HRB500E抗震钢筋开发
酒钢HRB500E带肋钢筋的研制开发

根据 G 19 .- 0 要求 , R 50 B4 92 0 7 2 H B 0 E化学成分
需符 合表 1 定 。力 学性 能需符合 表 2规 定 。 规
表 1 化学成分要求
牌 号
HRB5 0E O 0. 5 2
也列入了 H B 0 钢筋。但是多年来由于宣传力度 R 50 不够 , 产品不 熟悉 , 有形成 图表 、 件 , 品规格不 没 软 产 全, 供需脱节 , 使得 H B 0 钢筋与 H B 0 钢筋实 R 40 R 50 际上形同虚设 , 没有得到很好推广。
的强度 。从 以上结果 来看 , 代号 3析 出 2 %左 右 的 0 N b一6相 , 温 瞬时 拉伸 性 能较 好 , 久 缺 口敏 i N 高 持
感性 方面表现 为缺 口强化 。
5 结 语
图 9 强 度 和 塑性 随 晶 粒 度变 化 示 意 图
() 瞬 时拉 仲 性 能与 晶粒 度 的大 小 、 数 1 高温 6相
HR 0 l 6 0~1 7 O l 6 0 ~16 o 1 6 0~】6 0 1 5 0—15 O B5 0E 8 2 3 6 o 3 3 6
4 HR 5 O B O E抗震 钢 筋 的轧 制
4 1 工艺流 程 .
() l 规 格屈 服 强 度 在 5 5— 2 P , 拉 1 f 8i m 7 60M a抗
r lv n te k n rc s .rU n c n lge n e t s lsae d s r d i eal ee a ts l e ma i g p o e s o i gt h oo isa d ts ut r e c b n d ti e e r i e .Th rb e nt e rs a c d ep o lmsi h e e r h a n d v lp n r e s ae i e t e n a z d e eo me t o s r ni d a d a l e . pc d i f n y
抗震钢筋HRB500E生产工艺探究
抗震钢筋HRB500E生产工艺探究房金乐(陕钢集团汉中钢铁有限责任公司,汉中724200)摘要:介绍了汉钢公司生产HRB500E线材钢坯成分控制,轧制工艺控制及方案优化。
关键字:抗震钢筋,强屈比,屈服平台,钢坯成分,冷却速率Seismic reinforcement HRB500E technology research andoptimizationFANGJin-le(HanZhong iron & steel co., Ltd of Shaan steel group,Mianxian 724200)Abstract: the paper introduces the HRB500E han steel company produces wire, rod billet composition control, process control and optimization of rollingKey words:seismic reinforcement, stronger than flexor, timeliness, composition of steel billet1.前言陕钢集团汉中钢铁有限责任公司根据市场需求情况,从2013年开始研发试产HRB500E抗震钢筋,截至目前,HRB500E盘螺∅6-∅12规格和棒材∅12-∅40实现了全覆盖,取得了很好的经济效益,占据了一定的市场。
高强度热轧带肋钢筋不仅具有较高的强度,同时也要具有较高的韧性,在提高工程质量减少钢筋的使用量方面作用明显。
在开发过程中,HRB500E盘螺容易出现无屈服平台,直条螺纹钢经常有强屈比不合格情况发生。
因此,公司结合检验结果,生产工艺,理论分析,提出了一系列措施,并通过验证。
2.生产方案设计2.1钢坯成分设计(见表一)表一2.2轧制工艺控制3.开发过程中存在的问题3.1.HRB500E线材规格∅6,∅8规格螺纹钢在试生产时,有些批次出现无屈服平台现象,性能偏低。
HRB500E带肋钢筋的研制开发
H R B 5 0 0 E带肋钢筋 的研制开发
朱 承亮 新兴铸 管新疆 有限公司 8 4 1 5 0 0
摘
要
本次研 究 的工 艺流 程为 :
本研 究的 冶炼 温 度为 : 出钢 温度 1 6 8 0 - 1 7 2 0 ℃ I 到 吹 氩 站 1 6 3 0— 1 6 6 0 ℃;吹氩 后 1 6 0 0— 1 6 3 0 ℃; 中包温 度 1 5 3 0— 1 5 6 0  ̄ C.
