螺钉及铆钉沉孔设计规范
内六角螺丝及平头螺丝沉头孔设计参数

过孔尺寸牙距螺纹底孔不常用常用φD H=公称直径φA L ΦC φB M3 5.5340.5 2.56M47450.7 3.38M58.5560.8 4.210M610671511M81389 1.25 6.7514M10161011 1.58.517M12181214 1.7510.2520M1624161821426M203020222.517.532M2436242632138M304530323.526.549公称直径≤10φD=H+H/2+1φA=H+1公称直径小于>10φD=H+H/2φA=H+2ΦC=H-L底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)过孔尺寸不常用常用φD H φA φB M36 1.748M48 2.3510M510 2.8612M612 3.3714M816 4.4919M1020 5.51123M1224 6.51427杯头螺丝及平头螺丝沉头孔设计规范螺丝头部尺寸沉头孔尺 公制平头螺丝(F.H.S.S)沉头孔设计:螺丝头部尺寸沉头孔尺公制杯头螺丝(S.H.C.S)沉头孔设计:备注:选择螺丝长度时要注意,锁紧部位的螺纹有效长度最少为直径的2倍,沉头孔深度尺寸可以根据螺做相应调整,攻牙底孔的深度要足够。
作成:时间:2010-9-4头孔尺寸C45679111317212532脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)头孔尺寸C22.533.5566.5根据螺丝型号。
铆钉的设计规范

尺寸
A
B
C
D
E
F
G
H
J
AL1050/AL5052
0.5
¢5.0
¢4.0+0.0-0.05
¢3.4
C角≤0.2
≥0.3
长度最短不可少于3圈螺纹
0.25+0.05-0.0
0.25+0.0-0.05
依实际情况而定
0.6
¢5.0
¢4.0+0.0-0.05
¢3.4
C角≤0.2
≥0.3
长度最短不可少于3圈螺纹
材质材料厚al1050al50520550415公差400000534030250050002500005长度最短不可少于30650400000534030300050003000005长度最短不可少于3020850400000534030400050004000005长度最短不可少于3021050400000534030400050004000005长度最短不可少于3021250400000534030400050004000005长度最短不可少于3025114處所示尺寸與產品鉚合孔配合之尺寸鉚釘的外徑一般按0000500005而模具沖底孔時應設計為5000500根据实际而定注
例如:產品圖標示Φ5.0,即:鉚釘外徑設計為Φ5.0+0.0-0.05,而模具沖底孔時,應設計
為Φ5.0+0.05-0.0.
6.其它:无
7.相关文件及表单:无
页 次
版 本
标 题
铆钉设计作业指导书
编 号
制订日期
8.作业流程:
8.1见附件
附件
文件编号
总 版 本
总 页 数
内六角螺栓沉头孔标准
内六角螺栓沉头孔标准内六角螺栓沉头孔标准是指螺栓在使用过程中所需要的沉头孔的标准规范。
