注塑IPQC权限与职责与检验流程
IPQC的工作流程及检验流程

IPQC工作流程IPQC(In Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
(属品质保证部)1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
IPQC工作流程简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in process quality contrl):目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时。
首件检验一般采用“三检制”的办法,即操作工人实行自检,班组长或质量员进行复检,检验员进行专检。
首件检验后是否合格,最后应得到专职检验人员的认可,检验员对检验合格的首件产品,应打上规定的标记,并保持到本班或一批产品加工完了为止。
IPQC职责及流程说明

5.对合格成品由
FQC填写《产品质量 跟踪卡》交由IPQC 签名确认后张贴于货 架上流入下一工序— —包装。
6.对于来料不良
和生产线上产生 的不良品退料时, 线上须用蜡笔标 出不良部位;否 则IPQC不给退料!
7.检查确认
不良品后,贴 不合格标、盖 章、签退料单。
八. 包装IPQC检验流程
一. IPQC职位概要
• 1、全权负责所辖制程(包装) 中的品质与控制,确保产品品质 符合既定的品质标准及顾客要求, 确保达成工作目标、指标值 • 2、直接与相关生产车间进行横 向沟通与协调
二
.主
要
权
限
1、上级下达的指令和任务要执行 2、IPQC的文件的维护权 3、生产线排线的监督整改权 4、生产车间关键工作岗位指导监控权 5、生产员工的培训权 6、制程异常缺失停线申请权 7、制程异常发生沟通、责问权 8、对品质管理部门体系维护督导权 9、对各车间人员奖罚建议权
七. 制检验注意事项
1、首件确认合格
后IPQC须贴首件 标识卡
2、对重点部位及
客户要求对组长和 FQC进行讲解。
3、各工序的巡查,特
别是接线、穿线、高压、 接地等关键岗位员工操 作要求进行指导和监督。
4、制程巡检中
对成品的抽检 抽检比例:
1 ---- 10PCS(含10PCS) 全检 11 ----100PCS(含100PCS) 抽15% 101PCS以上 抽10%
4、扭力测试
a) E14灯头 b) E27灯头 1.2N.M 2.0N.M
5、稳定测试
a)欧规(CE):15° b)美规(UL):8°(朝天卤素灯12°) c)日本: 10 °
注塑ipqc岗位职责及工作流程

注塑ipqc岗位职责及工作流程英文回答:IPQC (In-Process Quality Control) is an important role in the injection molding process. As an IPQC, my main responsibility is to monitor and control the quality of the products during the production process. This involves conducting inspections and tests at various stages of the manufacturing process to ensure that the products meet the required quality standards.The IPQC's job starts with the initial setup of the injection molding machine. I need to check the machine settings, such as temperature, pressure, and cycle time, to ensure they are properly calibrated. This is crucial because any deviation in these settings can affect the quality of the final product.Once the production starts, I will regularly inspect the products at different stages, such as after the mold isfilled, after the cooling process, and after the ejection of the finished product. I will visually inspect the products for any defects, such as surface imperfections, color variations, or dimensional inaccuracies. I will also use measuring tools, such as calipers or gauges, to check critical dimensions and ensure they are within thespecified tolerances.In addition to inspections, I will also perform various tests to ensure product quality. For example, I may conduct a drop test to check the impact resistance of the product, or a tensile test to evaluate its strength. These tests