HC276_热处理工艺 已阅
2767材料热处理淬火工艺(一)
2767材料热处理淬火工艺(一)2767材料热处理淬火工艺简介•2767材料是一种高强度、高硬度的合金材料,常用于制造耐磨、抗冲击的零件和工具。
•热处理是提高材料性能的重要工艺之一,淬火作为热处理的关键步骤之一,能够使材料获得优异的硬度和韧性。
什么是淬火•淬火是指将材料加热到临界温度以上,然后迅速冷却,以改变材料的组织结构和性能。
•在淬火过程中,材料的表层由于快速冷却而形成马氏体,从而提高材料的硬度和耐磨性。
热处理前的准备工作•淬火前,需要对2767材料进行预处理,包括去除杂质、调整组织结构等。
•预处理可以通过均匀加热和保持一段时间,使材料达到均匀的工艺温度。
淬火工艺步骤1.加热:将2767材料加热到临界温度以上,通常使用电炉或气体炉进行加热。
2.保温:在临界温度上保持一段时间,使材料内部均匀加热,并促进相变的进行。
3.快速冷却:迅速将材料从高温状态冷却至常温,可以通过水、油、盐浴等介质进行冷却。
4.回火:淬火后的材料通常会出现过硬和脆性的问题,通过回火处理可以降低材料的硬度同时提高其韧性。
淬火参数控制•淬火参数的选择对材料的性能有重要影响。
•控制淬火温度、保温时间和冷却速率可以实现理想的淬火效果。
淬火后材料的性能•淬火工艺可以使2767材料获得优异的硬度和耐磨性,适用于制造耐磨零件和工具。
•同时,淬火后材料的韧性也有所提高,能够在承受冲击和振动时保持较好的稳定性。
结论•2767材料的热处理淬火工艺是提高材料性能的重要方法。
•合理选择淬火参数和控制热处理过程可以使材料获得优异的硬度和韧性,适用于各种耐磨、抗冲击的工艺应用。
淬火工艺优化•针对2767材料的淬火工艺,可以通过优化参数和改进工艺方法来提高材料的性能。
•对于淬火温度,需根据材料的具体要求进行选择。
通常情况下,较高的淬火温度会使材料获得更高的硬度,但过高的温度可能导致材料的韧性下降。
•保温时间是控制相变过程的重要参数,过长或过短的保温时间都可能对材料性能产生不利影响。
c276材料的焊后热处理温度
c276材料的焊后热处理温度c276(UNS N10276)是一种镍基耐腐蚀合金,具有优异的抗腐蚀性能和高温强度。
在焊接过程中,如果未经适当的热处理,会导致材料的显微组织和性能受到损害。
因此,对于焊接后的c276材料,进行焊后热处理非常重要。
焊接后的c276材料通常需要进行退火处理,以消除应力和恢复材料的均匀性。
退火温度通常在800~1100摄氏度之间,并根据具体需要选择合适的退火时间。
退火的目的是使c276材料的显微组织重新均匀,并消除焊接过程中产生的应力。
退火处理可以提高c276材料的力学性能和抗腐蚀性能。
此外,焊接后的c276材料还可以进行固溶处理和再沉淀硬化处理。
固溶处理是指将材料加热至高温,使固溶体形成,并在适当的温度保持一段时间,以消除固溶处理过程中产生的应力。
再沉淀硬化处理是在固溶处理的基础上,使材料再次加热至高温,以促进沉淀物的析出和硬度的提高。
这种处理可以进一步提高c276材料的抗腐蚀性能和高温强度。
在选择焊后热处理温度时,需要考虑c276材料的组织结构和性能要求。
一般来说,较低的温度可以更好地保留c276材料的抗腐蚀性能,而较高的温度可以提高材料的高温强度。
同时,还需要考虑焊后热处理对材料的形变和性能的影响。
如果温度过高或时间过长,可能会导致材料的变形和性能下降。
除了退火、固溶处理和再沉淀硬化处理,还可以考虑其他的焊后热处理方法,如快速冷却、时效处理等。
这些方法可以根据c276材料的具体性能要求和应用条件来选择。
总之,c276材料的焊后热处理温度需要根据具体情况进行选择。
在实际操作中,需要综合考虑c276材料的抗腐蚀性能、高温强度和形变等因素,并遵循相应的规范和标准,以确保焊接后的材料具有优良的性能和可靠的使用寿命。
哈氏C-276合金资料固溶热处理技能

哈氏C-276合金资料固溶热处理技能C276哈氏合金C-276哈氏合金归于镍-钼-铬-铁-钨系镍基合金,是现代金属资料中耐蚀好的一种。
主要耐湿氯、氧化性氯化物、氯化盐溶液、硫酸与氧化性盐,在低温与中温盐酸中均有好的耐蚀功能。
因而,近三十年以来、在严苛的腐蚀环境中,如化工、石油化工、烟气脱硫、纸浆和造纸、等工业范畴有着适当广的运用。
中文名 C276哈氏合金外文名C276 密度8.90g/cm3 比热425J/kg/k 弹性模量205Gpa(21℃)合金运用规范牌号合金板材棒材焊条焊丝无缝管焊接收管件锻件Hastelloy B-3 (N10675 ) [1]SB333SB335ENiMo-10ERNiMo-10SB622SB619/B619SB366SB564 B333B335B622SB626/B626B366B564Hastelloy C-276 (N10276)SB575 B575SB574 B574ENiCrMo-4ERNiCrMo-4SB622 B622SB619/B619SB366SB564SB626/B626B366B564 Hastelloy C-22 (N06022)SB575 B575SB574 B574ENiCrMo-10ERNiCrMo-10SB622 B622SB619/B619SB366SB564SB626/B626B366B564 Hastelloy C-2000 (N06200)SB575 B575SB574 B574ENiCrMo-17ERNiCrMo-17SB622 B622SB619/B619SB366SB564SB626/B626B366B564 Hastelloy D-205Hastelloy G-30 (N06030)SB582 B582SB581 B581ENiCrMo-11ERNiCrMo-11SB622 B622SB619/B619SB366SB564SB626/B626B366B564Hastelloy G-35 (N06035)B575B574B622B619B366B462 B626ULTIMET (R31233)B818B815Hastelloy B (N10001)SB333SB335ENiMo-10 B333B335Hastelloy X (N06002)SB435SB572ENiCrMo-2ERNiCrMo-2SB622 B622SB619/B619B366AMS 575 B435B572AMS5536AMS 5754Haynes 25 (R30605)AMS 5537AMS5759AMS5797AMS5796B619/B626AMS5759Haynes HR-120 (N08120)AMS5619SB408SB407SB514/B514SB366SB564 SB409B408B407SB515/B515B366B564 B409Haynes HR-160 (N12160)SB435SB572SB622SB619/B619SB366SB564B435B572B622SB626/B626B366B564 Haynes 188 (R30188 )AMS5608AMS5772AMS5801AMS5772 Haynes 214 (N07041)Haynes 230 (N06230)SB435SB572SB622/B622SB619/B619SB366SB564 B435B572SB626/B626B366B564 AMS5878AMS5891AMS 589Haynes 230-W (N06231)ERNiCrWMo-1AMS5839Haynes 242 (N10242)SB434SB573SB622SB619/B619B366SB564 B434B573B626B564Haynes 556 (R30556)SB435SB572ER3556SB622/B622SB619/B619SB366AMS5877 B435B572AMS5831SB626/B626B366AMS5874AMS5877Haynes 625 (N06625)SB443SB446ERNiCrMo-3AMS5581AMS5881SB366AMS5666 B443B446AMS5837SB444/B444SB704/B704B366AMS5666AMS5599SB705/B705Haynes 718 (N07718)AMS5596AMS5662ERNiCrFeCr-2AMS5589AMS5662 AMS5597AMS5664AMS 5832AMS5590AMS5664 SB637B637焊接及热处理技能哈氏C-276合金的焊接功能和普通奥氏体不锈钢相似,在运用一种焊接办法对C-276焊接之前,必须要采纳办法以使焊缝及热影响区的抗腐蚀功能下降最小,如钨极气体维护焊(GTAW)、金属极气体维护焊(GMAW)、埋弧焊或其他一些能够使焊缝及热影响区抗腐蚀功能下降最小的焊接办法。
一种哈氏合金c-276的锻造工艺

一种哈氏合金c-276的锻造工艺哈氏合金C-276是一种高温高抗腐蚀性能的镍基合金,具有优异的耐酸、耐碱、耐盐和耐腐蚀性,在化学工业、石油、医药、航空等领域得到广泛应用。
为了满足不同工程需求,哈氏合金C-276需要通过锻造工艺进行加工。
下面将介绍一种常用的哈氏合金C-276的锻造工艺。
哈氏合金C-276的锻造工艺通常包括预加热、锻造、热处理和改善工艺。
首先是预加热。
由于哈氏合金C-276的成分中含有较高比例的镍,其熔点较高,因此在进行锻造之前需要对原料进行预加热。
预加热的温度一般在800-1000摄氏度之间,根据不同的锻造形状选择合适的温度。
预加热的目的是使原料均匀加热,提高可锻性,减少应力及晶界的形成。
接下来是锻造。
锻造是通过对预加热的原料进行塑性变形,改变其形状和结构的过程。
锻造通常分为两种方式:自由锻造和模锻造。
自由锻造是将预加热的原料放在锻机上,通过锻击力使其变形;模锻造是将预加热的原料放在模具中进行锻造。
锻造时需注意控制锻造速度、温度和压力,以避免过度变形和裂纹的产生。
锻造完毕后,通过空气冷却或水冷却将锻件冷却至室温。
接下来是热处理。
热处理是通过加热和冷却的方式对锻件进行组织结构的调整,提高其力学性能和抗腐蚀性能。
常用的热处理方式包括退火、固溶和时效。
退火是将锻件加热至一定温度并保持一段时间,然后缓慢冷却至室温;固溶是将锻件加热至一定温度使其溶解,然后迅速冷却;时效是在固溶后对锻件进行长时间的低温保持。
热处理的目的是调整锻件的结构,提高其强度、硬度和耐腐蚀性。
最后是改善工艺。
锻造过程中会产生一定程度的晶界和缺陷,通过改善工艺对锻件进行处理,可以提高其性能。
常用的改善工艺包括热处理、热加工和机械加工。
热处理可以调整晶界的结构,减少缺陷的产生;热加工可以进一步改善晶体的结构和力学性能;机械加工可以通过切削、研磨等方式对锻件进行精加工,提高其表面光洁度和尺寸精度。
总结起来,哈氏合金C-276的锻造工艺是一个复杂的过程,需要通过预加热、锻造、热处理和改善工艺等环节进行加工。
astm hc276执行标准

astm hc276执行标准
ASTM HC276 是一种镍基合金,执行标准是ASTM B625,也称
为Inconel 625。
ASTM B625 是美国材料与试验协会(ASTM)制定的关于镍基合金板材、带材和薄板的标准规范。
该标准规定了Inconel 625 合金的化学成分、机械性能、物理性能、制造工艺和检验方法等方面的要求。
Inconel 625 合金具有优异的耐腐蚀性、高温强度和良好的可加工性,被广泛应用于航空航天、石油化工、海洋工程、核能等领域。
在执行ASTM B625 标准时,需要按照标准规定的要求进行材料的选择、制造、检验和测试,以确保材料的质量和性能符合要求。
同时,也需要注意标准的更新和修订,及时了解和应用最新的标准要求。
HC 热处理工艺 已阅
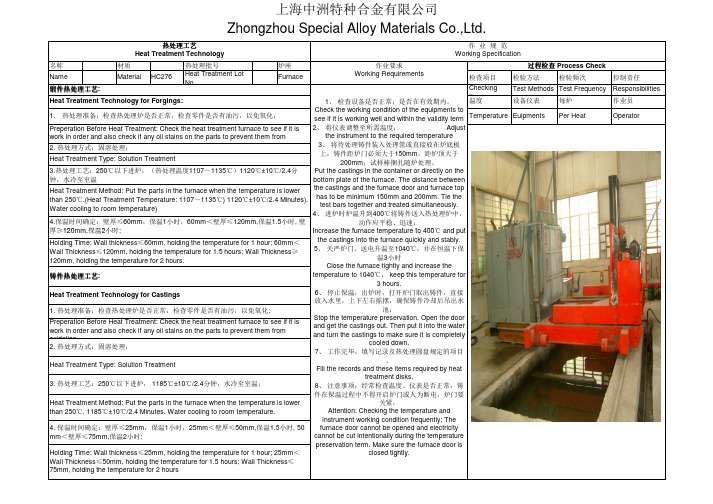
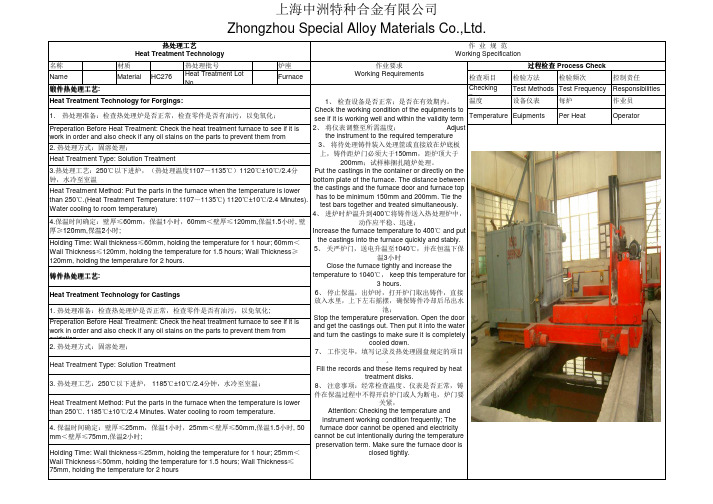
名称材质热处理批号炉座NameMaterialHC276Heat Treatment Lot No.Furnace检查项目检验方法检验频次控制责任Checking Items Test Methods Test Frequency Responsibilities温度设备仪表每炉作业员Temperature EuipmentsPer HeatOperator1、 检查设备是否正常;是否在有效期内。