内六角螺栓是一种常见的紧固件,广泛应用于机械设备、汽车制造、航空航天等领域。
而沉头孔则是为了使螺栓头部能够完全嵌入被固定物体的表面,以便于表面平整,不会造成阻碍或者损坏。
因此,内六角螺栓沉头孔标准的制定对于螺栓的使用和固定具有重要的意义。
首先,内六角螺栓沉头孔标准的制定需要考虑螺栓的尺寸和规格。
螺栓的尺寸包括直径、长度和螺纹的规格,而沉头孔的尺寸则需要与螺栓头部的尺寸相匹配,以确保螺栓能够完全嵌入被固定物体的表面。
在制定沉头孔标准时,需要考虑螺栓的不同规格和尺寸,以满足不同情况下的使用需求。
其次,内六角螺栓沉头孔标准的制定还需要考虑螺栓的材质和强度。
螺栓通常由碳钢、合金钢、不锈钢等材质制成,而沉头孔的制作需要根据螺栓的材质和强度进行设计,以确保螺栓在使用过程中能够承受相应的载荷和力度,不会因为沉头孔的制作不当而导致螺栓头部的损坏或者变形。
此外,内六角螺栓沉头孔标准的制定还需要考虑螺栓的表面处理和防腐蚀要求。
螺栓的表面处理通常包括镀锌、镀镍、磷化等,而沉头孔的制作需要在考虑螺栓表面处理的基础上进行,以确保螺栓在使用过程中不会因为表面处理不当而出现腐蚀和锈蚀现象,影响使用寿命和固定效果。
最后,内六角螺栓沉头孔标准的制定还需要考虑螺栓的安装和拆卸要求。
沉头孔的设计需要考虑螺栓的安装和拆卸过程,以确保螺栓能够方便、快速地安装和拆卸,不会因为沉头孔的设计不当而影响使用效果和工作效率。
总之,内六角螺栓沉头孔标准的制定需要考虑螺栓的尺寸和规格、材质和强度、表面处理和防腐蚀要求,以及安装和拆卸要求等方面的因素。
只有在综合考虑这些因素的基础上,才能制定出符合实际需求和使用要求的沉头孔标准,确保螺栓能够在使用过程中发挥最大的作用和效果。
塑料件尺寸规范

抽芯铆钉固定 φ 14.5
1
φ 3.3+0.1
自带自攻螺钉 七、抽芯铆钉底孔规格
φ 13
1.8
φ 3.2+0.1 φ 3.5+0.1
抽芯铆钉规格 底孔直径 d
沉孔直径 D
φ3
φ4
φ5 八、牵引索底孔规格
索引索柱 孔直径φ
φ 3.3 φ 4.3 φ 5.3
φ 6.5 φ 8.5 φ 11
索引索柱 索引索柱下长 索引索柱下长 牵引索线槽 牵引索柱沉
沉孔深度 H
螺钉孔直径 d 开放型 封闭型
封
M4
开 放
闭
型
M5
型
M6
六、大白扣(公扣)沉孔及底孔规格
大白扣规格
沉孔直径 D
6.8 8 10
沉孔深度 H
4.5
φ 4.1+0.1 φ 4.4+0.1
5
φ 5.1+0.1 φ 5.4+0.1
6
φ 6.1+0.1 φ 6.4+0.1
底孔直径 d
PP
PA/ABS
带垫圈 不带垫圈
D1 直径 D2
φ
φ
φ
φ
φ
φ
φ
φ
φ
φ
φ
φ
φ
φ
φ
φ
底孔直径 d
PP
+0.1
φ
PA/ABS
+0.1
φ
+0.1
φ
+0.1
φ
+0.1
φ
+0.1
φ
沉孔深 H
沉孔直径 D
φ
过孔直径 D1
铆接紧固件设计规范(公司实用)
铆接紧固件设计规范拟制: 日期:审核: 日期:审核: 日期:批准: 日期:版权所有侵权必究修订记录目前我公司的产品中钣金件应用较多,钣金件之间的连接、固定相应的也很多,并且连接、固定的方式也有很多种。
