项目六旋转工作台的自动控制
工作台自动往返控制电路

工作台自动往返控制电路教案纸教字第07-2表教案纸教字第07-2表教案纸教字第07-2表请同学们根据图纸画出电路接线图。
三、安装工艺要求1、根据图纸及参数合理选择元件和导线。
教案纸教字第07-2电力拖动实习课题评分表表一:文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
在中国古代,文案亦作" 文按"。
公文案卷。
《北堂书钞》卷六八引《汉杂事》:"先是公府掾多不视事,但以文案为务。
"《晋书·桓温传》:"机务不可停废,常行文按宜为限日。
" 唐戴叔伦《答崔载华》诗:"文案日成堆,愁眉拽不开。
"《资治通鉴·晋孝武帝太元十四年》:"诸曹皆得良吏以掌文按。
"《花月痕》第五一回:" 荷生觉得自己是替他掌文案。
"旧时衙门里草拟文牍、掌管档案的幕僚,其地位比一般属吏高。
《老残游记》第四回:"像你老这样抚台央出文案老爷来请进去谈谈,这面子有多大!"夏衍《秋瑾传》序幕:"将这阮财富带回衙门去,要文案给他补一份状子。
"文案音译文案英文:copywriter、copy、copywriting文案拼音:wén àn现代文案的概念:文案来源于广告行业,是"广告文案"的简称,由copy writer翻译而来。
§6-5 工作台的限位和自动往返控制电路
第六章 工作机械的基本电气控制电路
行程开关的外形和符号
第六章 工作机械的基本电气控制电路
按钮与行程开关的异同
1.按钮是通过人力使触点动作,行程开关是通过接受
运动部分的碰撞而使触点动作。
2.两者都是外力一旦消失,触点马上复位,且只用来 发出指令信号。
第六章 工作机械的基本电气控制电路
ቤተ መጻሕፍቲ ባይዱ
二、自动往返控制电路
第六章 工作机械的基本电气控制电路
§6-5 工作台的限位和自动往返控制电路
一、行程开关
又称限位开关,利用生产机械某些运动部件的 碰撞使触点动作,对电路实现接通或断开;当运动 部件一离开,其触点自动还原到原始状态。 作用:控制生产机械的运动方向、速度、行程 大小或位置,也可以对生产机械给以必要的保护。
自动往返控制电路实际演示
实验2.9 PLC控制的工作台自动往返循环控制

实验2.9 PLC 控制的工作台自动往返循环控制SQ4SQ3SQ2SQ1电动机工作台后退前进V12KM2KM1KM1KM2SB2KM2SQ1SQ2KM1SB1SQ3SQ4SB3FRU12L2L3L1QS上图为电工实训实验指导书中工作台自动往返循环控制线路。
图中SQ1、SQ2装在机床床身上,用来控制工作台的自动往返,SQ3和SQ4用来作终端保护,即限制工作台的极限位置;在工作台的梯形槽中装有挡块,当挡块碰撞行程开关后,能使工作台停止和换向,工作台就能实现往返运动。
工作台行程可通过移动挡块位置来调节,以适应加工不同的工件。
可编程控制器控制系统可代替继电器控制系统实现相同的控制任务。
其输入设备和输出设备与继电器控制系统相同,但他们是直接接到可编程控制器的输入端和输出端的。
控制程序是通过一个编程器写道可编程控制器的程序存储器中。
每个程序语句确定一个顺序,运行时依次读取存储器中的程序语句,对它们的内容进行解释并加以执行,执行结果用以接通输出设备,控制被控对象的工作。
在存储器控制系统中,控制程序的修改不需要通过改变控制系统的接线(即硬件),而只需要通过编程器改变程序存储器中某些语句的内容。
一、实验目的1、了解继电器控制系统和PLC 控制系统的不同点和相同点。
2、掌握工作台自动往返控制主回路的接线。
3、学会用可编程控制器实现工作台自动往返的编程方法。
二、实验内容QSL1L3L2(b)FX系列PLC上图(a )为PLC 控制系统主回路接线图;图(b )为本实验的PLC 主机接线图。
按钮SB1、SB2分别为正转、反转起动控制按钮,按钮SB3为急停控制按钮,SQ1、SQ2为左、右两侧的行程开关,SQ3、SQ4为左、右两侧的终端保护开关,FR 为热继电器,QS 为低压断路器。
