汽车用烘烤硬化板及深冲板成形性能分析
采用烘烤硬化钢板BH钢改善汽车车身外表零件的抗凹陷性能.

2000年第4期宝钢技术1综述采用烘烤硬化钢板(BH钢)改善汽车车身外表零件的抗凹陷性能姚贵升(长春第一汽车厂)摘要为了减轻汽车自重,节约能耗,国外广泛采用高强度钢板,并研究了采用BH钢板后对车身外表零件抗凹陷性能的影响。
结果表明:BH钢冲成零件油漆烘干后的屈服强度显著提高,如果零件使用钢板的厚度不变,可以明显地提高其抗凹陷性能;如果减薄钢板厚度(减轻车重)可以保持其抗凹陷性能达到原用钢板的水平,。
关键词车身外板BH钢抗凹陷性能thePanelBHSteelSheetYaoGuisheng(FirstAutomobileWorksChangchun)ABSTRACT Highstrengthsteelsheethasbeenincreasinglyusedabroadinordertoreducethedeadloadofaut omobilesandsaveenergy.ThestudyontheeffectofBHsteelsheetonthedent2resistanceofauto bodypanelindicatedthattheyieldstrengthofBHsteelpartisincreasedafterstampingandpaintb akingandthedent2resistanceimprovedsignificantlywiththethicknessofthesheetunchanged, andthatthedent2resistanceoftheexistingsheetcouldbemaintainedandtherequirementsofuse reachedifthegaugeofsheetreduced(carweightreduced).KeyWords Autobodypanel BHsteel Dent2resistance1前言据资料介绍,汽车自重每降低1%,燃油消耗可下降016%~110%[2]。
新型汽车用AI-Mg-Si系铝合金烘烤硬化性能研究

新型汽车用AI-Mg-Si系铝合金烘烤硬化性能研究
王安东;盈亮;申国哲;常颖;孟召焕;胡平
【期刊名称】《汽车工艺与材料》
【年(卷),期】2011(000)005
【摘要】研究了某新型铝合金的烘烤硬化性能及断裂韧性,在不同人工时效制度下铝合金力学性能测定的基础上,进行了Kahn撕裂试验及扫描电镜断口形貌观察.结果表明,对该型号铝材经过170~185℃、30 min人工时效处理后,各项性能优良,具有非常明显的时效强化性能及较强的断裂韧性.过度提高人工时效温度虽然有利于提高该铝合金的BH值,但是不利于改善其断裂韧性.
【总页数】5页(P67-70,73)
【作者】王安东;盈亮;申国哲;常颖;孟召焕;胡平
【作者单位】大连理工大学汽车工程学院;大连理工大学汽车工程学院;大连理工大学汽车工程学院;大连理工大学汽车工程学院;大连理工大学汽车工程学院;大连理工大学汽车工程学院
【正文语种】中文
【中图分类】U465.22
【相关文献】
1.汽车用BH340钢烘烤硬化性能的教学实验研究 [J], 刘娟;鄂大辛;陈吉生
2.汽车用烘烤硬化板BH340及深冲板St15成形性能分析 [J], 佘彩凤;鄂大辛;林芳
3.汽车用烘烤硬化钢板拉伸性能的温度敏感性 [J], 刁可山;陈新平;王文平;蒋浩民;万敏;吴向东
4.散热器用AI-Mg-Si系6101铝合金材料性能优化研究 [J], 彭小兰;王红成
5.动态降温预时效对6016铝合金烘烤硬化性能的影响 [J], 徐燕萍;任月路;黎凤;韦雄升;陆二聚
因版权原因,仅展示原文概要,查看原文内容请购买。
烘烤条件对超低碳烘烤硬化钢BH值的影响
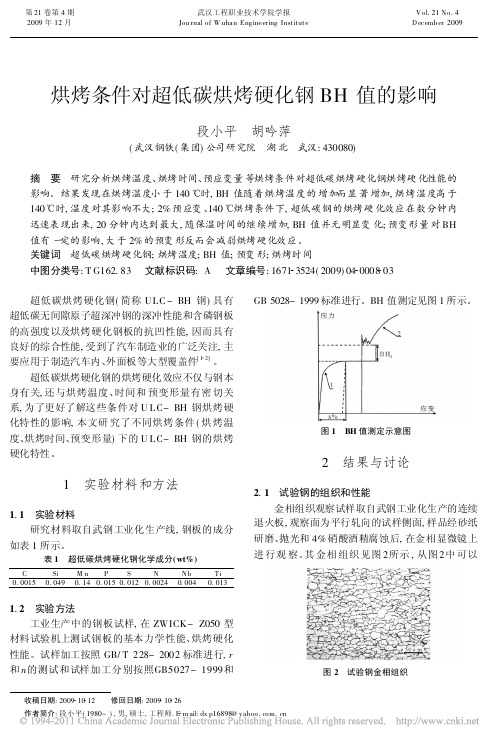
第21卷第4期2009年12月武汉工程职业技术学院学报Jou rnal of W uhan Engineering InstituteVol.21No.4Decemb er2009烘烤条件对超低碳烘烤硬化钢BH值的影响段小平 胡吟萍(武汉钢铁(集团)公司研究院 湖北 武汉:430080)摘 要 研究分析烘烤温度、烘烤时间、预应变量等烘烤条件对超低碳烘烤硬化钢烘烤硬化性能的影响。
结果发现在烘烤温度小于140 时,BH值随着烘烤温度的增加而显著增加,烘烤温度高于140 时,温度对其影响不大;2%预应变、140 烘烤条件下,超低碳钢的烘烤硬化效应在数分钟内迅速表现出来,20分钟内达到最大,随保温时间的继续增加,BH值并无明显变化;预变形量对BH 值有一定的影响,大于2%的预变形反而会减弱烘烤硬化效应。
关键词 超低碳烘烤硬化钢;烘烤温度;BH值;预变形;烘烤时间中图分类号:T G162.83 文献标识码:A 文章编号:1671 3524(2009)04 0008 03超低碳烘烤硬化钢(简称ULC-BH钢)具有超低碳无间隙原子超深冲钢的深冲性能和含磷钢板的高强度以及烘烤硬化钢板的抗凹性能,因而具有良好的综合性能,受到了汽车制造业的广泛关注,主要应用于制造汽车内、外面板等大型覆盖件[1 2]。
超低碳烘烤硬化钢的烘烤硬化效应不仅与钢本身有关,还与烘烤温度、时间和预变形量有密切关系,为了更好了解这些条件对U LC-BH钢烘烤硬化特性的影响,本文研究了不同烘烤条件(烘烤温度、烘烤时间、预变形量)下的U LC-BH钢的烘烤硬化特性。