在以往的设计中,由于设计的缺陷和经验因素导致很多连接、固定不是很牢靠,产生了很多废件、废品,严重影响了装配的生产效率,降低了产品的质量,增加了产品的成本,损害了公司的形象。
采用TOX连接方式是一种方便、可靠、美观的连接方式,现在已经大量应用,在设计中应优先采用。
为了方便操作、提高效率、增强品质、减少成本以及从产品的外观考虑,特制定本规范。
本规范分为两方面内容:◆铆接紧固件PBSO(PTSO)自铆式螺套PS(PSS)系列自嵌式螺母PFH(PFHS)系列自铆螺钉ARB-HEX系列自铆螺母TOX联接铆接紧固件的选用说明◆铆接工艺1 铆接紧固件原则上涉及铆接的零件,尤其是与走纸通道相关的铆接,从成本及外观方面考虑,能采用自铆螺套、螺母的,一律采用TOX连接。
设计时尽量选用现有的铆接紧固件,必要时可以定作。
一、PBSO(PTSO)自铆式螺套PBSO(PTSO)自铆式螺套,作为一种垫片或隔片设计而成,其广泛应用于金属板材及控制箱、电源柜等产品壁板的镶嵌工艺。
其结构的特殊性,装配时,只须将螺套放入金属板材的孔中,以压铆作业实现装配,自铆式螺套具有以下的优点:●实现了“距离”范围的长度保证,大大简化装配过程,并加快装配式间距面板和元件的生产进度;●板材背面保持完全嵌平,同时保证了螺套头部与板材平面平整光滑;●原材料采用中碳钢或不锈钢。
【1】应用技术指南:1.选用螺套时,必须根据所用板材的厚度,才能确定E的尺寸范围,低碳钢板材硬度必须小于70RB(150威氏角锥硬度值);不锈钢板材硬度必须小于80RB(150威氏角锥硬度值)。
2.产品材料:中碳钢淬火和表面镀锌(白色)处理;不锈钢保持原色,用户可根据需要按表中型号规格定货。
五金模沉头孔加工标准[新版]
![五金模沉头孔加工标准[新版]](https://img.taocdn.com/s3/m/02d9c81a854769eae009581b6bd97f192279bf70.png)
1.目的:为了规范沉头孔的加工,制订本文件。
0022.范围:适用于本公司各生产部门之作业。
0023.职责:各相关部门根据本文件要求,遵循并执行之。
0024.内容004.1 公制螺丝头沉头孔:需锪平000常见螺纹M4 M5 M6 M8 M10 M12 M16 M20 过孔大小Φ4.5Φ5.5Φ7.0Φ9.0Φ11.0Φ13.0Φ17.0Φ22.0沉头孔大小Φ9Φ10Φ12Φ15Φ18Φ20Φ26Φ32沉头深度(±0.5) 6 7 8 10 12 14 18 22 4.2 英制螺丝头沉头孔:需锪平000常见螺纹1/8" 5/32" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4"过孔大小Φ3.5Φ4.5Φ5.5Φ7.0Φ8.5Φ10.5Φ14.0Φ17.0Φ21.0沉头孔大小Φ8Φ9Φ10Φ12Φ14Φ17Φ21Φ25Φ28沉头深度(±0.5) 5 6 7 8 10 12 15 20 22 ***若为下模刀口板则所有螺丝沉头深度比上表相应加深2mm.004.3 内导柱沉头孔:一般做在非夹持板上,需锪平。
000内导柱Φ10 Φ12 Φ16 Φ20 Φ25沉头大小Φ16 Φ18 Φ22 Φ26 Φ31沉头深度(±0.1) 5.3 5.3 5.3 5.3 5.34.4内导套沉头孔:一般做在夹持板上,需锪平。
