的可操作性和智能化程度,尽可能简化程序设计,提高机器人的自主性和适应性。
还需要加强机器人的人机交互设计,使操作更加直观和便捷。
总结回顾通过对六轴桌面可变成机器人的程序设计进行深入探讨,我对其结构、应用和程序设计等方面有了更深入的理解。
我认识到六轴桌面可变成机器人的程序设计需要综合考虑多种因素,并不断优化和完善,以满足不断变化的市场需求和技术挑战。
项目一工作台的自动往返控制
项目一 工作台的自动往返控制
Company Logo
项目一 工作台的自动往返控制
Company Logo
1.4.1两台电动机的两地点动连续控制 ❖ 1.设计一控制电路,能在A、B两地分别控制同
一台电动机单方向连续运行与点动控制的电气原 理图。
快速熔断器
项目一 工作台的自动往返控制
Company Logo
自恢复熔断器
项目一 工作台的自动往返控制
1.3基本控制相关知识
(一)电气图识图及制图标准
❖ 一、电工识图的基本要求: ❖ 1、从简单到复杂,循序渐进识图。 ❖ 2、应具有电工、电子基本理论知识。 ❖ 3、要熟记会用电气图形符号和文字符号。 ❖ 4、要熟各类电气典型基本电路。 ❖ 5、掌握各类电气图的绘制特点。 ❖ 6、把电气图与土建图结合起来看。 ❖ 7、了解电气图的有关标准和规程。 ❖ 二、识图的步骤 ❖ 1、详读图纸说明。 ❖ 2、识读概略图和框图。 ❖ 3、读识电气原理图 ❖ 4、读识电气接线图和安装图
项目一 工作台的自动往返控制
Company Logo
图1—33 一台电动机两地控制原理图(二)
项目一 工作Байду номын сангаас的自动往返控制
知识梳理与总结
Company Logo
❖ 本项目通过电动机正反转控制线路引出常用电气控制器件, 讲述了项目中用到的按钮、开关、接触器、中间继电器和熔 断器,介绍了这些低压电器的结构、动作原理、常用型号、 符号及选择方法。接着讲述了电气识图基本知识、电动机单 相启动和正反转控制线路,讲述了三相异步电动机的点动、 长车及正反转等基本控制环节。这些是在实际当中经过验证 的电路。熟练掌握这些电路是阅读、分析、设计较复杂生产 机械控制线路的基础。同时,在绘制电路图时,必须严格按 照国家标准规定使用各种符号、单位、名词术语和绘制原则。
基于PLC的六工位组合机床的控制系统设计

© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
2009年第 7期
·控制与检测 ·
钻 、扩 、铰等滑台动作的各位置信号和各设备动作的返 回信号 (接触器的辅助常开触点 ) ;输出端连接控制各 台电动机动作的接触器线圈和控制液压系统工作的各 电磁阀线圈 。
The D esign of Con trol System of M ulti2sta tion M odular M ach ine Tool Ba sed on PLC XUN Qun2de1 , YAN G Chao2jun1 , WANG Hong2rui2 , YU J ian2yong 1 , YE Zhen1
2009年第 7期
·控制与检测 ·
文章编号 : 1001 - 2265 (2009) 07 - 0053 - 04
基于 PLC的六工位组合机床的控制系统设计
荀群德 1 ,杨超君 1 ,王宏睿 2 ,禹建勇 1 ,叶镇 1
(1. 江苏大学 机械工程学院 ,江苏 镇江 212013; 2. 南京工程学院 机械工程学院 ,南京 211167)
工作台自动往返控制线路工作原理

在当今社会,工作效率和自动化程度越来越受到重视。
其中,工作台自动往返控制线路是一种重要的自动化设备,其工作原理对于提高生产效率和减少人力成本具有重要意义。
本文将深入探讨工作台自动往返控制线路的工作原理,并就其在工业生产中的应用进行详细分析。
一、工作台自动往返控制线路的概念1.1 工作台自动往返控制线路的定义工作台自动往返控制线路是指一种能够实现自动来回移动的控制系统,其通过预设的程序和信号来实现工作台在工作区域内自动移动的功能。
1.2 工作台自动往返控制线路的组成工作台自动往返控制线路主要由控制器、传感器、执行机构等组成。
控制器负责指挥和控制整个系统的运行,传感器用于感知工作环境,执行机构则实现工作台的移动。
二、工作台自动往返控制线路的工作原理2.1 传感器感知工作环境工作台自动往返控制线路首先通过传感器对工作环境进行感知,包括检测工作区域的障碍物、测量工作区域的距离等。
2.2 控制器进行信号处理传感器采集到的信息将被传输到控制器中进行信号处理,控制器根据这些信息来决定工作台的移动方向、速度和距离。