Check the working condition of the equipments tosee if it is working well and within the validity term 2、 将仪表调整至所需温度; Adjust the instrument to the required temperature 3、 将待处理铸件装入处理筐或直接放在炉底板上,铸件距炉门必须大于150mm ,距炉顶大于200mm ;试样棒捆扎随炉处理。
Put the castings in the container or directly on the bottom plate of the furnace. The distance betweenthe castings and the furnace door and furnace top has to be minimum 150mm and 200mm. Tie thetest bars together and treated simultaneously.4、 进炉时炉温升到400℃将铸件送入热处理炉中,动作应平稳、迅速; and putHeat Treatment Method: Put the parts in the furnace when the temperature is lowerthan 250℃.(Heat Treatment Temperature: 1107~1135℃) 1120℃±10℃/2.4 Minutes).Water cooling to room temperature)4.保温时间确定:壁厚≤60mm ,保温1小时,60mm <壁厚≤120mm,保温1.5小时, 壁上海中洲特种合金有限公司锻件热处理工艺:Heat Treatment Technology for Forgings:1. 热处理准备:检查热处理炉是否正常,检查零件是否有油污,以免氧化;Preperation Before Heat Treatment: Check the heat treatment furnace to see if it iswork in order and also check if any oil stains on the parts to prevent them fromoxidation.2. 热处理方式:固溶处理;Heat Treatment Type: Solution Treatment3.热处理工艺:250℃以下进炉,(热处理温度1107~1135℃)1120℃±10℃/2.4分钟,水冷至室温热处理工艺Heat Treatment Technology过程检查 Process Check作业要求Working Requirements作 业 规 范Working SpecificationZhongzhou Special Alloy Materials Co.,Ltd.Increase the furnace temperature to 400℃the castings into the furnace quickly and stably.5、 关严炉门,送电升温至1040℃,并在恒温下保温3小时Close the furnace tightly and increase thetemperature to 1040℃, keep this temperature for 3 hours.6、 停止保温,出炉时,打开炉门取出铸件,直接放入水里,上下左右摇摆,确保铸件冷却后吊出水池;Stop the temperature preservation. Open the doorand get the castings out. Then put it into the waterand turn the castings to make sure it is completelycooled down.7、 工作完毕,填写记录及热处理圆盘规定的项目。
哈氏合金h276热处理硬度
哈氏合金h276热处理硬度哈氏合金H276是一种高温合金,具有优异的高温强度和耐腐蚀性能。
热处理是一种常用的方法,可以改变合金的结构和性能,进而提高其硬度。
本文将探讨哈氏合金H276的热处理过程及其对硬度的影响。
热处理是通过加热和冷却的方式来改变材料的结构和性能。
对于哈氏合金H276而言,热处理可以进行多种方式,如固溶处理、时效处理等。
其中,固溶处理是将合金加热至一定温度,使固溶体中的合金元素均匀溶解,然后通过快速冷却来固定合金元素的位置。
时效处理则是在固溶处理后,将材料在较低温度下保持一定时间,以促使合金元素重新排列,形成所需的强化相。
在进行热处理之前,首先需要对材料进行预处理,包括去除表面的油污和氧化物,并进行均匀的加热。
然后,将合金加热至适当的温度,保持一定时间,使合金元素均匀溶解。
在固溶处理过程中,合金元素的溶解度与温度有关,通过控制加热温度和时间,可以使合金元素充分溶解。
随后,通过快速冷却来固定合金元素的位置,防止其重新析出。
固溶处理后,可以进行时效处理。
时效处理的温度和时间是影响合金硬度的重要因素。
在时效处理过程中,合金元素重新排列,形成强化相,从而提高材料的硬度。
不同的时效处理方式可获得不同的硬度和强度。
一般来说,通过适当的时效处理,可以使哈氏合金H276达到最佳的硬度和强度,并保持良好的耐腐蚀性能。
热处理对哈氏合金H276的硬度影响显著。
通过固溶处理和时效处理,可以显著提高合金的硬度。
固溶处理可以使合金元素均匀溶解,消除合金中的析出相,从而提高材料的硬度。
时效处理则通过重新排列合金元素,形成强化相,进一步提高材料的硬度。
这种强化作用可以使哈氏合金H276在高温下保持较高的硬度,提高其使用寿命和耐磨性能。
然而,需要注意的是,热处理过程中温度和时间的选择应根据具体的应用要求进行调整。
过高的温度或过长的时间可能导致合金过度软化,从而降低硬度。
因此,在进行热处理时,需要根据具体情况,选择合适的处理参数,以获得最佳的硬度和性能。
哈氏C-276的制造性能

