汽车方向盘与安全气囊相关知识
安全气囊有关知识(三篇)
安全气囊有关知识安全气囊顾名思义是保障驾车人和乘客安全的,安全驾驶中安全气囊是不会起作用的,但一旦发生紧急情况尤其是正面碰撞,它会起到保证您生命安全的作用。
所以了解和细心维修爱车的安全气囊是您不可忽视的一件事。
首先您要知道安全气囊是一次性产品。
气囊在碰撞引爆后,就不再具有保护能力,每个气囊只能使用一次。
气囊是一次性产品,在引爆后须回维修厂家重新更换一个新的气囊。
因车型不同,安全气囊的价格也不相同。
重新安装一套新气囊包括感应系统和电脑控制器,大致需要5000-10000元左右。
同时您还要注意不要在气囊的前方、上方或近处放置物品。
由于气囊会在紧急状况下引爆,所以不要在气囊的前方、上方或近处放置物品,防止引爆时被气囊抛射出去,从而伤害乘员。
另外在室内安装CD、收音机等附件时,要遵守厂家的规定,不要随意修改属于安全气囊系统范围内零件和线路,以免影响气囊正常工作;第三,儿童使用气囊时更要注意。
目前很多气囊都是针对成年人而设计的,包括气囊在车内的位置、高度等。
气囊在充气时,可能给前排儿童造成伤害。
建议把儿童安排在后排中间位置,并固定好。
最后您还要注意安全气囊的日常维修。
在车辆的仪表盘上有安全气囊的指示灯。
在正常情况下,点火开关转到ACC位置或者ON位置时,警告灯会亮大约4、5秒钟,进行自检,然后熄灭。
若警告灯一直亮起,则表明安全气囊系统有故障,应立即进行维修。
以免出现气囊失灵或误弹出的情况。
安全气囊有关知识(二)安全气囊是一种被称为袭击保护系统(SRS)的安全设备,它的主要目的是在汽车发生碰撞时保护乘客免受伤害。
安全气囊在汽车安全性方面发挥着重要作用,已经成为现代汽车的标配之一。
下面将详细介绍安全气囊的原理、类型、工作原理、注意事项等相关知识。
一、原理和类型:安全气囊的原理是通过利用化学反应产生气体,将之储存在汽车内置的气囊中,当汽车发生碰撞时,气囊将迅速充气,扩展出来,形成保护物理屏障。
安全气囊主要分为驾驶员安全气囊、副驾驶员安全气囊和乘客安全气囊。
安全气囊有关知识

安全气囊有关知识安全气囊是一种被广泛应用于汽车安全系统的装置,主要用于在车辆发生碰撞时保护乘车人员。
它能够迅速充气并在极短的时间内提供有效的保护,以减轻乘车人员对车辆碰撞所产生的冲击力,从而减少伤害风险。
安全气囊的发明可以追溯到20世纪50年代,但直到20世纪80年代才开始在汽车中广泛应用。
现代的安全气囊系统一般包括车辆碰撞传感器、控制单元、气囊和喷气装置等几个主要组件。
车辆碰撞传感器是安全气囊系统的核心部件之一,它能够感知到车辆发生碰撞的力量和方向,并将相关信息传输给控制单元。
控制单元是安全气囊系统的大脑,根据传感器的反馈信号,决定是否触发安全气囊的充气。
气囊则是安全气囊系统的主体部分,它通常由特殊材料制成,具有良好的抗冲击性能和耐磨性能。
当控制单元决定触发安全气囊时,喷气装置会迅速充入气体,使气囊迅速充气并展开,以提供有效的防护。
安全气囊的工作原理是通过迅速充气来减少乘车人员对车辆碰撞时发生的冲击力。
当车辆发生碰撞时,车辆碰撞传感器会感知到碰撞的力量和方向,并传输给控制单元。
控制单元根据传感器的反馈信号,通过算法来判断碰撞的严重程度,并决定是否触发安全气囊的充气。
如果控制单元判断碰撞严重且需要保护乘车人员时,它将触发喷气装置,迅速充入气体,使气囊迅速充气并展开,以保护乘车人员。
安全气囊不仅可以保护乘车人员的头部,还可以保护胸部、腹部和骨盆等重要部位。
它能够有效地减少乘车人员对车辆碰撞所产生的冲击力,从而降低头部和身体的伤害风险。
研究表明,安全气囊的使用能够显著降低乘车人员的伤亡风险。
除了在车辆碰撞中的应用,安全气囊还可以在其他场景中发挥作用。
例如,在运动和冒险项目中,安全气囊可以作为防护装备使用,以减少运动员或冒险者受伤的风险。
此外,安全气囊还可以用于一些特殊场合,如救援、抢救等。
总的来说,安全气囊是现代汽车安全系统中非常重要的组成部分。
它通过迅速充气来提供有效的保护,减轻乘车人员对车辆碰撞所产生的冲击力,降低头部和身体的伤害风险。
2023年安全气囊有关知识

2023年安全气囊有关知识
安全气囊是一种车辆安全装置,主要用于保护驾驶员和乘客在发生碰撞或紧急制动时的安全。
以下是2023年安全气囊相关的知识。
1. 安全气囊的类型:现代车辆中常见的安全气囊包括驾驶员侧前安全气囊、乘客侧前安全气囊、驾驶员膝部安全气囊、乘客膝部安全气囊、侧部安全气囊和侧帘安全气囊等。
不同类型的安全气囊在不同发生碰撞情况下起到不同的保护作用。
2. 安全气囊的工作原理:当车辆发生碰撞或突然急停时,车辆内部的传感器会检测到碰撞的力度和方向,并迅速向车辆内的安全气囊系统发送信号。
安全气囊系统接收到信号后,会迅速充气并展开安全气囊,以减轻驾驶员和乘客在碰撞时的冲击力。
3. 安全气囊的位置和布置:不同车型的安全气囊位置和布置可能会有所不同,但一般来说,驾驶员和乘客的前方、侧方以及膝部都会设置安全气囊以提供相关的保护。
安全气囊通常嵌入在车辆的方向盘、仪表板、座椅靠背或车门等位置。
4. 安全气囊的注意事项:在驾驶车辆时,应正确使用和调整座椅高度、角度和位置,以使安全气囊起到最佳的保护作用。
同时,不能在安全气囊部位放置儿童安全座椅或其他阻挡物品,以免阻碍安全气囊的展开。
5. 安全气囊的维护和检查:定期检查安全气囊系统的工作状态和面板指示灯是否正常。
如发现安全气囊故障或指示灯异常亮起,应及时维修或更换安全气囊系统。
总之,安全气囊在2023年的车辆中仍然是重要的安全装置,为驾驶员和乘客提供关键的保护。
驾驶员和乘客应了解安全气囊的工作原理和注意事项,确保正确使用和维护安全气囊系统,以提高车辆乘坐的安全性。
安全气囊相关知识分享
lPropellant type
Guni75
lPropellant mass
30 g - 43 g
lGas efficiency
73 %
lAvg. exit gas temperature 650 °C
lExit gas composition [% mass] 38,4 H2O 25,5 CO2 36,1 N2
12
线束 cable
线束插头保护盖 Connector protection
插头保护帽 Connector cap 螺栓Screw
螺栓帽 Screw Cap 螺母 Nut M6
热保护片 Diffuser
气体发生器 Assy Inflator
.12.