2.3 执行机构实现工作台移动控制器发出指令后,执行机构就会根据控制信号来实现工作台的移动,包括正向运动、反向运动以及停止等。
三、工作台自动往返控制线路的应用3.1 工业生产中的应用工作台自动往返控制线路广泛应用于自动化生产线上,能够大大提高生产效率和降低人力成本,尤其在装配线、流水线等场景中表现突出。
3.2 其他领域的应用除了工业生产,工作台自动往返控制线路也被应用于仓储物流系统、医疗器械制造等领域,为智能制造和智能产业提供了有力支持。
四、个人观点和理解在我看来,工作台自动往返控制线路是一种极具实用性和前景的自动化设备,其在工业生产中的应用前景广阔。
随着科技的不断发展,工作台自动往返控制线路将会在更多领域得到应用,并为人类社会带来更多便利。
在这篇文章中,我们深入探讨了工作台自动往返控制线路的工作原理及其在工业生产中的应用。
旋转式升降台的设计

(4)自动控制。与电气、电子或气动控制相配合,对液体压力、流量和方向进行调节或控制,易于实现系统的远程操纵和自动控制。
(5)过载保护。可以方便地用压力阀来控制系统的压力,从而防止过载,避免事故的发生。
(6)元件寿命长。液压系统中使用的介质大都为矿物油,它对液压元件产生润滑作用,因而元件寿命较长。
方案(1):它的设计结构与塔吊的结构相似,采用电动机与齿轮减速器相连的方式来实现机构的提升和旋转。它的提升部分(如图1.1)由驱动装置、传动装置、制动装置和工作装置四个部件所组成。驱动装置主要采用的是交流电动机;传动装置按机构的需要,采用二级齿轮减速装置来完成转速与力矩的转换;工作装置由滚筒、滑轮组、吊钩等组成,当传动装置驱动滚筒转动时,通过钢丝绳、滑轮组转变为平台的垂直往复直线运动;制动装置可控制平台的下降速度或使其停止在空中的某一位置,不允许在重力作用下下落。回转机构的工作装置(如图1.2)为支撑回转装置上的啮合齿轮。
控制元件:对系统中油液压力、流量和流动方向进行控制或调节的装置。如溢流阀、节流阀和换向阀等。
辅助元件:保证系统正常工作所需的上述装置以外的装置。如油箱、过滤器等。
与机械传动电气相比,液压传动具有以下优点:
(1)功率质量比大。在同等功率下,液压装置的体积小,质量轻,即功率密度大。
(2)工作稳定。由于体积小、质量轻、惯性小,因而启动、制动迅速,变速、换向快速而无冲击,液压装置运动平稳。
1
旋转式升降台广泛的应用于厂房维修、工业安装、设备检修、物业管理、仓库、航空、机场、港口、车站、加油站、体育场、博物馆、展览馆等地方,结构多以剪叉式居多,升降机宽大的平台和较大的承载能力,使其在高空作业条件下具有得天独厚的优势,不但可以提高工作效率,而且能够增强高空作业的安全性。
工作台自动往返控制电路图及工作原理
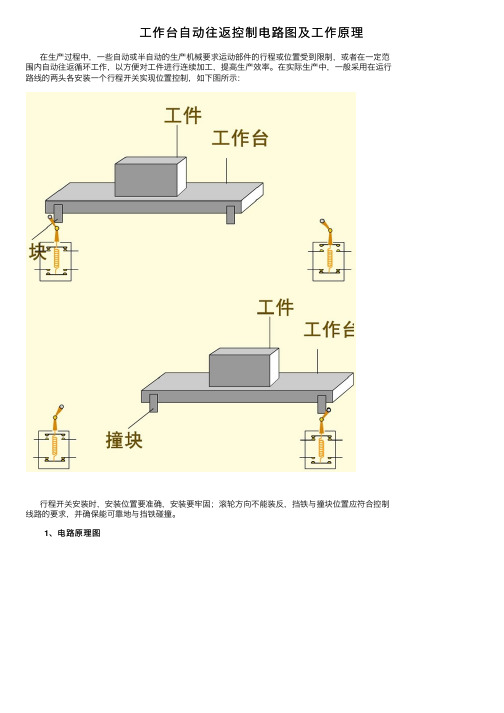
⼯作台⾃动往返控制电路图及⼯作原理在⽣产过程中,⼀些⾃动或半⾃动的⽣产机械要求运动部件的⾏程或位置受到限制,或者在⼀定范围内⾃动往返循环⼯作,以⽅便对⼯件进⾏连续加⼯,提⾼⽣产效率。
在实际⽣产中,⼀般采⽤在运⾏路线的两头各安装⼀个⾏程开关实现位置控制,如下图所⽰:⾏程开关安装时,安装位置要准确,安装要牢固;滚轮⽅向不能装反,挡铁与撞块位置应符合控制线路的要求,并确保能可靠地与挡铁碰撞。
1、电路原理图2、电路组成电路由断路器 QS;熔断器 FU1和 FU2;热继电器 FR;按钮 SB1、SB2、SB3;交流接触器 KM1 和 KM2;⾏程开关SQ1、SQ2;电动机 M 组成。
3、技术要求按下启动按钮 SB2,电机运转,带动⼯作台左移,当运动到设计位置压动 SQ1 限位开关时,电机反转,带动⼯作台右移,当运动到设计位置压动 SQ2 限位开关时电动机正转,… … 如此往复。
按下停⽌按钮 SB1,电动机⽆论正向、反向运⾏都能停车。
4、⼯作原理(1)合上电源开关 QS,电源引⼊。
(2)左移按下 SB2→KM1 线圈得电→→KM1 动断触点先断开→使 KM2 线圈断电→接触器互锁。
→KM1 主触头后闭合→电动机 M 启动连续正转→⼯作台左移。
→KM1 动合触点后闭合→实现⾃锁。
⾄限定位置,撞块碰限位开关 SQ2 挡铁→SQ2 动断触点先断开→使 KM1 线圈断电→KM1 主触头分断,电动机 M 断电停转,⼯作台停⽌左移;KM1 动合触头分断解除⾃锁;KM1 动断触点闭合解除互锁。
(3)右移SQ2 动合触点后闭合→使 KM2线圈得电→→KM2 动断触点断开→实现互锁。
→KM2 主触头后闭合→电动机 M 启动连续反转→⼯作台右移。
→KM2 ⾃锁触点闭合→实现⾃锁。
(4)停⽌时只需按下 SB3 即可。
电机与电气控制技术教案-11实训六 工作台往返自动控制电路安装与调试
了,会产生什么情况?