之 间产生巨大 的焊接热 应力 。在 变送器使 用 中, 这些 应力在 释放 时会影响变送 器使用 精度 , 严重 的会 使焊接元 件变形或使 焊缝拉
裂。 三、 哈 氏合 金 C - 2 7 6的 铸 造 性
例, 介绍其 物理属性 、 焊接性 能 、 铸 造性 能 、 热处理 性 能、 机 加工 性
【 关键 词 】 哈 氏合金 ; 耐 腐蚀 性 ; 制造 性 能
在现代很多 的工业领域 ( 如: 电力 , 石油化工 , 冶金钢铁 , 医药 , 食 品卫生 , 造纸 , 轻纺 , 环保等 , ) 的E t 常生产中 , 都 需要 工业仪 表对 其 过程参数进行测量 。但 在一 些特 殊 的工 业领 域 中, 其很 多 的被 测量 介质都具有腐蚀性 , 而部分测 量仪表要直接接触到待 测介质 , 这就需 要我们的测量仪表 中接触介质的部分应具有 良好的耐腐 蚀 性 。所 以在设 计过程 中, 针对 不 同的介质 我们要 选择 不 同的接 触 液材质 。以满足使用 的要求 。哈氏合金 由于其具有很好 的耐腐蚀
中 。作 为新 型 的材料 , 要 想使 它被 更好 的应 用 于_ Z - _ , l k 仪表 上 , 就 需要我 们 对 它的加 工 性能 充分 了解 , 只有 了解 了它的属 性 , 我们 才 能用 它制造 出满足 我们 要 求的 零部件 用于工 业仪 表 中。本 文就哈 氏合金 的焊 接性 能、 铸造 性 能 、 热 处理 性 能 、 机加 工性 能做 一介 绍 , 以帮 助我 们 能更好 的
哈氏 C 一 2 7 6的 制 造 性 能
胡 慧峰 ( 重 庆 市 பைடு நூலகம்联 测 控 技 术有 限 公 司
【 摘 要】 作 为 万能 的抗 腐蚀合 金一 哈 氏 C 一 2 7 6被 广 泛 的用 于 工业 仪表
HC276材质介绍 已阅

HC276--哈氏合金C-276
是一种含钨的镍-铬-钼合金,极低的硅碳含量,被认为是万能的抗腐蚀合金。
主要耐湿氯、各种氧化性氯化物、氯化盐溶液、硫酸与氧化性盐,在低温与中温盐酸中均有很好的耐蚀性能。
因此,近三十年以来、在苛刻的腐蚀环境中,如化工、石油化工、烟气脱硫、纸浆和造纸、环保等工业领域有着相当广泛的应用。
材料成分:
57Ni-16Cr-16Mo-5Fe-4W-2.5Co*-1Mn*-0.35V*-0.08Si*-0.01C* (*为最大含量)
机械性能:抗拉强度:σb≥730Mpa,延伸率:δ≥40%,硬度:HRB≤100 R26--美国牌号高温合金
主要用于300MW~600MW汽轮机的高温紧固件和密封环件。
具有良好的室温综合性能、高持久极限和蠕变强度。
化学成份:C≤0.05 Mn≤1.00 P≤0.03 S ≤0.030 Si≤1.5 Ni 35.00~39.00 Co 18.00~22.00 Cr 16.00~20.00 Ti 2.50~3.00 Mo
2.50~
3.00 Al≤0.25 B 0.001~0.010 Fe 余量。
不锈钢HC276不锈钢毛细管设备工艺原理
不锈钢HC276不锈钢毛细管设备工艺原理简介不锈钢HC276不锈钢毛细管设备是一种实现了微流控与毒性检测的新型检测方法。
该设备采用了不锈钢HC276不锈钢材料,具有耐腐蚀性强、耐高温性好、宁静稳定等特点,能够有效地检测毒性物质。
不锈钢HC276不锈钢毛细管设备的工艺原理不锈钢HC276不锈钢毛细管设备的工艺原理是利用毛细作用原理进行检测。
毛细作用是液面所受到的界面张力的作用,即可使液体升降和浸入毛细管内。
不锈钢HC276不锈钢毛细管设备的微流控技术是利用微小的物理力和表面效应,调节液体在微小空间中的流动和输送,实现精准、灵敏的测试和分析。
在实现微流控的同时,不锈钢HC276不锈钢毛细管设备还采用了可重复利用的电化学检测方法。
通过电化学检测,可以迅速检测出毒性物质,并且实现实时监控。
不锈钢HC276不锈钢毛细管设备的优点不锈钢HC276不锈钢毛细管设备具有以下优点:1.耐腐蚀性强:不锈钢HC276不锈钢材质具有优异的抗腐蚀性能,能够适应不同环境下的检测需求。
2.耐高温性好:不锈钢HC276不锈钢材质耐高温性能良好,能够适应高温条件下的检测需求。
3.宁静稳定:不锈钢HC276不锈钢毛细管设备性能稳定,检测准确性高,能够满足实际应用需求。
4.可重复利用:不锈钢HC276不锈钢毛细管设备采用可重复利用的电化学检测方法,实现了实时监控和快速检测。
5.成本低廉:不锈钢HC276不锈钢毛细管设备采用的材料成本低廉,制造工艺简单,能够降低检测成本。
使用注意事项在使用不锈钢HC276不锈钢毛细管设备时,需要注意以下事项:1.设备在使用前需要进行清洗,防止杂质污染。
2.设备使用过程中需要防止振动和冲击。
3.设备存放时需要避免阳光直射和高温环境。
4.设备保养时需要遵循厂家规定的方法,以保证设备使用寿命。
总结不锈钢HC276不锈钢毛细管设备是一种实现了微流控与毒性检测的新型检测方法。
设备采用不锈钢HC276不锈钢材料,具有耐腐蚀性强、耐高温性好、宁静稳定等特点,能够有效地检测毒性物质。
哈氏合金执行标准 hc-276

哈氏合金执行标准 hc-276
哈氏合金是一种高温合金,常见的执行标准有ASTM标准和ASME标准。
对于HC-276合金,它的执行标准通常是ASTM标准B574
和ASME标准SB574。
这些标准规定了HC-276合金的化学成分、机
械性能、热处理方法、检测要求等方面的要求。
通过遵循这些执行
标准,可以确保生产出的HC-276合金具有一定的质量和性能保证。
在执行标准中,通常会包括合金的化学成分要求,比如对镍、铬、钼、铁等元素含量的要求,以及其他微量元素的限制。
此外,
执行标准还会规定合金的热处理方法,比如退火、固溶处理等工艺
要求,以及对于材料的机械性能,比如抗拉强度、屈服强度、延伸
率等方面的要求。
同时,标准还会包括对材料外观、尺寸、允许的
缺陷等方面的要求,以确保生产出的材料符合规定的质量标准。
此外,执行标准还会包括对材料的检测要求,比如化学成分分析、金相组织分析、硬度测试、拉伸测试、冲击测试等方面的要求,以确保材料符合标准要求并具有一定的可靠性。
总的来说,执行标
准对于材料的生产、加工、检测等方面提出了严格的要求,以确保