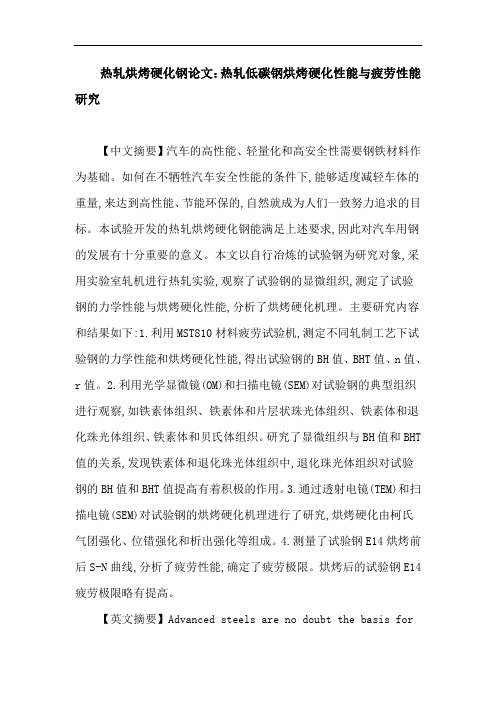
1 实验材料和方法1.1 实验材料研究材料取自武钢工业化生产线,钢板的成分如表1所示。
表1 超低碳烘烤硬化钢化学成分(wt%)C Si M n P S N Nb Ti0.00150.0490.140.0150.0120.00240.0040.0131.2 实验方法工业生产中的钢板试样,在ZWICK-Z050型材料试验机上测试钢板的基本力学性能、烘烤硬化性能。
板材成型性能及质量控制
2.2.1 弯曲变形的过程和特点
2.2.1 弯曲变形的过程和特点
2.2.2 弯曲变形时的应力、应变状态 分析
2.2.3弯曲成型的主要问题分析
• 1弯曲裂纹与最小相对弯曲半径
2.2.3弯曲成型的主要问题分析
影响最小相对弯曲半径的因素 1 材料的力学性能。 2 弯曲带中心角φ。 3 板料的热处理状态。 4 板料的边缘及表面状况。 5板料的弯曲方向。
1.4 超低碳深冲钢-IF钢发展及其特点
• IF钢的基本特征 • IF钢具有优异的冲压成形性能特别是深冲性
能(r>1.6,n>0.23)和非时效性(AI=0), 而且强度低、塑性好,广泛用于汽车上一 些形状复杂的难冲件的成形. • IF钢的性能特征取决于它的组织结构特征, 即大多数的粗大、等轴的和无间隙原子的 铁素体晶粒沿[lll]取向排列和较粗大的二相 粒子在铁素体中稀疏分布。
• 深冲薄钢板按脱氧方式分为:沸腾钢、镇 静钢和半镇静钢;
• 按钢种与合金成分分为;低碳钢、低合金 高强度钢、加磷钢、超低碳无间隙原子钢 (1F钢)等;
1.2 深冲薄钢板分类
• 按强度级别分为;普通强度级和高强度级; • 按冲压级别分为:商用级(CQ)、普通冲压级(DQ)、
深冲压级(DDQ)和超深冲压级(EDDQ),图2-29表 示各种级别钢板的n值、r值性能范围;图2-30表 示各种级别钢板的伸长率δ和r值性能范围。 • 按冲压件的复杂程度分为:P级(普通拉延),s级 (深拉延),z级(最深拉延),F级(复杂冲压),HF级 (很复杂冲压)和ZF级(最复杂冲压)。
2.1.2 n值
• 根据均匀塑性变形范围内真实应力——真 实应变指数式的对数式,运用最小二乘法 计算应变硬化指数n
• 伸长类 σ=ken lnσ=lnk+nlne Y=Kx+B
汽车板的成形性及冲压成形技术

2、影响板材冲压成形 性能因素
钢中碳含量与r值、延伸率的关系:
低氮控制是保证低碳钢成形性和焊接性能的重要措施
氮含量对碳钢平均 塑性应变比的影响
冲击韧性转变温度随焊接 金属氮含量的变化
低碳冲压铝镇静钢采用成分控制:
• • • • • • • 碳(C):<0.05% (0.03~0.04%) 氮(N):<0.005% 硅(Si):0.015 ~0.025% 锰(Mn):0.15~0.25% 铝(Als):0.03~0.05% 硫(S): <0.015% 磷(P):<0.015%
日本 丰 三 田 菱 合金化镀锌GA45/45 两面合金化镀锌GA45/45 同外板 两面热镀锌70/70 两面热镀锌65/65 45 30 45
罩式退火(BA) 连续退火(CA) 低(*) 低(*) 低(* * ) 低(* *)
Al (* * *)
(* * *) (#) >Ar3 (* *) 约70% 20~50 约720 ℃
(#)
低(*) (#) >Ar3 (* *) 约85% 5~20K 约850 ℃
Ti/Nb (* * *)
低(*) (* *) >Ar3或< Ar1 (* *) 高(*) 约90% (#) 约900 ℃
拉伸强度 780MPa 980MPa 化 学 成 分 mass% 机械特性值
C
Si
Mn
P
S
Ti
σs MPa σb MPa δ%
620 750 850 1050 1250 1420 18 15 10 8
0.06 0.70 2.4 ≦0.015 ≦0.015 0.14 0.50 2.4 ≦0.015 ≦0.015
冷轧高强度钢板的强化机制及钢板特性
冷轧深冲板成形极限的试验研究
冷轧深冲板成形极限的试验研究冷轧深冲板成形极限的试验研究,说起来其实也没那么复杂,不过得从头说起,咱们这冷轧深冲板,通俗点说,就是那种我们生活中看见的金属板材。
它广泛应用于汽车制造、家电、电子产品等等。
说到这金属板,大家可能都会有点儿印象吧。
冷轧板,顾名思义,就是在室温下通过一系列压制成型的金属板,表面光滑,强度还不低,反正就是既有韧性又结实,特别适合用来做一些要求高的零部件。
你想,像汽车外壳,车身结构件啥的,要是用不合适的材料,容易变形,还能出大问题。
但大家也都知道,金属成型可不是轻松的事,特别是像我们这些冷轧深冲板,成形极限的问题,那可是大有讲究的。
什么意思呢?就说你这板子在成型的过程中,一定有个“极限”。
超过这个极限,它就不听使唤了,或者开裂,或者变形,甚至是直接报废。
这就跟人类一样,你累到一定程度,也不可能继续干下去了,累坏了嘛,板子也是一样。
所以,大家的任务,就是要知道这个“极限”在哪儿,找到它的底线。
要不然成型一堆东西,最后把金属弄得一团糟,这就太亏了。
话说回来,要知道这些极限,最直接的办法就是做试验。