本 次 试 验 采 用 的是 2个 规 格 : 第一 , 8 am 规 格 的数 据 分 析结 果 为 :屈 服 强 度 为 r 5 7 5 — 6 2 0 MP a, 抗拉 强度 为 7 5 5~ 8 o 0 MP a , 延 伸率为 2 3 . 5% ~2 7 . 0 %, R d /R e l。 均小于 1 . 3 O 。R m /R e l 为 1 . 2 7 —1 . 3 3 ,冷 弯 均 完 好 ,产 品 力 学 性 能 均 符 合 国家 标 准 。 第 二 ,3 2 ml T l规 格 的 数 据分 析 结果 为 ; 屈 服 强度 在为 5 2 0~ 5 5 0 MP a ,抗 拉 强 度 为 6 6 0~ 6 9 5 MP a ,延 伸 率为 1 7 . 0 %~2 2 . 0 % ,R e l/ R e l 。均小 于 1 . 3 0 , R m /R e l 为1 . 2 6~ 1 . 2 7 , 冷 弯均 完 好 ,力 学 陛能也符 合 国家标 准 。
不大 于 0 . 5 5 %。
H 舳期 E 州 2- 靶 啪n 1 l 2 o 一11 4 0I I 曲 一ll 舶 9 曩 o- 1 O , D 9 3 0- 9 s o
新钢高速棒材生产线HRB500E抗震钢筋的研发

新钢高速棒材生产线HRB500E抗震钢筋的研发作者:周利娇朱珍闵福春欧阳帆来源:《科学与财富》2014年第12期摘要:通过对HRB500E抗震钢筋的化学成分的设计,制定合理的轧制工艺,新钢成功开发出HRB500E抗震钢筋,钢筋的质量和力学性能达到国标要求。
关键词:HRB500E;抗震钢筋;化学成分;开发1、前言新钢棒材生产线于2013年9月正式投产,轧线采用全连轧高架式布置热轧生产线,全线由18架短应力轧机组成,采用平立交替方式,年产设计达100万t/年。
随着建筑工业迅速发展,地震多发区的建筑物、桥梁、铁路、大型建筑物等工程结构对钢筋的力学性能要求越来越高,尤其汶川地震后,提高建筑物的抗震性能问题已经引起政府和企业的高度重视,而提高钢筋的抗震性能关键是提高钢的强度和综合力学性能。
为了适应钢铁行业的发展以及市场需求,新钢采用微合金技术成功开发出HRB500E抗震钢筋,为公司品种增效发挥积极作用。
2、HRB500E抗震钢筋国标技术要求2.1钢的牌号及化学成分和碳当量(熔炼分析)应符合表1的规定,根据需要,钢中还可以加入V、Nb、Ti等元素。
表1 化学成分和碳当量表(熔炼成分)2.2钢筋的力学性能特征值应符合表2的规定。
表2各力学性能特征值,可作为交货检验的最小值保证。
表2 力学性能特征值表2.3抗震钢筋的特殊要求:a)钢筋的试测抗拉强度与实测屈服强度之比不小于1.25b)钢筋的实测屈服强度与表2规定的屈服强度特征值之比不大于1.3c)钢筋最大力下总伸长Agt不小于9%。
3、生产工艺流程的制定3.1 工艺路线试制在100t顶底复吹氧气转炉上进行。
采用如下工艺路线;顶底复吹转炉→钢包底吹氩→LF精炼→方坯(160mm×160mm)→高棒全连轧制3.2内控化学成分设计3.2.1为了保证钢筋力学性能要求,在严格控制钢中碳、锰、硅、磷、硫等元素上限的前提下,保证钢筋的良好综合性能和焊接性能,对碳、锰、硅强化元素作了适当的调整,并结合新钢现有的装配水平不采用微合金化,HRB500E钢筋很能达到力学性能要求,所以新钢采用以钒为主微合金工艺生产HRB500E,满足了钢筋热轧状态交货要求。
HRB500E抗震钢筋开发

3生产情 况分析
主要工艺流程 : 氧 气顶底复 吹转炉一 吹氩一 连铸— 供送一力 1 1 热一 按照确 定 的 H R B 5 O O E抗震 钢筋 生产工 艺 , 截 止到 2 0 1 0 年1 0 月, 粗 中轧机轧制一 预水冷一 精轧机 轧制一控 温水冷一 步进冷 床冷却一 精 德 钢共生 产 H R B 5 O O E抗震钢 筋 3 5 0 0 吨, 熔炼成 分合格 率 9 8 . 0 %, 钢材 整收 集一 入库 物 理性能检验合 格率 9 9 . 0 %。 2 - 2技术 要求 3 . 1存在问题及影 响因素 2 . 2 . 1执行标准 : G B 1 4 9 9 . 2 - 2 0 0 7 3 . 1 . 1化学成 分超标 2 . 2 . 2牌号 : H R B 5 O O E H R B 5 O O E抗 震钢筋共 生产 1 0 2 炉, 其中 2 炉因成分 不合格改 判为 2 . 2 . 3化学成分及 力学性能要 求 : 见表 1 、 表2 H R B 4 O O E抗震钢 筋用钢坯 ,主要原 因是钢 中 c成分低 , V只有 0 . 