生产出的材料能够满足特定的工程要求和使用环境下的性能要求。
HastelloyC-276(哈氏合金) N10276哈氏标准件

徐梦婕:1580---①⑨①⑥--798C-276全称为HastelloyC-276(哈氏合金)UNS N10276,ASTM B575,ASME SB575,DIN/EN hastelloyc-276Hastelloy C-276 的化学成分:%镍:余量铬:14.5~16.5钼:15~17铁:4~7钨:3~4.5钴:2.5碳:0.01锰:1硅:0.08钒:0.35磷:0.04硫:0.03Hastelloy C-276 的物理性能:密度8.9 g/cm3熔点1325-1370 ℃Hastelloy C-276 在常温下合金的机械性能的最小值:哈C /C276合金和状态抗拉强度Rm N/mm2 690屈服强度RP0.2N/mm2 283延伸率A5 % 40HastelloyC276是一种含钨的镍-铬-钼合金,极低的硅碳含量,被认为是万能的抗腐蚀合金。
主要耐湿氯、各种氧化性氯化物、氯化盐溶液、硫酸与氧化性盐,在低温与中温盐酸中均有很好的耐蚀性能。
HastelloyC276热处理:HastelloyC276材料固溶热处理包括两个过程:(1)在1040℃~1150℃加热;(2)在两分钟之内快速冷却至黑色状态(400℃左右),这样处理后的材料有很好的耐蚀性能。
因此仅对HastelloyC276进行消应力热处理是无效的。
在热处理之前要清理合金表面的油污等可能在热处, ,理过程中产生碳元素的一切污垢。
HastelloyC276表面在焊接或热处理时会产生氧化物,使合金中的Cr 含量降低,影响耐蚀性能,所以要对其进行表面清理。
可以使用不锈钢丝刷或砂轮,接下来浸入适当比例硝酸和氢氟酸的混合液中酸洗,最后用清水冲洗干净。
HastelloyC276应用领域:石油化工设备、热交换器、烟气脱硫设备、流体化工泵、氟化工等哈氏合金HastelloyC-276镍合金杂谈:1)沉淀硬化镍合金是为了适应航空和航天事业的发展需求,在四、五十年代发展起来的一类高强度钢,经过时效处理时析出沉淀强化相,提高合金的强度和韧性,使综合性能稳定。
hastelloyc-276无缝管加工与热处理、哈氏合金C-276

例如:相对于标准奥氏体不锈钢要采用较慢的表面切削速度,对于表面的硬化 层要采用较大的进刀量,并使刀具处于连续的工作状态。
7:焊接 哈氏 B-2 合金焊缝金属及热影响区由于易析出 β相而导致贫 Mo,从而易于 产生晶间腐蚀,因此,哈氏 B-2 合金的焊接工艺应谨慎制定,严格控制。一般 焊接工艺如下:焊材选用 ERNi-Mo7;焊接方法 GTAW;控制层间温度不大于 120℃;焊丝直径φ2.4、φ3.2;焊接电流 90~150A。同时,施焊前,焊丝、被焊 接件坡口及相邻部位应进行去污脱脂处理。
Niቤተ መጻሕፍቲ ባይዱCr-Fe-Mo
典型使用 场合
盐酸等还原性介质
氧化、还原性兼有的混 合介质
磷酸、硫酸、硫酸盐等
为改善哈氏合金的耐蚀性能和冷、热加工性能,哈氏合金先后进行了三次 重大改进, 其发展过程如下:
B 系列 :B → B-2(00Ni70Mo28) → B-3 C 系列 :C → C-276(00Cr16Mo16W4) → C-4(00Cr16Mo16) → C-22 (00Cr22Mo13W3) → C-2000(00Cr20Mo16) G 系列 :G → G-3(00Cr22Ni48Mo7Cu) → G-30(00Cr30Ni48Mo7Cu) 目 前 使 用 最 广 泛 的 是 第 二 代 材 料 N10665(B-2) 、 N10276(C-276) 、 N06022(C-22) 、 N06455(C-4) 和 N06985(G-3) 。 第 三 代 材 料 N10675(B-3) 、 N10629(B-4)、N06059(C-59)处于推广阶段。由于冶金技术的进步,近年来出现 了多个牌号的含~6%Mo 的所谓“超级不锈钢”,替代了 G 系列合金,使得 G 系 列合金的生产和使用迅速下降。
hc276标准
hc276标准
HC276是一种高强度、耐腐蚀的镍基合金,具有优良的机械性能和高温性能。
它通常被用于制造化学工艺设备、海洋工程结构、石油和天然气开采设备以及其他高要求的应用领域。
在化学工艺设备中,HC276合金具有出色的耐腐蚀性能,能够在各种腐蚀性环境中长期稳定工作。
这使得它成为制造反应器、压力容器、管道和其他化学设备的重要材料。
在海洋工程结构中,HC276合金的强度和耐腐蚀性能使其成为制造海上平台、油轮、液化天然气运输船等海洋工程结构的理想材料。
这些结构的正常运行需要在恶劣的环境条件下长期承受重载和腐蚀,HC276合金的出现为解决这些问题提供了有效的解决方案。
在石油和天然气开采设备中,HC276合金的高强度和耐腐蚀性能使其成为制造井口装置、采油树、管道等设备的优选材料。
在石油和天然气开采过程中,这些设备需要承受高压、高温和腐蚀性流体的影响,HC276合金的优良性能使其成为确保安全和高效开采的关键因素。
除了以上应用领域,HC276合金还可以应用于其他高要求的应用领域,如航空航天、核工业和医疗设备等领域。
在这些领域中,HC276合金的优良性能使其成为满足严格要求和高性能标准的重要材料。
1。
不锈钢仪表管HC276设备工艺原理

不锈钢仪表管HC276设备工艺原理摘要不锈钢仪表管是工业生产中常用的管道系统之一,通过对其工艺原理的研究,可以更加深入地了解不锈钢仪表管在实际生产中的应用情况。
本文主要介绍不锈钢仪表管HC276设备工艺原理,包括其材料特性、制造工艺、加工工序等内容,希望能够对相关领域的学者和从业者提供一定的参考价值。
介绍不锈钢仪表管概述不锈钢仪表管是指用于测量、控制和调节流体的管道系统。
其主要由不锈钢制成,具有优异的耐腐蚀、耐高温、高强度、无毒无味等优良性能。
不锈钢仪表管已广泛应用于化工、石油、食品、制药等行业,成为工业生产中不可或缺的管道系统之一。
HC276材料特性HC276是一种镍钼铬铁合金,具有极佳的耐腐蚀性和抗氧化性能。
其主要特点包括:•高温下稳定性好:在1100℃以下使用时间长,不易产生氧化膜,不发生变形。