头部安全气囊 /CAB/HAB assy.
气体发生器 inflator 自粘带 Tape
.2.
.3.
安全气囊的作用
——DAB/驾驶员气囊 DAB分布在驾驶员侧的方向盘中,在意 外发生的瞬间可以与安全带配合工作瞬 间起爆展开,对驾驶员的头部及胸部起 到保护的作用
标准折叠
星型折叠
Insert Presentation Name & Date Here
.4.
安全气囊的作用
——PAB /乘员气囊
.22.
DAB装配工艺流程介绍 OP10 气袋折叠
装配气囊盖
.23.
DAB装配工艺流程介绍 OP20 压装气发支架
1. 夹具上升,气发支架 压装到上序合件上。
2. 支架压装到位后,下 夹具回到原位置。
.24.
DAB装配工艺流程介绍 OP30 螺母拧紧
1. 操作者必须按照规定的顺序 和扭矩值要求来对螺母进行 拧紧。
安全气囊知识

安全气囊知识安全气囊系统的故障诊断安全气囊系统属于微机控制的电控系统,以下是由店铺整理关于安全气囊知识,提供给大家参考和了解,希望大家喜欢!安全气囊知识——安全气囊的工作原理典型的气囊系统包括二个组成部分:探测碰撞点火装置(或称传感器),气体发生器的气囊(或称气袋)。
当传感器开关启动后,控制线路即开始处于工作状态,并借着侦测回路来判断是否真有碰撞发生。
如果讯号是同时来自两个传感器的话才会使安全气囊开始作用。
由于汽车的发电机及蓄电池通常都处于车头易受损的部位,因此,安全气囊的控制系统皆具有自备的电源以确保作用的发挥。
在判定施放安全气囊的条件正确之后,控制回路便会将电流送至点火器,借着瞬时快速加热,将内含的氮化钠推进剂点燃。
在近乎爆炸的化学反应快速发生的同时,会产生大量无害的以氮气为主的气体,将气囊充气至饱满的状态,并借着强大的冲击力,气囊能够冲开方向盘上的盖而完全展开,以保护驾驶者头部不受伤害。
同时在推进剂点燃的过程之中,点火器总成中的金属网罩可冷却快速膨胀的气体,随即气囊可由设计好的小排气口排气,以发挥逐渐缓冲功能,并避免在车身仍继续移动时阻碍碰撞后的视线安全性能。
1953年8月18日,J.W.HETRICK取得了第一个美国安全气囊的专利权,但是直至1984年汽车碰撞安全标准(FMVSS208)在美国经多次被废除后又重新被认可并开始实施。
从此以后,安全带、安全气囊、安全的车身结构等在技术上取得了不断突破。
随着CMVDR294碰撞安全法规在中国开始实施,国内消费者对汽车被动安全性能的要求也越来越高。
技术构成:汽车安全技术的进步使人们更能体验到行车的乐趣。
最初的安全带是由瑞典人发明的。
安全气囊的出现要晚一些,它是由折叠好的气囊(安装在方向盘上)、充气器、点火器、氮气固态粒子和相应的线束连接而成的,其中,检测碰撞强度的加速度传感器集成在安全气囊控制器内。
工作过程:当碰撞发生时,控制器根据传感器发出的加速度信号,识别和判断碰撞的强度,当碰撞强度达到设计条件时,引爆气囊的传感器迅速触动点火器引爆氮气固态粒子,形成迅速膨胀的气袋,以缓冲前排乘客所遭受的冲击力度,主要保护其头部不受伤害。
安全气囊的分类与使用场景介绍

安全气囊的分类与使用场景介绍安全气囊是车辆中重要的被动安全装置之一,它在车辆发生碰撞时能够迅速出现并形成一个保护屏障,减少驾乘人员因碰撞而受伤的风险。
根据不同的使用场景和功能需求,安全气囊可以分为多种类型,下面将对安全气囊的分类以及使用场景进行介绍。
一、根据所在位置的分类1. 驾驶员安全气囊:驾驶员安全气囊通常位于方向盘的中央位置,当车辆发生碰撞时,驾驶员安全气囊会迅速膨胀,防止驾驶员强烈撞击方向盘和前挡风玻璃,从而减少头部和胸部的伤害风险。
2. 副驾驶员安全气囊:副驾驶员安全气囊通常位于仪表板的前部,其作用与驾驶员安全气囊类似,主要是为副驾驶员在发生碰撞时提供保护。
3. 侧面安全气囊:侧面安全气囊通常位于座椅和车门的侧部,当车辆遭受侧面碰撞时,侧面安全气囊会迅速充气,提供额外的保护屏障,减少乘客身体受到撞击的风险。
二、根据充气方式的分类1. 传统式安全气囊:传统式安全气囊通过化学反应或气体发生器,利用爆炸的方式产生气体来充气,以形成保护屏障。
这种类型的安全气囊历史悠久,被广泛应用于各类车辆中。
2. 自适应式安全气囊:自适应式安全气囊通过通过车辆的各类传感器,对车辆的速度、加速度等参数进行实时监测,并根据实际情况调整气囊的充气压力和速度,以提供更加精确的保护。
三、根据使用场景的分类1. 前碰撞安全气囊:前碰撞安全气囊是安装在车辆前部,用于在车辆前面发生碰撞时提供保护。
它可以减少驾驶员和副驾驶员头部和胸部的撞击。
2. 侧碰撞安全气囊:侧碰撞安全气囊是安装在座椅和车门的侧部,用于在车辆侧部发生碰撞时提供额外的保护。
它可以减少乘客身体受到撞击的风险。
3. 高速公路碰撞安全气囊:高速公路碰撞安全气囊是专门针对高速行驶的车辆而设计的,它能够更快速地充气,并在发生碰撞时提供更强的保护。
由于高速道路上的碰撞往往比城市道路更严重,这种类型的安全气囊能够更好地保护驾驶员和乘客的安全。
总结起来,根据所在位置、充气方式以及使用场景的不同,安全气囊可以分为多种类型。
方向盘安全气囊
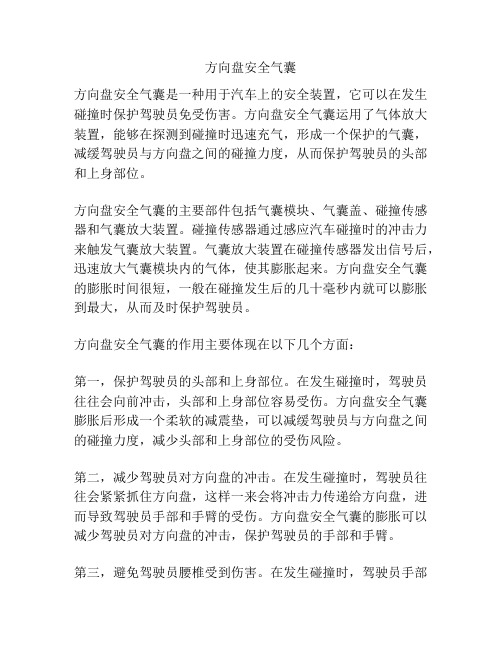
方向盘安全气囊方向盘安全气囊是一种用于汽车上的安全装置,它可以在发生碰撞时保护驾驶员免受伤害。
方向盘安全气囊运用了气体放大装置,能够在探测到碰撞时迅速充气,形成一个保护的气囊,减缓驾驶员与方向盘之间的碰撞力度,从而保护驾驶员的头部和上身部位。
方向盘安全气囊的主要部件包括气囊模块、气囊盖、碰撞传感器和气囊放大装置。
碰撞传感器通过感应汽车碰撞时的冲击力来触发气囊放大装置。
气囊放大装置在碰撞传感器发出信号后,迅速放大气囊模块内的气体,使其膨胀起来。