要实现以下的工作要求,按SB1,观察并调正电动机M 为正转(模拟工作台向右移动),用手代替挡块按压SQ1,电动机先停转再反转,即可使SQ1自动复位(反转模拟工作台向左移动);用手代替接块按压SQ2再使其自动复位,则电动先停转再正转。
工作台自动往返控制线路工作原理

在当今社会,工作效率和自动化程度越来越受到重视。
其中,工作台自动往返控制线路是一种重要的自动化设备,其工作原理对于提高生产效率和减少人力成本具有重要意义。
本文将深入探讨工作台自动往返控制线路的工作原理,并就其在工业生产中的应用进行详细分析。
一、工作台自动往返控制线路的概念1.1 工作台自动往返控制线路的定义工作台自动往返控制线路是指一种能够实现自动来回移动的控制系统,其通过预设的程序和信号来实现工作台在工作区域内自动移动的功能。
1.2 工作台自动往返控制线路的组成工作台自动往返控制线路主要由控制器、传感器、执行机构等组成。
控制器负责指挥和控制整个系统的运行,传感器用于感知工作环境,执行机构则实现工作台的移动。
二、工作台自动往返控制线路的工作原理2.1 传感器感知工作环境工作台自动往返控制线路首先通过传感器对工作环境进行感知,包括检测工作区域的障碍物、测量工作区域的距离等。
2.2 控制器进行信号处理传感器采集到的信息将被传输到控制器中进行信号处理,控制器根据这些信息来决定工作台的移动方向、速度和距离。
2.3 执行机构实现工作台移动控制器发出指令后,执行机构就会根据控制信号来实现工作台的移动,包括正向运动、反向运动以及停止等。
三、工作台自动往返控制线路的应用3.1 工业生产中的应用工作台自动往返控制线路广泛应用于自动化生产线上,能够大大提高生产效率和降低人力成本,尤其在装配线、流水线等场景中表现突出。
3.2 其他领域的应用除了工业生产,工作台自动往返控制线路也被应用于仓储物流系统、医疗器械制造等领域,为智能制造和智能产业提供了有力支持。
四、个人观点和理解在我看来,工作台自动往返控制线路是一种极具实用性和前景的自动化设备,其在工业生产中的应用前景广阔。
随着科技的不断发展,工作台自动往返控制线路将会在更多领域得到应用,并为人类社会带来更多便利。
在这篇文章中,我们深入探讨了工作台自动往返控制线路的工作原理及其在工业生产中的应用。
《PLC应用技术(三菱)》课件.第四单元-顺序功能图
三、知识链接
1.经验设计法与顺序控制设计法
第三单元中各梯形图的设计方法一般称为经验设计法,经验设计法没有一套固 定的方法步骤可循,具有很大的试探性和随意性,对于不同的控制系统,没有一种 通用的容易掌握的设计方法。
顺序控制设计法是一种先进的设计方法,很容易被初学者接受,有经验的工程 师使用顺序控制设计法,也会提高设计的效率,程序调试、修改和阅读也更方便。
四、任务实施
1.将二个模拟按钮开关的常开触点分别接到PLC的X0和X1(如图4-18所示的 输入部分),并连接PLC电源。检查电路正确性,确保无误。
2.输入图4-16所示的梯形 图,进行程序调试,调试时 要注意动作顺序,运行后可 任意按下X0(或X1),监控 观察各输出(Y1~Y3、Y4、 Y5)和相关定时器(T0~T4) 的变化,检查是否完成了按 钮式人行道交通灯所要求的 功能。
图4-2 运料小车时序图
运料小车的一个工作周期分为装料、右行、卸料和左行4步,再加上等待装料 的初始步,一共有5步。各限位开关、按钮和定时器提供的信号是各步之间的转换 条件,由此画出顺序功能图如图4-3所示。
图4-3 运料 小车单周期工作 方式顺序功能图
运料小车单周期工作方 式梯形图如图4-4所示。
图4-13 按钮式人行道交通灯示意图
二、原理分析
为了用PLC控制器来实现任务,PLC需要2个输入点,5个输出点,输入输出 点分配见表4-2。
表4-2 输入输出点分配
输出继电器 Y1 Y2 Y3 Y5 Y6
作用 主干道红灯 主干道黄灯 主干道绿灯 人行道红灯 人行道绿灯