1 8 %, 表 1内 控 化 学成分要 求( %) 如前所述 , 碳 作为钢 中的重要 强化元 素 , 低碳钢坯很 难通过 控冷工 艺使 C I S i Mn 【 V l P f S 其l 生 能达 到 H R B 5 O O E抗震 钢筋要求 , 在这方 面德 钢在生 产 H R B 3 3 5 E 、 0 . 2 2 — 0 2 5 l 0 4 5 — 0 5 5 I 1 4 5 — 1 5 5 1 0 l 0 — 0 1 5 l ≤0 . 0 4 0 I ≤0 0 4 0 H R B 4 O O E抗 震钢 筋过 程 中 , 作 了大量 统计分 析 , 最 终决 定将 这俩 炉钢 表 2力 争陛能要 求 坯改判为 H R B 4 O O E钢坯 , 未进 行 H R B 5 O O E的轧制试验 。
HRB500E高强抗震钢筋的研制共28页文档
含钒钛低合金螺纹钢筋广泛应用于如长江三峡、连云港核电站、黄河小 浪底水利枢纽、润扬长江大桥、上海东方明珠电视塔和中国大剧院、北 京奥运场馆、中央电视台新址等国家重点工程,“鸡冠山牌”钒产品销 往亚、欧二十几个国家和地区,被墨西哥国际市场研究会评为“国际质 量钻石星奖”。 2009年,承钢形成钢产能800万吨,钒渣产能36万吨、 钒产品产能3万吨规模,主体装备实现了大型化、现代化。
在碳、硅、锰三种元素中,碳对提高钢筋强度和强屈比的作用最大; 硅元素虽可提高钢筋强屈比,但其对钢筋强度的提高作用不如锰元素。
在成分设计中要综合考虑强度、塑性及焊接性能的各项指标,确定其 具体含量。 6.1.2钒微合金化方式对强屈比的影响 不同钒微合金化方式下钢筋强屈比、抗拉强度和屈服强度的回归统计 , 通过数据分析,得出氮化钒铁、氮化钒和钒铁对钢筋强屈比、抗拉强度、 屈服强度的回归结果 : (1)在钢中钒含量一定的情况下,钒铁合金化对钢强屈比降低的程度最小 。
承德钢铁集团有限公司成立于1954年,是中国钒钛产业发祥地和先 导企业。建厂五十多年来,依托承德地区得天独厚的钒钛磁铁矿资源, 逐步形成了以提取钒钛磁铁矿中的钒钛产品和冶炼、轧制含钒钛低合金 钢材为主业,从采、选、运到冶、炼、轧完整的含钒钛钢和钒钛钢铁生 产体系,被列入国家最大的500家工业企业和河北省大型支柱性企业之 一,在国家公布的“2019年中国工业企业500强”中名列第222位。现 有职工17640人,拥有总资产122.8亿元。承钢是中国钒钛磁铁矿冶炼和 钒提取加工技术的发祥地,是我国第二大钒产品生产企业,钒产品产量 占国内产量的21%,占世界产量的6%,其中粉剂钒占国内产量的65%。
(2)当钢中氮含量增多时,钒析出强化和细晶强化的作用逐渐增大,其对 强屈比降低的作用也进一步增强。
转炉铌钒复合微合金化HRB500E高强抗震钢筋开发

应用 于广州市和珠三角 的市 政建设 和重点 工程 , 别 特
是应用 于深圳大亚湾核 电站、 台山核 电站 等对钢筋 质
量 有较高要求 的重 点工 程 的建设 。但 由 于 电炉 的 生 产成本 较高 , 产品 的普及受 到较 大 程度 的限制 。为 降 低 生产成本 , 提高 产 品的竞 争 力 , 们 提 出在转 炉进 我
Gu u in Xi n mi g o Ch x o g e Yo g n
( un zo r & Sel o ,Ld , un zo 13 1 G ag o g G aghuI n o te C . t. G a gh u5 0 8 , u n d n )
Absr c By r s a c ng o e inig se lc mp st n, c n r l n tem a n n r li o e s, ta t e e rhi n d sg n te o o i o i o tol g se l kig a d o l i ng pr c s
郭 楚雄 谢永 明
( 广州 钢铁股 份有 限公 司 , 广东 广 州 5 0 8 ) 13 1
摘 要 通过对转炉钢成分设计 、 炼钢 工艺 控 制 、 钢 工 艺 控 制 等 方 面 进 行 研 究 , 广 钢 转 炉 成 功 开 发 了 H B 0 、 轧 在 R 50
H B 0 E钢 筋 , 降低 生 产 成 本 、 及 H B 0 R 50 为 普 R 5 0钢 筋 的 生 产 应 用 打 下 良好 的基 础 。
HRB5 0 a d HRB5 0E r b rwe e s c sf l e e o e y c n e e n GI E. Go d f u dain wa ad 0 n 0 e a r u e su l d v lp d b o v r ri S y t o o n t sl i o t e u e p o u t n c s n e eo o r d c r d c i o ta d d v l p HRB5 0 r b r o 0 e a .