先把这些冷轧深冲板拿到实验室里,接着一顿测量,一顿折腾,然后看它究竟能成型到什么程度。
怎么测?简单来说,给这板子“压”一压,看看它会不会出事。
这个过程其实挺有意思的,就像在测一个人的耐力,过了这个“极限”,它就不行了。
这里头可有很多技术活,你得选好材料。
这个冷轧板,它的成分配比、表面处理、厚度、硬度等等,这些都得考虑进去。
比如,如果它硬度过高,你想让它弯曲,几乎是不可能的;如果表面太光滑,容易滑动,也不一定好成型。
所以,所有的细节都得捯饬好,不然试验就可能失败。
然后,试验可不只是简单地压一压,还得用科学的方法,逐步增加压力,实时监控变化,看看它在各种压力下的表现。
我们常常会用一种叫做“深冲试验”的方法,顾名思义,这就是把板子“深深”地冲压进模具里,看看它能耐多少。
你以为这玩意儿就像咱们做菜?放个调料就能成型?那可不行,光是对压力的控制就让人头大。
汽车用烘烤硬化钢板拉伸性能的温度敏感性

汽车用烘烤硬化钢板拉伸性能的温度敏感性刁可山;陈新平;王文平;蒋浩民;万敏;吴向东【期刊名称】《机械工程材料》【年(卷),期】2011(035)001【摘要】对汽车外覆盖件用BH220烘烤硬化钢进行了不同温度(室温~180℃)的单向拉伸试验,主要研究了变形温度对BH220钢拉伸性能的影响.结果表明:BH220钢拉伸性能具有明显的温度敏感性;随着温度的升高,屈服强度、抗拉强度和屈强比呈先降低又升高的规律,其临界温度为120℃左右;强度系数K随温度升高呈下降趋势,硬化指数n呈先降低、后升高和再降低的复杂趋势;应变速率敏感指数随温度的升高先升高后降低,临界温度为60℃左右.【总页数】5页(P36-39,82)【作者】刁可山;陈新平;王文平;蒋浩民;万敏;吴向东【作者单位】宝钢研究院汽车用钢研究所,上海,201900;宝钢研究院汽车用钢研究所,上海,201900;北京航空航天大学机械工程及自动化学院,北京,100191;宝钢研究院汽车用钢研究所,上海,201900;北京航空航天大学机械工程及自动化学院,北京,100191;北京航空航天大学机械工程及自动化学院,北京,100191【正文语种】中文【中图分类】TG381;O348【相关文献】1.超低碳烘烤硬化钢板的烘烤硬化性能 [J], 崔岩;王瑞珍;雍岐龙;李海昭;高飞2.汽车用电镀锌IF钢板的应变速率及温度敏感性 [J], 王文平;万敏;吴向东;刁可山3.本钢汽车用冷轧烘烤硬化钢BH340的研制开发 [J], 李霞;王亚东;于立伟;武斌4.烘烤硬化钢板BH340与普通冷轧钢板St13性能对比分析 [J], 于燕;程柏松;刘相华;孙艳坤;王立夫;杨岚5.样件标距对汽车用热轧钢板拉伸性能的影响 [J], 高新华;李军;陈云霞因版权原因,仅展示原文概要,查看原文内容请购买。
安徽工业大学科技成果——冷轧深冲钢板的成型性能检测及性能与表面质量优化

安徽工业大学科技成果——冷轧深冲钢板的成型性能检测及性能与表面质量优化成果简介冷轧深冲钢板主要应用于汽车工业和板材加工业,是高品质冷轧钢板的代表,成型性能与表面质量是冷轧深冲钢板最为重要的要素。
所谓成型性能是指板对于冲压成形的适应能力,它的检测,控制和表面质量的保证是生产高品质冷轧深冲钢板的关键。
成型性能检测主要是模拟成型性能的检测,包括FLD、LDR、杯突、CCV和扩孔实验,其技术核心是成型实验机和其相应模具的开发。
目前开发的样机具有操作和更换模具方便,实验空间大,实验过程观察方便。
实验过程计算机控制,速度及压边力等参数控制精确。
成型性能检测是高品质冷轧深冲钢板的基础,也可以为冷轧板的选择和模具设计提供帮助。
成型性能的优化主要是在现有条件下进一步提高冷轧板成型性能,其技术关键是冷轧板成分优化,热轧工艺优化,冷轧工艺优化,退火工艺优化和平整工艺优化。
表面质量优化主要是在现有条件下进一步提高冷轧板表面质量,其技术核心是热轧板板坯表面质量标准的制定,热轧工艺的优化,热轧过程中氧化铁皮的清除工艺优化,冷轧原料质量标质量标准制定,酸洗工艺优化,冷轧工艺优化,退火工艺优化和平整工艺优化等。
整个项目在国内处于先进水平,部分技术处于国内领先水平。
成熟程度和所需建设条件本项目可以在现有的冷轧板生产线上使用推广。
目前成型实验机和其相应模具开发已完成,已经利用开发的实验机为马钢,南航等完成扩孔,FLD等成型性能检测实验。
帮助马钢开发O5级轿车用深冲外板,双相车轮钢等产品,取得显著的经济效益。
成型实验机成型试样技术指标成型实验机:最大成形力:300kN;最大顶件力:1.5kN;压边力可调范围:4-50kN;凸模上升速度:0-300mm/min;总电功率:3.5kW;额定压力:6.3MPa;增压比:1:4;测量精度:位移H≤0.02mm(20mm);成形力≤2%;可以协助开发O5级轿车用深冲外板,热轧双相钢车轮板和DC06深冲板。
汽车用烘烤硬化板BH340及深冲板St15成形性能分析

精
密 成 形 工 程
J OURNAL O F N E TS HAP E F ORMI NG E NGI N EE RI NG
第 5卷 第 3期 2 0 1 3年 5月
汽 车 用烘 烤 硬 化 板 B H3 4 0及 深 冲板 S t l 5成 形 性 能分 析
佘彩凤 。鄂大 辛 。 林芳
S H E C a i - f e n g , E D a — x i n , 删
F a n g