由提出的任务画出时序图,如图4-14所示。
图4-14 按钮式人行道交通灯时序图
旋转式升降台的设计

(4)自动控制。与电气、电子或气动控制相配合,对液体压力、流量和方向进行调节或控制,易于实现系统的远程操纵和自动控制。
(5)过载保护。可以方便地用压力阀来控制系统的压力,从而防止过载,避免事故的发生。
(6)元件寿命长。液压系统中使用的介质大都为矿物油,它对液压元件产生润滑作用,因而元件寿命较长。
方案(1):它的设计结构与塔吊的结构相似,采用电动机与齿轮减速器相连的方式来实现机构的提升和旋转。它的提升部分(如图1.1)由驱动装置、传动装置、制动装置和工作装置四个部件所组成。驱动装置主要采用的是交流电动机;传动装置按机构的需要,采用二级齿轮减速装置来完成转速与力矩的转换;工作装置由滚筒、滑轮组、吊钩等组成,当传动装置驱动滚筒转动时,通过钢丝绳、滑轮组转变为平台的垂直往复直线运动;制动装置可控制平台的下降速度或使其停止在空中的某一位置,不允许在重力作用下下落。回转机构的工作装置(如图1.2)为支撑回转装置上的啮合齿轮。
控制元件:对系统中油液压力、流量和流动方向进行控制或调节的装置。如溢流阀、节流阀和换向阀等。
辅助元件:保证系统正常工作所需的上述装置以外的装置。如油箱、过滤器等。
与机械传动电气相比,液压传动具有以下优点:
(1)功率质量比大。在同等功率下,液压装置的体积小,质量轻,即功率密度大。
(2)工作稳定。由于体积小、质量轻、惯性小,因而启动、制动迅速,变速、换向快速而无冲击,液压装置运动平稳。
1
旋转式升降台广泛的应用于厂房维修、工业安装、设备检修、物业管理、仓库、航空、机场、港口、车站、加油站、体育场、博物馆、展览馆等地方,结构多以剪叉式居多,升降机宽大的平台和较大的承载能力,使其在高空作业条件下具有得天独厚的优势,不但可以提高工作效率,而且能够增强高空作业的安全性。
工作台自动往返控制电路图及工作原理
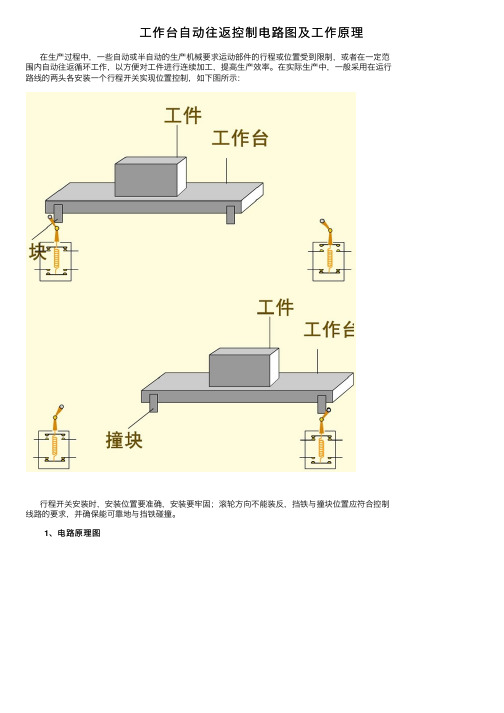
⼯作台⾃动往返控制电路图及⼯作原理在⽣产过程中,⼀些⾃动或半⾃动的⽣产机械要求运动部件的⾏程或位置受到限制,或者在⼀定范围内⾃动往返循环⼯作,以⽅便对⼯件进⾏连续加⼯,提⾼⽣产效率。
在实际⽣产中,⼀般采⽤在运⾏路线的两头各安装⼀个⾏程开关实现位置控制,如下图所⽰:⾏程开关安装时,安装位置要准确,安装要牢固;滚轮⽅向不能装反,挡铁与撞块位置应符合控制线路的要求,并确保能可靠地与挡铁碰撞。
1、电路原理图2、电路组成电路由断路器 QS;熔断器 FU1和 FU2;热继电器 FR;按钮 SB1、SB2、SB3;交流接触器 KM1 和 KM2;⾏程开关SQ1、SQ2;电动机 M 组成。
3、技术要求按下启动按钮 SB2,电机运转,带动⼯作台左移,当运动到设计位置压动 SQ1 限位开关时,电机反转,带动⼯作台右移,当运动到设计位置压动 SQ2 限位开关时电动机正转,… … 如此往复。
按下停⽌按钮 SB1,电动机⽆论正向、反向运⾏都能停车。
4、⼯作原理(1)合上电源开关 QS,电源引⼊。
(2)左移按下 SB2→KM1 线圈得电→→KM1 动断触点先断开→使 KM2 线圈断电→接触器互锁。
→KM1 主触头后闭合→电动机 M 启动连续正转→⼯作台左移。
→KM1 动合触点后闭合→实现⾃锁。
⾄限定位置,撞块碰限位开关 SQ2 挡铁→SQ2 动断触点先断开→使 KM1 线圈断电→KM1 主触头分断,电动机 M 断电停转,⼯作台停⽌左移;KM1 动合触头分断解除⾃锁;KM1 动断触点闭合解除互锁。
(3)右移SQ2 动合触点后闭合→使 KM2线圈得电→→KM2 动断触点断开→实现互锁。
→KM2 主触头后闭合→电动机 M 启动连续反转→⼯作台右移。
→KM2 ⾃锁触点闭合→实现⾃锁。
(4)停⽌时只需按下 SB3 即可。
电机与电气控制技术教案-11实训六 工作台往返自动控制电路安装与调试
了,会产生什么情况?