凌钢HRB500E大规格高强抗震钢筋研制与实践
凌钢HRB500E大规格高强抗震钢筋研制与实践摘要:根据Nb、V和N微合金化强化性能机理,通过试验选用氮化钒铁和铌铁复合微合金化,提高强度、保证强塑性匹配下,成功研制出大规格高强度HRB500E抗震钢筋。
关键词:高强度晶粒细化固溶和沉淀强化抗震氮化钒铁和铌铁前言目前,我国处于工业化和城镇化快速发展时期,但是,我国建筑行业使用高强钢筋比率偏低。
据统计资料,2009年我国钢铁企业生产的热轧带肋钢筋共 1.3亿吨,占国内钢材总产量的24%。
其中HRB400占钢筋总量的31.1%;HRB500仅占钢筋总量的0.6%;国外采用高强钢筋较为普遍。
使用高强钢筋效益明显,在保证建筑结构安全度不变的前提下,可减少钢筋用量,也可显著改善框架结构中梁、柱节点钢筋拥挤的现象,提高工程质量;其次,我国又是地震多发地区,为提高建筑物的坚固性,必须增加钢筋用量或采用高强抗震钢筋。
从2008年开始,凌钢集团就一直致力于高强钢筋的研究,特别是对高强抗震钢筋研究,在开发研究HRB400E抗震钢筋的基础上对HRB500E高强钢筋进行研制,试验φ12~φ32mm规格比较顺利,但在开发规格φ36mm、φ40mm大规格过程中遇到屈服强度富余量低、强屈比不合等问题。
而后通过不断优化成分和工艺,现已能批量化生产。
1大规格HRB500E钢筋研究1.1技术要求从表3看,采用铌钒复工艺后生产HRB500E抗震钢筋屈服强度和强屈比适中,时效1周后,屈服强度降低10~15MPa,抗拉强度降低5~10MPa,性能均满足抗震钢筋标准要求。
从高倍检验看,非金属夹杂物中A类为2.0~2.5级、B类为1.0~1.5级、C类为3.0~3.5级、D 类为2.0~2.5级、硫化物和C类硅酸盐夹杂较高,晶粒度适中(8.0~9.0级),组织为铁素体+珠光体。
大规格HRB500E抗震钢筋基本具备批量生产条件。
4 结论通过试验对比采用铌钒复合生产大规格抗震钢筋比单纯采用氮化钒铁更能实现强塑性匹配;在生产中要保证窄成分控制,同时提高内控成分合格率,确保力学性能稳定;要加强低硫成分控制同时加强吹氩、中间包液面高度控制促使硅酸盐夹杂上浮去除,进一步提高HRB500E性能。
HRB500E高强抗震钢筋的研制
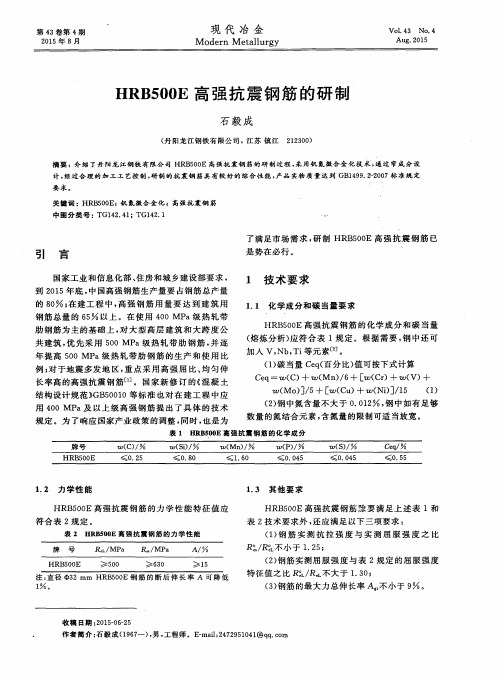
( 2 ) 钢筋 实 测屈 服 强 度 与 表 2规定 的屈 服 强 度
注: 直径 3 2 mm HRB 5 0 0 E钢 筋 的 断 后 伸 长 率 A 可 降 低
1 。
特 征值 之 比 R / R 不 大 于 1 . 3 0 ;
数量 的氮 结合元 素 , 含 氮量 的 限制可适 当放 宽 。
表 1 H R B 5 0 0 E 高 强 抗 震 钢 筋 的 化 学 成 分
1 . 2 力学性 能
1 . 3 其 他要 求
HR B 5 0 0 E高强 抗震 钢 筋 的力 学 性 能 特征 值 应 符合 表 2规 定 。
表 2 H RB S O O E 高 强 抗 震 钢 筋 的 力 学 性 能
HR B S 0 0 E高强抗 震 钢 筋 除要 满 足 上述 表 1和 表 2技术 要求 外 , 还应 满 足 以下三 项要求 : ( 1 ) 钢 筋 实 测 抗 拉 强 度 与 实 测 屈 服 强 度 之 比
现
代
冶
金
第4 3卷
1 . 4 热 轧 交 货 状 态 要 求