( 1 . S c h o o l o f M a t e i r a l s a n d S c i e n c e E n g i n e e i r n g , B e i j i n g I n s t i t u t e f o T e c h n o l o g y ,B e i j i n g 1 0 0 0 8 1 ,C h i n a ; 2 . S A I C Mo t o r T e c h n i c a l C e n t e r , S h a n g h a i 2 0 1 8 0 4 ,C h i n a )
热轧烘烤硬化钢论文:热轧低碳钢烘烤硬化性能与疲劳性能研究
热轧烘烤硬化钢论文:热轧低碳钢烘烤硬化性能与疲劳性能研究【中文摘要】汽车的高性能、轻量化和高安全性需要钢铁材料作为基础。
如何在不牺牲汽车安全性能的条件下,能够适度减轻车体的重量,来达到高性能、节能环保的,自然就成为人们一致努力追求的目标。
本试验开发的热轧烘烤硬化钢能满足上述要求,因此对汽车用钢的发展有十分重要的意义。
本文以自行冶炼的试验钢为研究对象,采用实验室轧机进行热轧实验,观察了试验钢的显微组织,测定了试验钢的力学性能与烘烤硬化性能,分析了烘烤硬化机理。
主要研究内容和结果如下:1.利用MST810材料疲劳试验机,测定不同轧制工艺下试验钢的力学性能和烘烤硬化性能,得出试验钢的BH值、BHT值、n值、r值。
2.利用光学显微镜(OM)和扫描电镜(SEM)对试验钢的典型组织进行观察,如铁素体组织、铁素体和片层状珠光体组织、铁素体和退化珠光体组织、铁素体和贝氏体组织。
研究了显微组织与BH值和BHT 值的关系,发现铁素体和退化珠光体组织中,退化珠光体组织对试验钢的BH值和BHT值提高有着积极的作用。
3.通过透射电镜(TEM)和扫描电镜(SEM)对试验钢的烘烤硬化机理进行了研究,烘烤硬化由柯氏气团强化、位错强化和析出强化等组成。
4.测量了试验钢E14烘烤前后S-N曲线,分析了疲劳性能,确定了疲劳极限。
烘烤后的试验钢E14疲劳极限略有提高。
【英文摘要】Advanced steels are no doubt the basis forautomobiles to be of high performance, light weight and safety. Under the condition that both keeping automotive safety performance and moderately reducing vehicle weight, how to achieve the purpose of high performance, energy conservation and environmental protection, naturally becomes the goal that all people pursuits. The developed hot-rolled bake-hardening steel in this paper can satisfy the above-mentioned requirements, so it is significant for the development of automobile steel.The paper had studied experimental steel, which smelted in the laboratory. The hot rolling experiment was carried on laboratory rolling mill, the microstructure of steel was observed, the mechanical properties and baking hardening properties of the test steel was determinated, and the bake hardening mechanism was analyzed. The main studied contents and results are as follows:1. Through fatigue tests on the MST810, measuring mechanical properties and bake-hardening of the test steel under the different steel rolling technology, measuring the values of BHT, BH, n, r.2. Observating the typical organization of the experimental steel by optical microscopy (OM) and scanning electron microscopy (SEM), such as ferrite organization, ferrite and slice layer pearlite organization, ferrite and degradation pearlite organization, ferrite andbainite organization. Studying