3、如果启动按钮两端没有并联行程开关的常开触头会如何工作?
巩固所学知识,掌握重难点,并注意易错点。
8.布置作业/5分钟
作业:实训报告
巩固所学实训过程,完成实训报告
课后
1.通过QQ群、职教云等开展答疑。
2.协助学生进行总结,并完成实训报告。
巩固所学知识,掌握实训过程、方法及实训结果等。
1温习所学知识;
2.回答相关问题。
4.任务分
析/10分钟
利用智慧职教平台对课前布置的预习任务及简单的测试题目进行统计分析,针对薄弱环节以及重难点结合智慧职教平台进行讲解。
工作台往返自动控制电路安装与调试:
按照下图接线:
(1)合上开关Q1,接通三相交流380V电源。
(2)按SBI按钮,使电动机正转,运转约半分钟。
观看演示过程,并对不理解之处提出疑问
6.课堂训
练/25分钟
针对学生训练过程,进行答疑解惑,并引导掌握重难点知识。
利用实训设备,结合实训要求进行训练。
7.总结分析/15分钟
根据同学们实训过程情况,分析难点,并总结本节课的重点内容,并思考如下问题:1、在工作台往返实验中,SQ常闭、常开触头的功能分别是什么?
2.讨论、回答面授过程中老师提出的线上线下等问题;
3.结合实训设备,增强感性认识及实践动手能力。
过程进行耐心指导,并以一体化形式进行辅助讲解,加深学生对知识的理解,并拓展让学生学会在实际应用中懂得如何查找故障,培养分析问题、解决问题的能力。
5.演示/20分钟
利用实训设备,结合实训内容进行演示,边讲边做示范,并解答学生提出的问题。
作业布置
实训报告
六自由度液压运动平台的自动控制
编号无锡太湖学院毕业设计(论文)题目:六自由度液压运动平台的自动控制信机系机械工程及自动化专业学号:学生姓名:指导教师:(职称:副教授)(职称:)2013年5月25日无锡太湖学院本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交的毕业设计(论文)六自由度液压运动平台的自动控制是本人在导师的指导下独立进行研究所取得的成果。
有关观点、方法、数据和文献等的引用已在文中指出,并与参考文献相对应。
其内容除了在毕业设计(论文)中特别加以标注引用,表示致谢的内容外,本毕业设计(论文)不包含任何其他个人、集体已发表或撰写的成果作品。
班级:学号:作者姓名:2013 年5 月25 日无锡太湖学院信机系机械工程及自动化专业毕业设计论文任务书一、题目及专题:1、题目六自由度液压运动平台的自动控制2、专题二、课题来源及选题依据六自由度运动平台,由于有极为广阔的应用前景,六自由度运动平台是由六支油缸,上、下各六只万向铰链和上、下两个平台组成,下平台固定在基础上,借助六只油缸的伸缩运动,完成上平台在空间六个自由度(X,Y,Z,α,β,γ)的运动,从而可以模拟出各种空间运动姿态,可广泛应用到各种训练模拟器如飞行模拟器、舰艇模拟器、海军直升机起降模拟平台、坦克模拟器、汽车驾驶模拟器、火车驾驶模拟器、地震模拟器以及动感电影、娱乐设备等领域,甚至可用到空间宇宙飞船的对接,空中加油机的加油对接中。
在加工业可制成六轴联动机床、灵巧机器人等。
由于六自由度运动平台的研制,涉及机械、液压、电气、控制、计算机、传感器,空间运动数学模型、实时信号传输处理、图形显示、动态仿真等等一系列高科技领域,因而六自由度运动平台的研制变成了高等院校、研究院所在液压和控制领域水平的标志性象征。
三、本设计(论文或其他)应达到的要求:1.查阅资料,了解国内外多自由度运动平台的现状和发展趋势。
2.确定总体方案,设计六自由度运动平台的本体结构和液压伺服系统并完成相关工程图的设计。
旋转工作台的工作原理

旋转工作台的工作原理
旋转工作台的工作原理是通过电机或液压系统驱动工作台座椅或工作平台实现旋转运动。
具体步骤如下:
1. 电机或液压系统提供动力:旋转工作台的驱动系统通常由电机或液压系统提供动力。
电机会通过传动装置(如齿轮或皮带传动)使工作台旋转,液压系统则会通过液压油压力产生力矩来驱动工作台旋转。
2. 控制系统控制运动:旋转工作台的运动是通过控制系统来操作的。
控制系统可以是手动控制,也可以是自动化控制。
手动控制通常通过按钮、开关或手柄等方式来实现,而自动化控制则通过程序运行或传感器反馈信号来控制旋转速度和位置。
3. 传递动力至工作台:驱动系统通过传动装置将动力传递至工作台,使其开始旋转。
传动装置可以是直接连接,例如直接将电机轴与工作台连接,或者间接连接,例如通过齿轮传动或链条传动。
4. 工作台旋转运动:一旦动力传递到工作台,工作台开始旋转。
工作台的旋转角度和速度可以根据需求进行调整,以满足特定工作需求。
旋转工作台通常具有可调节的旋转速度和旋转方向。
5. 安全机制:旋转工作台应配备相应的安全机制,以确保操作人员的安全。
例如,可以安装防护罩、安全开关或限位开关,
以避免意外事故发生。
总的来说,旋转工作台的工作原理是通过驱动系统驱动工作台旋转,控制系统控制旋转运动,并通过传动装置将动力传递到工作台上,以达到旋转工作台的目的。
《电力拖动教材》--课题六 位置控制与自动往返控制线路
1.位置控制线路(又称行程控制或限位控制线路)图1-59 位置控制电路图图1-60 LX19系列行程开关 图1-61 行程开关的符号在图1-59所示的右下角是行车运动示意图,在行车运行路线的两头终点处各安装的一个电器SQ1和SQ2叫做行程开关,如图1-60所示是LX19系列行程开关的外形图,行程开关的符号如图1-61所示。
SQ1和SQ2的常闭触头分别串接在正转控制电路和反转控制电路中。
当安装在行车前后的挡铁1或挡铁2撞击行程开关的滚轮时,行程开关的常闭触头分断,切断控制电路,使行车自动停止。
可见,位置控制就是利用生产机械运动部件上的挡铁与行程开关碰撞,使行程开关的触头动作,来接通或断开电路,以实现对生产机械运动部件的位置或行程的自动控制。
过移动行程开关的安装位置来调节。
滚轮想一想:当行车上的挡铁撞击行程开关使其停止向前运行后,这时再按下启动按钮SB1,线路会不会接通使行车继续前行?为什么?2.行程开关行程开关又称限位开关,是一种利用生产机械某些运动部件的碰撞来发出控制指令的主令电器。
主要用于控制生产机械的运动方向、速度、行程大小或位置,是一种自动控制电器。
行程开关的作用原理与按钮相同,区别在于它不是靠手指的按压使其触头动作,而是利用生产机械运动部件的碰压使其触头动作,从而将机械信号转变为电信号,使运动机械按一定的位置或行程实现自动停止、反向运动、变速运动或自动往返运动。
(1)结构及工作原理机床中常用的行程开关有LX19和JLXK1等系列,各系列行程开关的基本结构大体相同,都是由操作机构、触头系统和外壳组成,如图1-62所示。
以某种行程开关元件为基础,装置不同的操作机构,可得到各种不同形式的行程开关,常见的有按钮式(直动式)和旋转式(滚轮式)。
JLXK1系列行程开关的外形如图1-63所示。
图1-62 JLXK1型行程开关的结构和动作原理a)按钮式 b) 单轮旋转式 c) 双轮旋转式图1-63 JLXK1系列行程开关操作机构触头系统外壳想一想:把行程开关与按钮在线路中的作用比较一下,能找出它们有哪些异同吗?JLXK1系列行程开关的动作原理如图1-62b所示。
用单片机实现旋转工作台的定位控制
20 0 7年 第 1 期
朱凤 新 , 等 : 用 单 片机 实现 旋 转 工 作 台 的 定 位控 制
・1 7・ 1
统 输 出偏 差 e的 大 小 来 实 时生 成 函 数K 、 ( ) ( )K, 、
2 3 控 制 程 序 的 编 制 .
