提高铅锌矿中伴生银回收率的试验研究
滇东某含银硫化铅锌矿选矿试验研究

滇东某含银硫化铅锌矿选矿试验研究谢峰1,2 梁溢强1,2 杨林1,2(1. 昆明冶金研究院,云南昆明 650031;2. 云南省选冶新技术重点实验室,云南昆明 650031 )摘要:滇东某铅锌硫化矿主金属为铅、锌和硫,含量分别为3.56%,12.41%和30.01%,伴生有价金属为银,含量为28.3g/t。
根据该矿石的原矿性质特点,制定了与之相适应的试验方案;通过铅硫部分混合浮选-再选锌的工艺流程,最终得到铅品位为60.16%、铅回收率为82.76%、含银222.30g/t,银回收率为37.96%的铅精矿,以及锌品位为52.57%、锌回收率为91.96%、含银品位62.80g/t、银回收率48.27%的锌精矿。
关键词:硫化铅锌矿;部分混合浮选;铅硫分离;Experimental Research on Mineral Processing Test of Lead Zinc Sulfide Ore Containing Silver in Eastern YunnanXIE Feng1,2,LIANG Yi-qiang1,2,YANG Lin1,2(1.Kunming Metallurgy Research Institute,Kunming,Yunnan 650031,China;2. The Key Lab of New Technology for Mineral Processing and Metallurgy of Yunnan Province,Kunming,Yunnan 650031,China )ABSTRACT: The lead-zinc sulfide ore in eastern Yunnan main metals are lead, zinc and sulfur, the contents are 3.56%, 12.41% and 30.01%,associated valuable silver is 28.3g/t。
提高铅锌选矿回收率的生产实践探析

27M ine engineering矿山工程提高铅锌选矿回收率的生产实践探析冯国伟,聂孟圣(呼伦贝尔山金矿业有限公司,内蒙古 呼伦贝尔 022357)摘 要:随着我国矿山开采行业发展,采矿行业对促进我国民营经济的健康发展发挥了重要作用。
虽然我国矿产资源总量较为丰富,但是人均矿产资源还是很有限。
我国在长期的矿山开采过程中,大部分已探明的矿产资源已被开采殆尽,我国矿山的开采深度和开采难度也在不断增加,矿石贫化问题也成为了另各大矿山开采单位头疼的问题。
提高铅锌矿的选矿回收率,有利于减少矿产资源的浪费,能够帮助矿山开采单位降低开采成本,提高矿山开采的经济效益。
选矿回收率也是衡量选矿技术的重要标准,接下来本文在研究过程中,就对影响铅锌矿选矿回收率的因素进行分析,并提出了相应的实践措施。
旨在更好地促进我国矿山开采行业的发展。
关键词:铅锌矿山;选矿回收率;影响因素;实践策略中图分类号:TD952 文献标识码:A 文章编号:11-5004(2020)02-0027-2收稿日期:2020-01作者简介:冯国伟,男,生于1990年,汉族,内蒙古扎兰屯人,本科,助理工程师,研究方向:铅锌选矿。
矿山开采行业是我国的支柱型产业,为了减少矿产资源的浪费,各大矿山开采单位要重视起选矿问题,这样才能有效减降低矿石损失贫化率,也能更好地提高矿产资源的利用效率,有利于为矿山开采单位创造更多的收益。
影响铅锌铅锌选矿效率的因素有很多,例如:矿浆浓度、药剂制度、浮选流程、配矿等因素,都会影响到铅锌矿的选矿回收率。
以下结合本人的实践经验,以某矿场为例,对铅锌矿选矿回收率的影响因素以及提铅锌选矿回收率的生产实践策略进行分析[1]。
1 某矿场原矿性质分析某矿场的铅锌矿石中有较多的矿物类型,其中包含了大量的方铅矿、闪锌矿,还有少量的黄铁矿黄铜矿、白铅矿、水锌矿,并伴随着少量的自然银。
该厂在选矿过程中,采用的方式为:先利用浮选和粗选的方式来选分铅硫混合矿石和锌矿石,在提高铅锌选矿回收率的过程中,主要利用了混合精矿分离选铅的工艺流程。
铅锌矿中微细粒包裹伴生金选矿回收研究
38采矿工程M ining engineering铅锌矿中微细粒包裹伴生金选矿回收研究褚立金(内蒙古高尔奇矿业有限公司,内蒙古 锡林郭勒 026000)摘 要:内蒙古某铅锌银硫化矿选矿厂采用先选铅后选锌的优先浮选工艺,硫无回收价值。
铅、锌精矿经浓缩机浓缩后经陶瓷过滤机过滤后,精矿流入精矿库库存,溢流水进入尾矿库。
铅浮选部分使用井下水,其余全部使用尾矿库澄清后回水。
铅锌精矿中铅、锌、银回收率达到了国内外行业要求。
但是铅精矿中金回收率较低只有约8%,为研究分析解决金回收率低原因,进行了小型实验和工业型实验,经分析研究研究表明,该矿山原矿中金属微细粒包裹金形式存在于硫铁矿和砷黄铁矿中是金回收率低的主要原因。
关键词:铅锌矿;微细粒;包裹;伴生金中图分类号:TD923 文献标识码:A 文章编号:1002-5065(2023)20-0038-3Research on Mineral Processing and Recovery of Microparticle Encapsulation Associated Gold in Lead Zinc OreCHU Li-jin(Inner Mongolia Gaoerqi Mining Co., Ltd,Xilin Gol 026000,China)Abstract: A lead-zinc-silver sulfide ore concentrator in Inner Mongolia adopted the preferential flotation process of lead first and zinc second, and the sulfur has no recovery value. After the lead and zinc concentrate is concentrated by the concentrator and filtered by the ceramic filter, the concentrate flows into the concentrate reservoir stock, and the overflow water enters the tailings pond. The lead flotation part uses underground water, and the rest uses the clarified backwater from the tailings pond. The recovery rate of lead, zinc and silver in lead and zinc concentrate reached the requirements of domestic and foreign industries. However, the recovery rate of gold in lead concentrate was only about 8%. In order to analyze and solve the reasons for the low recovery rate of gold, small experiments and industrial experiments were carried out. The analysis and research showed that the existence of gold in the form of metal micro-fine particles in the raw ore of the mine in the pyrite and arsenic pyrite was the main reason for the low recovery rate of gold.Keywords: lead-zinc ore; Fine particles; Package; Associated gold收稿日期:2023-08作者简介:褚立金,男,生于1972年,汉族,河南济源人,本科,中级,研究方向:有色金属。