the relationship between the microstructure and BH value, it is found that in the ferriteand degradation pearlite organization, the degradationpearlite organization is good for improving the value BHT andBH.3. Studying the bake hardenability mechanism ofexperimental steel by transmission electron microscopy (TEM)and scanning electron microscopy (SEM), it is found that bake hardening is composited by Cottrell atmosphere, dislocation strengthening, precipitation strengthening, etc.4. Measuringthe S-N curve of experimental steel E14 before and after baking, analyzing the fatigue properties, determining the fatiguelimit. After baking the fatigue limit of experimental steel E14 slightly increased.【关键词】热轧烘烤硬化钢显微组织 BH值/BHT值成形疲劳【英文关键词】Hot rolling BH steel Microstructure BH and BHT Formability Fatigue【目录】热轧低碳钢烘烤硬化性能与疲劳性能研究摘要4-5ABSTRACT5-6第一章绪论10-37 1.1 引言10-13 1.2 烘烤硬化钢13-20 1.2.1 烘烤硬化钢概述13-15 1.2.2 烘烤硬化钢国内外发展水平15-20 1.3BHT 钢20-24 1.3.1 BHT 钢板的特点及制造原理20 1.3.2 BHT 钢板的应变时效硬化特性20-22 1.3.3BHT 钢板的各项特性和使用状况22-24 1.4 汽车钢板成形性能24-31 1.4.1 板材成形性的基本概念24-25 1.4.2 基本成形性实验25-26 1.4.3 模拟成形性实验26-30 1.4.4 成形极限图(FLD,Forming Limit Diagram)30-31 1.5 汽车钢板的疲劳性能31-36 1.5.1 研究疲劳性能的目的31-32 1.5.2 影响疲劳的因素32-33 1.5.3 汽车钢板钢的疲劳性能33-36 1.6 本文研究的目的和意义36-37第二章实验材料与实验方法37-47 2.1 引言37 2.2 试验钢的冶炼37-38 2.3 三批试验钢热轧工艺38-39 2.3.1 实验设备38 2.3.2 温度制度的制定38-39 2.4 实验钢的性能指标及计算方法39-44 2.4.1 拉伸性能39-40 2.4.2 烘烤硬化性能40-41 2.4.3 成形性能41-44 2.5 实验钢显微组织观察44-46 2.5.1 金相组织观察44-45 2.5.2 扫描电镜观察45 2.5.3 透射电镜观察45-46 2.6 本章小结46-47第三章试验钢的烘烤硬化性能与机理分析47-61 3.1 引言47 3.2 试验钢的BH 值、BHT 值47-48 3.2.1 试验钢的 BH 值、BHT 值47-48 3.2.2 预应变对BH 值、BHT 值的影响48 3.3 显微组织对烘烤硬化性能的影响48-51 3.3.1 试验钢显微组织观察48-50 3.3.2 显微组织与BH 值、BHT 关系50-51 3.4 试验钢的烘烤硬化机理分析51-59 3.4.1C22 的 TEM 观察及烘烤硬化机理分析51-53 3.4.2 试验钢B、C、E 的 TEM 观察及烘烤硬化机理分析53-58 3.4.3 试验钢的SEM 观察及烘烤硬化机理分析58-59 3.5 本章小结59-61第四章试验钢的成形性能的研究61-69 4.1 引言61 4.2 试验钢的n 值,r 值61-63 4.3 n 值、r 值的影响因素63-66 4.3.1 终轧温度对n 值、r 值的影响63-64 4.3.2 冷却速度对n 值、r 值的影响64-65 4.3.3 卷取温度对n 值、r 值的影响65-66 4.4 试验钢弯曲性能66-67 4.5 成形极限图(FLD)预测67-68 4.6 本章小结68-69第五章试验钢的疲劳性能的研究69-80 5.1 引言69 5.2 试验钢的高周疲劳实验69-73 5.2.1 试验材料69 5.2.2 疲劳极限与静力强度间的关系69-70 5.2.3 试验钢的 S-N 曲线70-73 5.3 疲劳试样断裂断口形貌分析73-79 5.3.1 疲劳裂纹形成与扩展机理73-74 5.3.2 疲劳断裂宏观断口分析74-77 5.3.3 疲劳断裂微观断口分析77-79 5.4 本章小结79-80第六章结论80-81参考文献81-85致谢85。
成分对超低碳高强度烘烤硬化钢板性能的影响.