诱 导 晶 内铁 素体 形 核作 用 , 从 而 细 化 了铁 素 体 。同 时 VC, V( C N) 还 在 铁 素 体位 错 、 亚 位错 上 析 出 , 提
HR B 5 0 0 E高 强 抗 震 钢 筋 按 热 轧 状 态 交 货 , 钢 筋 金相 组 织主要 是 铁 素体 +珠 光 体 , 不 得 有 影 响使 用 性 能 的其他组 织存 在 。
到2 0 1 5年 底 , 中国高强 钢筋 生产 量要 占钢筋 总产 量
是 势在必 行 。
HRB500E细晶粒热轧抗震钢筋生产工艺及品种开发
HRB500E细晶粒热轧抗震钢筋生产工艺及品种开发
倪晓东;王利
【期刊名称】《山西冶金》
【年(卷),期】2024(47)3
【摘要】根据抚顺新钢铁公司现有新棒材生产线工艺和装备条件,采用钒氮合金强化作用机制,充分利用控制轧制与控制冷却工艺,实现热轧抗震钢筋的细晶强化和析出强化。
通过合理调控道次变形量、变形温度、变形速度和冷却速度,成功开发出了Φ20~Φ32 mm规格、强屈比≥1.25、轧后组织晶粒度不粗于9级的HRB500E 细晶热轧抗震钢筋,钢筋机械性能全部满足国标对抗震钢筋的技术要求。
【总页数】3页(P155-157)
【作者】倪晓东;王利
【作者单位】抚顺新钢铁有限责任公司技术中心
【正文语种】中文
【中图分类】TG142.7
【相关文献】
1.HRBF400细晶粒热轧带肋钢筋的开发
2.超细晶粒钢筋热轧生产工艺研究
3.400MPa细晶粒热轧钢筋的轧制工艺开发实践
4.热轧带肋螺纹钢筋HRB500E奥氏体晶粒长大行为
5.HRB400E细晶粒热轧钢筋生产工艺及品种开发
因版权原因,仅展示原文概要,查看原文内容请购买。
HRB500E

2 . H RB 5 0 0 E钢 筋 的 技 术 要 求 分 析
执行 G B1 4 9 9 . 2 — 2 0 0 7标 准 . HR B 5 0 0 E超细精 粒热轧 抗震 钢筋 的 化学 要求 如表 l 所示 .碳 当量 C e q = C + Mn / 6 + ( C r + V + Mo ) / 5 + ( C u + N i ) / 5 : 力学性能 如表 2所示 表 1 标 准化 学 成 分 %
要考虑 C M n N及 v微合金等元素作用 . 同时保证 成分均 匀. 夹杂 物含 量低保证钢筋的力学及焊接性能 。 ( 1 ) c是钢 中不可缺少 强化元 素, 每增 加 0 . 1 %C , R e l 、 可分 别提 高 约2 5 和6 0 M P a , 但对 钢的塑性和焊接性能不利。 因此要合理控制钢中 的 C含量 . 防止碳 当量过高 ( 2 ) M n加入提高固溶强化效果和降低相变温度 . 将细化钢的组织 提高强度及韧性 , 且M n的提高 N b 、 v 、 T i 在奥 氏体 中的固溶度 积增强 其沉淀强化效果。 但 其含量不 能太高 , 否则会增加碳 当量 , 不利钢材的
动态再结晶增大 . 同时 为奥 氏体向铁素体转 变增加核心 . 为相变后细 化铁素体 晶粒创造条件 1 _ , J 、 蕉 实 业 公 司 棒材 车 间 工艺 简 介 ④轧制后的冷却过程 中 , 钢的碳化物 质点二次析 出, 沉淀强化 的 福建 三钢小蕉 实业发展有 限ห้องสมุดไป่ตู้司 ( 由原福建省三 明钢铁厂小 蕉轧 作用 比较大。 钢 厂变更 名而来 ) . 棒材 车间生产线是一条 2 0 0 2年建成全连续小 型棒 ⑤微合金化显著改善低碳钢筋的焊接性能。 材 生产线 , 设计年产 3 0万 吨( 品种 规格 由 1 0 ̄ U  ̄ 3 2 。