低品位铅尾矿中银综合回收试验研究
低品位铅尾矿中银综合回收试验研究1.引言背景简介:近年来,铅锌矿开采和冶炼已成为我国非常重要的行业。
随着矿山的开采,越来越多的矿渣和尾矿形成。
低品位铅尾矿中银含量较高,回收银的难度也相应地增加。
因此,本试验旨在研究低品位铅尾矿中银的综合回收方法,以提高银的回收率和经济效益。
研究目的:通过试验研究低品位铅尾矿中银的综合回收方法,提高银的回收率和经济效益。
2.实验材料和方法实验材料:采用低品位铅尾矿作为主要实验材料,同时选取一定量的二氧化硅、氢氧化钠、氯化钠等药剂进行试验。
试验方法:采用浮选法、重选法、热浸法和电积法等多种方法进行低品位铅尾矿中银的综合回收试验,并对试验结果进行分析和比较。
3.实验结果通过试验,我们得到了低品位铅尾矿中银的综合回收率及其变化趋势。
同时,我们还对各种试验方法的回收率、效果和经济效益进行了详细的比较和分析。
通过实验结果,我们可以得出最佳的低品位铅尾矿中银的综合回收方法。
4.实验总结本试验成功地研究了低品位铅尾矿中银综合回收的方法,通过试验和比较得出了最佳方案。
该方案能够有效地提高银的回收率和经济效益,在实际应用中具有较高的可行性和应用价值。
5.展望未来虽然本试验研究了低品位铅尾矿中银综合回收的方法,但仍有一些问题需要进一步研究和解决。
接下来,我们将继续对低品位铅尾矿中银的回收方法进行研究,不断提高回收率和经济效益。
同时,我们还将进一步完善实验方法,并将该方法扩展到其他银矿石的回收中,以提高我国银矿资源的综合利用效益。
第一章:引言中国是一个资源大国,在地球上的银矿资源储量约占全球总储量的6%,但有近80%的银矿资源是以低品位铁银矿和多金属矿形式存在的,而这些矿石的综合利用率非常低。
低品位铁银矿中银含量较高,回收银的难度也相应地增加。
银矿是一种重要的贵金属矿,具有良好的导电性、强化学反应性和抗腐蚀性。
同时,银在航空航天、电子、通讯等领域也有着广泛的应用价值。
随着矿山的开采,越来越多的矿渣和尾矿形成,如何有效地回收低品位铅尾矿中的银成为一项重要的任务。
凡口铅锌矿银矿物浮选行为的试验研究

第6期2004年12月矿产保护与利用C ONSERVATION AND UTILIZATION OF MINERAL RESOURCES.6Dec.2004凡口铅锌矿银矿物浮选行为的试验研究谢雪飞(中南大学资源加工与生物工程学院,长沙,410083)摘要:介绍了凡口铅锌矿对银矿物浮选行为的试验研究,结果表明:提高磨矿细度和采用不同捕收剂对伴生银的回收影响不大,但抑制剂石灰的用量对伴生银的回收影响较大。
关键词:银矿物;浮选行为;综合回收;凡口铅锌矿中图分类号:TD923;TD953 文献标识码:B 文章编号:1001-0076(2004)06-0030-04Study on Flotation Behavior of Silver Minerals in Pb-Zn Ore from F ankou MineXIE Xue-fei(School of Minerals Processing&Bioengineering,Central South University,Changsha410083,China)Abstract:This article introduces the experimental study on flotation behavior of silver minerals in Pb-Zn ore from Fankou Mine.Experimental results show tha t there is little effect on silver accompanying re covering in the ore by increasing grinding fineness and using different c ollector,but lime dosa ge has more effec t.Key words:silver minerals;flotation behavior;multipurpose recovery;Fankou Pb-Zn Mine凡口铅锌矿是我国大型铅锌原料生产基地,目前年产铅锌金属达14万吨以上,铅锌精矿中富含银金属,其中铅精矿含银550~650g/t,锌精矿含银180~250g/t,铅锌混合精矿含银约280~380g/t,仅综合回收的伴生银,年产值就可达400万元以上,经济效益非常显著。
云南某铅锌矿伴生银的综合回收研究
云南某铅锌矿伴生银的综合回收研究王春光【摘要】云南澜沧某铅锌多金属硫化矿矿石嵌布粒度细、共生关系复杂,为了解决铅锌精矿互含、铅精矿中伴生银回收率较低的问题,本文采用了自主研发的铅捕收剂WX-1,对铅浮选有较好选择性.采用优先浮铅的工艺流程,在磨矿细度为-0.074mm占75%的条件下,铅浮选的粗选段采用石灰抑制含铁矿物,采用ZnSO4+Na2CO3+Na2SO3作为锌抑制剂组合使用,采用WX-1与乙硫氮作为铅的捕收剂组合使用;在锌浮选的粗选段采用硫酸铜作为选铅尾矿中锌的活化剂,丁基黄药作为锌捕收剂.最终经过闭路流程,得到铅品位为54.89%、铅回收率为90.38%,含银品位为2498.53g/t、银回收率为84%的铅精矿和锌品位为40.46%、锌回收率为80.98%的锌精矿,实现了铅、锌的有效分离,并提高了伴生银的回收率.%A serious of tests of flotation was made based on the characteristics of a certain lead-zinc ore in Langcang, Yunnan province.the valuable elements were lead、zinc and silver, and lead sulfide was used as carrier minerals for recovering silver.A reasonable process and regime of agent was determined: in the condition of the grinding fineness was 75% under0.074mm, it was used calcium to form high alkaline as a depressant of pyrite, the combined reagent of ZnSO4+Na2CO3+Na2SO3 was used to be a depressant of zinc, with the dosage is of (1000+1000+500)g/t;a new collector contains diethyldithiocarbamate and a self-developed chemical called WX-1 was used to collect lead and silver with the dosage is of(50+60)g/t, which can improve the recovery of silver and perfect the difficulty separation of lead and zinc concentration;Copper sulfade wasused to active the zinc in the tailing after lead flotation with the dosage isof 800g/t;butyl xanthate was used to be collector with the dosage is of100g/t.Throughing the closed-circuit test of preferential lead flotation, it was gained the lead concentrate contain 54.89% lead and 2498.53g/t, with lead recovery of 90.38% and silver recovery of 84%, zinc concentrate contain 40.46% zinc, with the zinc recovery of 80.98%.Thus effective recovering of lead,zinc and silver can be achieved.