3、如果启动按钮两端没有并联行程开关的常开触头会如何工作?
巩固所学知识,掌握重难点,并注意易错点。
8.布置作业/5分钟
作业:实训报告
巩固所学实训过程,完成实训报告
课后
1.通过QQ群、职教云等开展答疑。
2.协助学生进行总结,并完成实训报告。
巩固所学知识,掌握实训过程、方法及实训结果等。
1温习所学知识;
2.回答相关问题。
4.任务分
析/10分钟
利用智慧职教平台对课前布置的预习任务及简单的测试题目进行统计分析,针对薄弱环节以及重难点结合智慧职教平台进行讲解。
工作台往返自动控制电路安装与调试:
按照下图接线:
(1)合上开关Q1,接通三相交流380V电源。
(2)按SBI按钮,使电动机正转,运转约半分钟。
观看演示过程,并对不理解之处提出疑问
6.课堂训
练/25分钟
针对学生训练过程,进行答疑解惑,并引导掌握重难点知识。
利用实训设备,结合实训要求进行训练。
7.总结分析/15分钟
根据同学们实训过程情况,分析难点,并总结本节课的重点内容,并思考如下问题:1、在工作台往返实验中,SQ常闭、常开触头的功能分别是什么?
2.讨论、回答面授过程中老师提出的线上线下等问题;
3.结合实训设备,增强感性认识及实践动手能力。
过程进行耐心指导,并以一体化形式进行辅助讲解,加深学生对知识的理解,并拓展让学生学会在实际应用中懂得如何查找故障,培养分析问题、解决问题的能力。
5.演示/20分钟
利用实训设备,结合实训内容进行演示,边讲边做示范,并解答学生提出的问题。
作业布置
实训报告
电力拖动教案--课题六
3教学内容教师活动学生活动41、行程开关的结构与分类(1)结构:主要由由操作机构、触头系统和外壳组成装置不同的操作机构,可得到各种不同形式的行程开关,常见的有按钮式(直动式)和旋转式(滚轮式)。
行程开关的触头类型有一常开一常闭、一常开二常闭、二常开一常闭、二常开二常闭等形式。
(2)分类:动作方式可分为瞬动、蠕动和交叉从动式三种。
动作后的复位方式有自动复位和非自动复位两种。
(3)符号:2、行程开关的工作原理当运动部件的挡铁碰压行程开关的滚轮1时,杠杆2连同转轴3一起转动,使凸轮7推动撞块5。
当撞块被压到一定位置时,推动微动开关6快速动作,使其常闭触头断开,常开触头闭合。
二、行程开关的型号含义及选用1、型号含义2、L X 19 □—□□□J L X K 1 —□□□□2、选用6教学内容教师活动学生活动7三、行程开关的安装与使用1、行程开关安装时,其位置要准确,安装要牢固;滚轮的方向不能装反,挡铁与其碰撞的位置应符合控制线路的要求,并确保能可靠地与挡铁碰撞。
2、行程开关在使用中,要定期检查和保养,除去油垢及粉尘,清理触头,经常检查其动作是否灵活、可靠,及时排除故障,防止因行程开关触头接触不良或接线松脱产生误动作,从而导致设备和人身安全事故。
四、行程开关的常见故障及处理方法[导入新课]在行车运行路线的两头终点处各安装的一个电器SQ1和SQ2叫做行程开关。
SQ1和SQ2的常闭触头分别串接在正转控制电路和反转控制电路中。
当安装在行车前后的挡铁1或挡铁2撞击行程开关的滚轮时,行程开关的常闭触头分断,切断控制电路,使行车自动停止。
[讲授新课]任务二学习位置控制线路位置控制就是利用生产机械运动部件上的挡铁与行程开关碰撞,使行程开关的触头动作,来接通或断开电路,以实现对生产机械运动部件的位置或行程的自动控制。
一、位置控制线路位置控制又称行程控制或限位控制线路。
9教学内容教师活动学生活动1、主电路2、控制电路想一想:如图所示是工厂车间里的行车常采用的位置控制电路图,与接触器联锁的正反转控制电路图认真比较一下,两者有什么不同?你能教学内容教师活动学生活动11二、位置控制线路的工作原理行车的行程和位置可通过移动行程开关的安装位置来调节。
机床回转工作台及控制设计

题目组合机床回转工作台结构及控制系统设计院系机械工程学院专业机械设计制造及其自动化学号学生姓名指导教师起讫日期设计地点组合机床回转工作台结构及控制系统设计完成日期:指导教师签字:答辩小组成员签字:摘要目前,制造业所呈现给顾客的是一种不可预测的竞争,这主要表现在顾客需求量不断上升,还有就是世界的快速变化。
当然,不可否认的是竞争变得越来越激烈了。
组合机床完全可以被代表。
尽管如此,世界在发展,组合机床行业在发展,这就必然要求组合机床的发展。
换句话说,要想产品能够保证高质量,与其相对应的被使用的组合机床就必须淘汰传统模式的组合机床而朝向高精度,周期少等方向发展。
所以柔性以及加工精度与可靠性的提高被认为是组合机床装备基本的发展目标。
具体的体现在组合机床必须要用数控技术来进行控制,其主要原因是为了减少劳动力。