成分对超低碳高强度烘烤硬化钢板性能的影响.成分对超低碳高强度烘烤硬化钢板性能的影响关小军潘伟周家成王作成朱学军摘要研究了P、Ti、C、N等元素对超低碳高强度烘烤硬化(BH)钢板的强度、塑性和烘烤硬化值的影响,结果可见,C 0.004%,N 0.0047%,P 0.094%,Ti 0.017%的钢板具有较好的综合性能。
关键词Ti 钢板烘烤硬化Effect of Composition on Properties of Extra Low-Carbon and High Strength Bake Hardening Sheet SteelGuan Xiaojun, Pan Wei, Zhou Jiajuan and Wang Zuocheng (College of Material Science and Technology, Shandong University ofTechnology, Jinan 250061)Zhu Xuegang(Wuhan Iron and Steel Company)Abstract The effect of P,Ti,C and N on the strength, plasticity and bake hardening value of extra low-carbon and high strength bake hardening sheet steel has been studied. The testing results show that the C 0.0040% -N 0.0047% -P 0.094% -Ti 0.017% steel plate has excellent comprehensive properties.Material Index Ti, Sheet Steel, Bake hardening超低碳高强度烘烤硬化钢板(简称ELC-BH钢板)系第3代汽车冲压钢板品种之一,是在超低碳钢(C≤0.005%,N≤0.004%)中加入适量的Nb 或Ti,使钢中的C、N原子绝大部分被固定成碳氮化物[Ti(CN),Nb(CN)],来保证其深冲性(> 1.7,>0.21),在铁素体中保留一定量的固溶C 原子,可使退火钢板经冲压成形和烤漆处理后得以硬化(BH=30~50MPa),≥340MPa)。
深冲钢DC06在车门内板中的成形分析

深冲钢DC06在车门内板中的成形分析张赛娟1,牛星辉1,王秋雨1,李明2(1.唐山钢铁集团有限责任公司,河北唐山 063000;2.燕山大学,河北秦皇岛 066000)【摘要】汽车用超深冲钢DC06有较高的延展性,适用于制造复杂大变形的零件,尤其是有复杂形面和较大拉延深度的车门内板。
主要针对某车厂前门内板现场冲压存在隐裂、严重减薄的问题进行了冲压仿真模拟、现场应变处理,同时对竞品厂家料片性能多方面进行了分析,提出了C厂家材料优化的方案,可以通过提高板料的n值,降低屈强来降低减薄严重的位置的开裂风险。
关键词:车门内板;n值;屈强比中图分类号:TG315 文献标识码:BDOI:10.13596/ki.44-1542/th.2024.03.042Forming Analysis of Deep Dawn Steel DC06 Indoor Inner PanelZhang Saijuan1,Niu Xinghui1,Wang Qiuyu1,Li Ming2(1.Tangshan Iron and Steel Group Co., Ltd., Tangshan, Hebei 063000, CHN;2.Yanshan University, Qinhuangdao, Hebei 066000, CHN)【Abstract】The deep drawn steel DC06 for automobiles has high ductility and is suitable for manufacturing complex and large deformation parts, especially door inner panels with complex shapes and large drawing depths.This article mainly focuses on the problem of hidden cracks and severe thinning in the on-site stamping of the front door inner plate . Stamping simulation, on-site strain treatment, and analysis of the performance of competing manufacturers' sheets were con⁃ducted in various aspects. A material optimization plan for Manufacturer C was proposed, which can reduce the risk of cracking in severely thinning positions by increasing the n value of the sheet and reducing the yield strength.Key words:automobile door inner panel;n-value;yield strength ratio1背景随着现代工业的不断发展与工业水平的不断进步,冲压成形工艺水平日渐完善,冲压制件已能够更好地满足人们对板料成形件的高要求[1]。
汽车用BH340钢烘烤硬化性能的教学实验研究_刘娟

汽车用BH340钢烘烤硬化性能的教学实验研究刘 娟,鄂大辛,陈吉生(北京理工大学材料学院,北京 100081)摘 要:在材料分析的实践教学环节中引入新型汽车用低碳钢板力学性能实验,实验研究BH340钢的烘烤硬化性能,结合实际生产中车身覆盖件大变形成形的特点,进行17%的预变形量及后续170℃、30min的烘烤处理,利用扫描电镜摄取了断口形貌并进行了硬度测试分析。
结果表明,BH340钢经较大预变形并烘烤后显示出较强的应变时效效应,塑性与韧性明显下降,屈服强度及表面硬度均有所提高,而且在多次伸长类变形中存在破裂危险点转移的倾向。
关键词:BH340钢;烘烤硬化性能;破裂点转移中图分类号:R642.0;TG142.1 文献标志码:A 文章编号:1002-4956(2013)03-0062-03Study on teaching experiments by baking hardeningperformance of BH340steel for automobilesLiu Juan,E Daxin,Chen Jisheng(School of Materials and Science Engineering,Beijing Institute of Technology,Beijing 100081,China)Abstract:Mechanical properties tests of novel low-carbon steel for automobiles are brought into practical teach-ing on material analysis.Based on characteristics of large deformation in automobile panel forming,the studyon baking hardening performance of BH340steel is performed.About 17%pre-deformation and subsequentthe baking treatment at 170℃in 30min are carried out.The scanning electron microscope is utilized to ob-serve fracture of the samples,and in the meantime,the hardness testing is carried out.The resulfs show thatBH340steel displays relatively strong strain aging effect after relatively large deformation and subsequent bak-ing treatment,and in the meanwhile,plasticity and toughness decrease while yield stress and hardness in-crease.What’s more,there exits the trend of crack point transfer in the repeatedly tensile-type of deforma-tion.Key words:BH340steel;baking hardening performance;crack point transfer收稿日期:2012-06-14 修改日期:2012-09-26作者简介:刘娟(1980—),女,河北邯郸,本科,实验员,主要研究方向:金属室温力学性能.E-mail:mokodo@bit.edu.cn 为了贯彻教育部关于在理工科大学开展工程教育的教学指导方针,并与先进制造技术相结合,在材料加工专业课程教学中引进新型高效汽车用烘烤硬化钢(BH钢)的介绍。