【期刊名称】《中国矿业》【年(卷),期】2017(026)004【总页数】5页(P131-134,145)【关键词】铅锌矿;新型捕收剂;优先浮选【作者】王春光【作者单位】澜沧铅矿有限公司,云南普洱 665600【正文语种】中文【中图分类】TD923我国银矿资源相对丰富,居世界第6位。
提高铅锌选矿回收率的生产实践探析

世界有色金属 2018年 2月下82采矿工程M ining engineering提高铅锌选矿回收率的生产实践探析王 刚(新巴尔虎右旗荣达矿业有限责任公司,内蒙古 呼伦贝尔 021000)摘 要:文章通过对矿石性质进行简介,针对其中影响铅锌选矿回收率的主要因素进行分析,同时对在生产实践中如何提高铅锌选矿回收率展开了具体措施分析,以期在笔者的参考意见引导下能够助推相关选矿厂的技术与管理水平提升,进而达到铅锌选矿回收率有所提高的目的。
关键词:铅锌矿;选矿回收率;生产实践中图分类号:TD952 文献标识码:A 文章编号:1002-5065(2018)04-0082-2An analysis of the production practice of improving the recovery rate of lead and zincWANG Gang(Xinbaerhuyouqi Rongda Mining Co. Ltd.,HulunBuir 021000,China)Abstract: This article through the introduction of the ore properties, analyzes the main factors which affect the zinc recovery rate, and on how to improve the recovery rate of lead and zinc ore dressing launched concrete measures in the production practice, in order to boost the relevant technical and management level of concentrator promotion in the author's suggestions under the guidance and achieve lead recovery rate increased.Keywords: lead-zinc mine; recovery rate of mineral processing; production practice收稿日期:2018-02作者简介:王刚,男,生于1988年,汉族,山东诸城人,本科,初级选矿工程师,研究方向:选矿工艺研究。
提高锡铁山铅锌矿中伴生金银回收率的试验研究
1 5
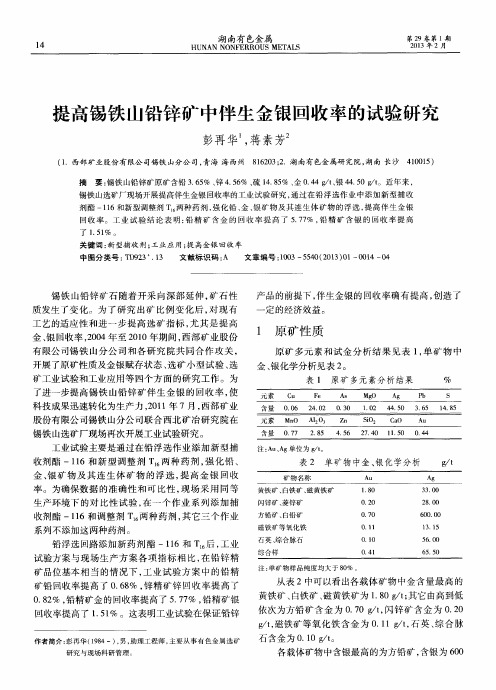
g / t ; 其他矿物 中银含量 明显降低 , 闪锌矿含银为 2 8 g / t , 黄 铁矿 等铁 的硫 化物 含银 为 3 3 t , 磁铁 矿 等氧化 铁 含 银为 1 3 . 1 5 e /t , 石英 、 综合 脉 石含银 为 5 6 t 。
工业 试验 主要是 通过 在铅 浮选 作 业 添加 新 型捕 收剂酯 一1 1 6和新 型 调 整 剂 T 两 种 药 剂 , 强化铅 、
1 原 矿性 质
原 矿 多元 素 和试 金 分 析 结 果 见 表 1 , 单 矿 物 中
金、 银化学 分析 见表 2 。 表1 原矿 多元 素分析 结果
石含 金 为 0 . 1 0 g / t 。
各 载体矿 物 中含 银最 高 的为 方铅矿 , 含银 为 6 0 0
第1 期
彭再 华 , 等: 提 高锡铁 山铅 锌矿 中伴 生金 银 回收 率的试 验研 究 两 种药 剂酯 一1 1 6和 T ∽
2 . 1 . 1 捕 收 剂 种 类 的试 验
了 1 . 5 1 %。
关键 词 : 新 型捕 收 剂 ; 工业应 用; 提 高金 银 回收 率
中图分类号: T D 9 2 3 . 1 3
文献标识码 : A
文章编号 : 1 0 0 3— 5 5 4 0 ( 2 0 1 3 ) 0 1— 0 0 1 4— 0 4
锡 铁 山铅 锌 矿 石 随着 开 采 向深 部 延 伸 , 矿石 性
质 发生 了变 化 。为 了研 究 出 矿 比例 变 化 后 , 对 现 有
产 品的前提 下 , 伴 生金银 的 回收 率确 有 提 高 , 创 造 了
一
定 的经济 效益 。
某伴生银铅锌矿石的选矿试验
注:Ag的含量单位为 g/t。
表 2 矿石铅物相分析结果
%
铅相态 硫化铅 碳酸铅 硫酸铅 其他铅
总铅
含量 2.23 0.40 0.08 0.16 2.87
分布率 77.78 13.95 2.62 5.65 100.00
表 3 矿石锌物相分析结果
%
锌相态 硫化锌 氧化锌 其他锌
总锌
含量 6.22 0.40 0.01 6.63
%
成分 Pb Zn Cu S Fe Mn SiO2 CaO MgO 含量 2.87 6.63 0.15 18.3715.97 2.30 23.09 4.49 1.40 成分 Al2O3 F As Sb Sn Bi Mo Ag Ti 含量 4.65 0.54 0.96 0.03 0.13 0.03 0.01 57 0.10
分铁闪锌矿中嵌有乳浊状黄铜矿和磁黄铁矿,粒径
大于 0.043mm者占 86.3%,镜下挑选的纯度 95%
左右的铁闪锌矿含锌 46.01%、含铁 14.37%、含锡
0.025%。
(3)黄铜矿。一般呈不规则粒状嵌布于黄铁矿
间隙中,溶蚀和交代黄铁矿,并有部分黄铜矿呈乳浊
状嵌布 于 铁 闪 锌 矿 中,粒 径 大 于 0.043mm 者 占
34.26
90
34.66
铅回收率 87.11 88.44 87.83 87.93
银回收率 49.44 52.27 54.32 47.08
分布率 /% 17.46 79.90 2.64 100.00
为铅、锌、银、硫;铅氧化率为 1657%,氧化率偏高 对选矿回收率有一定影响;锌氧化率为 6.03%;银 矿物分布较广,主要分布在有用硫化矿物中。
进一步的研究表明,银与铅铜硫矿物嵌布关系 紧密,磨矿细度提高,单体银含量并未随之提高;原 矿 中 的 银 主 要 赋 存 方 铅 矿 (46.3%)和 硫 化 铜 (168%)及硫铁矿(13.0%)中。从铅、锌精矿中综 合回收银的最高理论回收率取决于银与各种矿物的 赋存关系,主要可以回收赋存在方铅矿中银、单体银 以及部分黄铜矿呈包裹状态存在于闪锌矿中的银; 在不同磨矿细度条件下,方铅矿中含银比例变化小, 因此,铅、银回收率相关性强。过量使用石灰会抑制 黄铁矿等含银矿物,因此,要提高银回收率,必须降 低铅、锌浮选的石灰用量。 1.2 矿石中的主要矿物