方向盘安全气囊的膨胀时间很短,一般在碰撞发生后的几十毫秒内就可以膨胀到最大,从而及时保护驾驶员。
方向盘安全气囊的作用主要体现在以下几个方面:第一,保护驾驶员的头部和上身部位。
在发生碰撞时,驾驶员往往会向前冲击,头部和上身部位容易受伤。
方向盘安全气囊膨胀后形成一个柔软的减震垫,可以减缓驾驶员与方向盘之间的碰撞力度,减少头部和上身部位的受伤风险。
第二,减少驾驶员对方向盘的冲击。
在发生碰撞时,驾驶员往往会紧紧抓住方向盘,这样一来会将冲击力传递给方向盘,进而导致驾驶员手部和手臂的受伤。
方向盘安全气囊的膨胀可以减少驾驶员对方向盘的冲击,保护驾驶员的手部和手臂。
第三,避免驾驶员腰椎受到伤害。
在发生碰撞时,驾驶员手部紧握方向盘,冲击力容易传递到驾驶员的腰椎部位。
方向盘安全气囊的膨胀可以减少冲击力的传递,降低驾驶员腰椎受伤的风险。
然而,方向盘安全气囊也有一些局限性。
首先,方向盘安全气囊只能提供一次性保护,一旦气囊膨胀后就需要更换,不能再次使用。
其次,方向盘安全气囊的膨胀速度非常快,对乘坐儿童的驾驶员可能造成额外的伤害。
因此,在使用方向盘安全气囊时,驾驶员应注意携带乘坐儿童的情况,避免对儿童造成伤害。
总之,方向盘安全气囊是一种重要的汽车安全装置,可以在碰撞时保护驾驶员的头部和上身部位,减轻对方向盘的冲击,避免驾驶员腰椎受伤。
方向盘安全气囊的使用有助于提高驾驶员的安全性和驾驶乘坐者乘坐的舒适性。
驾驶员应对行车安全气囊的正确使用和应对

驾驶员应对行车安全气囊的正确使用和应对驾驶员在日常驾驶中,需要时刻关注行车安全问题,其中行车安全气囊的正确使用和应对至关重要。
行车安全气囊是一项被广泛应用于现代汽车中的安全装置,能够在车辆发生碰撞时提供保护,减轻驾驶员和乘客的伤害。
然而,正确的使用和应对行车安全气囊也是驾驶员必须掌握的重要技能。
本文将介绍驾驶员应对行车安全气囊的正确使用和应对的几个方面。
一、正确的使用行车安全气囊1. 调整座椅和方向盘位置:在驾驶前,确保座椅和方向盘的位置适合自己的身体状况。
座椅调整应该使得驾驶员能够轻松触及方向盘,并使驾驶员与行车安全气囊的部署位置保持适当的距离。
2. 安全系好安全带:行车安全气囊通常与安全带协同工作,以提供最佳的保护效果。
驾驶员在行车时务必将安全带正确地系好,并确保安全带没有扭曲或卡住。
3. 遵守安全驾驶规定:驾驶员要始终遵守交通规则,尽量避免发生交通事故。
行车安全气囊通常只在车辆受到严重撞击时才会部署,遵守交通规则可以减少发生这种情况的概率,同时降低安全气囊的误触发可能性。
4. 不要使用不合适的儿童安全座椅:对于有孩子的驾驶员来说,正确使用儿童安全座椅也是很重要的。
驾驶员应当根据孩子的年龄和身高选择适合的儿童安全座椅,并且正确安装和使用。
二、应对行车安全气囊的触发1. 保持正确的姿势:驾驶员应该始终保持正确的坐姿,背部贴紧座椅,双手放在方向盘上,并将脚放在刹车踏板和油门踏板上。
正确的姿势可以帮助驾驶员在发生碰撞时更好地接受行车安全气囊的保护。
2. 避免驾驶员位置过靠近气囊:驾驶员应当将身体尽量远离行车安全气囊部署位置,特别是离方向盘的距离,因为在气囊部署时会产生较大的冲击力,所以离安全气囊的位置越远越好。
3. 遇到碰撞及时修复:如果车辆发生碰撞,即使行车安全气囊没有被部署,也应该及时检查车辆是否有损坏,并在需要时及时修复。
在下一次碰撞中,未正常工作的行车安全气囊可能无法提供预期的保护效果。
总结:行车安全气囊作为现代汽车中重要的安全装置,驾驶员应该掌握正确使用它的方法。
车辆安全气囊使用方法

车辆安全气囊使用方法车辆安全气囊是一种重要的 pass 主动安全装置,它可以在车辆发生碰撞时为乘车人员提供辅助保护。
正确地使用车辆安全气囊可以最大程度地减少碰撞事故造成的伤害。
然而,由于缺乏相关知识,很多车主对车辆安全气囊的正确使用方法还存在一定的误解。
本文将详细介绍车辆安全气囊的使用方法,旨在提高车主对安全气囊的认识和正确使用。
首先,正确的坐姿和调整座椅位置非常重要。
乘坐在车辆的驾驶座、副驾驶座或后排座位上时,务必坐直,保持正常的坐姿。
同时,调整座椅的位置,将身体尽量靠近座椅背面。
这样可以确保安全气囊在充气时能够有效地保护乘车人员。
其次,正确使用安全带也是关键。
车辆安全气囊的主要作用是在发生碰撞时提供辅助保护,但安全带仍然是防护系统的重要组成部分。
乘车人员在行驶过程中必须系好安全带,保持安全带紧绷,以防止在发生碰撞时被抛出车外或发生二次碰撞。
安全带的正确使用可以与安全气囊相辅相成,最大程度地减少碰撞事故对乘车人员的伤害。
此外,乘坐在轿车前排座位上的驾驶员和副驾驶员应保持距离方向盘的适当距离。
一般来说,正常情况下,驾驶员应该将离自己胸骨中线处的方向盘中央大致对准自己的腰部位置,副驾驶员要与驾驶员保持一定距离。
这样可以在安全气囊充气时避免与方向盘或安全气囊发生碰撞而导致二次伤害。
另外,乘车人员应遵守车辆生产商的相关说明和警示标志。
通常在车辆的驾驶室内会有一些关于安全气囊的警示标志,这些标志可以提醒乘车人员安全气囊的位置和使用方法。
在驾驶或乘坐车辆之前,请务必仔细阅读车辆说明书,了解车辆的安全气囊系统和相关注意事项。
此外,乘车人员应当谨慎选择合适的车辆安全气囊。
根据自身需求和车辆类型,选择具有多个气囊和具备先进安全技术的车型。
特别是对于家庭使用的车辆,需要考虑保护乘坐人员的数量和位置,以确保在碰撞事故中乘车人员能够得到全面的保护。
选择安全气囊配备齐全的车型对保护乘车人员的安全至关重要。
总结起来,车辆安全气囊的使用方法涉及正确的坐姿和调整座椅位置、正确使用安全带、保持适当的距离方向盘以及遵守车辆生产商的相关说明和警示标志。