汽车用烘烤硬化钢板拉伸性能的温度敏感性-刁可山

汽车用烘烤硬化钢板拉伸性能的温度敏感性刁可山1,陈新平1,王文平2,蒋浩民1,万敏2,吴向东2(1.宝钢研究院汽车用钢研究所,上海201900;2.北京航空航天大学机械工程及自动化学院,北京100191)摘 要:对汽车外覆盖件用BH 220烘烤硬化钢进行了不同温度(室温~180 )的单向拉伸试验,主要研究了变形温度对BH 220钢拉伸性能的影响。
结果表明:BH 220钢拉伸性能具有明显的温度敏感性;随着温度的升高,屈服强度、抗拉强度和屈强比呈先降低又升高的规律,其临界温度为120 左右;强度系数K 随温度升高呈下降趋势,硬化指数n 呈先降低、后升高和再降低的复杂趋势;应变速率敏感指数随温度的升高先升高后降低,临界温度为60 左右。
关键词:烘烤硬化钢;单向拉伸试验;温度敏感性中图分类号:T G381;O348 文献标志码:A 文章编号:1000 3738(2011)01 0036 04Temperature Sensitivity of BH S teel Sheet Tensile Property for AutomobileDIAO Ke shan 1,C HEN Xin ping 1,WANG Wen ping 2,JIANG Hao min 1,WAN Min 2,WU Xiang dong 2(1.A utomo bile Steel Research Inst itute,Baosteel Research Inst itute,Shang hai 201900,China;2.Scho ol of M echanical Eng ineering and A uto matio n,Beihang U niv ersity ,Beijing 100191,China)Abstract:U niax ile tensile test s of BH 220bake hardening steel sheet used for the auto mobile parel wer ecar ried out at differ ent temperatures (r oo m temperature-180 ).T he effect o f defor mation temper ature on tensile pr operties of the BH220steel w as studied.T he r esults sho w that t he tensile pr operties of BH220steel had obviously temper atur e sensitivity.W ith the incr ease of temperature,the y ield st rength,tensile str eng th and yield r atio decreased first and then increased,and the cr itical temperature was abo ut 120 .T he st rength co efficient K decreased w ith the increase of temperature,the har dening ex ponent n decreased fir st,then increased and decreased again at last.T he str ain r ate sensitiv ity ex ponent incr eased first and then decr eased w ith increasing the temperature,and the cr itical temper ature w as about 60 .Key words:bake hardening steel;uniax ile tensile test;temperatur e sensitiv ity0 引 言近年来国内一些汽车生产厂为了提高市场竞争力,在汽车覆盖件的生产中引进了快速冲压生产线,生产效率提高了近一倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.3
0.4
0.5
o.6
O.7
2成形极限的有限元分析
2.1
翻型应变 图1
Fig.1
BH340和Stl5拉伸工程应力应变曲线
curves
有限元模拟试验条件及建模
为了比较分析2种汽车高强板Fra bibliotek相同变形条件Unilateral tension engineering stress—strain of BH340 and Stl5
Analysis
on
Forming Properties of Bake—hardening Sheet Steel BH340
and Deep-drawing Sheet Steel Stl5 for Automobile
SHE
Cai-fen91,E
Da—xinl,L,ⅣFan92
Institute
精密成形工程
第5卷第3期
汽车用烘烤硬化板BH340及深冲板Stl5成形性能分析
佘彩凤1,鄂大辛1,林芳2
(1.北京理工大学材料学院,北京100081;2.上海汽车集团股份有限公司技术中心,上海201804)
摘要:进行了汽车用烘烤硬化钢板BH340及深冲钢板Stl5的力学性能、时效特性和烘烤硬化性能实
度,如拉深、翻边断裂危险点的变形极限等。尽管目
前失稳准则的不唯一性致使成形极限曲线缺乏相应 的理论依据,但其对T程定性分析乃至某些定量分 析仍不失为一种较为有效的辅助手段。 2种板材I,4及8号试样拱顶高实验成形极限 如图3所示,纵坐标为径向应变s,,横坐标为周向 应变8,。3种试样变形分别近似于单轴拉伸(s,=一
(1.School of Materials and Science Engineering,Beijing
of
Technology,Beijing
100081,China;
2.SAIC Motor Technical Center,Shanghai
201804,China)
Abstract:Experiments
can
forming
and paint baking process;while
good plasticity
be expected for Stl5 steel sheet after work—hardening,which makes it appropriate for multi—step
a can are
simulated by finite element method.It
was
revealed that
a
remarkable bake—hardenability and invisible aging
be expected for BTH340 steel sheet,which makes it adaptable for automobile panel
变曲线如图1所示。经分析可知以下几点。
400 350 .300 =250
利于提高成形性能,而实际Stl5试样的原始厚度(t。=
0.6
R
j引
200
mm)略小于BH340(t。=0.7 mm),但性能优于
远150
一l()0 50 0
后者,所以更为适用于汽车外覆盖件多道次大塑性 变形生产工艺。
O
0.1
O.2
及预拉伸烘烤硬化后再拉伸实验.以及拱顶高成形 极限的有限元模拟,分析了2种板材简单拉伸状态
收稿日期:2013-03.20
基金项目:国家自然科学基金(51175044) 作者简介:余彩凤(1989一),女,河南信阳人,硕士研究生,主要研究方向为金属塑性成形及其有限元分析。
万方数据
板厚t。=0.7 mm;低碳超深冲冷轧钢板Stl5,t。=0.6 mm。材料的化学成分见表l。
MPa。
然后按汽车外覆盖件制造工艺并参照JIS
G
3135烘
烤条件,将试样置入SX2-5.12箱式电阻炉中(170± 5)℃恒温烘烤20 rain后再次拉伸至断裂。经测试
计算得材料力学性能参数见表2。
表2拉伸实验测试及计算数据
Table 2 Results of the tensile tests
3)经过预拉伸(6。=17%)卸载并烘烤后再次 加载拉伸。BH340塑性急剧下降,伸长率增量
变形。如图3所示,1号试样的破裂点产生在试样
一or--—x/lr+_r+r2盯】 —F盯1
z J (2) L
万方数据
即无论r值大小,恒有Or<o"。,对于r--l的厚向 同性材料,则有:
一√3
盯2_-盯
(3)
8号试样达到成形极限时,绝大多数变形质点
集中在占,>0,占,>0的双拉变形区(占.>0且占,>0)的 等拉线(s,=占,)左上方,只有极少量变形质点靠近 等拉线。破裂点产生在离凸模中心一定距离的板厚 减薄环上.由于板面内各向异性的影响.变形质点主 要集中在s,轴(占,=0)与等拉线占,=占,之间。就变
forming
process.