提高锡铁山铅锌矿中伴生金银回收率的试验研究

提高锡铁山铅锌矿中伴生金银回收率的试验研究彭再华;蒋素芳【摘要】锡铁山铅锌矿原矿含铅3.65%、锌4.56%、硫14.85%、金0.44 g/t、银44.50 g/t.近年来,锡铁山选矿厂现场开展提高伴生金银回收率的工业试验研究,通过在铅浮选作业中添加新型捕收剂酯-116和新型调整剂T16两种药剂,强化铅、金、银矿物及其连生体矿物的浮选,提高伴生金银回收率.工业试验结论表明:铅精矿含金的回收率提高了5.77%,铅精矿含银的回收率提高了1.51%.【期刊名称】《湖南有色金属》【年(卷),期】2013(029)001【总页数】5页(P14-17,72)【关键词】新型捕收剂;工业应用;提高金银回收率【作者】彭再华;蒋素芳【作者单位】湖南有色金属研究院,湖南长沙410015【正文语种】中文【中图分类】TD923+.13锡铁山铅锌矿石随着开采向深部延伸,矿石性质发生了变化。
为了研究出矿比例变化后,对现有工艺的适应性和进一步提高选矿指标,尤其是提高金、银回收率,2004年至2010年期间,西部矿业股份有限公司锡铁山分公司和各研究院共同合作攻关,开展了原矿性质及金银赋存状态、选矿小型试验、选矿工业试验和工业应用等四个方面的研究工作。
为了进一步提高锡铁山铅锌矿伴生金银的回收率,使科技成果迅速转化为生产力,2011年7月,西部矿业股份有限公司锡铁山分公司联合西北矿冶研究院在锡铁山选矿厂现场再次开展工业试验研究。
工业试验主要是通过在铅浮选作业添加新型捕收剂酯-116和新型调整剂T16两种药剂,强化铅、金、银矿物及其连生体矿物的浮选,提高金银回收率。
为确保数据的准确性和可比性,现场采用同等生产环境下的对比性试验,在一个作业系列添加捕收剂酯-116和调整剂T16两种药剂,其它三个作业系列不添加这两种药剂。
铅浮选回路添加新药剂酯-116和T16后,工业试验方案与现场生产方案各项指标相比,在铅锌精矿品位基本相当的情况下,工业试验方案中的铅精矿铅回收率提高了0.68%,锌精矿锌回收率提高了0.82%,铅精矿金的回收率提高了5.77%,铅精矿银回收率提高了1.51%。
提高铅锌选矿回收率的有效途径分析

提高铅锌选矿回收率的有效途径分析摘要:铅锌选矿在工业中占有很重要的位置,以铅锌为主的选矿回收率得不到提升则会影响行业发展。
铅锌自然赋存的矿物比较复杂,富含多种有毒有害元素,对环境造成的破坏比较大,因此需要研究如何提高铅锌选矿回收率,有效降低对环境的影响。
本文总结了提高铅锌选矿回收率的多种有效途径,为铅锌选矿生产实践提供了实用的指导和借鉴。
关键词:铅锌选矿;回收率;途径分析1.提高铅锌选矿回收率的意义对于有色金属选矿提高回收率一直是研究的重点,而铅锌资源的具有很大的开采和利用价值。
提高铅锌选矿回收率也能够减少资源浪费,降低对环境的影响,从而使铅锌矿山的可持续发展得到更好的保障。
此外,研究铅锌选矿回收率的有效途径对于金属选矿技术的发展和应用也有着广泛的意义。
铅锌资源作为重要的金属资源,其开发利用对国家经济的发展和社会的进步有着重要的贡献。
在当前的环境下,全球对于资源的需求越来越大,而资源的供给却在逐渐减少。
因此,提高铅锌选矿回收率也是解决资源短缺和保护环境的重要途径。
通过对影响铅锌选矿回收率的因素进行深入分析和探索,可以优化选矿流程,提高选矿效率和品位,降低生产成本,从而实现铅锌选矿回收率的有效提高。
总之,本研究对于推动铅锌资源的可持续利用和矿山产业的可持续发展有着重要的意义。
2.提高选矿回收率的方法2.1.改良磨矿流程在选矿过程中,磨矿是关键环节之一。
因为不同原材料有不同的难滤特性和磨矿特性,所以设备的选择和设计都需要考虑到这些因素。
在改良磨矿流程时,可以考虑以下几点:使用先进的技术和设备,测试磨矿过程的各种参数以寻求最佳操作条件,改进设备的维护和保养,减少磨矿设备的故障率,以及对磨矿工艺流程进行调整和优化。
通过实验和数据分析等方法,可以逐步提高铅锌选矿回收率,减少资源浪费,提高经济效益。
此外,在磨矿过程中,不同的磨矿介质也会对磨矿效率和选矿回收率产生影响。
常见的磨矿介质包括钢球和棒状物,研究表明,相比于钢球,使用棒状物作为磨矿介质更有利于提高磨矿效率和选矿回收率。
提高某复杂铅锌矿伴生银选矿指标新工艺研究
① 收 稿 日期 : 0 10 -7 2 1 - 11
原 矿 主 要 金 属矿 物 有 闪锌 矿 、 铅 矿 、 铜 矿 、 方 黄 磁
基金项 目:国家青年科学基金项 目(0 0 0 8 江西省教育厅科 学技术研 究项 目( J 86 ; 5 74 1 ); G J 2 7) 江西 省 自然科 学基金 项 目( 0 7 Q 0 4 ) 0 20 G C 6 3 ;
银 品位 达到 20s t回收率 为 3 .7 , 3 / 、 0 9 % 与原工艺相 比 , 回收率 提高 了 5 4 % , 回收率提 高 了 1 .5 。与原工 艺相 比, 锌 .0 银 20% 新工艺 不仅大 幅度 提高 了银 的回收率 , 而且铅 、 锌精 矿质量与 回收率也得 到 了提高 。 关键词 :浮选 ; 铅锌矿 ; 伴生银 ; 组合抑制剂
中图分类号 : D2 T 93 文 献 标 识 码 :A 文 章 编 号 : 2 3— 0 9 2 1 ) 3— 0 5— 5 05 6 9 ( 0 1 0 0 3 0
Ne Te h i u o I p o e Dr s i g I d x s o s c a e iv r w c n q e t m r v e sn n e e fAs o i t d S l e
Z S e e u e e p ci ey a e d p e s n so y i n i c b ai g mi e a ,w i o i e e g n f it y — n O4w r s d r s e t l st e r s a t fp r e a d zn — e r n r l h l a c mb n d r a e t eh l v h t n e o d
湿法炼锌渣或经浮选所得含铅银精矿浸银试验研究
湿法炼锌渣或经浮选所得含铅银精矿浸银试验研究一、引言介绍湿法炼锌渣或经浮选所得含铅银精矿的原料特点及研究背景和意义。
二、实验条件和方法详细介绍实验采样、化学分析和实验条件设定。
主要包括试验矿样的选择和准备、试验条件的控制和实验方法的描述。
三、试验结果和分析描述试验过程中的实验结果,分析不同实验条件下的银浸出率和银回收率,并分析实验结果的原因。
四、结论总结试验结果,分析银浸出率和回收率的影响因素,归纳适宜的工艺条件,以及对于湿法炼锌渣或经浮选所得含铅银精矿浸银工艺进行展望。
五、参考文献对本研究所涉及到的文献和相关研究进行引用和分析。
第一章节:引言近年来,银的需求日益增加,特别是在电子工业、珠宝业等领域中广泛应用,然而银的产量却日益减少,因此人们开始关注银的浸出和回收技术研究,以满足市场需求。
湿法炼锌渣和含铅银精矿是银的常见原料,其中含银量高、铅含量较低的精矿可直接用化学浸出进行银的回收。
本文旨在探讨湿法炼锌渣和含铅银精矿浸银试验的研究,以提升银的浸出效率和回收率,为银的资源利用做出贡献。
湿法炼锌渣是银的常见含银矿石之一,其主要成分为氧化锌、硫酸、铜、铅等杂质。
该矿石的银含量较高,其浸出回收技术得到广泛应用。
目前,湿法炼锌渣浸银的工艺以氰化浸出和硫酸浸出为主,氰化浸出工艺虽然银的浸出效率高,但操作成本较高,且存在环境污染的风险,同时还会产生副产物氰化物,潜在安全隐患。
硫酸浸出工艺由于操作简单、成本低,加之无毒性、可回收性好,因此更为成熟和广泛使用。
含铅银精矿是矿业中常见的银资源,其主要成分为铜、铅、锌、硫等杂质。
含铅银精矿中的银、铅、铜多为硫化物,通过浮选分离和焙烧还原等工艺可得到含银精矿。
经浮选所得的含银精矿虽然银含量高,但如果直接进行浸银操作,由于精矿中铅含量高,会导致银的浸出效率较低。