共布置 1 9架 轧 三钢集 团根据 对开发 H R B 5 0 0 E品种的性 能特性 分为 5类系列 机 .分为粗轧机组  ̄ 5 6 0 * 2 + 立式  ̄ 5 3 0 * 1 + 5 6 O 2 4 8 0 2 ;中轧机组 HR B 5 0 0 E 1 、 HR B 5 0 0 E 2 、 HR B 5 0 0 E3 、 HR B 5 0 0 E 4 、 HR B 5 0 0 E 5 成 分 控 制 4 8 0 * 2 +  ̄ 4 2 0 * 4: 精轧机机组  ̄ 3 2 0 * 6 ( 其 中 K1和 K5为立式 轧机 ) 生产 如 下 表 3 : 线 上 的机架 为闭 口式机架 .其中粗轧机组 中 5号机架和 6 号机 架 . 3 表3 号机架和 4号机架为单 直流机 一托二传 动. 其它各架机组 匀由单直流 机单独传动 。该生产线主要生产 1 2 、 1 4为两切分热轧 ( 轧后穿水 ) 轧 钢 化 制带肋螺纹 钢 . 轧制 1 6以上 品种规格生产工艺 为单槽 过钢 通过加 种 C b S i P S ☆ N i c u V C e q 热炉 、 及轧机机架设 备进行改造 , 目前实 现小规格 1 2 、 1 4带肋 钢筋 的二切分轧制 . 现 已具 备 年 产 6 O万 吨 的 生产 能 力
HRB500E
2 0 1 5年 6月
甘
肃
冶
金
Vo 1 . 3 7 N o _ 3
GANS U METAL LURGY
J u n . , 2 0 1 5
文章编号 : 1 6 7 2 — 4 4 6 1 ( 2 0 1 5 ) 0 3 — 0 0 4 4 . 0 4
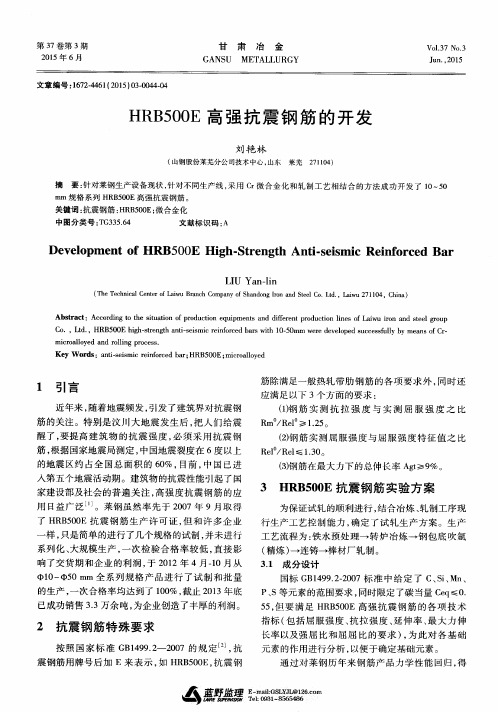
HR B 5 0 0 E高 强 抗震 钢 筋 的开 发
的生产 , 一次 合格 率 均达 到 了 1 0 0 %, 截止 2 0 1 3年 底
已成功销售 3 . 3万余吨, 为企业创造了丰厚 的利润。
5 5 , 但 要 满 足 HR B 5 0 0 E 高强 抗 震 钢 筋 的各 项 技 术 指标 ( 包括屈服强度 、 抗拉强度 、 延伸率 、 最 大 力 伸
了H R B 5 0 0 E抗 震 钢 筋 生 产 许 可 证 , 但 和许 多 企 业
一
3 HRB 5 0 0 E抗 震 钢 筋 实 验 方 案
为保 证试 轧 的顺利 进行 , 结 合冶 炼 、 轧制 工序 现 行 生产工 艺控 制 能 力 , 确 定 了试 轧 生 产方 案 。生 产
LI U Ya n — l i n
( T h e T e c h n i c a l C e n t e r o f L a i w u B r a n c h C o mp a n y o f S h a n d o n g I r o n a n d S t e e l C o . L t d . , L a i w u 2 7 1 1 0 4,C h i n a )
l 0 ~ 5 0 m m 全 系列 规 格 产 品进 行 了试 制 和批 量
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HRB500E抗震钢筋开发
介绍了通过优化化学成分和完善控制轧制、控制冷却工艺,研制开发出500MPa级高强度钢筋混凝土用热轧带肋抗震钢筋,实物理化指标达到GB1499.2-2007标准要求。