•耐腐蚀性极强:能耐受各种化学介质的腐蚀,包括有机酸、无机酸、盐溶液、氢氟酸等。
•低磁性:在加工和使用过程中,不会受到外部磁场影响而产生变化。
HC276是一种优秀的材料,可以用于生产各种耐腐蚀性能要求高的管道系统,如不锈钢仪表管。
制造工艺工艺流程不锈钢仪表管HC276的制造工艺流程大致包括以下几个步骤:•材料准备:根据需要,将HC276材料进行选材和切割处理,确保符合制造要求。
•冷壁折弯:利用折弯机对不锈钢管进行折弯处理,以便满足使用场合的需要。
•焊接处理:对管道进行接头焊接、壁厚处理等工序,以确保其密封性和使用性能。
•表面处理:对管道进行抛光、刷漆等处理,提高其外观质量。
•检测和包装:对制成的不锈钢仪表管进行检测和包装,以便存储、运输和使用。
工艺要点在不锈钢仪表管HC276的制造工艺中,需要注意以下几个方面:•材料要求高:为了确保不锈钢管的高耐腐蚀性,需要选用优质的HC276材料进行制造。
•焊接质量关键:管道的密封性和使用寿命与焊接质量密切相关,需要注意焊接工艺参数设置和检测。
•表面处理精细:管道的外观质量不仅与美观度有关,还与其使用寿命长短有关,需要注意表面处理质量。
镍基C一276合金无缝管的工艺及性能
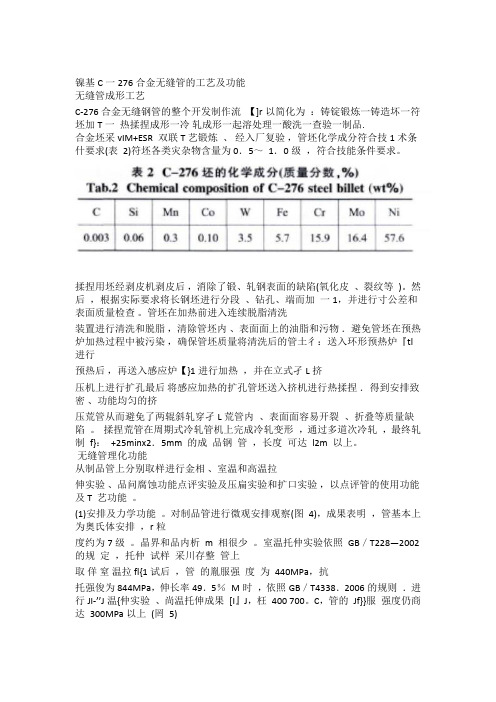
镍基C一276合金无缝管的工艺及功能无缝管成形工艺C-276合金无缝钢管的整个开发制作流【]r以简化为:铸锭锻炼一铸造坏一符坯加T一热揉捏成形一冷轧成形一起溶处理一酸洗一查验一制品.合金坯采vIM+ESR 双联T艺锻炼、经入厂复验,管坯化学成分符合技 1术条什要求(表2)符坯各类灾杂物含量为 0.5~1.0级,符合技能条件要求。
揉捏用坯经剥皮机剥皮后,消除了锻、轧钢表面的缺陷(氧化皮、裂纹等)。
然后,根据实际要求将长钢坯进行分段、钻孔、端而加一1,并进行寸公差和表面质量检查。
管坯在加热前进入连续脱脂清洗装置进行清洗和脱脂,清除管坯内、表面面上的油脂和污物.避免管坯在预热炉加热过程中被污染,确保管坯质量将清洗后的管土彳:送入环形预热炉『tl 进行预热后,再送入感应炉【}1进行加热,并在立式孑L挤压机上进行扩孔最后将感应加热的扩孔管坯送入挤机进行热揉捏.得到安排致密、功能均匀的挤压荒管从而避免了两辊斜轧穿孑L荒管内、表面面容易开裂、折叠等质量缺陷。
揉捏荒管在周期式冷轧管机上完成冷轧变形,通过多道次冷轧,最终轧制f}:+25minx2.5mm 的成品钢管,长度可达l2m 以上。
无缝管理化功能从制品管上分别取样进行金相、室温和高温拉伸实验、品问腐蚀功能点评实验及压扁实验和扩口实验,以点评管的使用功能及 T 艺功能。
(1)安排及力学功能。
对制品管进行微观安排观察(图4),成果表明,管基本上为奥氏体安排,r粒度约为7级。
晶界和品内析m 相很少。
室温托仲实验依照GB/T228—2002的规定,托仲试样采川存整管上取佯窒温拉 fl{1试后,管的胤服强度为440MPa,抗托强俊为 844MPa,伸长率49.5%M时,依照GB/T4338.2006的规则.进行JI-’’J温{仲实验、尚温托伸成果[I』J,枉400 700。
C,管的Jf}}服强度仍商达300MPa以上(罔5)(2) 问腐蚀功能.为r榆验管的抗问懵蚀功能,依照ASTM G28A法(Fe!(SO4)3+50%H2SO 溶液 )进行腐蚀试验,实验时间为24h。
HC276_热处理工艺 已阅
名称材质热处理批号炉座NameMaterialHC276Heat Treatment Lot No.Furnace检查项目检验方法检验频次控制责任Checking Items Test Methods Test Frequency Responsibilities温度设备仪表每炉作业员Temperature EuipmentsPer HeatOperator1、 检查设备是否正常;是否在有效期内。
Check the working condition of the equipments tosee if it is working well and within the validity term 2、 将仪表调整至所需温度; Adjust the instrument to the required temperature 3、 将待处理铸件装入处理筐或直接放在炉底板上,铸件距炉门必须大于150mm ,距炉顶大于200mm ;试样棒捆扎随炉处理。
Put the castings in the container or directly on the bottom plate of the furnace. The distance betweenthe castings and the furnace door and furnace top has to be minimum 150mm and 200mm. Tie thetest bars together and treated simultaneously.4、 进炉时炉温升到400℃将铸件送入热处理炉中,动作应平稳、迅速; and putHeat Treatment Method: Put the parts in the furnace when the temperature is lowerthan 250℃.(Heat Treatment Temperature: 1107~1135℃) 1120℃±10℃/2.4 Minutes).Water cooling to room temperature)4.保温时间确定:壁厚≤60mm ,保温1小时,60mm <壁厚≤120mm,保温1.5小时, 壁上海中洲特种合金有限公司锻件热处理工艺:Heat Treatment Technology for Forgings:1. 热处理准备:检查热处理炉是否正常,检查零件是否有油污,以免氧化;Preperation Before Heat Treatment: Check the heat treatment furnace to see if it iswork in order and also check if any oil stains on the parts to prevent them fromoxidation.2. 