help to identify any potential issues with the product and ensure that it meets the required performance criteria.If any defects or issues are found during the inspections or tests, I will take immediate corrective actions. This may involve adjusting the machine settings, making changes to the mold design, or implementing process improvements. I will also work closely with the production team to address any quality concerns and provide guidance on how to prevent similar issues in the future.In terms of the workflow, my work as an IPQC is integrated into the overall production process. I will collaborate with the operators, technicians, and engineers to ensure that quality standards are met at every stage. This includes communicating any quality issues or concerns, providing feedback on process improvements, and participating in regular meetings to discuss quality performance.In conclusion, as an IPQC in the injection molding process, my main responsibility is to monitor and control the quality of the products. This involves conducting inspections, performing tests, and taking corrective actions to ensure that the products meet the required quality standards. By working closely with the production team, I contribute to the overall success of the manufacturing process.中文回答:注塑IPQC(在制品质量控制)是注塑过程中的重要职位。
注塑车间ipqc工作内容及其重要性
注塑车间ipqc工作内容及其重要性注塑车间IPQC工作内容及其重要性为了确保生产过程中产品的质量和可靠性,每个生产现场都需要有专门的质量控制措施。
在注塑车间中,IPQC(In-Process Quality Control,即过程中的质量控制)是一个关键环节,它旨在对产品进行实时监控和检验,从而最大程度地减少缺陷产品的产生。
本文将深入探讨注塑车间IPQC的工作内容及其重要性。
1. IPQC的工作内容1.1 原材料检验注塑车间的IPQC从开始就需要对原材料进行检验。
这包括检查原材料的质量、温度以及其它相关指标,以确保原材料的合格性。
原材料检验的准确性和严谨性对于产品的最终质量具有至关重要的影响。
1.2 注塑机的调整和操作检验IPQC负责确保注塑机在生产过程中的正常运行。
他们需要检查注塑机的操作参数,如温度、压力等,并将参数进行调整以达到产品质量的要求。
他们还会检查注塑机的润滑和冷却系统,以确保设备的正常运行。
1.3 模具的检查和维护注塑车间的IPQC负责对使用的模具进行定期的检查和维护。
他们需要检查模具是否存在缺陷、磨损以及其它潜在的问题,并及时采取措施来修复或更换模具。
模具的状况对产品的尺寸和外观质量有着直接的影响,因此模具的检查和维护工作尤为重要。
1.4 产品尺寸和外观的检验IPQC需要对注塑车间生产出的产品进行尺寸和外观的检验。
他们使用专业的测量工具和检查装置来确保产品的尺寸和外观符合规定的标准。
如果发现产品存在问题,IPQC会及时通知相关部门进行调整和纠正,以确保产品质量的稳定性。
1.5 记录和报告IPQC在工作过程中需要准确地记录各项检验数据,并及时向相关人员汇报。
这些记录和报告可以为质量问题的排查和分析提供有力的支持,并为改进生产工艺和流程提供参考依据。
2. IPQC工作的重要性2.1 提高产品质量通过进行全面而严格的质量控制,IPQC可以及时发现和修正存在的质量问题,确保每个生产出的产品符合质量标准。
注塑首件检验作业流程
质量文件
文件编码:
修改状态:
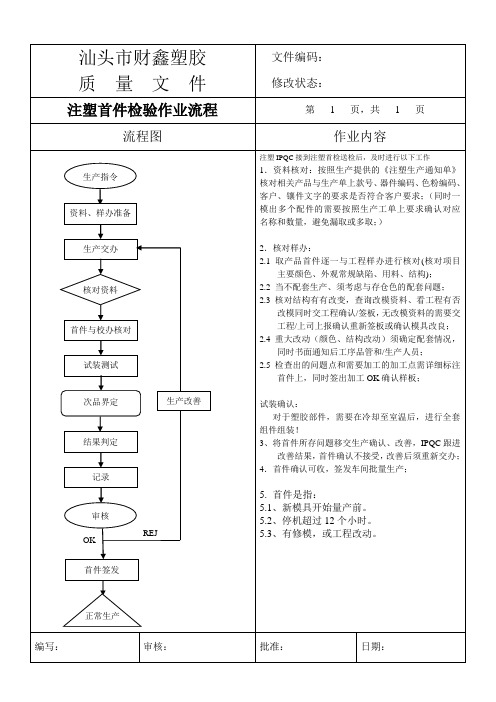
注塑首件检验作业流程
第1页,共1页
流程图
作业内容
REJ
OK
注塑IPQC接到注塑首检送检后,及时进行以下工作
1.资料核对:按照生产提供的《注塑生产通知单》核对相关产品与生产单上款号、器件编码、色粉编码、客户、镶件文字的要求是否符合客户要求;(同时一模出多个配件的需要按照生产工单上要求确认对应名称和数量,避免漏取或多取;)
2.5检查出的问题点和需要加工的加工点需详细标注首件上,同时签出加工OK确认样板;
试装确认:
对于塑胶部件,需要在冷却至室温后,进行全套组件组装!
3、将首件所存问题移交生产确认、改善,IPQC跟进改善结果,首件确认不接受,改善后须重新交办;