为了提高银的浸出效率和回收率,通常会对含铅银精矿进行预处理,如氧化焙烧、氯化预处理等,以提高银的浸出率。
本文将通过湿法炼锌渣和含铅银精矿浸银实验,探索适合该类型矿石的浸出工艺,优化银的浸出效率和回收率,为银的资源合理利用打下基础。
提高广西某铅锌矿铅银回收率选矿试验研究

提高广西某铅锌矿铅银回收率选矿试验研究肖骏;付湘棋;董艳红;陈代雄【摘要】In view of the low recovery rate of lead and silver in lead concentrate from a refractory lead-zinc mine in Guangxi,the study analysed the small test output of zinc concentrate, lead concentrate and lead middlings for microscopic detection and monomer dissociation degree analysis through the study of process mineralogy. The results show that:the high content of Pb-Zn coenobium in lead rough concentrate causes poor processing performance. The regrinding of rough lead concentrate without changing the production principle, process and reagent system was conducted, under the condition of regrinding fineness -0. 037 mm of 66.80% , the recovery of lead and silver in lead concentrates increased by 8.89% and 11.40%, respectively.%针对广西某难选铅锌矿铅精矿中铅、银回收率较低的现状,研究通过工艺矿物学研究和对小型验证试验产出的锌精矿、铅粗精矿、铅中矿进行镜下检测和单体解离度分析,分析结果表明:铅粗精矿中的铅锌连生体含量过高是导致选矿指标较差的主要原因.研究在不改变现场生产原则流程和药剂制度的条件下对铅粗精矿进行再磨,在再磨细度为-0. 037 mm占66. 80%条件下,产出的铅精矿中铅、银回收率分别提高了8. 89%、11.40%.【期刊名称】《湖南有色金属》【年(卷),期】2017(033)006【总页数】5页(P12-16)【关键词】铅锌矿;连生体;解离度;粗精矿再磨【作者】肖骏;付湘棋;董艳红;陈代雄【作者单位】湖南有色金属研究院复杂铜铅锌共伴生金属资源综合利用湖南省重点实验室,湖南长沙410100;邵阳市第二中学,湖南邵阳422000;湖南有色金属研究院复杂铜铅锌共伴生金属资源综合利用湖南省重点实验室,湖南长沙410100;湖南有色金属研究院复杂铜铅锌共伴生金属资源综合利用湖南省重点实验室,湖南长沙410100【正文语种】中文【中图分类】TD923+.2我国绝大多数的银矿以伴生银矿的形式存在,伴生银产量占全国银产量的60%以上[1]。
提高铅精矿中伴生银回收率的研究_刘望

第3期2001年6月矿产保护与利用C ONSERVATION AND UTILIZATI ON OF MINERAL RESOURCES№.3Jun.2001提高铅精矿中伴生银回收率的研究刘 望(水口山矿务局科研所,湖南水口山,421513)摘要:研究了苯胺黑药在水口山矿务局康家湾矿选铅作业中的应用。
与原生产使用的25#黑药对比试验指标:铅回收率相当、铅精矿品位略有提高,铅精矿中银回收率显著提高,并从根本上消除了含酚离子废水对环境的污染。
关键词:苯胺黑药;选矿试验;银回收率;酚离子中图分类号:TD952.2 文献标识码:B 文章编号:1001-0076(2001)03-0033-03Research on Improvement Recovery of Silver Associated in Lead ConcentrateLI U Wang(Scientific Research Insti t ute of Shui k oushan Mining Bureau,Hunan Province,421513)Abstract:The application of henyla mine dithiophosphate to lead flotation in Kongji-a wa n,Shuikoushan Mining Bureau was researched.Contrast experiments with25#dithiophosphate adopted in the for mer production sho w that the grade of lead concentrate is improved slightly with a closed recovery of Pb,and recover y of Ag within it is increase notably,and that Pollution of waste water containing hydroxybenzene ion is eliminated af-ter reagent changing.Key words:henylamine dithiophosphate;dressing experiment;recover y of Ag;hydrox-ybenzene ion 随着国家对环境保护的重视以及康家湾矿井下全尾砂胶结充填的应用,如何消除铅锌矿选厂废水中浮选药剂对水系的污染,成为水口山选矿面临的一个重要课题。
湿法炼锌渣中浮选回收银的研究进展

湿法炼锌渣中浮选回收银的研究进展所属分类:参数大全| 标签:矿业| (2012-8-31浏览字体:大中小16:55:18)目前世界上大约80%的锌采用湿法生产。
锌精矿中的银(0~300g/t)经过湿法炼锌过程的焙烧、浸出工序后,绝大部分富集于锌浸出渣(100~600g/tAg)中。
在资源日趋匮乏、银消耗量日趋增长的今天,回收锌浸出渣中的银对合理利用该渣,增加企业经济效益有着重要的现实意义。
目前回收锌浸出渣中银的研究方法有硫脲法、氯盐法、浸没熔炼法、浮选法等。
浮选法因工艺简单、生产成本低且富集效果好而具有吸引力。
一、锌浸出渣种类及化学成分常见湿法炼锌浸出渣的种类及化学成分见下表。
浸出渣的种类及其化学成分表由表1可看出,湿法炼锌浸出渣中含有多种值得回收的有价金属,具有十分重要的经济价值。
二、锌浸出渣中银的物理性质锌浸出渣的粒度细(-0.074μm约占90%),而且90%以上的银是分布在-200目的细颗粒中。
银的存在形态复杂,大部分银以硫化银及自然银存在(约占80%),少部分银分别以氧化银、氯化银、硫酸银、硅酸银及银铁钒等化合物形态存在。
以上锌浸渣中银的一般物理性质使浮选法回收其中的银有了前提基础。
三、锌浸出渣中浮选银的进展锌浸出渣中浮选法回收银的方法可根据渣的性质用直接浮选法或经一定预处理后再浮选的间接浮选法。
株州冶炼厂以丁基铵黑药为捕收剂,2号油为起泡剂,自然pH4~5,矿浆浓度40%~50%条件下采用一粗、三精、三扫工艺流程浮选浸出渣,获得的技术经济指标为:精矿2%~3%、尾矿97%~98%、银回收率55%~75%。
浸出渣含银200~400g/t,精矿含银6000~15000g/t,尾矿含银500~120g/t。
其不足之处是锌离子浓度高时,易导致浮选指标恶化。
奕良铅锌矿酸浸渣含Pb10.4%,Zn2.75%,Ag175.2g/t,Fe17.37%,采用中性浸出、酸浸和加热酸浸三段浸出,再浮选的办法回收铅、锌和银,获得了含Pb55.47%,Ag654.3g/t的精矿,银回收率67.9%,浮选药剂费为11.5元/t渣。