00内导套Φ10 Φ12 Φ16 Φ20 Φ25沉头大小Φ20 Φ22 Φ28 Φ30 Φ38沉头深度(±0.1) 3.3 3.3 3.3 3.3 3.34.5 圆冲头沉头孔沉头深度一律为:5.2 ±0.1,需锪平04.6 带挂台异形冲头沉头深度一律为:5.2 ±0.1,需锪平04.7 弹簧沉头孔:需锪平。
0004.8 冲头补强部位在脱料板中的避位孔:需锪平。
沉头螺钉标准
沉头螺钉标准沉头螺钉是一种常用的紧固件,广泛应用于机械设备、汽车、航空航天等领域。
沉头螺钉标准是保证产品质量和安全性的重要依据,对于生产厂家和使用者来说,了解和遵守沉头螺钉标准至关重要。
一、沉头螺钉的定义和分类。
沉头螺钉是一种带有平底的螺钉,通常用于需要表面平整的装配。
根据材质的不同,沉头螺钉可以分为不锈钢沉头螺钉、碳钢沉头螺钉、铜沉头螺钉等。
根据头部形状的不同,沉头螺钉可以分为圆头沉头螺钉、方头沉头螺钉等。
二、沉头螺钉的标准规范。
1. 尺寸标准,沉头螺钉的尺寸应符合国家标准或行业标准,包括螺纹直径、螺纹长度、沉头直径、沉头厚度等。
在生产过程中,需要严格按照标准规定进行加工和检测,确保产品尺寸符合要求。
2. 材质标准,不同工作环境和使用要求需要选择不同材质的沉头螺钉,常见的材质包括不锈钢、碳钢、合金钢等。
材质标准规定了沉头螺钉的化学成分、力学性能和表面处理要求,以保证产品的使用寿命和耐腐蚀性能。
3. 表面处理标准,沉头螺钉的表面处理通常包括镀锌、镀镍、磷化等,不同的表面处理可以提高产品的耐腐蚀性能和美观度。
标准规定了不同材质的沉头螺钉应采用何种表面处理,以及处理层厚度和检测方法。
4. 使用标准,沉头螺钉在使用过程中需要符合相关的安装要求和使用规范,避免因使用不当而导致事故发生。
标准规定了沉头螺钉的安装扭矩、螺纹连接方式、使用环境温度等,以确保产品在使用过程中的稳定性和安全性。
三、沉头螺钉标准的重要性。
遵守沉头螺钉标准对于生产厂家和使用者来说都至关重要。
对于生产厂家来说,严格按照标准规范生产可以提高产品质量,降低产品缺陷率,提升企业形象和竞争力。
对于使用者来说,选择符合标准的沉头螺钉可以保证装配质量和使用安全,减少因螺钉质量问题引起的事故风险。
同时,沉头螺钉标准的制定和执行也有利于行业规范化和市场秩序的维护。
通过统一的标准规范,可以提高产品的互换性和通用性,促进行业技术进步和产品质量提升。
总之,沉头螺钉标准是保证产品质量和安全性的重要依据,对于生产厂家和使用者来说都具有重要意义。
内六角螺栓沉孔标准
内六角螺栓沉孔标准
内六角螺栓沉孔是一种常见的连接元件,在机械制造和装配中被广泛应用。
它
具有结构简单、安装方便、连接可靠的特点,因此备受青睐。
而内六角螺栓沉孔标准作为保障其质量和使用效果的重要依据,对于相关行业的从业人员来说尤为重要。
首先,内六角螺栓沉孔标准的制定是为了保证其连接效果和使用安全。
在实际
生产和使用过程中,如果内六角螺栓沉孔标准不符合要求,就会导致连接松动、螺纹损坏等问题,从而影响设备的正常运行,甚至造成安全事故。
因此,严格遵守内六角螺栓沉孔标准,对于保障设备运行安全具有重要意义。
其次,内六角螺栓沉孔标准的制定还有利于提高生产效率和产品质量。
按照标