事实上,组合机床及其自动线的定义可以被认为是一种在机械与电气之间组合的在自动化方面比较高的工具和一种高质量的技术。
有时候也会加工一些大中型的箱体,对一些孔进行相对应的加工,也会加工一些螺纹和平面等。
技术在发展,现在主轴箱的更换还有刀具的更换,对夹具进行编码被广泛的用于主轴箱。
当然,还会用数字进行控制或者可编程序控制器等工具,其主要目的是要使其在驱动系统甚至循环控制方面能随意的变化。
不仅如此,还要求在加工过程中能够随时可变可调,使其具有灵活性。
关键字:组合机床,回转,工作台,系统,PLC,自动控制ABSTRACTAt present,manufacturing industry presents to the customer is an unpredictable competitive, which is mainly manifested in the rise and rapid change of customer demand, is the world. Of course, it is undeniable that the competition is becoming increasingly fierce. Combination machine tool can be represented. In other words, to be able to guarantee high quality, combination machine tools to be used and the corresponding must combination machine out of the traditional mode and towards high precision, less cycle development. A specific embodiment must use digital technology to control the machine tool, the main reason is to reduce labor.In fact, the definition of combination machine tools and automatic line can be considered as a combination between mechanical and electrical automation is high and a high quality technology. Sometimes the processing of large and medium-sized box, the corresponding processing for some hole, can also process some thread and plane etc.. The development of technology, now the spindle box replacement and replacement of cutters, the fixture coding is widely used in the spindle box.Not only that, but also requires the ability to keep a variable adjustable during processing, make its have flexibility.Key Words: combination machine, rotary, working platform, system, PLC, automatic control目录1 概述 (1)1.1 组合机床概述 (1)1.2 回转工作台概述 (2)1.3 回转工作台方案设计 (3)2回转工作台的结构设计 (6)2.1确定传动方案 (6)2.2 齿轮传动设计 (8)2.3 电液脉冲马达的选择 (9)2.4 蜗轮蜗杆设计 (11)2.5 轴的设计 (12)3 PLC控制系统设计 (18)3.1PLC概述 (18)3.2 设计条件 (21)3.3 设计的原理以及步骤 (22)3.4 PLC控制的设计过程 (24)总结 (28)致谢 (29)参考文献 (30)1 概述1.1 组合机床概述在机械制造行业,组合机床设备被广泛的使用,当然,有时候还使用其他的工艺装备。
《电力拖动教材》--课题六 位置控制与自动往返控制线路
1.位置控制线路(又称行程控制或限位控制线路)图1-59 位置控制电路图图1-60 LX19系列行程开关 图1-61 行程开关的符号在图1-59所示的右下角是行车运动示意图,在行车运行路线的两头终点处各安装的一个电器SQ1和SQ2叫做行程开关,如图1-60所示是LX19系列行程开关的外形图,行程开关的符号如图1-61所示。