标签:HRB500E;热轧带肋抗震钢筋;开发
1 前言
为适应市场变化,满足用户对HRB500E抗震钢筋的需求。
呈钢从2008年1月起,组织开发HRB500E高强度钢筋混凝土用热轧带助抗震钢筋,经检验实物理化指标达到GB1499.2-2007标准要求,具有良好的综合性能,投入市场后,深得用户好评。
2 工艺流程与工艺控制
2.1 工艺流程
主要工艺流程:氧气顶底复吹转炉→吹氩→连铸→热送→加热→粗中轧机轧制→预水冷→精轧机轧制→控温水冷→步进冷床冷却→精整收集→入库
2.2 技术要求
2.2.1 执行标准:GB1499.2-2007
2.2.2 牌号:HRB500E
2.2.3 化学成分及力学性能要求:见表1、表2
2.3 钢坯成分设计炼钢工艺控制
无论采用何种轧制工艺,钢的化学成分均是对钢筋性能起决定性的因素,因此对HRB500E钢筋用钢的成分控制就显得尤为重要。
在微合金化的C-Mn钢中。
C是钢中重要的强化元素,每增加0.1%C,可使钢的屈服强度提高28Mpa,抗拉强度提高70Mpa。
提高钢中的碳除可以改善钢的强度外,对抗震钢筋生产而言,还能明显改善钢筋的强屈比。
Mn的加入可以提高V在钢中的沉淀强化效果,并可降低控冷工艺过程中相变温度。
在微合金元素的选择上,我们对比了Nb和V两种元素在钢中的作用,最终决定采用V微合金化。
原料采用V-N合金,利于V-N在奥氏体中的固溶度积,增强沉淀强化效果,降低钢的脆性转变温度,提高钢的强韧性配合,有效提高钢的高应变低疲劳性能,提高其在地震载荷下的随机疲劳寿命。
为保证获得生产HRB500E所需的合格钢坯,制定力炼钢工艺控制要求:(1)采用优质铁水、废钢。
(2)冶炼终点温度控制在1650-1680℃,吹炼终点C制在0.10-0.15%、P、S小于0.040%。
(3)采用钢气合金化。
(4)钢气吹氩时间不少于240秒。
(5)中间气液面保证400mm以上,钢水温度控制在1520-1535℃。
(6)连铸拉速2.5-2.8m/min。
2.4 控制轧制与控制冷却工艺
钒微金化钢筋在轧制生产时按三个阶段进行控制轧制。
第一阶段,在奥氏体再结晶区内变形。
第二阶段,在奥氏体非再结晶区内变形,轧制时促使晶粒延轧制方向伸长,在晶粒内部产生变形带,增加晶界以提高铁素体形核密度与晶粒内形变带上出现的大量铁素体晶核一起,促进铁素体晶粒细化。
第三阶段:奥氏体-铁素体两相区的变形,未相变的奥氏体-铁素体两相区的变形,未相变的奥氏体晶粒更加伸长,在晶内形成变形带,已相变后的铁素体晶粒受压下时在晶粒内形成亚结构,从而使钢材的强度显著提高,韧脆性转变温度下降。
经过上述三个阶段控制轧制的钢材在终轧结束时立即进入控冷装置,施以超快速冷却,在相变温度上方终止快冷,进入自然空冷,以此来抑制终轧结束后的奥氏体晶粒长大,获得细小的奥氏体晶粒,并转变为细晶粒的铁素体和珠光体组织,提高钢筋的抗拉强度,改善钢筋的强屈比。
生产中,为实现控制轧制和控制冷却要达到的目的,制定了严格的工艺参数:(1)钢坯加热时间控制在1.5-2.0小时内,加热炉预热段温度750-850℃,加热段温度控制在1150-1280℃,均热段温度控制在1050-1120℃,出钢温度控制在1050-1100℃。
(2)进中轧后预水冷设备的轧件温度控制在1100℃以内,温度高时应降低轧制速度保证轧件温度。
(3)轧件出预水冷设备的温度控制在950-980℃,轧件出预水冷设备的温度通过增减水流量来控制。
(4)终轧温度控制在1100℃以下。