4.首件确认可收,签发车间批量生产;
5.首件是指:
5.1、新模具开始量产前。
2.核对样办:
2.1取产品首件逐一与工程样办进行核对(核对项目主要颜色、外观常规缺陷、用料、结构);
2.2当不配套生产、须考虑与存仓色的配套问题;
2.3核对结构有有改变,查询改模资料、看工程有否改模同时交工程确认/签板,无改模资料的需要交工程/上司上报确认重新签Байду номын сангаас或确认模具改良;
2.4重大改动(颜色、结构改动)须确定配套情况,同时书面通知后工序品管和/生产人员;
5.2、停机超过12个小时。
5.3、有修模,或工程改动。
编写:
审核:
批准:
日期:
IPQC的工作流程及检验流程

IPQC工作流程IPQC(In Proces s Qualit y Contro l)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
(属品质保证部)1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
IPQC工作流程简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in proces s qualit y contrl):目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时。
IPQC检验规范

温州雷镐电气有限公司IPQC检验规范1.目的:为使本公司产品在制程中品质受控制,特建立此规范。
2.适用范围:本公司注塑成型、五金落料、五金加工。
3.参考文件:3.1.冲压安全操作规程3.2.五金冲压课品质管控作业标准3.3.注塑操作作业规范3.4.注塑零部件加工工艺卡3.5.零件图4.职责4.1.IPQC负责对每台机生产前首件检验。
4.2.IPQC负责对每台机生产之零件作制程巡回检验及待验区产品的品质判定。
4.3.IPQC负责开立“品质异常联络单”、“模具维修单”作好纠正措施追踪结案。
4.4.IPQC负责对设计变更产品品质状况确认。
4.5.IPQC负责对品质异常待处理区产品跟踪监督生产部重工,作好重工后加严抽检工作。
4.6.IPQC负责对作业员的操作方法及自检力度进行监督。
4.7.IPQC负责前制程不良履历表的统计。
4.8.IPQC负责每天下班前作好末检工作。
4.9.IPQC负责低毒管理的查核(防火等级)。
5.作业内容:5.1.IPQC检验员依据“冲压安全操作规程”“注塑操作作业规范”“低毒制程管制办法”对生产现场监督查核。
5.2.IPQC检验员负责每天上班后对设计变更,模具维修后,机种更换后首件确认并填写“首检确认表”(五金规、注塑规定上班后1小时内完成首件确认表)。
5.2-1.接到生产部1模穴产品,确认产品与“模具标示牌”(冲压)、“本机运行牌(注塑)”、“生产通知单”、“零件图”是否相符(品名、材质、厚度、颜色、商标),并核对OK样品(外形、表面、色差)相符。
5.2-2.确认零件图是否有变更(零件图右下角注明变更),如有变更或新品需先确认产品是否变更OK。
5.2-3.确认每只产品外形结构与零件图是否相符,再确认每只产品外观是否完好。
5-2-4、进行没只产品重点尺寸测量和破坏性测试,并记录于首件确认进行判定。
5-3、IPQC针对五金件必须试装OK后方可生产,记录于首件确认表5.4.IPQC检验员负责注塑每4小时一模穴产品规格(含颜色)检测,每1小时一模穴产品外观检查,五金每1小时一模穴产品规格检测,一模穴产品外观检查,并对待验区产品进行抽检判定。
IPQC的工作流程?及检验流程?七大手法?要点
IPQC的工作流程?及检验流程?七大手法?要点IPQC的工作流程IPQC是指生产过程中的首检人员,通常是指成品制造环节中从无到有或从半成品到成品转换工序中的第一个检查点。
IPQC主要的工作是确认产品的质量标准是否符合要求,以及产品数量是否与预期一致,因此,IPQC在整个生产质量控制体系中发挥着重要的作用。
一个典型的IPQC工作流程包括以下步骤:1.检查初件:IPQC的第一件工作就是对即将生产的第一件产品进行检查。
这个过程通常包括对产品的大小,外观,质量和数量等方面进行检查,以确保产品符合规格标准。
2.源头控制:在生产线上,IPQC负责对原材料,半成品和成品进行检查,并对不合格的材料进行处理。
这个过程通常包括对原材料、半成品和成品的规格,尺寸,重量等方面进行检查。
3.精制检查:在产品生产的后期,IPQC还需要进行精制检查,以更深层次的审查产品的质量。
这个过程包括对产品的表面和内部进行检查,以一个精细的标准来衡量产品的质量。
4.记录数据:在IPQC的整体工作流程中,数据记录是一个至关重要的环节。
IPQC需要跟踪每个生产批次的质量数据,以便在生产过程中对产品的质量进行统计和分析。
5.报告缺陷:如果IPQC发现了任何不符合标准的产品,则需要及时报告生产控制部门。
生产控制部门将根据IPQC提供的报告内容制定相应的协议和改进措施,以保证生产质量在一个高水平的状态。
检验流程IPQC在产品制造的过程中需要进行检查,以保证产品质量在关键时刻得到保障。
检查流程一般包括以下几个步骤:1.制定检查计划:制定检查计划是IPQC工作的第一步。
检查计划需要对检查的深度、范围、标准等进行详细的规划,并制定相应的检查表。
2.检查方法的选择:不同的产品需要不同的检查方法,因此,在检查流程中需要根据产品性质,选择合适的检查方法。
3.进行检查:IPQC在检查过程中需要进行系统、全面的检查,在检查过程中应该尽量避免被操作细节所干扰。
4.记录检查结果:IPQC需要及时记录检查结果,并针对不同的问题制定相应的处理措施。
注塑ipqc工作流程