热处理方式:固溶处理;Heat Treatment Type: Solution Treatment3.热处理工艺:250℃以下进炉,(热处理温度1107~1135℃)1120℃±10℃/2.4分钟,水冷至室温热处理工艺Heat Treatment Technology过程检查 Process Check作业要求Working Requirements作 业 规 范Working SpecificationZhongzhou Special Alloy Materials Co.,Ltd.Increase the furnace temperature to 400℃the castings into the furnace quickly and stably.5、 关严炉门,送电升温至1040℃,并在恒温下保温3小时Close the furnace tightly and increase thetemperature to 1040℃, keep this temperature for 3 hours.6、 停止保温,出炉时,打开炉门取出铸件,直接放入水里,上下左右摇摆,确保铸件冷却后吊出水池;Stop the temperature preservation. Open the doorand get the castings out. Then put it into the waterand turn the castings to make sure it is completelycooled down.7、 工作完毕,填写记录及热处理圆盘规定的项目。
Hastelloy C-276合金与硅钢间的瞬态接触换热实验研究
Hastelloy C-276合金与硅钢间的瞬态接触换热实验研究朱智;张立文;顾森东【摘要】The transient contact heat transfer between Hastelloy C-276 and silicon steel was investigated by a set of self-developed transient thermal contact conductance experimental apparatus. In order to validate the reliability of the experimental apparatus and method, the measured temperature at the calibration point was compared with the calculated value. Furthermore, the dependence of thermal contact conductance on the initial temperature of the test specimen and the contact pressure was also discussed. The results indicate that the measured temperature at the calibration point agrees well with the calculated value, and the experimental apparatus and method are reliable. When the test specimens are brought into contact, the thermal contact conductance increases rapidly in a very short time, and then it reaches a level gradually with the increase of time. In addition, the thermal contact conductance increases significantly with the increase of the initial temperature of the Hastelloy C-276 specimen and the contact pressure. The relationship between thermal contact conductance and contact pressure follows exponential correlation.%利用自制的瞬态接触换热系数测量装置对Hastelloy C-276合金与硅钢间的瞬态接触换热进行测试,通过对比校核点温度的实测值和计算值来验证测量装置和方法的可靠性,探讨试样初始温度和接触载荷对接触换热系数的影响.研究结果表明:校核点温度的实测值和计算值基本吻合,表明测量装置和方法可靠;当接触发生后,接触换热系数在很短的时间内快速增大,并随时间的增长,逐渐趋于稳定.接触换热系数随着Hastelloy C-276合金试样初始温度的升高而增大,随接触载荷的增大而增大,且接触换热系数与接触载荷近似呈指数关系.【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2012(043)003【总页数】6页(P877-882)【关键词】瞬态接触换热;Hastelloy C-276合金;硅钢【作者】朱智;张立文;顾森东【作者单位】大连理工大学材料科学与工程学院,辽宁大连,116023;大连理工大学材料科学与工程学院,辽宁大连,116023;大连理工大学材料科学与工程学院,辽宁大连,116023【正文语种】中文【中图分类】TG115.25Hastelloy C-276合金是一种镍基高温合金,具有优良的耐腐蚀性能和高温力学性能,因此,Hastelloy C-276合金在化工、航空和核电等领域得到了广泛应用[1-2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
名称材质热处理批号
炉座Name
Material
HC276
Heat Treatment Lot No.