提高某难选铅锌矿选矿回收率的试验研究
内 蒙 古科 技 与 经 济 Inner M o ngo lia Science T echnolo gy & Economy
Januar y 2012 N o. 1 T o tal N o. 251
X
提高某难选铅锌矿选矿回收率的试验研究
李先锋, 樊丽丽, 曾 钦
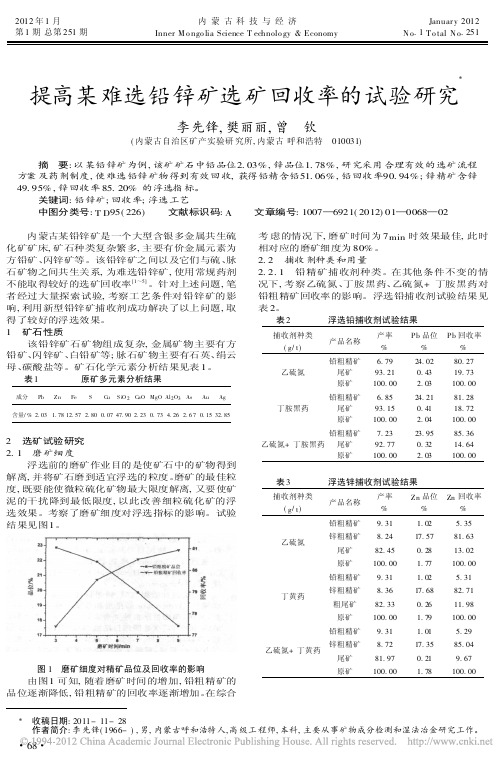
母、碳酸盐等。矿石化学元素分析结果见表 1。
表1
原矿多元素分析结果
成分 Pb Z n Fe S Cu S iO 2 CaO MgO Al2O3 As Au Ag
含量/ % 2. 03 1. 78 12. 57 2. 80 0. 07 47. 90 2. 23 0. 73 4. 26 2. 6 7 0. 15 32. 85
产品名称
产率 %
Pb 品位 Pb 回收率
%
%
乙硫氮
铅粗精矿 尾矿 原矿
6. 79 93. 21 100. 00
24. 02 0. 43 2. 03
80. 27 19. 73 100. 00
丁胺黑药
铅粗精矿 尾矿 原矿
6. 85 93. 15 100. 00
24. 21 0. 41 2. 04
81. 28 18. 72 100. 00
1. 78
Zn 回收率 %
5. 35 81. 63 13. 02 100. 00 5. 31 82. 71 11. 98 100. 00 5. 29 85. 04 9. 67 100. 00
X 收稿日期: 2011- 11- 28 作者简介: 李先锋( 1966- ) , 男, 内蒙古呼和浩特人, 高级工 程师, 本科, 主要从事矿物成分检测和湿法冶金研究工作。
提高铅锌回收率选矿实践

提高铅锌回收率选矿实践余厚福【摘要】银山矿业选矿厂铅锌系统从投产以来,随着原矿品位逐渐降低,铅锌金属回收率较低,铅精矿中铅回收率81.5%左右,锌精矿中锌回收率86.5%左右.从该矿矿物组成及嵌布特征的分析着手,在磨矿细度和药剂工艺2个方面进行不断改进,在没有投入资金对选矿流程及设备进行改变的情况下,使铅锌回收率逐步提高.改进后精矿铅回收率达到86.93%,锌回收率达到88.05%,同时铅精矿中伴生银回收率由改进前的60.16%提高到改进后的65.59%,有效地利用了矿产资源,也为企业创造了可观的经济效益.【期刊名称】《有色金属科学与工程》【年(卷),期】2015(006)002【总页数】5页(P111-115)【关键词】铅;锌;金属回收率;磨矿细度;乙硫氮【作者】余厚福【作者单位】江西铜业公司银山矿业有限责任公司,江西上饶334200【正文语种】中文【中图分类】TD9520 引言我国矿产资源的特点是贫矿多、富矿少,难选矿多、易选矿少,共生矿多、单一矿少,有色金属矿85%以上是综合矿[1].铅锌作为重要的有色金属矿产资源,在国民经济中具有重要的作用[2-3].目前我国铅锌矿根据氧化铅锌的含量可分为硫化铅锌矿、氧化铅锌矿和混合矿[4].银山矿业公司是投产50余年的老矿山,原矿含铅1.2%,含锌1.7%,矿石属较低品位铅锌矿[5],铅锌矿物以硫化矿为主.随着井下开采的铅锌矿石性质的复杂化及原矿品位的降低,选矿指标一直不理想,为此,选矿技术人员对选矿工艺进行了优化,使选矿指标逐步提高.1 矿石的物质组成该矿矿物组成较为复杂,金属矿物有方铅矿、闪锌矿、黄铁矿、黄铜矿、毒砂、褐铁矿、磁黄铁矿、白铁矿等.非金属矿物有石英、方解石、绢云母、菱锰矿、绿泥石、菱铁矿、绿泥石、高岭石.矿物相对含量见表1.表1 矿石矿物相对含量/%矿物名称方铅矿闪锌矿褐铁矿黄铜矿自然银金银矿辉银矿含量 3.08 4.33 微量微量偶见偶见矿物名称银黝铜矿深红银含银车轮矿毒砂黄铁矿白铁矿含量微量微量偶见 0.80 1.80 0.20矿物名称磁铁矿石英方解石绢云母绿泥石菱铁矿菱锰矿含量微量 22.0 0.80 32.0 30.0 0.50从表1中可知,矿石矿物种类较多,脉石矿物中绢云母和绿泥石占有率较大,由于绢云母可浮性较好,绿泥石较易泥化,有可能成为矿石较难分选的主要原因.2 矿物嵌布特征及嵌布粒度2.1 主要矿物嵌布特征该矿石主要矿物为方铅矿、闪锌矿、银黝铜矿、深红银矿、含银车轮矿和黄铁矿,各矿物的嵌布特征如下:①方铅矿.呈不规则的条纹、团矿状、脉状,少数呈星散状分布.方铅矿呈网脉状沿黄铁矿、闪锌矿、毒砂的裂纹充填,有的方铅矿沿白铁矿的纤维、柱粒间充填,并交代黄铁矿变斑晶;②闪锌矿.呈不规则碎斑碎粒状、团块状、条纹条带状、斑点状分布.呈不规则状交代黄铁矿或包裹毒砂、粗粒毒砂、黄铁矿,常与方铅矿连生;③银黝铜矿.与深红银矿连生沿闪锌矿解理充填,呈线状分布,常包裹于方铅矿中;④深红银矿.呈不规则状被方铅矿包裹或与银黝铜矿连生;⑤含银车轮矿.呈不规则状分布于方铅矿中,与银黝铜矿连生;⑥黄铁矿.呈不规则碎斑、碎粒角砾状、团块状、星散状浸染状、斑状变晶微脉状分布,被闪锌矿、方铅矿、包裹;有的被闪锌矿、方铅矿、交代呈港湾状、孤岛状.方铅矿常沿黄铁矿间隙充填呈网脉状.2.2 方铅矿、闪锌矿嵌布粒度经工艺矿物学研究统计,方铅矿、闪锌矿嵌布粒度见表2:表2 方铅矿、闪锌矿嵌布粒度闪锌矿个别/% 累计/% 个别/% 累计/%≥1.28 0 022.57 22.57 1.28~0.64 41.01 41.01 31.03 53.60 0.64~0.32 20.53 61.5423.98 77.58 0.32~0.16 12.80 74.34 12.68 90.26 0.16~0.08 7.11 82.05 5.60 95.86 0.08~0.04 8.55 90.60 3.04 98.90 0.04~0.02 5.87 96.47 1.10 1000.02~0.01 3.53 100 0 0合计 100 100粒级/mm 方铅矿从表2中看出方铅矿比闪锌矿嵌布粒度细些,为细粒嵌布,属不等粒嵌布类型.而闪锌矿嵌布粒度以中粒嵌布为主.3 矿石矿物单体解离度方铅矿单体解离度测定结果见表3,闪锌矿单体解离度测定结果见表4.从表3可以看出:方铅矿单体解离度68.87%,单体解离度较差.≥74μm粒级只有83.09%,≥49μm粒级也只有92.37%.从表4可以看出:闪锌矿单体解离度略高于方铅矿,为71.69%,但≥74μm也只有83.98%,从测定结果可以确认必须通过合理的磨矿,才能达到矿物单体解离目的[6].表3 方铅矿单体解离度测定结果/%连生体1/4 1/2 3/4 2~0.45 59.28 58.25 10.19 9.71 21.84 0.45~0.15 19.07 75.93 8.81 6.10 81.70 0.15~0.074 7.73 83.09 5.93 3.56 83.98 0.074~0.049 4.12 92.37 2.00 4.42 1.20≤0.049 9.8098.28 0.29 0.57 0.86合计 100 68.87 8.46 8.14 14.52粒级/mm 产率单体含量表4 闪锌矿单体解离度测定结果/%连生体1/4 1/2 3/4 2~0.45 59.28 61.32 4.25 11.79 22.64 0.45~0.15 19.07 81.70 3.00 9.76 5.49 0.15~0.074 7.73 83.98 2.02 4.66 9.33 0.074~0.049 4.12 91.71 1.38 4.42 2.49≤0.049 9.80 96.80 0.68 0.46 2.05合计 100 71.69 3.39 9.43 15.49粒级/mm 产率单体含量图1 铅锌系统浮选工艺流程图4 选矿工艺流程选矿厂铅锌系统处理量为500 t/d,铅锌原矿经破碎至P80=18mm后进入一台MQG2700×2100球磨机,磨至≤74μm含量55%左右进入浮选作业.对于硫化铅锌矿来说,主要的难点为铅锌分离[7].