SQ1和SQ2的常闭触头分别串接在正转控制电路和反转控制电路中。
当安装在行车前后的挡铁1或挡铁2撞击行程开关的滚轮时,行程开关的常闭触头分断,切断控制电路,使行车自动停止。
可见,位置控制就是利用生产机械运动部件上的挡铁与行程开关碰撞,使行程开关的触头动作,来接通或断开电路,以实现对生产机械运动部件的位置或行程的自动控制。
过移动行程开关的安装位置来调节。
滚轮想一想:当行车上的挡铁撞击行程开关使其停止向前运行后,这时再按下启动按钮SB1,线路会不会接通使行车继续前行?为什么?2.行程开关行程开关又称限位开关,是一种利用生产机械某些运动部件的碰撞来发出控制指令的主令电器。
主要用于控制生产机械的运动方向、速度、行程大小或位置,是一种自动控制电器。
行程开关的作用原理与按钮相同,区别在于它不是靠手指的按压使其触头动作,而是利用生产机械运动部件的碰压使其触头动作,从而将机械信号转变为电信号,使运动机械按一定的位置或行程实现自动停止、反向运动、变速运动或自动往返运动。
(1)结构及工作原理机床中常用的行程开关有LX19和JLXK1等系列,各系列行程开关的基本结构大体相同,都是由操作机构、触头系统和外壳组成,如图1-62所示。
以某种行程开关元件为基础,装置不同的操作机构,可得到各种不同形式的行程开关,常见的有按钮式(直动式)和旋转式(滚轮式)。
JLXK1系列行程开关的外形如图1-63所示。
图1-62 JLXK1型行程开关的结构和动作原理a)按钮式 b) 单轮旋转式 c) 双轮旋转式图1-63 JLXK1系列行程开关操作机构触头系统外壳想一想:把行程开关与按钮在线路中的作用比较一下,能找出它们有哪些异同吗?JLXK1系列行程开关的动作原理如图1-62b所示。
工作台自动往返控制

电气0711 韩春龙 莱震
工作要求
(1)工作过程: 按下启动按钮SB1,工作台如果不在最左端,则应向左后退先返回最左端,碰到左端 限
位开关后,自动向右前进;如果工作台已经在最左端,则工作台直接向右前进。向右 碰到右
端限位开关后,工作台向左后退,直至碰到左端限位开关后,工作台继续向右前 进……如此 循环往复。 (2)停止过程: 任何时候,按下停止按钮 SB2,工作台立即停止。 (3)报警及保护 在系统中有急停保护和电动机过载保护。系统启动后,任何时候按下急停按钮,则电 动 机立即停止运转,同时报警指示灯以 1赫兹(50%占空比)的频率闪烁。 为了防止工作台限位开关损坏,在左右两端两个限位开关外部设立了两个极限限位保 护
开关。如果工作台碰到两个极限限位保护开关中的任意一个,则电动机立即停止转动, 同时 报警指示灯以2 赫兹(50%占空比)的频率闪烁。
输入信号 启动开关
左限位 右限位 停止按钮 急停按钮 左极限 右极限
I\O分配表
输入地址分配 I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6输出Βιβλιοθήκη 号 向左运行 向右运行 报警指示灯
输出地址分配 Q0.0 Q0.1 Q0.5
硬件接线图
6.实验六 工作台自动往返循环控制实验
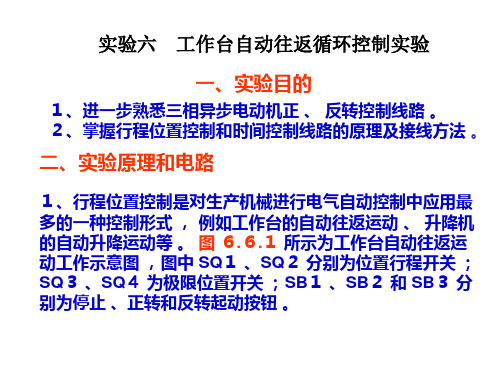
四、实验器材
1、 机床电气控制实验台 一台 2、电动机往返工作台 一台 3、 连接导线 若干
五、实验报告要求
1、按照一定的格式书写实验报告 。 2、回答下列问题 : ① 采用行程控制和时间控制各有什么特点和效果 ? ② 画出实际工作台自动往返循环控制线路图
3、实际工作台自动往返循环控制 ① 按图 6.6.4 所示控制线路接线 , 主回路同上 ,认真接 线并检查 , 确保接线正确 。 ② 将时间继电器 KT1 、KT2 分别整定为 2 s 左右 。 ③ 按下 SB2(或 SB3) , 起动电动机 , 工作台运动 , 当碰上行程开关 SQ2(或 SQ1)后断开其控 制电路 , 并接通延时电路 , 延时 2 s 后 , 自动接通逆向 起动电路 。 ④ 按下停止按钮 , 电动机停转 , 工作台停止
其工作过程如下 :当按下 SB2 后 ,三相异步电动机 正转带动工作台向前运动 , 当工作台碰到位置开关 SQ2 后 ,自动切断正向运动的控制电路 ,并自动接通返回控制 电路 , 电动机反向转动 , 并带动滑块向后运动 ;当工作 台碰到位置开关 SQ1 后 ,又自动切断返回运动的控制电 路 , 并再一次接通工作台正向运动的控制电路 , 以此循环 往复 。 SB3 按钮为反向起动按钮 , 工作原理同上 。
三、实验内容Байду номын сангаас步骤