K P ,然 后 以这 三个 函数 来代 替常 规 P D控 制 器 的 () I 系数 。 经 实验得知 , 于 比例环节来说 , 对 其主要作用 是减 小超调 , 加快速性 。要想达到快速 调节 同时又稳定 的 增 目的,在远离 稳定值时 比例 环节也就是K 的绝对值 () 必须大 , 而在稳定值 附近 时 K 的值又必 须很小 。当 () 响 应 曲线越 偏离 稳 定值 时 , ( ) 对值 就 应越 大 , K 绝 而 响应 曲线 越靠近稳定值 时 , ()则应越 小 , K 这与偏 差 e () f的变化趋势相 同 。那么有 如下公式 :
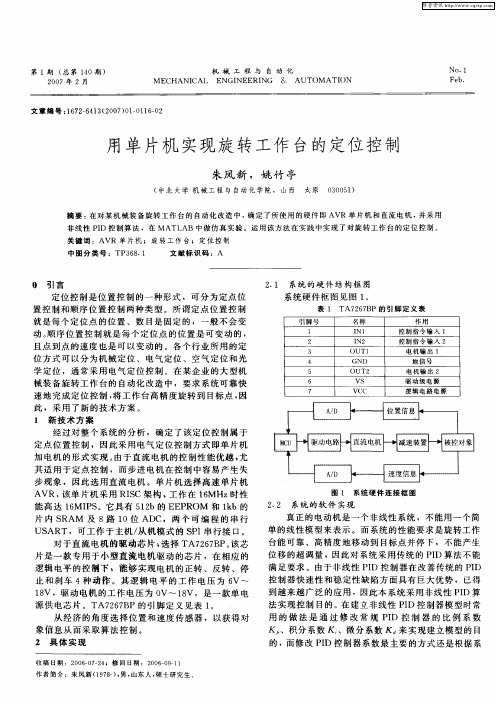
oUT 2 VS
地 信 号
电机 输 出 2 驱 动 级 电 源
7
VC C
逻 辑 电路Leabharlann 电 源 其适 用 于定点 控制 ,而 步进 电机 在控 制 中容 易产生 失 步现 象 ,因此 选用 直流 电机 。单 片机 选择 高速 单片 机 AVR, 该单 片机 采用 RIC架构 , S 工作在 1 MHz 性 6 时 能 高达 1 MI S。它 具有 5 2 6 P 1b的 E P OM 和 l b的 ER k
实验十二 C轴(旋转工作台)控制实验
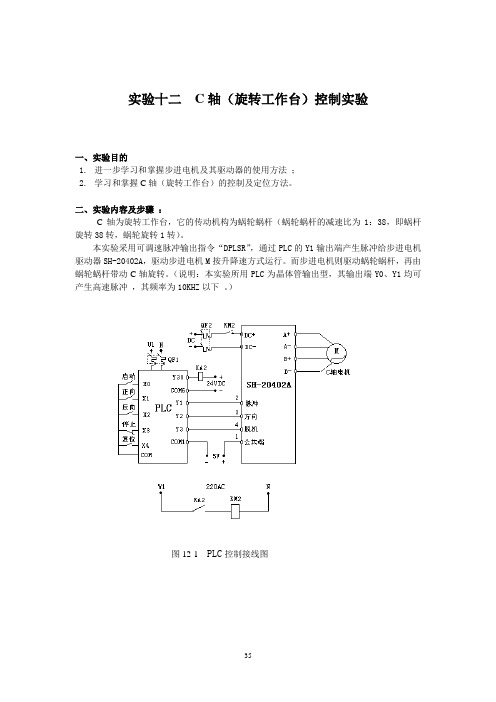
实验十二C轴(旋转工作台)控制实验一、实验目的1.进一步学习和掌握步进电机及其驱动器的使用方法;2.学习和掌握C轴(旋转工作台)的控制及定位方法。
二、实验内容及步骤:C轴为旋转工作台,它的传动机构为蜗轮蜗杆(蜗轮蜗杆的减速比为1:38,即蜗杆旋转38转,蜗轮旋转1转)。
本实验采用可调速脉冲输出指令“DPLSR”,通过PLC的Y1输出端产生脉冲给步进电机驱动器SH-20402A,驱动步进电机M按升降速方式运行。
而步进电机则驱动蜗轮蜗杆,再由蜗轮蜗杆带动C轴旋转。
(说明:本实验所用PLC为晶体管输出型,其输出端Y0、Y1均可产生高速脉冲,其频率为10KHZ以下。
)图12-1 PLC控制接线图实验步骤 :1.学生根据图12-1接线(为安全起见,步进电机M 和驱动器SH-20402A 的主控电路以及PLC 外围的继电器KA2、接触器KM2输出线路已接好);2.征得老师同意后,合上断路器QF1和QF2 ;3.输入PLC 程序(要求步进电机按升降速的方式运行,且使C 轴旋转90度),然后运行 ;4.按“启动”按钮,接触器KM2的主触头闭合,步进电机得电 ;5.按“正向”按钮或“反向”按钮,观察电动机的情况 ;6.修改PLC 程序(要求步进电机按升降速的方式运行,且使C 轴旋转360度),重复上述3、4、5步 ;7.按“停止”按钮,步进电机处于脱机状态 ;8. 按“复位”按钮,接触器KM2的主触头断开,驱动器断电;9.记录上述情况。
三.实验说明及注意事项1.为避免C 轴与Z 轴发生碰撞而损坏,应在实验之前将Z 轴移开!2.可调速脉冲输出指令“DPLSR ”可控制步进电机按升降速方式运行,其使用方法如下 :其中:S1的设定范围为:10—20000HZ ;S2的设定范围为:110—2,147,483,647PLS (因为DPLSR 为32位运算指令) ;S3的设定范围为:500ms 以下 ;D 的规定:(1).只能为Y0或Y1 ;(2).一定为晶体管输出3. 本实验步进电机45BYG250B 的步距角为1.8度 ;4. 驱动器SH-20402A 为细分驱动器,可实现1、2、4、8、16、32、64细分(其中:1时为整步,2为半步)。
六工位回转工作台设计
摘要多工位回转工作台式组合机床为广东省东莞力达公司(美国通用电气公司)专门设计制造的,用于加工电机前后端盖六工位回转工作台式组合机床。
在本机床完成上料、粗镗、钻孔、攻丝、精镗止口、下料六工序,生产节拍 20 秒钟。
该六工位回转工作台是采用了比较简单的换位斜板和转向盘来实现转位和定位,换位斜板与燕尾形导轨的滑块相连,用气缸推动,换位斜板只能沿导轨作直线运动。
换位斜板是一块多边形,在转向盘底下均匀地分布着一些圆柱定位销,其数量等于分度工位数。
当拟制活塞推动斜板向前移动时,斜板的一边推动着定位销,使转向盘回转。
转到极限位置时,压缩气体进入拟制的另一腔,使活塞杆带动斜板向后退回。
六工位回转工作是该机床的重要组成之一,它对工件的加工精度有直接的影响。
主要是它的定位精度对工件精度影响很大。
还有是否有可靠的固定,使加工时工作台能平稳。
工作台旋转的快慢,影响机床的工作效率。
冲击的大小又直接影响产生的噪音。
所以在设计过程中,即要考虑机床的工作效率,准确的工作定位,冲击又不能太大,以免产生太大噪音,影响居民的工作和休息。