Furnace
检查项目检验方法
检验频次控制责任Checking Items Test Methods Test Frequency Responsibilities
温度
设备仪表每炉作业员Temperature Euipments
Per Heat
Operator
1、 检查设备是否正常;是否在有效期内。
Check the working condition of the equipments to
see if it is working well and within the validity term 2、 将仪表调整至所需温度; Adjust the instrument to the required temperature 3、 将待处理铸件装入处理筐或直接放在炉底板上,铸件距炉门必须大于150mm ,距炉顶大于
200mm ;试样棒捆扎随炉处理。
Put the castings in the container or directly on the bottom plate of the furnace. The distance between
the castings and the furnace door and furnace top has to be minimum 150mm and 200mm. Tie the
test bars together and treated simultaneously.
4、 进炉时炉温升到400℃将铸件送入热处理炉中,
动作应平稳、迅速; and put
Heat Treatment Method: Put the parts in the furnace when the temperature is lower
than 250℃.(Heat Treatment Temperature: 1107~1135℃) 1120℃±10℃/2.4 Minutes).
Water cooling to room temperature)
4.保温时间确定:壁厚≤60mm ,保温1小时,60mm <壁厚≤120mm,保温1.5小时, 壁上海中洲特种合金有限公司
锻件热处理工艺:
Heat Treatment Technology for Forgings:
1. 热处理准备:检查热处理炉是否正常,检查零件是否有油污,以免氧化;Preperation Before Heat Treatment: Check the heat treatment furnace to see if it is
work in order and also check if any oil stains on the parts to prevent them from
oxidation.2. 热处理方式:固溶处理;
Heat Treatment Type: Solution Treatment
3.热处理工艺:250℃以下进炉,(热处理温度1107~1135℃)1120℃±10℃/2.4分钟,水冷至室温热处理工艺
Heat Treatment Technology
过程检查 Process Check
作业要求
Working Requirements
作 业 规 范Working Specification
Zhongzhou Special Alloy Materials Co.,Ltd.
Increase the furnace temperature to 400℃the castings into the furnace quickly and stably.
5、 关严炉门,送电升温至1040℃,并在恒温下保
温3小时Close the furnace tightly and increase the
temperature to 1040℃, keep this temperature for 3 hours.
6、 停止保温,出炉时,打开炉门取出铸件,直接放入水里,上下左右摇摆,确保铸件冷却后吊出水
池;Stop the temperature preservation. Open the door
and get the castings out. Then put it into the water
and turn the castings to make sure it is completely
cooled down.
7、 工作完毕,填写记录及热处理圆盘规定的项目。
Fill the records and these items required by heat
treatment disks.
8、 注意事项:经常检查温度、仪表是否正常,铸
件在保温过程中不得开启炉门或人为断电,炉门要
关紧,
Attention: Checking the temperature and instrument working condition frequently; The
furnace door cannot be opened and electricity
cannot be cut intentionally during the temperature preservation term. Make sure the furnace door is
Preperation Before Heat Treatment: Check the heat treatment furnace to see if it is
work in order and also check if any oil stains on the parts to prevent them from
oxidation
2. 热处理方式:固溶处理;
Heat Treatment Type: Solution Treatment
3. 热处理工艺:250℃以下进炉, 1185℃±10℃/2.4分钟,水冷至室温;Heat Treatment Method: Put the parts in the furnace when the temperature is lower than 250℃. 1185℃±10℃/2.4 Minutes. Water cooling to room temperature.
4. 保温时间确定:壁厚≤25mm ,保温1小时,25mm <壁厚≤50mm,保温1.5小时, 50mm <壁厚≤75mm,保温2小时;
厚≥120mm,保温2小时;Holding Time: Wall thickness ≤60mm, holding the temperature for 1 hour; 60mm <
Wall Thickness ≤120mm, holding the temperature for 1.5 hours; Wall Thickness ≥
120mm, holding the temperature for 2 hours.
铸件热处理工艺:
Heat Treatment Technology for Castings
1. 热处理准备:检查热处理炉是否正常,检查零件是否有油污,以免氧化;
closed tightly.Holding Time: Wall thickness ≤25mm, holding the temperature for 1 hour; 25mm <Wall Thickness ≤50mm, holding the temperature for 1.5 hours; Wall Thickness ≤75mm, holding the temperature for 2 hours。