王新华讲座
对四有好老师的理解与体会

对四有好老师的理解与体会(实用版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用范文,如演讲致辞、合同协议、条据文书、策划方案、总结报告、简历模板、心得体会、工作材料、教学资料、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, this store provides various types of practical sample essays, such as speeches, contracts, agreements, documents, planning plans, summary reports, resume templates, experience, work materials, teaching materials, other sample essays, etc. Please pay attention to the different formats and writing methods of the model essay!对四有好老师的理解与体会对四有好老师的理解与体会7篇如何写好对四有好老师的理解与体会?看看吧。
学校关于校本研修的总结报告(精选5篇)
学校关于校本研修的总结报告(精选5篇)学校关于校本研修的总结报告篇1我校校本研修从学校实际情况出发,以教育局、进修学院校本研修工作意见为指导,积极贯彻以人为本和教师发展促进学校发展的理念,认真落实自主、互动、共享的校本研修理念,有计划、有步骤的进行校本培训,努力营造互相学习、互相交流、共同发展的学习氛围,积极创建教师专业发展的平台,全力打造德才兼备的教师队伍,促进学校的内涵发展和可持续发展。
研修工作总体情况表述:我校本学期重点在师德修养和教学行为高效性两个方面进行了专题研修工作。
1、师德修养方面开展了《做学生爱戴、人民满意的教师》主题研修活动,通过观看录像《盛德济海岛,大爱铸师魂》、研读《四十六次家访的启示》等文章,学习杨爱军献身教育的精神,加强自身修养,提升个人素养。
2、教学行为高效性是在每个学科开展教学高效性主题研修,通过校长引领、专家讲座、骨干教师讲座、读书汇报会、学科竞赛、高效课堂监控课等形式,开展高效课堂研究。
校本研修,就是围绕实现学校办学目标,利用学校各种教育教学资源优势,通过教育教学、教育科研、教育管理以及其它活动来培养教师,提高教师教书育人的素质,把教师队伍建设成为学习型的组织。
校本研修应立足于学校,学校要力争成为师资培训的自培基地,应该充分发挥已有的优势;校本研修还应立足于教学,课堂教学始终是我们实施素质教育的主渠道,也是提升教师素质尤其是课堂教学中的创新与实践能力的主要平台。
因此结合我校的实际情况,对照学校发展规划,加强全校教师的校本培训。
结合教研活动、高效课堂课题研究等将我校教师的听课、备课、作业、批改、辅导等检查工作做得更细致到位,努力修正学校教学工作检查出的弊端。
本学年校教导处联合学校专家组,在全校任课教师中开展了上课、说课、撰写教学反思等教学技能竞赛活动,通过民主评议、教师投票,对成绩突出的老师予以表彰。
希望通过此活动,促进教师们教学业务水平的不断提高。
为提高教师的文化底蕴和增加教师的教育教学理论,学校出资给班主任购买了班主任管理书籍,并在假前给各学科教师布置了读书任务,开学初召开了读书汇报会,各学科的代表通过自己的读书汇报,与参会的教师共同感悟教育的博大精深,使老师们受益匪浅。
《楷模》心得体会模板7篇
《楷模》心得体会模板7篇(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如调研报告、工作方案、合同文本、规章制度、条据文书、策划方案、心得体会、教学资料、作文大全、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays for everyone, such as research reports, work plans, contract texts, rules and regulations, documentary evidence, planning plans, reflections, teaching materials, essay summaries, and other sample essays. If you want to learn about different sample essay formats and writing methods, please stay tuned!《楷模》心得体会模板7篇心得就是你受到什么感想启发记录下来的文章,心得体会是一种对自己内心感受的表达和释放,本店铺今天就为您带来了《楷模》心得体会模板7篇,相信一定会对你有所帮助。