Besides,both steel sheets display obvious anisotropy in plane. Key words:automobile sheet steel;bake
hardening;forming
limit
为了减轻车身质量以降低油耗,同时又要兼顾 车身骨架件、覆盖件的高强度化以提高抗碰撞性能 的要求.各种新型高强板在现代汽车制造领域中的
塑性较低,后继屈服点应力与卸载应力基本相同,屈
E100D万能试验机上进行拉伸实验[6]。实验分3
种方式:一次拉断实验;预拉伸(瓦=17%)卸载并静 置720 h后,再次拉伸至断裂;预拉伸(氐=17%),
服强度增量Ao":。。瑚一o.6 MPa,未发生应变时效; Stl5则呈现显著的形变强化效应,△盯岛,一45.78
表1 BI-D40,Stl5的化学成分(质量分数)
% Table 1 Chemical composition of BH340,Stl5
按照GBT 228--2002标准制备试样,在WDW.
7.7%及幽靠一44.44%,2次拉伸的总伸长率之和 分别为6晶340一24.70%及瓦15—61.44%。BH340
下的成形性和成形极限,利用有限元方法模拟原始 1)烘烤硬化板BH340和低碳超深冲钢板Stl5 板厚t。均为1.5 mm的2种板材的极限拱顶高试 验。凸模球头半径r。=50 mm,凹模内孑L直径D=
102.64
一次拉断的断后伸长率分别为6啪加一36.47%及
6s“5—50.96%。
mm,肩圆角半径n=5 mm。板材采用全积
验,并利用有限元方法模拟了2种钢板的成形极限和破裂点应变路径。分析后指出,BH340烘烤硬化效应 较显著,时效效应不明显,对于汽车外覆盖件成形、涂漆烘烤工艺具有较好的适应性;Stl5经形变强化后仍 具有良好的塑性,适用于多道次成形工艺。另外,2种钢板均具有较为明显的面内异向性。
关键词:汽车用板:烘烤硬化:成形极限 DOI:10.3969/j.issn.1674-6457.2013.03.002 中图分类号:TG386 文献标识码:A 文章编号:1674-6457(2013)03-0006-04
2)经过预拉伸(6。=17%)卸载并静置720 h后
分薄壳B—T单元,凸模、凹模、压边圈、拉延筋简化为 刚体,采用平台默认网格划分。选用库仑摩擦模型,
再次加载拉伸时,断后伸长率增量分别为△艿jm∞一
万方数据
摩擦因子肚=0.08。凸模的运动速度为4000
IllIIL/S,
中心,全部变形质点分布于厚向异性系数r=I的纯 粹单轴应力拉伸线s.=一2s,的有上方。另外,如果
图3
Fig.3
1.4及8号试样成形极限的有限元模拟结果
FLD
for samples of 1,4 and 8"after simulation
2.2成形极限分析
随着宽度的增加,4号试样已经完全脱离单向 根据整体成形极限确定极限拉深系数、极限胀 形高度等,作为T艺及模具设计的重要依据;局部成 形极限则反映变形体局部可以达到的最大变形程 拉伸而接近于口=0的平面应变状态,破裂危险线逐 渐降低至最低点。破裂危险点沿长度方向移至占,=
并忽略相对运动速度对摩擦冈子的影响。为了减少 法兰流人量,设拉延阻力为150 kN。有限元模拟直
将2种板料的r值代人单轴拉伸应变比的关系式口=
占,/s.=一r/(1+r)中可知,各质点的实际应变比均有
IJ8 J>r/(1+r),这说明1号试样的变形实质与板料
接采用上述2种板料T程应力应变曲线计算后获得
的真实应力应变曲线加载,即采用真实曲线硬化材 料模型,提高模拟精度。采用动力显示算法求解,在 Dynaform软件中进行极限拱顶高度试验仿真:所建 有限元模型及试样形状尺寸如图2和表3所示.
单轴应力拉伸存在较大差异。Stl5的两向应变绝对
值及其变形质点分布区域明显大于BH340,简单计
算有I卢l。。、Stl5(0.557)>l/3 I。别{H3。。,(0.501),根据塑 性变形体积不变假设,在拉压变形区(占.>o且s,< 0),/3值越大,厚向主应变l s、I(8,<0)越小,即板厚 减薄变形越小。对于1号试样,l s,‰,。。>I s,‰,,
形质点远离等拉线来看,Stl5板多于BH340板,可 以断定前者具有更为明显的面内异向性.因此用于 双拉变形时,需要注意面内异性的影响。
Fig.4
图4
BH340与Stl5破裂点应变路径
Strain paths of BH340 and Stl 5 in the fracture position
极限拱顶高度H。。幽15=32.7