安全气囊有关知识范本(2篇)
安全气囊有关知识范本安全气囊是一种汽车安全装置,用于在车辆碰撞发生时保护乘客安全。
它是一项至关重要的技术创新,对于减少交通事故造成的人员伤亡起到了积极的作用。
下面将分析安全气囊的工作原理、历史发展以及未来趋势等方面的知识,以帮助读者更好地了解这一重要的安全装置。
首先,我们将探讨安全气囊的工作原理。
安全气囊系统主要由传感器、控制装置和气囊组成。
当车辆发生碰撞或剧烈冲击时,传感器会感知到这些冲击,并将信号传输给控制装置。
控制装置会根据传感器信号的强度和速度等因素,判断是否需要启动安全气囊。
如果需要,控制装置会迅速放电,将气囊充气并扩张,然后在车辆乘员与车内硬质部件碰撞时,缓冲碰撞力量,减少对乘员的伤害。
整个过程发生在碰撞的前五十毫秒内,相当于人们眨眼睛的时间,来得及都可以挽救乘员的生命。
其次,让我们回顾一下安全气囊的历史发展。
安全气囊的概念最早可以追溯到二十世纪五十年代。
当时一些研究人员开始考虑如何利用气体的膨胀性来保护乘客免受交通碰撞的伤害。
然而,由于技术限制和成本等因素,直到七十年代末,安全气囊才真正开始在汽车上得到应用。
随着技术的不断进步,安全气囊的可靠性和性能不断提高,逐渐成为了现代汽车的标配。
然而,值得注意的是,安全气囊并不是绝对安全的,有时在某些特殊情况下,使用安全气囊可能会导致其他伤害。
因此,在设计和使用安全气囊时,需要综合考虑各种因素,以确保它的有效性和安全性。
另外,安全气囊不仅在汽车领域得到了应用,还被广泛地运用在其他领域。
例如,在航空航天、体育和军事等领域,安全气囊也发挥着重要作用。
在航天器的发射和返回过程中,安全气囊可以缓解航天员的冲击力,降低受伤的风险。
在运动领域,安全气囊被用作保护器材,如滑雪服、摩托车护具等。
此外,安全气囊还被用于爆炸装置的缓冲装置,以减轻爆炸产生的压力和冲击力。
可以说,安全气囊已经成为了一项多领域的重要创新技术。
总之,安全气囊作为一种重要的汽车安全装置,为保护乘客在交通事故中提供了有效的保护。
驾驶员应对行车安全气囊的正确使用
驾驶员应对行车安全气囊的正确使用随着交通运输工具的普及和道路交通事故的频发,行车安全已经成为人们关注的重要问题。
在行车过程中,安全气囊作为一种重要的安全装置发挥着重要的作用。
然而,许多驾驶员对于行车安全气囊的正确使用方法并不清楚,甚至存在误解。
本文将详细介绍驾驶员应对行车安全气囊的正确使用方法。
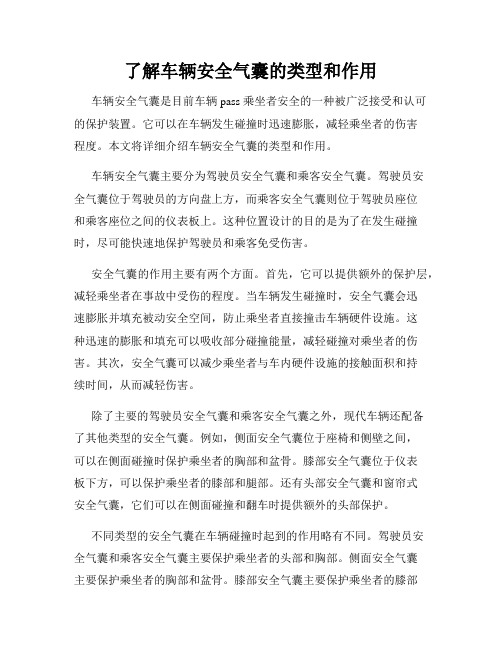
一、行车安全气囊的作用与分类行车安全气囊是现代汽车上的一种被动安全装置,主要用于在交通事故发生时为驾驶员和乘客提供有效的保护。
当发生碰撞或剧烈减速时,安全气囊会被迅速充气并迅速展开,减小驾驶员和乘客因撞击而受伤的可能性。
根据安全气囊安装位置的不同,可以将其分为驾驶员气囊和乘客气囊。
驾驶员气囊一般安装在驾驶员座位的方向盘处,用于保护驾驶员头部和上身部位;而乘客气囊则主要安装在副驾驶员座椅处,用于保护乘客的头部和上身部位。
二、正确使用行车安全气囊的注意事项1.坐姿正确放置:在驾驶汽车时,驾驶员应该保持正确的坐姿,并将头部和上半身背部紧贴在座椅上。
同时,两手应握住方向盘,保持稳定的控制。
2.保持安全距离:驾驶员在行车过程中,应保持安全距离,尤其是与前方车辆之间。
如果与前车距离过近,剧烈减速时安全气囊可能会因误判而展开,导致不必要的伤害。
3.谨慎驾驶:正确使用行车安全气囊的前提是驾驶过程中尽量避免交通事故的发生。
驾驶员应高度重视交通安全,遵守交通规则,合理驾驶,减少交通事故的发生。
4.不使用儿童座椅:安全气囊在展开时的冲击力较大,对小儿童较为危险。
因此,如果乘坐儿童座椅的孩子需要坐在副驾驶位置上,应关闭乘客气囊,以免对孩子造成伤害。
5.及时更换维修:如果安全气囊出现任何异常,如控制灯亮起、异常气味等,驾驶员应立即停车,并及时联系专业维修机构进行检修和更换,确保行车安全气囊处于良好工作状态。
三、行车安全气囊的误解与解释虽然行车安全气囊对于驾驶员和乘客的安全至关重要,但有些驾驶员对其存在一些误解,下面将对其进行解释。
安全气囊系统知识
安全气囊系统知识1. 引言安全气囊是现代汽车中的一项重要安全装置,它在车辆发生意外时起到了保护驾驶员和乘客的作用。
本文将介绍安全气囊系统的工作原理、构成和维护保养等相关知识。
2. 工作原理安全气囊系统主要由两部分组成:气囊和感应装置。
当汽车发生碰撞时,感应装置可以检测到碰撞的强度和方向,并迅速向气囊发送信号。
气囊接收到信号后会迅速充气,在短时间内形成一种保护性的气垫,从而减少驾驶员和乘客在碰撞中受伤的可能性。
3. 安全气囊系统的构成安全气囊系统通常由以下几个部分组成:3.1. 驾驶员气囊驾驶员气囊位于驾驶员方向盘前方,是最常见的气囊类型。
在发生碰撞时,驾驶员气囊可以迅速充气,从而保护驾驶员的头部和胸部,减轻碰撞带来的冲击。
3.2. 乘客气囊乘客气囊位于前排乘客侧的仪表板上方。
和驾驶员气囊类似,乘客气囊也可以在碰撞发生时迅速充气,保护乘客的头部和胸部。
3.3. 侧面气囊侧面气囊一般安装在车辆的侧门内侧,主要用于保护驾驶员和乘客在侧撞中的安全。
它可以在侧面碰撞时充气,减轻碰撞力量对驾驶员和乘客身体的伤害。
3.4. 面部气囊面部气囊是近年来才出现的一种新型气囊,主要用于保护驾驶员和乘客的脸部和头部。
它可以在碰撞发生时充气,有效降低头部和颈部受伤的风险。
4. 安全气囊系统的注意事项在保养和维护安全气囊系统时,需要注意以下几个问题:4.1. 定期检查安全气囊系统需要定期检查,以确保其正常工作。
建议每年进行一次全面的检查,包括气囊的膨胀情况、感应装置的敏感性以及相关电路的连接状态等。