准要求生产制造内六角螺栓沉孔,可以保证产品的一致性和稳定性,减少因产品质量不合格而引起的报废和返工,提高生产效率和降低成本。
同时,符合标准的内六角螺栓沉孔能够保证连接的精度和稳固性,提高产品的可靠性和使用寿命。
此外,内六角螺栓沉孔标准的制定还有利于促进行业技术的进步和规范化发展。
通过不断完善和更新内六角螺栓沉孔标准,可以推动相关技术的创新和提高,促进行业技术水平的不断提升。
同时,制定统一的内六角螺栓沉孔标准也有利于规范市场秩序,维护行业的健康发展。
总的来说,内六角螺栓沉孔标准的制定对于保障设备运行安全、提高生产效率
和产品质量、促进行业技术的进步和规范化发展具有重要意义。
因此,作为内六角螺栓沉孔标准的制定者和使用者,我们应当严格遵守标准要求,加强标准化意识,不断完善和提高内六角螺栓沉孔标准,为行业发展和社会进步做出积极贡献。
螺钉销钉规范
有关模具设计人员选用螺钉、销钉的一些规定为进一步优化模具设计,规范设计人员的工作,尽可能地减轻经营科的工作量,提高模具标准化的程度,特对模具上有关螺钉及销钉的选用做出以下规定。
要求设计人员严格按照以下规定执行。
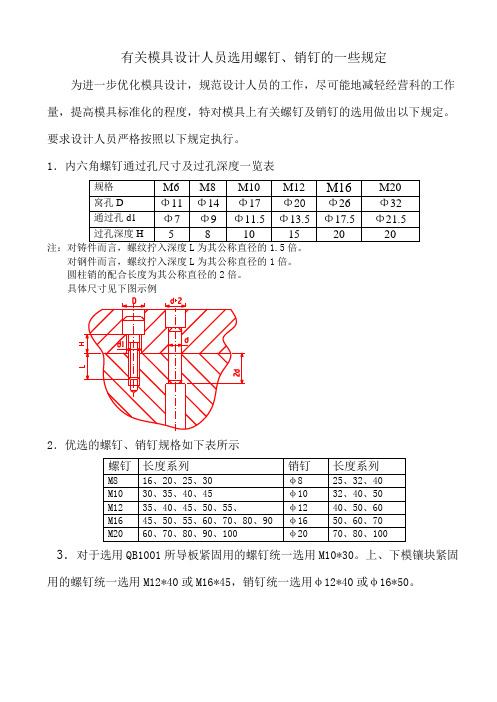
1.内六角螺钉通过孔尺寸及过孔深度一览表
对钢件而言,螺纹拧入深度L为其公称直径的1倍。
圆柱销的配合长度为其公称直径的2倍。
具体尺寸见下图示例
2.优选的螺钉、销钉规格如下表所示
3.对于选用QB1001所导板紧固用的螺钉统一选用M10*30。
上、下模镶块紧固用的螺钉统一选用M12*40或M16*45,销钉统一选用φ12*40或φ16*50。
级进模模座上数控点孔底孔直径
以上是参照米思米标准内六角螺钉底孔直径.深度做成20就好。
铆钉的设计规范
尺寸
A
B
C
D
E
F
G
H
J
AL1050/AL5052
0.5
¢5.0
¢4.0+0.0-0.05
¢3.4
C角≤0.2
≥0.3
长度最短不可少于3圈螺纹
0.25+0.05-0.0
0.25+0.0-0.05
依实际情况而定
0.6
¢5.0
¢4.0+0.0-0.05
¢3.4
C角≤0.2
≥0.3
长度最短不可少于3圈螺纹
C角≤0.2
1.2
¢5.0
¢4.0+0.0-0.05
¢3.4
≥0.3
0.40+0.05-0.0
0.40+0.0-0.05
长度最短不可少于3圈螺纹
C角≤0.2
5.1.14鉚釘外徑設計要求:如上圖標D處所示尺寸,與產品鉚合孔配合之尺寸,鉚釘的外徑
一般按+0.0/-0.05設計,要求產品的底孔,嚴格按產品圖上標示設計,特殊情況除外,
0.50+0.0-0.05
1.2
¢5.0
¢4.0+0.0-0.05
¢3.4
C角≤0.2
≥0.3
长度最短不可少于3圈螺纹
0.50+0.05-0.0
0.50+0.0-0.05
页 次
版 本
标 题
铆钉设计作业指导书
编 号
制订日期
5.1.13 铆钉设计标准详见附图及表格(二)。
材质
材料厚
度(T)
尺寸
A
B
D
C
E
5.1.2 工程人员依据客户产品图纸上的要求或样品,找出其铆钉的规格及材质、表面处理等要求,同
涨铆预沉孔规范