第七批“精品视频公开课”名单

76
东南大学
传情绝调《牡丹亭》(1~6讲)
赵天为
77
南京航空航天大学
核科学技术应用漫谈(1~7讲)
陈 达 张海黔 凌永生 汤晓斌 常树全
78
南京航空航天大学
仿生技术漫谈(1~6讲)
戴振东 王 浩于 敏 郭 策吉爱红
79
南京理工大学
神奇的化学元素(1~6讲)
单 丹 颜学武
80
南京理工大学
陈 炎
108
青岛理工大学
绿色环保的钢结构建筑(1~5讲)
王 燕 刘 芸李军
109
山东师范大学
郭沫若的《女神》与《屈原》(1~5讲)
贾振勇 刘子凌
110
山东师范大学
汉语口语美学(1~5讲)
姜 燕
111
青岛大学
Educational Thoughts in The Analects《论语》教育观(1~12讲)
走近数字技术(1~5讲)
陈后金
7
北京工业大学
创新方法(Triz)理论及应用(1~8讲)
高国华
8
北京航空航天大学
密码的奥秘(1~6讲)
刘建伟
9
北京理工大学
走进晶体世界(1~6讲)
李 晖
10
北京科技大学
探秘知识构建的智慧殿堂——知识工程(1~5讲)
杨炳儒
11
北京科技大学
古代冶金与中华文明(1~5讲)
李延祥
韩鹏杰
146
西安电子科技大学
微波五讲(1~5讲)
梁昌洪
西北工业大学
涅槃重生——犹太人(1~6讲)
蒲 瑶
148
西北工业大学
校本研修工作报告5篇
校本研修工作报告5篇(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如汇报材料、工作计划、心得体会、条据文书、发言致辞、合同协议、规章制度、教学资料、作文大全、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays for everyone, such as report materials, work plans, experiences, documents, speeches, contract agreements, rules and regulations, teaching materials, complete essays, and other sample essays. If you want to learn about different sample formats and writing methods, please pay attention!校本研修工作报告5篇工作报告的内容一般由报告缘由、报告事项、报告结语组成,工作报告是在任务顺利完成后而记录的一种文体,以下是本店铺精心为您推荐的校本研修工作报告5篇,供大家参考。
学校校本研修总结报告5篇
学校校本研修总结报告5篇(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如工作总结、工作方案、述职报告、思想汇报、演讲稿、条据书信、合同协议、教学资料、作文大全、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays, such as work summaries, work plans, job reports, thought reports, speeches, evidence letters, contract agreements, teaching materials, complete essays, and other sample essays. If you would like to learn about different sample formats and writing methods, please stay tuned!学校校本研修总结报告5篇写份优秀的研修总结可以及时的记录自己的不足与收获,在写研修总结的时候,一定要对研修活动做好分析回顾,这样才能保证它的质量,以下是本店铺精心为您推荐的学校校本研修总结报告5篇,供大家参考。
谷城县检察院新闻扫描
谷城县检察院新闻扫描作者:来源:《今日湖北·下旬刊》2014年第09期谷城县检察院反贪局深入开展“双争”活动(尚灵丽)今年来,谷城县检察院反贪局以开展“争创服务型、责任型,争当忠诚可靠型、学习思考型”等内容的“双争”活动为抓手,狠抓队伍执法能力建设,进一步夯实了执法办案根基。
培育进取精神,树牢争先意识。