4.2. 避免拆卸一旦安全气囊系统发生故障需要维修,应该交由专业技术人员进行处理。
非专业人士不应该随意拆卸安全气囊或相关部件,以免造成不必要的风险。
4.3. 避免猛击在日常使用中,应该避免车辆受到猛击或严重碰撞。
如果不小心发生碰撞,应该及时检查安全气囊系统,并在需要时维修或更换相关部件。
5. 总结安全气囊系统是现代汽车中必不可少的重要安全装置。
汽车安全气囊知识讲义
汽车安全气囊知识讲义汽车安全气囊是一种被动安全装置,它在车辆发生碰撞时可以减轻乘客受伤的程度。
安全气囊可以在车辆碰撞时在瞬间充气,形成一定的缓冲效果,从而保护驾驶员和乘客免受碰撞伤害。
下面是一些关于汽车安全气囊的知识讲义:1. 安全气囊的种类安全气囊通常分为驾驶员气囊、副驾驶员气囊、侧安全气囊和头部安全气囊等几种。
驾驶员气囊和副驾驶员气囊通常位于方向盘和仪表板上,侧安全气囊位于座椅侧面,头部安全气囊则位于车顶或车门内侧。
不同位置的安全气囊能够在不同方向的碰撞中提供相应的保护。
2. 安全气囊的充气原理安全气囊的充气原理是利用爆炸气体产生的高压气体来迅速充满气囊,从而形成缓冲效果。
当车辆发生碰撞时,车辆上的碰撞传感器会向安全气囊控制单元发送信号,控制单元会迅速决定是否需要充气,并将高压气体发送到气囊中。
整个过程只需要几十毫秒,所以安全气囊能在车辆发生碰撞时迅速充气,减轻乘客受伤程度。
3. 安全气囊的使用注意事项虽然安全气囊可以在车辆碰撞时提供保护,但在日常驾驶中也需要注意一些使用注意事项。
比如,驾驶员和乘客需要系好安全带,避免在发生轻微碰撞时触发安全气囊而导致不必要的伤害。
此外,安全气囊也需要定期维护和检查,以确保在发生碰撞时能正常工作。
总的来说,汽车安全气囊是一种重要的 passi安全装置,在车辆碰撞时能够为驾驶员和乘客提供保护。
但在日常驾驶中也需要注意使用注意事项,以确保安全气囊能够正常工作并发挥作用。
汽车安全气囊是一种重要的被动安全装置,它在车辆碰撞时能够迅速充气形成缓冲效果,从而减轻乘客受伤的程度。
在紧急情况下,安全气囊的作用是至关重要的。
然而,对于许多车主来说,他们对汽车安全气囊的工作原理和正确使用方式了解甚少。
因此,我们需要更多地了解汽车安全气囊,以确保在发生碰撞时它能够发挥作用。
4. 安全气囊的工作原理安全气囊系统主要由碰撞传感器、控制单元和气囊组成。
当车辆发生碰撞时,碰撞传感器会感知到碰撞的程度和方向,并将信号发送给控制单元。
安全气囊有关知识

安全气囊有关知识安全气囊是一种汽车安全装置,广泛应用于现代的汽车上。
它能够在发生碰撞时,快速充气,并在车辆碰撞时为乘客提供更大的保护。
本文将介绍安全气囊的工作原理、种类、发展历史以及使用和维护等方面的内容。
一、安全气囊的工作原理安全气囊是一种基于空气被压缩的原理工作的装置。
在车辆发生碰撞的瞬间,车辆上的传感器会检测到碰撞的信号,并将信号传输给安全气囊控制单元。
安全气囊控制单元根据接收到的信号,决定是否触发气囊充气。
如果触发充气,安全气囊控制单元会向气囊发射模块发出指令,气囊发射模块会迅速充气,填充气囊。
充气的气囊会在碰撞中迅速展开,以吸收并分散碰撞时的冲击力,从而减轻乘客受伤的可能性。
二、安全气囊的种类1. 驾驶员气囊:安装在驾驶座椅上方,用于保护驾驶员在碰撞中的头部和胸部。
2. 副驾驶员气囊:安装在副驾驶座椅上方,用于保护副驾驶员在碰撞中的头部和胸部。
3. 侧面气囊:安装在车辆的车门和车辆座椅上,用于保护乘客在侧面碰撞中的头部和身体部分。
4. 窗帘式气囊:安装在车辆的车顶上,用于保护乘客在侧面碰撞和翻车时的头部。
5. 膝部气囊:安装在驾驶员和乘客的膝部位置,用于保护膝部在碰撞中的受伤。
三、安全气囊的发展历史安全气囊最早的概念可以追溯到20世纪50年代。
当时,美国工程师约翰·休·坎贝尔首先提出了使用气囊来保护汽车乘客的想法。
然而,由于当时的技术限制,直到1971年,美国汽车制造商福特才率先在一些车型上使用了驾驶员侧面气囊。
随后,其他汽车制造商也纷纷跟进,安装了气囊系统。
在20世纪80年代和90年代,随着电子技术的快速发展,安全气囊的控制系统也得到了改进。
传感器的精确性和反应速度得到了提高,控制单元的功能也更加强大,使得安全气囊的准确性和可靠性得到了提升。
到了21世纪,安全气囊已成为大多数汽车的标配装置。
不仅仅是主驾驶和副驾驶座位,侧面、膝部和窗帘式气囊的应用也越来越广泛,以更全面地保护乘客的安全。
了解车辆安全气囊的类型和作用
了解车辆安全气囊的类型和作用车辆安全气囊是目前车辆 pass 乘坐者安全的一种被广泛接受和认可的保护装置。
它可以在车辆发生碰撞时迅速膨胀,减轻乘坐者的伤害程度。
本文将详细介绍车辆安全气囊的类型和作用。
车辆安全气囊主要分为驾驶员安全气囊和乘客安全气囊。
驾驶员安全气囊位于驾驶员的方向盘上方,而乘客安全气囊则位于驾驶员座位和乘客座位之间的仪表板上。
这种位置设计的目的是为了在发生碰撞时,尽可能快速地保护驾驶员和乘客免受伤害。
安全气囊的作用主要有两个方面。
首先,它可以提供额外的保护层,减轻乘坐者在事故中受伤的程度。
当车辆发生碰撞时,安全气囊会迅速膨胀并填充被动安全空间,防止乘坐者直接撞击车辆硬件设施。
这种迅速的膨胀和填充可以吸收部分碰撞能量,减轻碰撞对乘坐者的伤害。
其次,安全气囊可以减少乘坐者与车内硬件设施的接触面积和持续时间,从而减轻伤害。
除了主要的驾驶员安全气囊和乘客安全气囊之外,现代车辆还配备了其他类型的安全气囊。
例如,侧面安全气囊位于座椅和侧壁之间,可以在侧面碰撞时保护乘坐者的胸部和盆骨。
膝部安全气囊位于仪表板下方,可以保护乘坐者的膝部和腿部。
还有头部安全气囊和窗帘式安全气囊,它们可以在侧面碰撞和翻车时提供额外的头部保护。