关键词: 多工位; 回转工作台; 换位斜板AbstractSix-Position Rotary Table Machine Tool for the power of the company in Dongguan, Guangdong Province (GE) designed and manufactured specifically for the processing of motor cover six stations around the Rotary Table Machine Tool. In this machine to complete the material, rough boring, drilling, tapping, fine boring only the mouth, cutting six processes, production beat 20 seconds. The six-position rotary table is to use a relatively simple transposition to achieve the ramp and turn the steering wheel position and orientation, with the dovetail-shaped ramp transposition slider rail connected with the cylinder drive, transposition ramp only to a straight line along the rail. Transposition ramp is a polygon, evenly distributed under the steering wheel a number of cylindrical pins, and their number is equal to the median dividing work. When drawing up the piston moves forward to promote the ramp, the ramp side of the driving pins, turn the steering wheel. Go to the limit position, compressed gas into the fiction of the other chamber, the piston rod to drive ramp backwards return. Six-position rotary work is an important component of the machine, the precision of its parts has a direct impact. It is mainly the positioning accuracy of a great impact on the accuracy of the workpiece. There is a reliable fixed, so that processing can smooth table. Table rotation speed, affecting the efficiency of the machine. The size of the impact of a direct impact on noise. So in the design process, that is, to consider the efficiency of the machine, accurate work positioning, impact and can not be too much, to avoid too much noise, the residents work and rest.Keywords:Six-station; Rotary table; Transposition ramp目录摘要 (I)Abstract (II)第1章绪论 (1)1.1课题背景 (1)1.2各设计内容简单介绍 (2)1.2.1工作台转位和定位原理 (2)1.2.2各构件的设计 (2)1.2.3 气压系统的设计 (2)1.2.4各构件的设计 (2)1.2.5计算部分 (3)第2章总体方案设计 (4)2.1总体结构 (4)2.2 原理方案得设计 (4)2.3 轴承的选用 (6)2.4动力的选择 (6)2.5斜板的选用 (8)2.6润滑方式选择 (10)第3章计算分析 (11)3.1工作台回转运动规律分析 (11)3.2 计算工作台的转动惯量及所需动力 (11)3.3 在各阶段的受力分析 (12)3.3.1 在推进过程中 (12)3.3.2 在回退过程中 (13)3.4行程的计算 (14)第4章气压传动系统 (17)4.1明确系统要求 (17)4.2 分析系统工况 (17)4.3确定执行元件的工作压力 (18)4.3.1初选气压缸的工作压力 (18)4.3.2确定气压缸的主要参数 (18)4.3.3 计算液压缸的流量和功率 (18)4.4 拟定系统原理图 (19)结论 (21)致谢 (22)参考文献 (23)附录 (24)第1章绪论1.1课题背景本人的毕业设计题目是多工位实验台设计即回转台的设计,回转台是镗床、钻床、铣床和插床等重要附件,用于加工有分度要求的孔、槽和斜面,加工时转动工作台,则可加工圆弧面和圆弧槽等。