1、行程开关控制工作台自动往返循环控制 ① 按图 6.6.2 所示行程位置开关控制线路接线 , 经 检查确认无误后 , 方可接通电源 。 ② 按下 SB2(或 SB3) , 起动电动机 ,观察行程 开关控制工作台自动往返循环控制(若无模型 ,可手 动操作行程开关 , 观察电动机的正 、 反转 , 但要注 意不要同时触动两个行程开关) 。 ③ 按下 SB1 , 电动机停机
5.项目五 工作台自动往返PLC控制系统

总结
输入I: I0.0-15.7 输出Q: Q0.0-Q15.7 位存储器M: SM0.0-31.7 特殊存储器SM: SM0.0-SM179.7 定时器T:T0-T255:接通延时:100ms:T37- T63 计数器:C0-C255 顺序控制:S0.0-31.7 累加器:AC0-C3
(五)S7-200系列PLC常用基本逻辑指令
序的编辑,上传、下载程序及运行、监控程序 能使用S7-200基本逻辑指令完成工作台自动往返PLC的软硬件设 计和系统安装调试 能使用S7-200基本逻辑指令完成异步电动机的Y—△降压启动、 自动门等其他PLC控制系统的软硬件设计和安装调试
一、项目导入
案例:工作台自动往返PLC控制
硬件设计
软件设计:梯形图
字(16位)
+1.175495E−38 ~ −2147483648 ~ +2147483647 ( 十 进 制 )+3.402823E+38 ( 正 数) 双 字 ( 32 位 ) − 1.175495E−38 ~ 0~FFFFFFFF(十 80000000 ~ 7FFFFFFF − 3.402823E+38 ( 负 六进制) (十六进制) 数)(十进制)
2.S7-200系列PLC的内部元器件简介
SM 0.0:运行监控,当PLC运行,SM0.0接通 SM 0.1:初始化脉冲:PLC运行开始发一单脉冲 SM 0.2:当RAM中保存的数据丢失时,SM 0.2 ON一个扫 描周期 SM 0.3:PLC上电进入RON状态时,SM 0.3 ON一个扫描周 期 SM 0.4分脉冲:占空比为50%,周期1 min的脉冲串 SM 0.5秒脉冲:占空比为50%,周期1 s的脉冲串
5.并联电路块的串联指令ALD (And Load)
工作台自动往返循环PLC控制
后退点动
单循环/6次循环选 择开关 前进转后退的开关
SB3
S2
X3
X4
交流接触(控制前进) KM1
交流接触器(控制后 退) KM2
Y0
Y1
SQ1
X5
系统流程图
将工作台自动往返循环的控制程序输入PLC 中,通过编辑和检查,确保程序无误。 先进行模拟调试,根据输入/输出模块的指 示灯的显示,来进行程序的调试。 然后进行上机调试,跟踪工作台的动作的 情况,先自动后手动,检查各输出设备的 工作情况。 经反复的调试,修正、完善程序,直至达 到项目要求并能正常稳定的运行。
计算机
按钮
电源
开关
PLC
交流接触器
电动机
序号 名称
型号
数量
1 2
3 4 5 6 7
可编程控制器 交流接触器
按钮 双位开关 限位开关 热继电器 熔断器
8
导线
名称 点动/自动选择开关
Y S1
地址 X0
名称 后退转前进的开关
符号 SQ2
地址 X6
停止按钮
前进点动/启动按钮
SB1
SB2
X1
X2
前进限位开关
冯海洋:制作、汇报ppt
潘晓蓉(组长):查找资料,流程图 李萍:查找资料,I/O分配
1、了解项目要求 2、plc控制系统方框图 3、项目设备表 4、Plc接线图 5、I/O分配表
6、plc流程图结构
7、调试方案
工作台前进及后退由电动机通过丝杠拖动,要求实现如下控制 功能: 1)点动控制:能分别实现前进和后退的点动控制。 2)自动循环控制:单循环运行(即工作台前进及后退一次循环 后 停止在原位,碰到换向行程开关时不延时); 6次循环计数控制(即工作台前进及后退1次1个循环, 每碰到换向行程开关时停止3s后再运行, 循环6次后停止在原位,原位在SQ2处)。 点动控制和自动控制由条件跳转指令实现。自动循环控制程序 中, 采用传送指令控制工作台前进、后退、限位、停止等, 其中单循环控制与6次循环控制选择开关S2, 6次循环控制的循环次数采用加1指令和比较指令配合实现。 开关S1为点动控制和自动控制,开关S2为单循环控制与6次循环 控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目六旋转工作台的自动
控制
-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
项目分析
1.项目要求
1)旋转工作台的凸轮在SQ1位置,电动机不运行。
2)当按下起动按钮SB1时,电动机M通电转动,同时驱动工作台沿顺时针旋转。