围绕“双争”活动的目标任务,该局设置了我为“双争”做什么的讨论主题,将创先争优意识融入到全体干警的思想深处和工作实际中,组织干警深入分析反贪工作面临的形势、任务和要求,切实转变执法理念,始终以坚定的信念、坚决的态度、务实的作风,抓好案件查处工作,以实实在在的工作业绩实现争先目标。
细化工作措施,健全考核机制。
“双争”活动的核心在于“争”,为营造竞争氛围,重新修订了目标考核责任书,从局领导到一般干警责任更加具体明确,做到人人肩上有指标,个个身上有压力,让习惯吃“大锅饭”、“干好干坏一个样”的干警没有懒散的空间;根据工作的强度和难易程度,强化奖勤罚懒措施,设置了“进步奖”,对工作突出的个人给予适当奖励;实行挂图作战,每个办案组将主要工作指标以图示的形式张贴上墙,内容包括目标任务、工作措施、责任人、完成时限等,确保争先进位力度不减、劲头不减。
突出办案重点,发挥整体作战效能。
坚持把人民群众关心的热点、社会反映的焦点作为办案主攻方向,进一步转变侦查模式,盯住个案追类案,深挖细查,扩大战果;大力倡导团结协作、勇于拼搏的团队精神,主管检察长、局负责人充分发挥领头军作用,亲自带领干警查找证人,做到侦查指挥在第一线,战斗在第一线,吃苦在第一线,保证了案件的顺利查办。
谷城县检察院多措并举服务经济发展受好评(刘献勇)9月16日,在襄阳市政法机关贯彻落实省委政法委优化法治环境促进经济发展“十六条意见”座谈会上,谷城县检察院介绍了促进经济发展的具体经验,得到了省委政法委有关领导的充分肯定。
建立“联系互动”机制。
该院以“企业平安秘书”活动为载体,组织25名干警主动上门为该县三环车桥有限公司、奥西达钢构有限公司等多家重点企业提供法律服务,包括指导企业开展平安创建、排查化解矛盾、落实防范措施等九类服务事项。
校本研修工作总结10篇
校本研修工作总结篇1本学校本研修工作根据浙江省教育厅“关于深化义务教育课程改革的指导意见”的要求,结合我校最近几年一直进行的“翻转课堂”教学改革,树立服务学生意识,全面推进学校翻转课堂教育教学改革,以校本培训促教师专业发展。
具体工作总结如下:一、完成各种各类培训任务新一轮5年培训开始,按照上级文件要求,结合我校实际工学情况,组织教师分级分类上省培训平台自主选课,完成各种教师专业发展培训要求。
对于省市指定性培训项目,学校组织全部相应老师参加培训。
积极开展有学校特色的校本培训活动,所有专任教师均完成24学时及以上的校本培训二、加强学校拓展课程建设继续开展和加强体艺特长类“六艺课程”和实践活动类课程,在此基础上进一步完善我校拓展课程建设。
并探索开发拓展学生的知识面,激发学生的`学习兴趣的知识拓展类课程。
本学期各学科将结合各自学科知识进行拓展课程的开发,包括学科研究性学习、学科专题教育、地方历史和文化教育等。
三、深化我校“翻转课堂”教学改革今年我校将进一步深化“翻转课堂”的课堂教学变革,真正提高学生课堂学习有效性。
本学期校本研修主题将围绕一下三个翻转课堂教学改革突破点:1.与台湾明基集团合作,更新微课教学平台,力求满足学生学习和教师的教学的需要;2.提高翻转课堂教学有效性,将课内外师生互动引向更高层次。
具体组织形式为:以“翻转课堂”为主题,开展“两周两课”的教学研究活动。
每两周一次教研组集体研讨,各学科力求总结出可操作性强的翻转课堂实际操作模式或思路。
结合课堂教学实际,各学科教师除了重视学生课前利用微视频进行预学外,还要关注课中学生小组讨论,课后学生分层作业这两方面,培养学生自主学习、合作学习、探究学习的习惯,使有效学习落到实处。
同时邀请各地专家对教师进行翻转课堂有效使用深入培训,并承办各级各类翻转课堂研讨展示活动,组织教师外出参加各类反正课题研讨活动。
三、立足我校师资情况,进行教师个性化研修本学期我校将根据新进教师的具体情况和特点,推行个性化研修培训。
2014年视频公开课第一阶段评审遴选结果
曹建民、苏浩等(5人) 武冬、李印东 范乃信 郝卓亚、王时等(3人) 宋玉涛 杨圣敏、关凯等(3人) 汪立珍 丁宏 朱靖江 魏蘅 赵洱岽 李霞 张伟刚 陈家刚 张荣明 赵会娟、曹玉珍等(3人) 姜楠、袁德奎等(3人) 王树新、张策等(5人) 杜纲、张俊艳等(3人) 李广平、刘恩照等(5人) 刘运德、申艳娜等(3人) 郑岱 杨华、夏国强等(3人) 贾建梅、左守秋等(3人) 刘毓庆 郝琳 王春燕、张志鸿等(4人) 刘燕萍 祁金顺、张策等(8人) 甄修钰 赵利清 苏海全 李东 李秀英、陶源等(4人) 唐明燕 蒋敏、秦高梧 张平 郭德仁 田连元、田洁等(4人) 杨秋生 田佰军、姜华 路慧彪、刘德良 李丹、聂英杰等(4人) 林勇虎、邹木旭等(3人) 李大强 李志宏 张汉壮 张淑东 李玉、图力古尔等(3人) 杨海军