涨铆预沉孔规范常用钢铁材料涨铆螺母预沉孔数值汇总一、M3涨铆螺母1.材料厚T=1.0, M3-1.0涨铆ф5沉孔ф5.4*90°2.材料厚T=1.1, M3-1.2涨铆ф5沉孔ф5.4*90°3.材料厚T=1.2, M3-1.2涨铆ф5沉孔ф5.4*90°4.材料厚T=1.4, M3-1.5涨铆ф5沉孔ф5.6*90°5.材料厚T=1.5, M3-1.5涨铆ф5沉孔ф5.6*90°6.材料厚T=1.8, M3-2.0涨铆ф5沉孔ф5.7*90°7.材料厚T=2.0, M3-2.0涨铆ф5沉孔ф5.7*90°8.材料厚T=2.3, M3-2.5涨铆ф5沉孔ф5.8*90°9.材料厚T=2.5, M3-2.5涨铆ф5沉孔ф5.8*90°二、M4涨铆螺母1. 材料厚T=1.0, M4-1.0涨铆ф6沉孔ф6.4*90°2.材料厚T=1.1, M4-1.2涨铆ф6沉孔ф6.4*90°3.材料厚T=1.2, M4-1.2涨铆ф6沉孔ф6.4*90°4.材料厚T=1.4, M4-1.5涨铆ф6沉孔ф6.6*90°ф6沉孔ф6.6*90°ф6沉孔ф6.7*90°7.材料厚T=2.0, M4-2.0涨铆ф6沉孔ф6.7*90°8.材料厚T=2.3, M4-2.5涨铆ф6沉孔ф6.8*90°9.材料厚T=2.5, M4-2.5涨铆ф6沉孔ф6.8*90°三、M5涨铆螺母1. 材料厚T=1.0, M5-1.0涨铆ф8沉孔ф8.4*90°2. 材料厚T=1.1, M5-1.2涨铆ф8沉孔ф8.4*90°3.材料厚T=1.2, M5-1.2涨铆ф8沉孔ф8.4*90°4.材料厚T=1.4, M5-1.5涨铆ф8沉孔ф8.6*90°5.材料厚T=1.5, M5-1.5涨铆ф8沉孔ф8.6*90°6.材料厚T=1.8, M5-2.0涨铆ф8沉孔ф8.7*90°7.材料厚T=2.0, M5-2.0涨铆ф8沉孔ф8.7*90°8.材料厚T=2.3, M5-2.5涨铆ф8沉孔ф8.8*90°9.材料厚T=2.5, M5-2.5涨铆ф8沉孔ф8.8*90°四、M6涨铆螺母1. 材料厚T=1.0, M6-1.0涨铆ф9沉孔ф9.4*90°2. 材料厚T=1.1, M6-1.2涨铆ф9沉孔ф9.4*90°ф9沉孔ф9.4*90°4. 材料厚T=1.4, M6-1.5涨铆ф9沉孔ф9.6*90°5. 材料厚T=1.5, M6-1.5涨铆ф9沉孔ф9.6*90°6. 材料厚T=1.8, M6-2.0涨铆ф9沉孔ф9.7*90°7. 材料厚T=2.0, M6-2.0涨铆ф9沉孔ф9.7*90°8. 材料厚T=2.3, M6-2.5涨铆ф9沉孔ф9.8*90°ф9沉孔ф9.8*90°五、M8涨铆螺母1. 材料厚T=1.2, M8-1.2涨铆ф11沉孔ф11.4*90°2. 材料厚T=1.4, M8-1.5涨铆ф11沉孔ф11.4*90°3. 材料厚T=1.5, M8-1.5涨铆ф11沉孔ф11.4*90°4. 材料厚T=1.8, M8-2.0涨铆ф11沉孔ф11.6*90°5. 材料厚T=2.0, M8-2.0涨铆ф11沉孔ф11.6*90°6. 材料厚T=2.3, M8-2.5涨铆ф11沉孔ф11.8*90°7. 材料厚T=2.5, M8-2.5涨铆ф11沉孔ф11.8*90°备注:本规范所提及“钢铁材料”一般均指“电解板”、“冷轧板”、“热镀锌板”、“覆铝锌板”、“热轧板”,不包括不锈钢、铝及铝合金板、铜排或铜板。