注塑ipqc工作流程英文回答:Injection molding IPQC (In-Process Quality Control) is an essential part of the manufacturing process to ensure the quality of injection molded products. It involves a series of inspections and tests conducted during the production process to identify and address any potential quality issues.The workflow of injection molding IPQC typically includes the following steps:1. Initial inspection: This involves inspecting the raw materials, such as the quality of the plastic resin, colorants, and additives, to ensure they meet the required specifications. It also includes checking the cleanliness of the molds and equipment.For example, when I used to work as an IPQC engineer inan injection molding factory, I would start by visually inspecting the plastic resin before it was loaded into the hopper. I would check for any impurities or discoloration that could affect the quality of the final product.中文回答:注塑IPQC(在制品质量控制)是注塑产品制造过程中的重要环节,旨在确保产品的质量。
注塑部IPQC工作流程
注塑部IPQC工作流程注塑部IPQC工作流程标签:品质主管过程控制生产过程工程尺寸分类:管理经典聚丙烯产品过程控制管理管理工作流程1.0目的为了确保对注塑产品质量有影响的各工序按规范作业,以有效保证这些检验处于受控状态。
保证产品的制造过程满足出厂标准,确保产品质量满足客户消费市场。
2.0范围适用于注塑产品生产过程中的质量生产工艺各检验工序控制。
3.0职责3.1品质部工程师负责注塑原辅料、在制品和成品的检验和监督,及时生产向生产相关部门反馈质量情况3.2.巡检负责按客户要求或相应的工艺文件进行过程的产品质量控制.3.3抽检负责对当班的注塑产品出货前全方位检查3.4抽样检验中如有疑问及争执,须由品质主管或工程师协调处理。
4.0工作程序4.1来料检验和试料:4.1.1当采购物料回厂后,无论是新料或是粗粒料,当班巡检必须抽不同位置三处以上分多个小包装样品,每袋5KG左右进行机台试料,试料合格后必须作下检验记录,特别确切要求写清楚进料时间,厂家,并督促仓管进行产品时间、销售商的标识等,试样过程中留样要进行编号并收藏保管,直到材料开始正常生产为止;4.1.2每每换料生产时,要求不同的材料批次进行标牌不同的标识区别,便于发生不良后进行产品追溯,具体操作是在巡检报表中注明换料的、厂家、产成品的纸板顺序号等,发生异常可以追溯到哪个厂家、什么时间进货,哪天生产,从第两罐开始等;4.1.3试料合格后要填写来料检验报告,经品质审查主管审核确认后,和留样一起包装待查,若为不良则由材料工程师和采购、生产等部门进行评审和协调处理,报相关人员领导确认后执行。
4.2首检、记录和标识:4.2.1注塑生产过程中会,操作工必须做好自检记录,检验品类的外观,巡检员做好开机产品的首件签字封样,并填写《首检记录卡》,生产过程中要按巡检要求进行产品抽检工作,每次检验项目要可信,并同时对打包产品、作业台产品和机台随机产品三个进行验证,发现问题,及时纠正和协调处理,并如实、认真填写《巡检记录》;4.2.2巡检系列产品要求操作工对自检不合格的产品进行返工,并对返工产品进行记录、标识和复查,直至质量达到产品质量要求,否则不允许盖章进仓,对不合格的产品在交接班时要确保信息完全传达给午休次巡检员,以防零部件、材料误产、误用;4.2.3建昌品质主管每天要将巡检报表收回并检查巡检记录的条件,对记录有或存在疑问则找相关巡检员了解确认,如属工作粗心、失误、责任心不足则要求进行通报批评并在当天的绩效考核考核扣罚,对多次未按检验工作指导执行的巡检员将考虑换岗或劝退;4.2.4各注塑工段完成品合格后,巡检在《产品生产流程储值卡》上盖章,才能进仓或转往才能下一道工序,注塑的成品、半成品、合格和不合格品等,应区域按规定的地区整齐放置,并按标识和可追溯性管理原则进行标识,检验员有权对过程进行控制和,对标识不规范有权勒令员工整改或停机整顿。
注塑车间IPQC检验规范
(1)轻微的异常情况(不良率小于等于5%时)由IPQC或生产管理直接指导作业员进行纠正。
(2)严重的异常(不良率大于5%时)1PQC应要求停机并通知主管品质负责人及生产部门进行处理。
(3)生产部门在对异常进行处理时,IPQC要跟踪其处理结果并呈报主管品质负责人审核.
5.2.2首件检查内容:
(1)根据《生产任务单》核对所做首件是否为要求生产之产品。
(2)根据样板、图纸核对其外观、尺寸规格是否符合要求。
(3)按照相关测试标准对其进行性能测试,看是否符合相关标准。
5.2.3首件检验流程:
(1)生产部安排生产操作员按要求制作首件,完毕后先由生产管理人员自检,自检合格后第一时间知会或送交IPQC进行首件检验。
4.1主要缺陷(MAJ):指对产品的功能、组装、寿命等使用方面存在影响的缺陷。
4.2次要缺陷(MIN):指对产品的表面外观给人视角效果存在较轻微影响的缺陷。
5、内容:
5.1IPQC检验员每日上班时应第一时间安排当日工作所需的有效文件、计量器具和办公用品,以便于开展工作。
5.2首件检验:
首件是指在生产开始时或工序因素调整后,(换料、设备调整等)批量生产前的首件确认。
5.4完成品抽检:
5.4.1完成品检验范畴界定:
5.5.1.1对一批(以每四小时产量,)工序全部加工活动结束的半成品或零件进行抽样检验。
5.4.1.2转班前未检验完的产品要进行交接,并由接班人员及时完成检验。
6.4.2检验内容:
完成品的检验依据《注塑车间塑胶件外观检验标准》进行外观检验.(尺寸/组装在巡检时已检测)并记录于IPQC抽检查记录表。
5.11首件检验的时机:
IPQC 职责
IPQC职责IPQC职责主要负责公司产品巡回检验与制程控制主要职责:1. 产品上线之前,确认物料是否正确(依照BOM 核对物料)2. 做完第一个产品后,须协同生产现场管理人员做好首件确认OK,首件是保证每个员工达到品质标准副样板(依照配色表,BOM表,市场订单)3. 随时巡查生产线最好是在生产前端发现问题,在每一次巡检与抽查中若有品质异常必须及时反映生产领班或主管,监督至彻底改善(依照SOP、QC工程图)4. 要熟练掌握产品抽样标准、外观检查标准、装配标准(个人工作技能)5. 对于返修问题要重新抽检并及时发现问题6. 品质异常联络单填写检查落实情况(8D报告D2问题描述:向团队说明何时何地发生什么事,严重程度、目前状态、如何紧急处理以及展示照片收集证物,细节描述清楚解决问题越快7. 将品质主管品质要求传达给员工,让其明确目标,加强品质意识8. 生产过程中出现不能解决情况,叫其停线实行防堵政策简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判定,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
IPQC的岗位职责
IPQC的岗位职责
1. 进行原材料和零部件的检验,负责对进货的原材料和零部件进行检验,确保其符合公司的质量标准和要求。
2. 进行生产过程中的质量控制,监督生产过程中的各个环节,确保产品质量符合标准,及时发现并解决生产中的质量问题。
3. 制定和执行质量控制方案,根据产品特点和生产工艺,制定相应的质量控制方案,并组织实施,确保产品质量稳定。
4. 协助解决质量问题,协助生产部门和质量部门解决生产中出现的质量问题,提出改进意见和建议,确保产品质量持续改进。
5. 参与质量培训和教育,参与公司组织的质量培训和教育,提高员工对质量控制的认识和重视程度。
6. 完成上级领导交代的其他工作,完成上级领导交代的其他与质量控制相关的工作,确保公司产品质量符合客户要求和标准。
IPQC的工作流程及检验流程

IPQC工作流程IPQC(In Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最后包装过程的质量控制。
(属质量保证部)1.负责首检和部分过程检查、制程中不良品确实认,表记及统计;2.负责巡检,对整个生产过程物料使用、装置操作、机器运转、环境切合性等全方向的准时检查确认。
IPQC工作流程简单的说:工作内容包含:首件检查、各种更改文件的追踪。
4M1E 的巡逻。
发现异样的提出、追踪与考证。
详细的说:过程查验(IPQC,in process quality contrl):目的是为了防备出现大量不合格品,防止不合格品流入下道工序去持续进行加工。
所以,过程查验不单要查验产品,还要检定影响产质量量的主要工序因素(如 4MIE)。
实质上,在正常生产成熟产品的过程中,任何质量问题都能够归纳为 4M1E 中的一个或多个因素出现变异致使,所以,过程查验可起到两种作用:1.依据检测结果对产品做出判走,即产质量量能否切合规格和标准的要求;2.依据检测结果对工序做出判断,即过程各个因素能否处于正常的平定状态,进而决定工序能否应当持续进行生产。
为了达到这一目的,过程查验中经常与使用控制图相联合。
过程查验往常有三种形式:( 1)首件查验:首件查验也称为“首检制”,长久实践经考证明,首检制是一项尽早发现问题、防备产品成批报废的实用举措。
经过首件查验,能够发现诸如工夹具危机磨损或安装定位错误、丈量仪器精度变差、看错图纸、投料或配方错误等系统性原由存在,进而采纳纠正或改良举措,以防备批次性不合格品发生。
往常在以下状况下应当进行首件查验:一,一批产品开始投产时;二,设施重新调整或工艺有巨大变化时;三,轮班或操作工人变化时;四,毛坯种类或资料发生变化时。
首件查验大凡采纳“三检制”的方法,即操作工人推行自检,班组长或质量员进行复检,查验员进行专检。
首件查验后能否合格,最后应获得专职查验人员的认同,查验员对查验合格的首件产品,应打上规定的标志,并保持到本班或一批产品加工完了为止。
注塑ipqc岗位职责及工作流程

注塑ipqc岗位职责及工作流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!注塑IPQC岗位职责及工作流程1. 概述在注塑生产中,IPQC(InProcess Quality Control)岗位扮演着至关重要的角色。
注塑IPQC权限与职责及检验流程

注塑IPQC权限与职责及检验流程IPQCIPQC是指生产过程中的过程控制,全称是In-process Quality Control,即在生产过程中对品质进行控制和管理的系统,是企业防止次品产生、维护好产品质量的重要措施。
注塑IPQC职责和权限职责1.按照产品生产工艺流程进行生产控制;2.反映生产过程不良现象,制定改进计划,并对计划执行效果进行跟踪;3.对生产中的重要环节进行监控,发现异常情况及时通知相关部门并提出改进方案;4.完善生产相关文件和记录,对不良产品、零部件进行统计、分析和评估,报告有关负责人进行处理;5.组织相关人员进行IPQC意识培训和操作规范培训。