工位旋转工作台控制
内容摘要本课题中三工位旋转工作台是钻孔加工中在工作台三个不同工位分别同时完成上料、钻孔、卸料等工艺过程的工艺技术,这大大提高了机械加工的效率、提高了生产率。
但是新的问题接踵而至:三个工位同时动作就要要求操作工人完成上料、装夹工件、钻孔、卸工件。
这样高强度的工作工人是否能承受的了,怎样降低工人的劳动强度呢?提高自动化程度就成了我们面临的首要课题。
关键词:三工位旋转工作台;可编程控制器;提高效率;自动化目录第1章引言 (1)第2章设计方案 (2)2.1 总体方案说明 (2)2.1.1控制要求 (2)2.1.2制定控制方案 (2)2.2控制方式选择 (2)第3章P L C控制系统设计 (3)3.1 动作特性 (3)3.2 液压控制部分设计 (4)3.3 控制流程图 (5)3.4 I/O地址分配表 (6)3.5I/O接线图 (7)3.6梯形图 (7)结论 (8)设计总结 (9)谢辞 (10)附录 (11)附录 1 I/O接线图 (11)附录 2 梯形图 (12)附录3语句表 (17)参考文献 (20)第1章引言机电一体化是以电子技术特别是微电子技术为主导、多种新兴技术与机械技术交叉、融合而成的综合性高技术,是机械与电子的有机结合产物。
其目的是不断提高劳动生产率,减轻人们的体力劳动,逐步代替部分脑力劳动。
机械一体化的机械加工比传统机械加工有很大的优越性。
在本课题中,机电一体化的好处显得尤为突出。
三工位工作台旋转机床设备在机加工等自动化机床设备中得到广泛引用,通过控制工作台旋转,可以实现在加工过程中同时完成上料和卸料工作,并能实现流水作业,大大提高了工作效率,降低工人劳动强度。
若在上料和卸料工位设计合适的机械手,则可实现无人上料和卸料工作。
PLC的处理器速度和功能在不断增加,已发展成具有逻辑控制功能过程控制功能运动控制功能、数据处理功能、联网通信功能等的多功能控制器,加上它的价格低廉、操作简便、改变功能灵活易用、维护工作量小等优势,使PLC在工业生产过程自动化中获得广泛应用。
工作台自动往返循环PLC控制
后退点动
单循环/6次循环选 择开关 前进转后退的开关
SB3
S2
X3
X4
交流接触(控制前进) KM1
交流接触器(控制后 退) KM2
Y0
Y1
SQ1
X5
系统流程图
将工作台自动往返循环的控制程序输入PLC 中,通过编辑和检查,确保程序无误。 先进行模拟调试,根据输入/输出模块的指 示灯的显示,来进行程序的调试。 然后进行上机调试,跟踪工作台的动作的 情况,先自动后手动,检查各输出设备的 工作情况。 经反复的调试,修正、完善程序,直至达 到项目要求并能正常稳定的运行。
计算机
按钮
电源
开关
PLC
交流接触器
电动机
序号 名称
型号
数量
1 2
3 4 5 6 7
可编程控制器 交流接触器
按钮 双位开关 限位开关 热继电器 熔断器
8
导线
名称 点动/自动选择开关
Y S1
地址 X0
名称 后退转前进的开关
符号 SQ2
地址 X6
停止按钮
前进点动/启动按钮
SB1
SB2
X1
X2
前进限位开关
冯海洋:制作、汇报ppt
潘晓蓉(组长):查找资料,流程图 李萍:查找资料,I/O分配
1、了解项目要求 2、plc控制系统方框图 3、项目设备表 4、Plc接线图 5、I/O分配表
6、plc流程图结构
7、调试方案
工作台前进及后退由电动机通过丝杠拖动,要求实现如下控制 功能: 1)点动控制:能分别实现前进和后退的点动控制。 2)自动循环控制:单循环运行(即工作台前进及后退一次循环 后 停止在原位,碰到换向行程开关时不延时); 6次循环计数控制(即工作台前进及后退1次1个循环, 每碰到换向行程开关时停止3s后再运行, 循环6次后停止在原位,原位在SQ2处)。 点动控制和自动控制由条件跳转指令实现。自动循环控制程序 中, 采用传送指令控制工作台前进、后退、限位、停止等, 其中单循环控制与6次循环控制选择开关S2, 6次循环控制的循环次数采用加1指令和比较指令配合实现。 开关S1为点动控制和自动控制,开关S2为单循环控制与6次循环 控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.任务流程图
3.知识点链接
4.环境设备