不同类型的安全气囊在车辆碰撞时起到的作用略有不同。
驾驶员安全气囊和乘客安全气囊主要保护乘坐者的头部和胸部。
侧面安全气囊主要保护乘坐者的胸部和盆骨。
膝部安全气囊主要保护乘坐者的膝部和腿部。
头部安全气囊和窗帘式安全气囊主要保护乘坐者的头部。
总的来说,这些不同类型的安全气囊协同工作,提供全方位的保护,最大程度地减少人员受伤。
虽然车辆安全气囊在事故中可以提供额外的保护,但使用安全气囊并不是万能的。
乘坐者仍然应该系好安全带,因为安全带可以在事故中将乘坐者固定在座椅上,减少乘坐者的位移和碰撞力度。
此外,安全气囊也不适用于所有类型的事故,特别是低速碰撞。
因此,保持适当的车速和安全驾驶仍然是预防事故和保护乘坐者安全的最佳方式。
名师汽车安全离不开安全气囊相关知识详解一
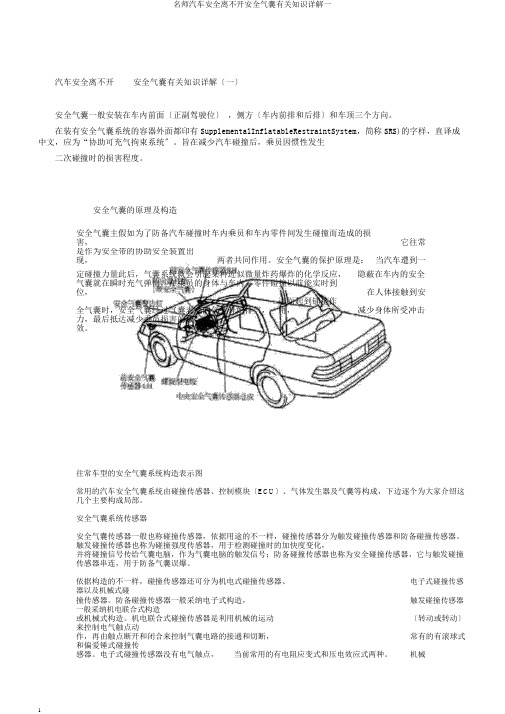
汽车安全离不开安全气囊有关知识详解〔一〕安全气囊一般安装在车内前面〔正副驾驶位〕,侧方〔车内前排和后排〕和车顶三个方向。
在装有安全气囊系统的容器外面都印有SupplementalInflatableRestraintSystem,简称SRS)的字样,直译成中文,应为“协助可充气拘束系统〞。
旨在减少汽车碰撞后,乘员因惯性发生二次碰撞时的损害程度。
安全气囊的原理及构造安全气囊主假如为了防备汽车碰撞时车内乘员和车内零件间发生碰撞而造成的损害,它往常是作为安全带的协助安全装置出现,两者共同作用。
安全气囊的保护原理是:当汽车遭到一定碰撞力量此后,气囊系统就会引起某种近似微量炸药爆炸的化学反应,隐蔽在车内的安全气囊就在瞬时充气弹出,在乘员的身体与车内零零件碰撞以前能实时到位,在人体接触到安全气囊时,安全气囊经过气囊表面的气孔开始排气,进而起到铺垫作用,减少身体所受冲击力,最后抵达减少乘员损害的成效。
往常车型的安全气囊系统构造表示图常用的汽车安全气囊系统由碰撞传感器、控制模块〔ECU〕、气体发生器及气囊等构成,下边逐个为大家介绍这几个主要构成局部。
安全气囊系统传感器安全气囊传感器一般也称碰撞传感器,依据用途的不一样,碰撞传感器分为触发碰撞传感器和防备碰撞传感器。
触发碰撞传感器也称为碰撞强度传感器,用于检测碰撞时的加快度变化,并将碰撞信号传给气囊电脑,作为气囊电脑的触发信号;防备碰撞传感器也称为安全碰撞传感器,它与触发碰撞传感器串连,用于防备气囊误爆。
依据构造的不一样,碰撞传感器还可分为机电式碰撞传感器、电子式碰撞传感器以及机械式碰撞传感器。
防备碰撞传感器一般采纳电子式构造,触发碰撞传感器一般采纳机电联合式构造或机械式构造。
机电联合式碰撞传感器是利用机械的运动〔转动或转动〕来控制电气触点动作,再由触点断开和闭合来控制气囊电路的接通和切断,常有的有滚球式和偏爱锤式碰撞传感器。
电子式碰撞传感器没有电气触点,当前常用的有电阻应变式和压电效应式两种。
汽车安全气囊的原理和使用注意事项

汽车安全气囊的原理和使用注意事项汽车安全气囊是一种被广泛应用于现代汽车中的被动安全装置,它在发生碰撞事故时能够迅速充气,并为乘坐车辆的乘客提供额外的保护。
本文将介绍汽车安全气囊的工作原理,并提供使用时需要注意的事项。
一、汽车安全气囊的原理汽车安全气囊主要由气囊、感应装置和气体发生装置三部分组成。
1. 气囊:气囊是由柔软的材料制成的,通常位于驾驶员和乘客的方向盘、仪表板、门板和座椅等位置。
在车辆发生碰撞时,气囊会迅速充气并膨胀,形成一个缓冲区域,为乘客提供额外的保护。
2. 感应装置:感应装置主要负责检测车辆碰撞的严重程度,并触发气囊的充气。
常见的感应装置有加速度传感器、撞击传感器和车速传感器等。
3. 气体发生装置:气体发生装置是将气囊充气的关键部分,它会在感应装置触发之后,迅速将气体释放进入气囊内,使其膨胀。
在汽车发生事故时,如正面碰撞或侧面碰撞,感应装置会检测到车辆的减速度发生变化。
一旦检测到碰撞严重程度超过预定的阈值,感应装置便会向气体发生装置发送信号,气体发生装置会迅速将气体释放进入气囊内,使其充气。
充气后的气囊能够迅速抵抗碰撞产生的冲击力,以减轻驾驶员和乘客的伤害。
二、使用注意事项1. 使用安全带:安全气囊并不能替代安全带的功能,它们是作为一体的被动安全系统而存在的。
在行驶过程中,驾驶员和乘客都应当佩戴安全带,并正确系好,安全带的使用能够更好地保护乘车人员。
2. 儿童乘坐位置:儿童应当坐在汽车后排,并采用适合其年龄和体重的儿童安全座椅。
儿童安全座椅能够提供更好的保护,并保证儿童在安全气囊充气时不会受到伤害。
3. 调整座椅位置:驾驶员和乘客应合理调整座椅位置,确保正常的驾驶姿势,并让离安全气囊较近的距离保持在10英寸以上。
过于靠近安全气囊可能会导致在气囊充气时受伤。
4. 维护保养:定期检查汽车安全气囊的工作状态,确保其正常运行。
如果发现任何异常情况,如气囊灯亮起或气囊包裹破损等,应及时寻求专业维修。
汽车安全气囊知识

第四节 电控安全气囊系统的故障诊断
(2)清码 安全气囊系统故障代码的清除方法与其他电控系 统故障代码的清除方法有所不同。当故障代码11至31 代表的故障被排除并清除故障代码之后,SRS ECU将代 码41存人存储器中,使SRS指示灯一直发亮,直到代码 41清除后,SRS指示灯才恢复正常显示。因此,清除安 全气囊系统的故障代码需要分两步进行。第一步清除 代码41以外的故障代码,第二步清除代码41
第三节
工作原理
电控安全气囊系统的控制过程