(5)轧后控温水冷时间控制在一秒以内,水冷终结时钢筋表面温度控制在620℃以上。
3 生产情况分析
按照确定的HRB500E抗震钢筋生产工艺,截止到2010年10月,德钢共生产HRB500E抗震钢筋3500吨,熔炼成分合格率98.0%,钢材物理性能检验合格率99.0%。
3.1 存在问题及影响因素
3.1.1 化学成分超标
HRB500E抗震钢筋共生产102炉,其中2炉因成分不合格改判为HRB400E 抗震钢筋用钢坯,主要原因是钢中C成分低,V只有0.18%,如前所述,碳作为钢中的重要强化元素,低碳钢坯很难通过控冷工艺使其性能达到HRB500E抗震
钢筋要求,在这方面德钢在生产HRB335E、HRB400E抗震钢筋过程中,作了大量统计分析,最终决定将这俩炉钢坯改判为HRB400E钢坯,未进行HRB500E 的轧制试验。
3.1.2 强屈比低于1.25
GB1499.2-2007标准要求抗震钢筋的强屈比≥1.25。
在实际生产的100批HRB500E抗震钢筋中,有一批钢筋强屈比达不到抗震钢筋要求(见表3),该批钢筋制取的两根物检样中,有一根试样屈服强度值较高,经分析发现该批钢筋为冷热坯混组的组合坯,怀疑是钢坯加热不均,造成冷坯断面温差大,芯部温度低控轧控冷后出现性能升高情况,为验证冷坯与热坯在炉内加热后性能之间的差异,将一炉HRB500E钢坯分成两部分,一部分热装,另一部分冷却后在入炉,加热炉各段温度控制及加热时间按同一标准控制,控轧控冷工艺相同,对轧制出的钢筋取样检验,发现冷坯轧制出的钢筋比热坯轧制出的钢筋性能高,其中屈服强度高15-25Mpa,抗拉强度高10-20Mpa,为解决上述问题,作了几次试验,将冷坯加热时间增加15分钟后,同一出钢温度条件下,冷坯和热坯的性能差基本消除。
在随后的生产中,公司内部规定,生产HRB500E抗震钢筋时,冷坯或热坯只允许整炉装料,全冷坯生产时,钢坯在炉内加热时间比全热坯生产时增加15分钟。
3.2 批量生产情况
按照试制定下来的生产工艺,截止到2011年5月,共生产φ16-φ32共7中规格的3500吨HRB500E抗震钢筋,合格率100%,HRB500E抗震钢筋生产所使用的钢坯成分见表4,钢筋力学性能见表5。
3.2.1 钢筋内部组织情况
对生产的HRB500E抗震钢筋进行内部检验,经4%硝酸乙酸溶液浸蚀后观察,各种规格的钢筋内部组织都是铁素体和珠光体,晶粒度表现为边部比芯部更细小均匀,边部晶粒度10.5-11.5级,芯部晶粒度9.5-10.5级。
3.2.2 钢筋的焊接性能,机械连接性能情况
HRB500E抗震钢筋生产出来后,每种规格随机抽取100根样品,在WN-1500闪光对焊机上进行焊接检验,结果表明,钢筋的焊接性能满足标准要求,对热区进行检验,未见晶粒过热和大量魏氏组织、贝氏组织-马氏组织出现,断口位置均在热区以外。
对HRB500E抗震钢筋进行—助套—连接检验,性能符合标准要求。
4 结束语
4.1 制定的HRB500E抗震钢筋生产工艺适合炼钢、轧钢的生产控制,炼钢、轧钢生产工艺能够保证生产出HRB500E抗震钢筋所需的产品。
4.2 生产HRB500E抗震钢筋的钢坯成分应保证碳含量、钒含量稳定,批量生产时连浇炉的成分差不宜大于0.02%,碳最好控制在0.21-0.23%之间,钒控制在0.10-0.15%之间。
4.3 生产HRB500E抗震钢筋,控轧控冷工艺是关键,应确保钢坯加热质量,开轧温度900-950℃,进预水冷箱轧件温度控制在1050℃以下,轧件出水箱温度控制在900-950℃。