目前铅锌矿的选矿方法主要有铅锌混合浮选-铅锌分离浮选工艺及优先浮铅再选锌工艺[8-9].银山矿业浮选工艺采用优先选铅,选铅尾矿加硫酸铜活化再选锌.主要目的金属为铅、锌、银.要提高银的回收率,主要是强化铅矿物的浮选[10]和提高含银黝铜矿的浮游速度,预期在提高铅回收率的同时,银的回收率也将提高[11].浮选作业以石灰作为介质调整剂和黄铁矿的抑制剂,选铅粗选pH值为7.5,精选pH值为9,捕收剂为乙丁基钠黄药1∶1组合、乙硫氮,锌抑制剂为氰化钠、硫酸锌组合,选铅尾矿加硫酸铜活化,用乙丁基钠黄药1∶1组合为捕收剂选锌,选锌粗选用石灰将pH值调整为11.5抑制黄铁矿,目前铅回收率81.5%左右,锌回收率86.5%左右,铅中银回收率为60%.铅锌系统浮选工艺流程如图1.5 选矿试验磨矿细度是否合适直接影响到选别指标的好坏[12],最佳的磨矿细度不仅要保证目的矿物单体解离,而且无过粉碎现象[13].为了确定合理的磨矿细度,在乙丁基黄药1∶1 配比 60 g/t,乙硫氮 25 g/t,氰化钠25 g/t,硫酸锌300 g/t,松油45 g/t的用量,pH≥8的条件下在不同磨矿细度条件下进行了实验室粗选选别实验,实验结果如表5.表5 磨矿细度对浮选指标的影响/%≤74μm含量铅回收率锌回收率铅品位锌品位50 79.21 15.56 27.63 7.65 55 83.53 18.33 29.27 9.06 60 85.86 20.32 30.36 11.15 65 87.20 22.13 33.51 12.03 70 87.42 21.36 33.34 11.57 75 86.36 21.65 32.91 11.67从表5可以看出,当磨矿产品≤74μm含量为55%时,选铅回收率在83.53%,当≤74μm含量提高到65%时选铅回收率达到了87.20%,≤74μm含量为65%~75%时回收率提高不明显,通过图1还可以看出,当磨矿产品细度在65%时,选铅粗选精矿含锌略有提高,但考虑到铅回收率较高,比较后确定将磨矿产品细度确定为≤74μm含量≥65%.细度在此基础上提高会增加磨矿成本,对选铅回收率的提高作用不大.从磨矿细度实验可以看出,随着磨矿细度的提高,铅锌矿物解离充分,对铅锌的分选创造了良好的条件.乙硫氮选择性好,对方铅矿、黄铜矿的捕收能力强,对黄铁矿捕收能力弱,选择性好[14],在高碱度条件下,能改善铅和锌之间的分选效果,可以不用或少用氰化钠,用乙硫氮做捕收剂,浮选速度较混合黄药快一倍,同时用量可较黄药成倍的减少[15].王淀佐教授指出,乙硫氮在pH≥11介质中,方铅矿表面生成Pb(DTC)2盐,它阻滞了PbS表面的自身氧化.按硫化矿的微氧化理论,浮选矿浆的高pH值有利于乙硫氮对方铅矿的浮选[16].为了优化铅锌分离的效果,在磨矿产品细度确定为≤74μm含量为65%,乙丁基黄药1∶1 配比 60 g/t,氰化钠 25 g/t,硫酸锌 300 g/t,松油45 g/t用量,pH≥9.5的条件下,针对乙硫氮用量做了实验室粗选试验,试验结果如表6.表6 乙硫氮用量和选铅回收率关系乙硫氮用量 /(g·t-1) 22 24 26 28 30 32铅回收率/% 83.65 85.33 86.22 87.63 87.84 87.96锌回收率/% 20.48 20.91 21.13 21.37 22.56 24.25从表6可以看出,随着乙硫氮用量的不断增加,铅粗选精矿中铅回收率不断增加,但是精矿中锌的回收率也在逐步增加,到乙硫氮用量为32 g/t时,铅精矿中锌的损失率提高到24.25%,综合考虑认为在乙硫氮用量为28 g/t时比较合理,此时铅回收率为87.63%,锌回收率为21.37%.通过乙硫氮浮选条件实验,可以看出同样的选矿时间,乙硫氮的浮选速度要远远高出黄药,有利于铅锌矿物的分离.6 工艺调整及效果结合以上实验结果,该厂对选铅作业现场工艺进行了改进,改进前后数据如表7.改进前后选矿指标对比如表8.从改进前后指标对比可以看出:2013年将磨矿产品细度提升到小于74μm含量≥65%,氰化钠用量提升到30 g/t,选铅指标由2010年的81.47%提高到2013年的84.51%,铅精矿含锌2010年为5.18%,2013年为5.21%,相差不大.为了降低铅精矿含锌,2014年在2013年的工艺基础上对选铅药剂使用做了进一步改进,将选铅粗选乙硫氮用量由12 g/t提高到18 g/t,粗选黄药由60 g/t调整为45 g/t,选铅扫选黄药由30 g/t调整为20 g/t,2014年1~9月选铅回收率为86.93%,铅精矿含锌降为4.22%,选锌回收率提高到88.05%.由于含银矿物和方铅矿嵌布关系密切,随着铅回收率的提高,2014年1~9月铅中银回收率也由2013年的60.16%提高到65.59%.表7 工艺改进前后药剂用量 /(g·t-1)给药点药剂名称改进前(2010年)改进后(2013年)改进后(2014年1-9月)粗选精二黄药 60 60 45松油 35 35 35乙硫氮 12 12 18硫酸锌 180 180 180氰化钠 12 15 15乙硫氮 5 5 5氰化钠 4 7.5 7.5硫酸锌 60 60 60乙硫氮 5 5 5氰化钠 4 7.5 7.5硫酸锌 60 60 60扫选黄药 30 30 20磨矿细度≤74μm含量占比≥55% ≤74μm含量占比≥65% ≤74μm含量占比≥65%精三表8 改进前后选矿指标/%年份项目名称原矿品位回收率铅精矿品位锌精矿品位2010年(改进前)2013年(改进后)2014年(改进后1-9月)1.483 81.47 62.40 2.51锌1.913 85.82 5.18 49.30铅1.216 84.51 63.02 2.06锌1.999 85.93 5.21 49.97铅1.403 86.93 63.24 1.84锌2.076 88.05 4.22 50.61铅7 结论1)通过对磨矿细度改进,2013年选铅回收率得到了显著提高,说明该磨矿细度符合银山矿铅锌矿物的选别要求.2)通过对黄药和乙硫氮用量的改进试验,表明适当的增加选择性较强,浮选速率较快的乙硫氮用量,减少选择性较差的乙丁基钠黄药用量,可以有效提高选铅回收率,对铅精矿中银的回收率也取得了很好的效果,同时降低铅精矿中锌的含量,对提高铅锌回收率有显著成效.参考文献:[1]矿产资源综合利用手册编辑委员会.矿产资源综合利用手册[M].北京:科学出版社,2000.[2]赵福刚.我国铅锌矿选矿技术现状[J].有色矿冶,2007,23(6):20-25.[3]胡熙庚.有色金属硫化矿选矿[M].北京:冶金工业出版社,1987:124-230.[4]陈武,季寿元.矿物学导论[M].北京:地质出版社,1985.[5]王银东,冯晓燕,尹明水.新疆某低品位铅锌矿选矿试验研究[J].有色金属(选矿部分),2014(2):9-11.[6]钱文才,叶雪均.银山矿业铅锌矿石工艺矿物学研究[J].世界有色金属,2009(增刊 1):98-101.[7]王淑红,孙永峰.辽宁某铅锌矿选矿工艺研究[J].有色金属(选矿部分),2014(1):17-20.[8]许时.矿石可选性研究 [M].第2版.北京:冶金工业出版社,1989.[9]阙赟鹏.关于铅锌矿选矿工艺设计的相关探讨[J].大科技,2012(1):477-478.[10]魏盛甲.提高锡铁山铅锌矿伴生金银回收率的优化工艺研究[J].有色矿冶,2001,17(3):15-20.[11]傅贻谟.凡口铅锌矿深部矿体选矿试样银的工艺矿物学[J].矿冶,1998,7 (3):45-50.[12]肖巧斌.某难选复杂铅锌矿石选矿工艺研究[J].有色金属(选矿部分),2010(3):26-32.[13]曹焱鹏,汶小飞,王福奎,等.某高硫铜锌矿石低碱度浮选实验研究[J].有色金属(选矿部分),2013(5):6-8.[14]戴晶平,刘侦德.铅锌选矿技术[M].长沙:中南工业大学出版社,2010:54.[15]朱一民,周菁.浮选药剂手册[M].长沙:科学技术出版社,2012:128.[16]张会文.乙硫氮浮选铅及铅锌分离的研究[J].广东有色金属学报,1996,6(2):89-93.。