当汽车车速低于30km/h发生碰撞时,碰撞产生的减速度和惯 性力较小,安全传感器和中央传感器将此信号送到安全气囊 ECU,安全气囊ECU判断结果为不引爆安全气囊,只引爆安全 带收紧器的点火器。与此同时,向左、右安全带点火器发出 点火指令使安全带收紧,防止驾驶员和乘客受伤。 当汽车车速高于30km/h发生碰撞时,碰撞产生的减速度和惯 性力较大,安全传感器和中央传感器将此信号送到安全气囊 ECU,安全气囊ECU判断结果为需要引爆安全气囊和安全带收 紧器共同保护驾驶员和乘客。与此同时,向左、右安全带点 火器和安全气囊点火器发出点火指令,在安全带收紧的同时, 驾驶员侧气囊和乘客侧气囊同时打开,达到保护驾驶员和乘 客目的。
安全气囊
第一节 概述
一、安全气囊的类型 按碰撞类型 正面防护安全气囊、侧面防护安全气囊和顶部碰撞防护 安全气囊。 按气囊数目 单气囊系统、双气囊系统等。
第一节 概述
二、汽车对安全气囊的要求 可靠性高 安全气囊的使用年限为7-15年 。 安全可靠 能正确区分制动减速度和碰撞减速度的区别 灵敏度高 当汽车发生碰撞时,在二次碰撞前打开。 有防误爆功能 减速度过过低,轻微碰撞不能引爆。 有自动诊断功能 。 电控安全气囊要有备用电源。
汽车方向盘与安全气囊相关知识

图6 取出方向盘
图7 修剪多余料
*
方向盘的发泡原料
方向盘发泡材料是聚醚和异氰酸酯。同时添加少量的模内漆和色浆。 异氰酸酯: 异氰酸酯在15摄氏度以下开始结晶,5摄氏度以下会结块不可以使用,在运输、储存和使用的过程中需严格控制温度。 20~30℃下隔绝空气和水分保存。 聚醚: 具有分层的特性-使用前充分搅拌-30分钟 具有 吸湿的特性-尽量保证桶的密封避免暴露于空气中 超出保质期反应性能会下降-在保质期内使用完
喷模内漆
安放骨架
合上模具
灌注混合反应物
发泡膨胀过程
摘蘑菇(清除排气孔废料) 排气孔喷脱模剂、吹干
打开模具
取出发泡方向盘
图1 方向盘生产发泡工艺过程
喷脱模剂(见图9)
使用脱模剂避免发泡物在模具上附着。 选择脱模剂种类时注意:不同的脱模剂会影响方向盘表面的颜色与光泽
图9 喷脱模剂/喷模内漆
喷模内漆
*
缝皮方向盘分类
*
缝皮方向盘分类
*
缝线针法分类
*
缝皮车间
*
缝皮工艺-模板开发
*
缝皮工艺-真皮冲裁
*
缝皮工艺-真皮检查
*
缝皮工艺-扎暗线
*
缝皮工艺-扎明线
*
缝皮工艺-调胶
*
缝皮工艺-打磨
*
缝皮工艺-缝制(布皮-涂胶-缝线)
*
缝皮工艺-缝皮
*
缝皮工艺-休整
*
缝皮工艺-检查
安全气囊的作用 ——PAB /乘员气囊
膝部安全气囊是用来降低乘员在碰撞中车内饰对乘员膝部的伤害。膝部气囊多数位于仪表盘,一旦打开能够有效保护后排乘客的腰下肢体部位,从而也能缓解来自正面碰撞的前冲力。
汽车方向盘与安全气囊相关知识共86页
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
86
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
骨架花键有采用一次拉刀成型的,如Golf 。 钢质材料嵌入骨架中,如BENZ的V212。
轮毂部分,根据造型要求,气囊布置,喇叭按响方式等有不同的结构设计 同时骨架的强度要符合符合碰撞与扭转等安全要求。
7
方向盘的发泡
螺钉 Screw self tapping
导向件 Sleeve plastic
按响弹簧组件 Base plate sub assy plas (Horn unit)
多功能开关 Switch
电镀装饰环 Decoration chromed 装饰件 Cover
6
方向盘的骨架
不同方向盘使用的骨架也不同: 有二辐条骨架、三辐条骨架、四辐条骨架等。
© TRW Automotive 2013
42
Proprietary and Confidential
气囊的作用
——CAB(HAB)/帘式(头部)气囊
头部气囊也叫侧气帘,在碰撞时弹出遮盖车窗,以达到保护乘客的效果。头部
气囊主要针对侧撞时乘车人的头部进行保护。头部气囊安装在车顶弧形钢内,
通常贯穿前后,受车身内横向加速度传感器控制。当横向加速度大于正常值,
© TRW Automotive 2013
4411-
Proprietary and Confidential
安全气囊的作用
——SAB/侧气囊
侧气囊分布在座椅内,目的是 减缓侧面撞击造成的伤害,与 安全带配合工作,在意外发生 的瞬间可以起到有效的保护乘 员的胸部和臀部的作用。
臀部气囊
胸部气囊
胸 – 臀双室气囊
方向盘生产的发泡工艺,是在金属骨架外面,用反映注射成形方法形成一层具有自结皮的聚氨酯发泡材料,这种发泡结 构能够形成带有天然皮革花纹及韧性的表皮,在这层表皮下逐渐过渡到具有弹性的泡沫体。这种方向盘即为PU 方向盘,是目前主流的方向盘生产技术。发泡工艺工程如下图1所示:
清洁发泡模具
喷脱模剂、吹干
取出发泡方向盘
的过程中直接添加进少量色浆,这样就可以保证方向盘外观颜色不会因为基材变色而变色。
生产中需要控制色浆的杂质、温度和用量。
16
16
16
缝皮方向盘分类
17
17
17
缝皮方向盘分类18 Nhomakorabea1818
缝线针法分类
19
19
19
缝皮车间
20
20
20
缝皮工艺-模板开发
21
21
21
缝皮工艺-真皮冲裁
22
22
22
缝皮工艺-真皮检查
作用下及相对较低的温度,继续保持液态,从而结成致密的皮层。自结皮-泡沫-0.5mm
要形成致密的皮层,必须有足够的过填充量,并且模具应有足够的密封, 模具材质最好为热的
良导体。
模内漆是一种脂肪族聚氨酯漆,五颜六色的方向盘都是通过喷涂模内漆实现的。
聚氨酯材料本身容易在环境中逐渐氧化而变黄。为保证方向盘颜色持久,需要在聚氨酯发泡
37
38
安全气囊的作用
——DAB/驾驶员气囊
DAB分布在驾驶员侧的方向盘中, 在意外发生的瞬间可以与安全带配 合工作瞬间起爆展开,对驾驶员的 头部及胸部起到保护的作用