权限1.对制程参数和质量参数有基本的判断和调整能力;2.在生产过程中有权发现并挽回工艺制程不当的情况,以维护制程稳定性;3.有权进行成品的关键性能指标把握,制定处理措施和修改工艺过程;4.对生产组织结构、生产线的调整有必要提出规划和建议。
注塑IPQC检验流程注塑IPQC检验流程主要包括以下步骤:1.检查原材料的外观质量及其配比是否正确;2.对注塑机的各个参数进行检测,如温度、压力、速度等;3.对注塑产品进行外观检查,观察是否有异物、气泡、缺陷等;4.对注塑产品进行尺寸检测,包括长度、宽度、高度、厚度等;5.对注塑产品进行功能检测,如强度、耐久性等;6.对检验结果进行记录和统计,并进行分析和评估,确定处理措施和改进方案。
IPQC在企业的生产过程中起到了重要的作用,注塑IPQC的职责和权限是非常重要的,它能够在生产过程中发现问题并制定处理方案,保证产品质量的稳定性和可靠性。
同时,注塑IPQC检验流程通过多个方面检查,能够全面准确地检测产品的质量,为后续的品质控制提供有力的保障。
注塑车间产品检验程序

注塑车间产品检验程序(ISO9001:2015)1. 目的Purpose规范注塑车间的检验流程:首检、巡检、终检的检验要求、标准,确保公司注塑产品符合公司所要求的品质水准,从而实现对注塑车间合理有效的控制质量。
2. 范围Scope适用于注塑车间经客户/内部批准的量产产品和已进入量产状态的模具由供应商处转移至注塑车间时的试生产,样品试制请参考《样品试制/试生产流程》,CMM首检测量请参考《CMM首件检验程序》。
3. 职责Responsibility注塑生产车间负责:原物料的标识(名称,日期,数量)、领料、生产、自检、入库。
品质部工程师:负责该程序的修订与执行及维护。
品质部检验员(以下简称IPQC)负责:首检,巡检,终检。
4. 定义Definition首件:以下状况下产生的产品应视作首样,经自检合格的首件须递交QC检验合格后方可进行批量生产。
模具上模模具修改(包括“堵腔”)、注塑参数调整(超过规范)、材料变更停机四小时以上当生产要素发生变化,经注塑工程师判定需重新递交样品进行确认时。
首件检验:简称首检,针对首件进行的检验过程,首件检验具有最高的检验顺序优先级别。
5. 过程及要求Procedureandrequire5.1过程检验(首样检验、巡检、终检)的检验条件5.1.1推荐的外观检验条件:检验距离:350+/-50mm检验时间:大件10-30秒、小件3-10秒光照强度:300-500Lux(从头顶照下来)灯光类型:D65标准白昼灯5.1.2尺寸的检验条件:所有的检验必须在室内,温度在22+/-5度,下模后的产品必须冷却30分钟后方可进行尺寸量测。
针对后收缩比较显著的材料如POM、PP等,过程控制时需将控制尺寸设定在合理范围内(项目前期做好尺寸的收缩分析),过程检验按要求进行量测,必要时可在48小时后再次验证其尺寸。
5.2过程检验(首检、巡检、终检)的检验标准、检验时机及其它要求说明如无特殊要求及说明按下表执行:检验项目首样检验巡检终检检验标准图纸、检验指导书(QWI)、控制水平、注塑件外观检验指导书、IST批准样件(FA)、缺陷样本图纸、检验指导书(QWI)、控制水平、注塑件外观检验指导书、IST批准样件(FA)、首检样品、缺陷样本图纸、检验指导书(QWI)、控制水平、注塑件外观检验指导书、IST批准样件(FA)、首检样品、缺陷样本检验时机经注塑生产工程师、领班、技术员自检合格后的首件首检合格后量产阶段,QWI无特殊说明每8小时一次经注塑生产自检合格的产品入库前样品来源经生产自检合格后的样品填写“注塑首件送检表”送样QC从产品的注塑过程中随机取样按生产班次从注塑生产成品区内随机取样抽样数量外观3模,,尺寸/功能2模外观2模,尺寸/功能1模尺寸/功能1模,外观按GB2828-2003一般检验水平I中AQL=0.4,C=0,包装AQL=0.65接受量产生产按QC要求自检标签盖QC接受章驳回重新送样,三次后有权拒检;有争议或订单紧急时开“零部件不良信息表”通知生产或通知相关人粘贴黄色“待处理”标签,驳回产品放至MRB区;开开“零部件不良信息表”评审/员评审“零部件不良信息表”信息通知生产工程师/领班/技术员、质量工程师生产工程师/领班/技术员、质量工程师生产工程师/领班/技术员、质量工程师表单首检检验表、注塑首件送检表、零部件不良信息表巡检检验表、零部件不良信息表终检检验表、零部件不良信息表样品合格一模挂机台,一模存于QC 返还生产返还生产样品保留周期内部组装件:半年出口件:二年,高价值:于下次生产时返还驳回缺陷样必要时可制作缺陷样件驳回缺陷样必要时可制作缺陷样件5.3过程不良品处理当在上述检验过程中发现不良品,如为批量不良的必须连续追溯至少三个批次以上的产品(直至产品全部OK),并应启动不合格品处理程序,具体请参考“不合格品管理程序”、“生产单元不合格品处理规程”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 权限:
• 1.有权对检验过的产品质量进行判断,并提出处理建议。 • 2.有权拒绝执行任何降低检验标准的口令,坚决按程序办事。 • 3.有权制止未经检验或检验不合格的产品,未经相关程序处理就使用或转移下工序。 • 4.有权制止违章作业,对不良品和废品的制造者有权进行提报。 • 5.有权要求生产单位按照程序和标准的要求,配合品质检验及质量管理工作。 • 6.有权向生产单位主管或本部门上级领导提出完善管理措施,提高产品质量。
携手共进,齐创精品工程
Thank You
世界触手可及
性较好。
首检确认项目
• ①颜色 • ②BOM表 • ③外观 • ④材质 • ⑤图纸 • ⑥尺寸 • ⑦功能
注塑IPQC 首检
• 确认项目①:颜色
• 1.确认首检单上颜色与客户所要求的颜 色是否一致。
• 2.确定指令单颜色号是否与首检一致。 • 3.根据色板核对确定首检颜色是否有差
异。Leabharlann 注塑IPQC 首检• 什么是巡检?