3)当凸轮转到SQ2限位传感器所在位置时,暂停5s(T37),定时时间到继续正转。
4)当凸轮转到SQ3限位传感器所在位置时,驱动工作台的电动机停止旋转,同时立即反转,即驱动工作台逆时针旋转。
5)当凸轮回到SQ1限位传感器所在位置时工作台停止转动,回到初始位置。
6)工作过程中,若按下停止按钮SB2,工作台不会立即停止,而是在完成当前工作周期回到初始位置停止。
2.任务流程图
3.知识点链接
4.环境设备
5.电路图、I/O点分配、顺序功能图、电路组成及各元器件功能
(1)电路图
(2)I/O点分配
(3)顺序功能图剖析各输入、输出信号之间的逻辑关系,绘制顺序功能图(SFC)。
(4)电路组成及各元器件功能。
(5)梯形图
必要知识讲解
所谓顺序控制,就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动、有秩序地进行操作。
顺序功能图(简称SFC)是描述控制系统的控制过程、功能和特性的一种图形,也是设计PLC的顺序控制程序的有力工具。
它主要由步、有向连线、转换、转换条件和动作组成。
(1)步顺序控制系统的一个动作周期分为若干个顺序相连的阶段,这些阶段称作步, 用编輕元件(例如位存储器M或顺序控制继电器S)来代表各步。
步根据输出量的状态变化来划分。
各步内输出量的ON/OFF状态不变,但是相邻两步至少有一个输出量发生了变化。
步的这种划分方法使代表各步的编程元件状态与各输出量状态之间有着极为简单的逻辑关系。
转换条件可以用文字语言、布尔代数表达式或图形符号标注在表示转换的短线旁边,使用得最多的是布尔代数表达式。
2.顺序功能图的基本结构——单序列
如图6-6所示,单序列由一系列相继激活的步组成,每一步的后面仅有一个转换,每一个转换的后面只有一个步。
3.将单序列的顺序功能图转化为梯形图
这里以起保停控制电路为例来说明将单序列的顺序功能图转化为梯形图的方法。
根据顺序功能图设计梯形图时,可以用存储器位M来代表步。
某一步为活动步时,对应的存储器位为0N,某一转换实现时,该转换的后续步变为活动步,前级步变为不活动步。
所以设计起保停电路的关键是找出它的起动条件和停止条件。
通常,当前步作为输出时,前级步和转换条件串联构成起动条件;后续步的常闭触点作为停止条件;当前步自保持。
如图6-5所示,初始步MO.O作为当前步输出时,由有向连线可知:前级步是M0.4,转换条件是10.2,所以用M0. 4的常开触点和10. 2的常开触点串联作为起动条件之一,又因M0. 0为初始步,SM0. 1在PLC上电后要对M0. 0进行初始化,所以SM0.1的常开触点是另一个起动条件,即控制步M0.0的起动条件应序列顺序 SM0.4·I0.2+SM0.1,对应的起动电路由两条并联支路组成;M0.0的后续步是MO. 1,所以MO. 1的常闭触点作为M0. 0输出的停止条件;M0.0具有自锁功能。
设计出的梯形图如图6-7所示。
4.顺序控制程序中的输出电路由于步是根据输出变量的状态来划分的,它们之间的关系极为简单,可以按照以下方式来进行处理:
1)某一输出量仅在某一步中为ON状态,可以将它的线圈与动作所在
的辅助继电器并联, 序设计时可以写成图6-8所示。
2)某一输出量在几步中都应为1状态,应将代表各相关步的辅助继电器常开触点并联后,驱动该输出量的线圈。
例如,图6-5中,MO. 1和M0. 3步的输出均为Q0. 0,则按照图6-9所示进行程序设计。
5.行程开关
行程开关又称限位开关,用于控制机械设备的行程及限位保护。
在实际生产中,将行程开关安装在预先设定的位置。
当装于生产机械运动部件上的模块撞击行程开关时,行程开关的触点动作,实现电路的切换。
因此,行程开关是一种根据运动部件的行程位置而切换电路的电器,它的工作原理与按钮类似。
行程开关广泛用于各类机床和起重机械,用以控制其行程、进行终端限位保护。
在电梯的控制电路中,还利用行程开关来控制开关轿门的速度、自动开关门的限位,轿厢的上、下限位保护。
行程开关按其结构可分为直动式、滚轮式、微动式和组合式。
图6-lOa所示为行程开关外形,图6-10b所示为行程开关结构与符号。
那么即使同一元件的线圈在程序中出现两次或多次,这种“双线圈”也是允许的。
由PLC的循环扫描工作原理可以知道,PLC程序的执行结果马上就可以被后面的逻辑运算使用,所以双线圈输出问题,不仅对本身的编程元件的线圈有影响,有时通过该编程元件的触点也会影响其他元件的状态。
所以,在程序设计过程中应尽量避免双线圈输出问题。
习题
设计图所示流水线送料小车控制系统的梯形图程序。
控制要求如下:按下起动按钮SB1后,小车由SQ1处前进到SQ2处,暂停5s,再后退到SQ1处停止。
教学
反思。