标准折叠
星型折叠
© TRW Automotive 2013
Insert Presentation Name & Date Here
23
23
23
缝皮工艺-扎暗线
24
24
24
缝皮工艺-扎明线
25
25
25
缝皮工艺-调胶
26
26
26
缝皮工艺-打磨
27
27
27
缝皮工艺-缝制(布皮-涂胶-缝线)
28
28
28
缝皮工艺-缝皮
29
29
29
缝皮工艺-休整
30
30
30
缝皮工艺-检查
31
31
31
缝皮工艺-检查
32
32
32
方向盘装配
气袋固定支架 Bag retainer
气体发生器 Inflator Assy
气袋 Cushion
罩盖 Cover
螺母 Nut
喇叭线 Contact element 弹簧 Spring
45
副驾驶安全气囊 /PAB assy.
密封块 Clip
壳体 Housing
气体发生器 Inflator
AIRBAG ASSY
3
3
3
方向盘
方向盘的构成包括:
方向盘
骨架 发泡 缝皮
附件
轮圈 轮毂 辐条 花键套 多功能开关 线束 装饰件 换挡拨片
4
4
4
Audi Q5PA SWS-3 Spoke
线束总成 Wire harness Assy 皮子总成 Leather Assy 发泡 PU Foam
多功能开关 MUFU
右侧塑料骨架 Housing right 换挡拨片 TT Switch
39
Proprietary and Confidential
安全气囊的作用
——PAB /乘员气囊
PAB分布在车内前方(副驾驶位仪 表盘),与安全带配合工作,在意 外发生的瞬间可以起到有效的保护 副驾驶位乘员的头部和胸部的作用。
失效后果:
• 在车辆紧急状况下,起不到应有的保 护作用而造成副驾驶位人身伤害
O形环 Oetiker clamp 螺栓 Screw 垫片 Washer
插头保护帽 Connector cap 螺栓Screw
螺栓帽 Screw Cap 螺母 Nut M6
热保护片 Diffuser
气体发生器 Assy Inflator
47
头部安全气囊 /CAB/HAB assy.
气体发生器 inflator 自粘带 Tape
金属夹子 Metal clip 气袋标签 Lable
方向盘及安全气囊相关知识分享
2017-10-24
1
方向盘
定义:汽车、轮船、飞机等的操纵行驶方向的轮状装置。它通过花 键与转向轴相连,将驾驶员作用到转向盘边缘上的力转变为转矩后传递 给转向轴。
方向盘是车中与驾驶者接触时间最长,被使用频率最高,也是反映 使用者需求最密集的地方。它的设计直接影响使用者的情绪,操作和安 全。
螺母 Nut
46
46
气袋 Bag Assy
线束未显示 No wire harness
46
侧安全气囊 /SAB assy.
O 型环 Clamp 保护盖 Protection cover
气袋 Airbag assy 支架 bracket
47
线束 cable
线束插头保护盖 Connector protection
、储存和使用的过程中需严格控制温度。 20~30℃下隔绝空气和水分保存。 聚醚:
具有分层的特性-使用前充分搅拌-30分钟 具有 吸湿的特性-尽量保证桶的密封避免暴露于空气中 超出保质期反应性能会下降-在保质期内使用完
15
15
15
方向盘的发泡原料
在生产过程中,通过在发泡生产线上设定工艺参数来控制原料的温度、混合比例、用量以及
混合压力。每个产品都有各自的发泡工艺参数。同时,也需要控制发泡车间的温度,以保证
整条生产线都在一定的温度范围内生产运行。
聚醚多元醇和低分子量醇类与异氰酸酯反应生成氨基甲酸酯,微量的水与异氰酸酯生成脲,
这两个反应均放出热量。液体发泡剂在密闭的模具内吸收热量后汽化,原 料体积膨胀引起模
内压力升高 , 模具中心相对温度较高,发泡剂汽化形成泡沫,而靠近模具壁的原料在压力
骨架材料大多为镁铝合金。
图3 安放骨架
11
4. 合模、灌注与发泡
方向盘的发泡技术,属于反应注射成型(RIM)技术。
方向盘在模具里发泡的过程就是聚氨酯的发泡过程 (见图4)。 方向盘在聚氨酯发泡中需要加入色浆,这是与别的有蒙皮的发泡产品不同
之处。
色浆
料桶
POL
POL
ISO
ISO
混合头
装饰罩 Cover
骨架嵌件 Metal sheet
螺钉 Screw
左侧塑料骨架 Housing left 骨架 Armature
MQB SWS
皮子总成 Leather Assy
发泡 PU Foam
骨架 Armature
研磨件 Base plate plastic (milling adapter)
图2 不同颜色的方向盘
10
3. 安放骨架
发泡方向盘是内嵌骨架的发泡物。发泡之前 需要将骨架放入模具内部,按规定的位置固 定夹紧(见图3),然后才能合模浇注。
骨架位置放错放歪可以导致模具损坏与方向 盘尺寸发生变化。
方向盘骨架是通过铸造工艺生产的,骨架总 成的材料试验需要符合碰撞与扭转等安全要 求。
使用模内漆的原因是聚氨酯会变黄,需要用模内漆来保证方向 盘的颜色保持不变(特别是浅色方向盘)。 聚氨酯方向盘的色牢度、耐化学品腐蚀的材料试验与总成试验 大部分都与模内漆的品质和自结皮形成有关。 聚氨酯模内漆属于一种脂肪族聚氨酯漆. 使用模内漆可以避免方向盘表面有微孔的缺陷 。 模内漆只喷在模具上对应方向盘有皮纹的区域 。 根据车型不同,方向盘可以有不同的颜色与皮纹(见图2)。
© TRW Automotive 2013
Insert Presentation Name & Date Here
40
Proprietary and Confidential