• 1.按照一定频率,数量由专职质检检验员对以加工过程中的产 品按照对应的技术参数和质量标准进行检验,并将相关信息及 时记录在巡检报表中。
• .巡检的重要性? • 2.防止多数或大批量质量问题的产生,及时纠正制程不合格项,
降低报废,从而对制程进行有效控制。
注塑IPQC巡检不良处理方法
• 首检检验有何的重要性? • 2.对产品批量生产进行控制。批量产品的头一件或几件产品,
经检验确认合格后,以此为标准(或检验依据),再进行批量 生产,以此防止批量报废。
首检工作流程图
• 首检
调机
生产任务安排
生产 加工
自检PASS 填写记录/送检
NG
IPQC 检验
返还生产线定 位摆放
PASS
填写记录 做好标示
注塑IPQC权限与职责 与检验流程
1.注塑IPQC职责与权限 2.注塑课IPQC检验流程
1.注塑IPQC职责与权限
• 职责:
• 1.负责开展所有产品制程的首检确认检验,巡回检验,工序最终检验的质量管理工作。 • 2.负责对所有产品的生产过程工序,依据工艺流程,工艺图纸,作业指导书进行监督检查
。 • 3.对所有制程工序产品遵循,尺寸,外观,功能试装,特性,检验方法,检验重点,保证
注塑IPQC 巡检
• 巡检项目④:外观检验
• 1.产品无缩水,料花,缺胶,气纹等不良 现象。
• 2.测试进胶口对面结合线是否易破裂。
注塑IPQC 巡检
• 巡检项目⑤:功能测试 • 1.牙部分满足牙规及装配要求。 • 2.试装试配检验。 • 3.试水检验。
注塑IPQC 巡检
• 巡检项目⑥:作业员
• 1.标示不良 • 工具:红色不良标示卡,专用不良品放置筐。 • 作用:将不良与OK品隔离,避免与其他OK品混淆,方便后续改善处理。 • 2.记录不良 • 工具:巡检专用报表。 • 作用:准确反映出各个工序加工的品质状况,为不良提供依据,便于产品后期
质量问题的追溯。 • 3.车间班组确认不良 • 作用:使其能在第一时间知道不良以便及时采取对策;在不良判断上达成一致
注塑IPQC 首检
• 确认项目④:材质
• 1.确定材质的性质(ABS或POM)。 • 2.清楚水口料的比率占多少。 • 3.确认材质的强度是否达到要求。
注塑IPQC 首检
• 确认项目⑤:图纸
• 1.理解读懂图纸上的一些基本要求。 • 2.确定产品的结构是否和图纸吻合。 • 3.图纸上重点尺寸与实物尺寸是否吻合。
• 确认项目②:BOM表
• 1.确定BOM表上颜色是否与指令单上色号一 致。
• 2.查询此产品装配在那个产品部件上。 • 3.确定BOM表上材质是否与图纸上材质一致。
注塑IPQC 首检
• 确认项目③:外观 • 1.表面不能有明显缩水,缺胶,毛刺,气
纹等不良现象。 • 2.清楚产品是外部件还是内部件。 • 3.客户不同所要求的标准不同。
生产质量无异常。 • 4.对所有转序制品的质量检验,确认,判定及处理结果,不良品的隔离及呈报工作,对检
验相关数据结果做好原始记录。 • 5.负责监督制程品质异常现象的描述,不良原因分析,不良率的统计,并出品质异常处理
单,向相关部门进行呈报,处理,跟踪及改善效果的确认工作。 • 6.负责把关未经检验或检验不合格的产品,不的使用及转移下一工序。 • 7.负责对使用的工具及设备进行维护保养,以确保处于正常使用状态。 • 8.向部门主管提交当日的检验记录和报表,汇报制程中产品的品质状况及纠正预防措施的
2.注塑IPQC检验流程图
•
原料投产
工作反馈品管流程
首
NG
反馈品管,班组长改
检
OK
进
OK
批量生产
OK
员工自检 NG
OK
OK
反馈品管确认
NG
巡 NG 标示,隔离
检
通知单位主管 或班组长改善
OK
终 检
OK NG
(入库)转下 工序
全返报 检修废
重检
检验概述 首检:首件产品班组长或指定 的人员自检,确定产品符合要 求后再交品管员确认。
批量生产
首检流程详细介绍
• 详细介绍
1.生产加工
2.生产班组确认
3.填写记录
4.IPQC确认
5.填写记录做好 标示
6.返还生产线 定位摆放 7.批量投产
生产班组或指定作业人员,根据图纸,作业指导书或相关作业标 准资料,制作本工序之成品首件,数量1-3穴。