福建省某铅锌选厂尾矿综合回收试验研究报告

福建省某铅锌选厂尾矿综合回收试验研究报告本次试验研究旨在对福建省某铅锌选厂尾矿进行综合回收,通过实验收集数据,分析尾矿中的成分及其特性,确定综合回收方案,提高尾矿的利用率和资源回收率。
一、试验材料本次试验所使用的尾矿来自福建省某铅锌选厂,经过初步处理后得到,其主要成分为二氧化硅、铁、铅、含锌物、钼、铬等。
矿物结构主要由黄铜矿、闪锌矿、黄铁矿等组成。
二、试验方法1、浸出试验将分别将尾矿和去离子水按照1:10的比例混合,用搅拌器进行搅拌,并且在70℃的恒温平板上进行浸出试验,试验时间为6小时。
2、浮选试验首先进行一次初选,将药剂A原液和尾矿按1:1.5的比例混合,矿浆经过搅拌后,放置5分钟,再用上层石油醚(90%)浮选一次,废弃掉泡沫层后,取出后进行后选试验。
对所得的底渣加入药剂B原液,并搅拌3分钟,进行浮选,取上层泡沫层,并放置20分钟,最终得到尾渣和泡沫两部分样品,进行元素分析。
3、磁选试验采取弱磁选的方法,先是用2000高斯进行一步磁选,再用4000高斯进行二步磁选。
三、试验结果1、浸出试验经过6小时的浸出试验,将泡沫过滤,斑点中含有铅、锌元素。
2、浮选试验经过初选后,废弃掉了少量泡沫,保存下来的底渣进行后选试验,泡沫中含有锌元素,底渣中含有铁、铅、锌、钼、铬等元素。
根据试验所得数据,针对不同的元素特性,调整了药剂配比,效果良好。
利用的药剂种类有黄药、丁香油和五分子。
3、磁选试验尾渣中含有少量铁元素,可以通过磁选达到分离的目的。
四、结论本次试验以福建省某铅锌选厂尾矿为材料,采取浸出、浮选和磁选等手段,实现了尾矿的综合回收。
各项试验结果表明,利用科学的方法,尾矿中的多种有价元素均可以综合回收,达到了提高尾矿的利用率和资源回收率的目的。
本福建省某铅锌选厂尾矿综合回收试验研究中,进行了浸出试验、浮选试验、磁选试验等多项实验,收集了大量的数据。
下面列出相关数据并进行分析。
1、浸出试验经过6小时的浸出试验,将泡沫过滤,斑点中含有铅、锌元素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文 献 标 识 码 : A
文 章编 号 :6199 (000— 030 17—422 1 ) 0 1— 4 4
我国铅锌矿 中大多伴生有银 ,但 由于矿石中银
矿 物组 分多 、与 其他 矿 物嵌 布关 系复 杂且 粒度 粗 细 不 均 、与主 要铅 矿物 的 浮游 特性 不 一致 等 原 因 ,银 的综 合 回收 率一 直不 高 ,造成 了资 源浪 费 。 江苏 某铅 锌 矿 山所处 理 的矿 石 铅 、锌 、银 品位 分别 约 为 4 %、7 %和 10/ 目前银 在 铅 精 矿 中的 7gt ,
一
塑 型
银徊 ・ 分布率
堕
4 .1 5 Z2 6
塑堕
堡 型
13 3o 73 . 7 12 0 7. 0 100 0.
19 8 4 3 . 121 9 83 86 19 . 2
添加 乙硫 氮 5 、松醇油 3 ,浮选时 间 6 i。 O O mn
试 验结果 如 图 2 示 。 所
收 稿 日期 :2 0 — 2 2 0 9 1— 8
作者简介 :罗科华 (9 9 ) 1 7 一 ,男 ,湖南新邵人 , 士 , 硕 工程 师。
・
l 4・
矿 石 中银物 相分析 结 果
o-mi e r f n o e
有色 金属( 选矿部 分)
2 1 年第 4 00 期
表2
2 1 年第 4 00 期
有 色金属( 选矿部 分)
・ 3・ 1
提高铅锌矿中伴生银回收率的试验研究
罗科 华 ,赵 志强 ,贺 政 ,申士富
( 京矿 冶研 究总院 矿物 加 工科 学与技 术 国家重点试验 室,北京 104 ) 北 00 4
摘 要 针对某铅 锌矿伴 生银 回收率低 的生产 现状 ,进 行 了提 高银 回收率 的试 验研 究 。根据矿 石性质 ,采 用提
矿 、黄铜矿 、菱锰矿 、锌锑黝铜矿 、银黝铜矿等 ,
其 中银 矿 物 主要 有锌 锑黝 铜 矿 、银 黝铜 矿 、辉 银 矿 等 ;脉石 矿物 有 白云石 、方 解 石 、长 石 、石英 、碳
质 物等 。
矿石 中的银矿物嵌布关系复杂 、 粒度细。其中 辉银矿呈包体产出在方铅矿 中;部分锌锑黝铜矿和 银黝铜矿呈微细粒包体 (. 2 0 1m )嵌 布在 0 0~. m 0 0l 黄铁矿 中,这部分微细粒锌锑黝铜矿和银黝铜矿难 以单体分离 , 将损失于硫精矿中,从而直接影响银 的浮选 回收率 。原矿多元素分析结果见表 1 ,银物
高磨 矿细度 、降低浮选 矿浆碱度 、添加选 择性捕收剂 B 9 1 K 0 C等工艺措施 ,在不影 响其他指标 的情况下 ,大幅提高银 回
收率 3 .7 35 %。
关 键 词 :铅锌矿 ;伴生银 ;回收率
中图 分 类 号 :D 5.;D 5.;D 5 T 92 T 92 T 94 2 3
T b e 2 T e a a y i e u t o i e h s f r n a l h n l ss r s l f sl r p a e o u - s v
试 验流程 为一次 粗选 ,试验条件为磨矿 细度 7 t 占 8% ,磨矿 过程 中添加 石灰 调 节 p 4m x 0 H,添 加 硫 酸 锌 l0gt O0/ 、亚硫 酸 钠 l0 g ,浮 选 过 程 中 O0/ t
2 现 场 工 艺分 析
选矿 厂 目前 铅银浮选工艺是 :磨 矿细度为 -4 m 71 x 占 7 %,工 艺流 程 为两 次粗 选 、四次精选 、 四次 扫 0 选 ,药 剂制 度 为在 高 碱度 (il.) 条件 下 ,以硫 p 25 l 酸 锌 和亚硫 酸钠 作调 整 剂 、乙硫氮 作 捕 收剂 、松 醇
位 ; 同 时 针 对 铜 银 矿 物 拟 添 加 选 择 性 捕 收 剂 B 91 K 0 C,加 强 对 银 的浮 选 ;针 对碳 质 物 拟 添 加 一
油作起泡剂浮选铅银精矿。生产指标见表3 。 由矿石性质可知 ,银矿物嵌 布粒度细 ,需细磨 方 可充分 解 离 ;银矿 物 主要 为 锌锑 黝铜 矿 和 银黝 铜
由图 2 可知 ,在中弱碱性条件下 ,对黄铁矿的
定 量 的柴 油 ,消除碳 质物 对浮 选过 程 的影 响 ,保 证
银 回收率 。由于浮选气氛 的改变 ,拟调整铅捕收 剂 ,以保证铅 回收率不受影响 . 2 .7 3 1 7 0 20 . 4 7
33 1.0 42 69 02 O0 8 00 5 12 / .5/ 01 . 2 08 .0 .8 .6 . . 7 gt 0 gt . 4 0 1 2
矿等 ,此两种矿物在 中弱碱性条件下可浮性最好 ;
The a l ss e uls f mu e e n f r n f nay i r s t o hi l me t o u -o -mi e r n o e %
堕 坌
质量分数
! !
! 垒 !
11 .5
!
73 .8 O9 .9
皇! !
相分 析 结果 见表 2 。
回收率仅为 5 % 5 左右 。为提高资源综合利用率和企 业经济效益 ,对该矿石进行了提高伴生银回收率的
试 验研 究 。
1 矿 石 性 质
矿石 中 主要 金 属 矿物 有黄 铁 矿 、方 铅 矿 、闪锌
表 1
Ta l l be
原 矿 多元 素分 析 结果
另 矿石 中含 碳较 高 ,也 需采 取 针对 性措 施 。 根 据矿 石性 质 ,本 试 验研 究 拟采 用 提高 磨矿 细
度 ,降低浮选矿浆碱度等工艺措施提高银 回收率 。
降低 浮选 矿 浆 碱 度 ,势 必会 减 弱 对 黄 铁矿 的抑 制 ,
影响铅银精矿的铅品位 ,故拟在磨矿过程 中新增调 整剂硫化钠 ,强化对黄铁 矿的抑制 ,保证精 矿品