5.电路图、I/O点分配、顺序功能图、电路组成及各元器件功能(1)电路图
(2)I/O点分配
(3)顺序功能图剖析各输入、输出信号之间的逻辑关系,绘制顺序功能图(SFC)。
(4)电路组成及各元器件功能。
(5)梯形图
必要知识讲解
所谓顺序控制,就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动、有秩序地进行操作。
顺序功能图(简称SFC)是描述控制系统的控制过程、功能和特性的一种图形,也是设计PLC的顺序控制程序的有力工具。
它主要由步、有向连线、转换、转换条件和动作组成。
(1)步顺序控制系统的一个动作周期分为若干个顺序相连的阶段,这些阶段称作步, 用编輕元件(例如位存储器M或顺序控制继电器S)来代表各步。
步根据输出量的状态变化来划分。
各步内输出量的ON/OFF状态不变,但是相邻两步至少有一个输出量发生了变化。
步的这种划分方法使代表各步的编程元件状态与各输出量状态之间有着极为简单的逻辑关系。
(2)初始步与系统的初始状态对应的步称为初始步。
初始状态一般是系统等待起动命令的相对静止的状态,用双线框表示,每一个顺序功能图至少应
进展相对应。
(3)转换条件使系统由当前步进入下一步的信号称为转换条件,转换条件可以是外部的输人信号,例如按钮、指令开关、限位开关的接通或断开等;也可以是PLP内部产生的信号,例如定时器、计数器常开触点的接通等;转换条件还可以是若干个信号的与、或、非逻辑组合。
转换条件可以用文字语言、布尔代数表达式或图形符号标注在表示转换的短线旁边,使用得最多的是布尔代数表达式。
2.顺序功能图的基本结构——单序列
如图6-6所示,单序列由一系列相继激活的步组成,每一步的后面仅有一个转换,每一个转换的后面只有一个步。
3.将单序列的顺序功能图转化为梯形图
这里以起保停控制电路为例来说明将单序列的顺序功能图转化为梯形图的方法。
根据顺序功能图设计梯形图时,可以用存储器位M来代表步。
某一步为活动步时,对应的存储器位为0N,某一转换实现时,该转换的后续步变为活动步,前级步变为不活动步。
所以设计起保停电路的关键是找出它的起动条件和停止条件。
通常,当前步作为输出时,前级步和转换条件串联构成起动条件;后续步的常闭触点作为停止条件;当前步自保持。
如图6-5所示,初始步MO.O作为当前步输出时,由有向连线可知:前级步是M0.4,转换条件是10.2,所以用M0. 4的常开触点和10. 2的常开触点串联作为起动条件之一,又因M0. 0为初始步,SM0. 1在PLC上电后要对M0. 0进行初始化,所以SM0.1的常开触点是另一个起动条件,即控
制步M0.0的起动条件应序列顺序SM0.4·I0.2+SM0.1,对应的起动电路由两条并联支路组成;M0.0的后续步是MO. 1,所以MO. 1的常闭触点作为M0. 0输出的停止条件;M0.0具有自锁功能。
设计出的梯形图如图6-7所示。
4.顺序控制程序中的输出电路由于步是根据输出变量的状态来划分的,它们之间的关系极为简单,可以按照以下方式来进行处理:
1)某一输出量仅在某一步中为ON状态,可以将它的线圈与动作所在的辅助继电器并联, 序设计时可以写成图6-8所示。
2)某一输出量在几步中都应为1状态,应将代表各相关步的辅助继电器常开触点并联后,驱动该输出量的线圈。
例如,图6-5中,MO. 1和M0. 3步的输出均为Q0. 0,则按照图6-9所示进行程序设计。
5.行程开关
行程开关又称限位开关,用于控制机械设备的行程及限位保护。
在实际生产中,将行程开关安装在预先设定的位置。
当装于生产机械
运动部件上的模块撞击行程开关时,行程开关的触点动作,实现电路的切换。
因此,行程开关是一种根据运动部件的行程位置而切换电路的电器,它的工作原理与按钮类似。
行程开关广泛用于各类机床和起重机械,用以控制其行程、进行终端限位保护。
在电梯的控制电路中,还利用行程开关来控制开关轿门的速度、自动开关门的限位,轿厢的上、下限位保护。
行程开关按其结构可分为直动式、滚轮式、微动式和组合式。
图6-lOa 所示为行程开关外形,图6-10b所示为行程开关结构与符号。
知识拓展
1顺序功能图中转换实现的基本规则
(1)转换实现的条件在顺序功能图中,步的活动状态的进展是由转换的实现来完成的。
转换实现必须同时满足两个条件:
①该转换所有的前级步都是活动步。
②相应的转换条件得到满足。
许的。
由PLC的循环扫描工作原理可以知道,PLC程序的执行结果马上就可以被后面的逻辑运算使用,所以双线圈输出问题,不仅对本身的编程元件的线圈有影响,有时通过该编程元件的触点也会影响其他元件的状态。
所以,在程序设计过程中应尽量避免双线圈输出问题。
习题
设计图所示流水线送料小车控制系统的梯形图程序。
控制要求如下:按下起动按钮SB1后,小车由SQ1处前进到SQ2处,暂停5s,再后退到SQ1处停止。
教学
反思。