首检样品制作完成后,生产部指定人员(如领班,组长) 按照图纸,作业指导书或相关检验标准,对首检样品性能 外观确认。
自检:作业员在生产中每小时 生产出的产品对照首检自检, 检验产品外观,色差,变型, 缺胶等不良现象。发现异常及 时通知班组长以及品管人员。
巡检:品管员每隔2小时对所 有负责的产品,工位做一次检 验;外观,色差,试配,功能 测试。
终检:当产品满一筐或一蝴蝶 篮品管员对其外观功能进行抽 检。
流程概述
原料投产:原料投 入生产。 首检:批量生产 前班组长自检后 再交品管员确认。 巡检:现场品管 对各个工序进行 巡查抽检。 检验合格:入库 (转下道工序)
• 1.明确告诉作业员此产品重点,留意之前出 现的异常。
• 2.检查作业员作业是否规范。 • 3.要求作业员在一定的时间内自检产品三五
模。
注塑IPQC抽样(终检)定义
• 抽样定义: • 从群体中,随机抽出一定数量的样经过测验
或测定以后,以其结果与判定基准作比较, 利用统计方法,判定此群体是合格或不合格 的检验过程 。
注塑IPQC 首检
• 确认项目⑥:尺寸
• 1.测量重点尺寸记录存档。 • 2.实物尺寸不符合图纸尺寸时调机改善
,改善不了再通知开发。 • 3.图纸未标注重点尺寸的部分要了解。
注塑IPQC 首检
• 确认项目⑦:功能
• 1.牙是否符合牙规要求。 • 2.装配试组是否有影响。 • 3.试水检测。
注塑IPQC巡检定义
生产部指定人员在首件确认之后,必须将相关信息(编号, 名称,料号,确认结果)填写在规定的表格内。
IPQC收到产线送检信息后,应及时按照图纸,检验指导书 或相关检验标准,对首件进行全面的确认。
IPQC依照图纸,检验指导书或相关检验标准,对首检进行全面的 确认后,及时将相关信息(确认内容,确认的结果)记录于专用 报表(首检记录表)内,并且将首检做好标示。
性,以便后续追踪处理。 • 4.改善结果追踪 • 作用:验证改善方法的有效性,为不良改善提供依据,报表结案。
巡检检查项目
• ①成型参数 • ②材质检验 • ③首检对比 • ④外观检验 • ⑤功能测试 • ⑥作业员
注塑IPQC 巡检
• 巡检项目①:成型参数
• 1.检查成型的周期时间有没有人私自调动。 • 2.检查模具运水是否畅通。 • 3.检查首检参数是否与机台参数是否一致。
注塑IPQC 巡检
• 巡检项目②:材质检验
• 1.检查机台上的胶料是否符合图纸上的规 格。
• 2.检验水口料的比率是否符按照标准比率 添加。
• 3.检验产品的材质强度是否符合要求。
注塑IPQC 巡检
• 巡检项目③:首检对比
• 1.按照图纸检验产品尺寸是否与首检尺寸 一致。
• 2.确认颜色是否与首检吻合。
检验不合格:通知 班组长或主管,品 质主管和生产单位 主管决定不合格品 返工还是报废。
报废:无法返工的品 质问题的产品进行 报废。
终检:对转入(入 库)下工序产品进 行抽检或全检。
存档:把各项检验 记录,保存起来。
首检的定义
• 什么叫首检?
• 1.是指更换产品品种或改变生产条件后所生产的第一件或几件 产品,经专职质量检验员检验合格,以此确认生产条件能够保 证生产出符合质量标准的产品。
• PP:燃烧时烟少,有蜡状气味;刚性较好。 • POM:燃烧时有蓝色毛茸茸火焰,闻起来有刺激性味道。 • PA:燃烧滴落剧烈,带有特殊毛发烧焦味道。 • PC:燃烧时火焰跳动,气味淡,有金属响声;难折断。 • PBT:燃烧时有特殊的 酯香味。 • AS:燃烧时大量黑烟,较脆 ,气味浓;有金属响声。 • PE:燃烧时烟少,有蜡状气味(LDPE柔软,刚性差;HDPE较硬,刚
IPQC将做好标示的首检,以及加首检确认标示卡等主动知 会,交还领班或送检人。
班组或生产部指定人员接到IPQC确认合格并且做好标示的 首检后,即可安排作业员参照首检进行批量生产。
首检不合格处理流程
• 首检不合格流程
发现首检不良
按照相关检验标准,如(工程图纸,检验标准书 SIP)发现有不符合项目存在。
记录不良内容
将不良信息,如时间,加工工序,不良描述等详细 记录于规范记录表中。