北京体育大学 北京体育大学 中央音乐学院 中央音乐学院 中央音乐学院 中央民族大学 中央民族大学 中央民族大学 中央民族大学 中国政法大学 华北电力大学 南开大学 南开大学 南开大学 南开大学 天津大学 天津大学 天津大学 天津大学 天津医科大学 天津医科大学 天津美术学院 河北工业大学 河北工业大学 山西大学 山西大学 太原科技大学 太原理工大学 山西医科大学 内蒙古大学 内蒙古大学 内蒙古大学 辽宁大学 大连理工大学 大连理工大学 东北大学 东北大学 东北大学 辽宁科技大学 辽宁工程技术大学 大连海事大学 大连海事大学 大连工业大学 沈阳体育学院 吉林大学 吉林大学 吉林大学 长春理工大学 吉林农业大学 东北师范大学
12 9 6 5 6 5 24 7 7 6 5 7 7 5 5 5 7 6 6 8 6 5 5 5 6 6 7 6 7 8 10 5 5 6 10 6 6 11 11 12 8 6 6 7 7 7 6 7
教师专业标准学习心得体会
教师专业标准学习心得体会范文(精选6篇)《小学教师专业标准》明确了一名合格小学教师的道德坐标、知识坐标与能力坐标,它是我国教师专业化进程中的重要里程碑。
《小学教师专业标准》是国家对合格小学教师专业素质的基本要求,是小学教师开展教育教学活动的基本规范,是引领小学教师专业发展的基本准则,是小学教师培养、准入、培训、考核等工作的重要依据。
尤其对于我们这些刚刚踏上小学教师工作岗位的新教师来说,标准更是为提升我们对自己职业的认同,规范教师专业行为,促进我们的专业发展提供了指南和方向以及奋斗的目标。
对照标准,我发现自身在专业素质发展中还存在很多问题,无论是在思想高度还是实践层面都急需按照标准来规范提升自己。
标准的基本理念中有一条就是“能力为重”,基本内容的三大块中也着重提出了教师的专业能力方面的要求。
就目前对标准的学习而言,我体会比较深刻的正是自己在专业能力上面存在的不足。
第一,缺乏“儿童为本”的教学理念。
对于教师的专业能力,标准中处处体现“儿童为本”理念,如:根据小学生的反应及时调整教学活动、发挥小学生主体性,灵活运用启发式、探究式、讨论式等教学方式、使用符合小学生特点的语言进行教育教学工作等,无不体现这一理念。
而对于我来说,正是由于缺乏“儿童为本”的理念,我的教学在教学方式、教学语言等发面存在很大问题。
第二,不能灵活运用评价与激励措施,不能及时发现学生和赏识每一位小学生的点滴进步。
标准要求教师要对小学生的日常表现进行观察与判断,运用多元评价以及小学生的积极自我评价来改进教育教学工作。
第三,缺乏主动的反思意识和有效的反思能力,对于工作中存在的问题不能及时地改正。
标准要求教师不断反思,对于工作中存在的问题进行探索和研究。
针对我在专业能力方面的不足,首先在思想上,我要树立“儿童为本“的教育理念,在以后的工作中,每一个行为都要从学生的角度出发,真正做到以学生为本;其次,及时关注每一个学生的细微变化的同时学习多样的评价策略,利用有效的评价结果来改进教育教学工作;最后,建立反思意识,定期地对自己的工作进行全面反思,利用周围的同事资源以及相关资料的收集,思考今后工作的改进措施。
汉韵悠远家国情长——第二届谷雨汉文化周纪实
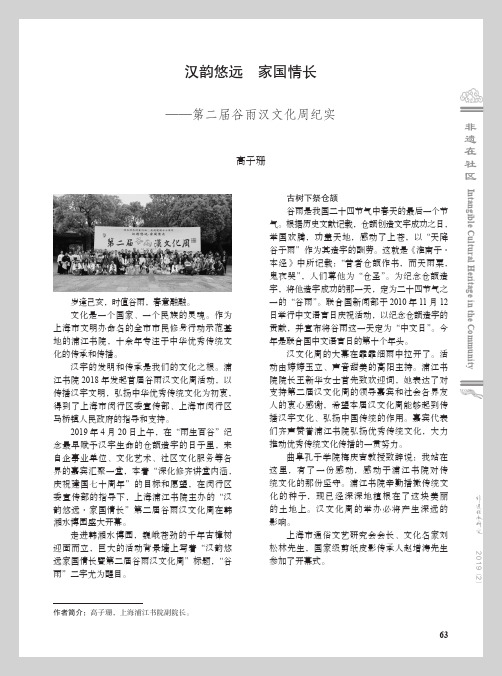
632019(2)非遗在社区 Intangible Cultural Heritage in the Community汉韵悠远 家国情长——第二届谷雨汉文化周纪实高子珊岁逢己亥,时值谷雨,春意融融。
文化是一个国家、一个民族的灵魂。
作为上海市文明办命名的全市市民修身行动示范基地的浦江书院,十余年专注于中华优秀传统文化的传承和传播。
汉字的发明和传承是我们的文化之根。
浦江书院2018年发起首届谷雨汉文化周活动,以传播汉字文明,弘扬中华优秀传统文化为初衷,得到了上海市闵行区委宣传部、上海市闵行区马桥镇人民政府的指导和支持。
2019年4月20日上午,在“雨生百谷”纪念最早赋予汉字生命的仓颉造字的日子里,来自企事业单位、文化艺术、社区文化服务等各界的嘉宾汇聚一堂,本着“深化修齐讲堂内涵,庆祝建国七十周年”的目标和愿望,在闵行区委宣传部的指导下,上海浦江书院主办的“汉韵悠远·家国情长”第二届谷雨汉文化周在韩湘水博园盛大开幕。
走进韩湘水博园,巍峨苍劲的千年古樟树迎面而立,巨大的活动背景墙上写着“汉韵悠远家国情长暨第二届谷雨汉文化周”标题,“谷雨”二字尤为醒目。
古树下祭仓颉谷雨是我国二十四节气中春天的最后一个节气。
根据历史文献记载,仓颉创造文字成功之日,举国欢腾,功盖天地,感动了上苍,以“天降谷子雨”作为其造字的酬劳。
这就是《淮南子· 本经》中所记载:“昔者仓颉作书,而天雨粟,鬼夜哭”,人们尊他为“仓圣”。
为纪念仓颉造字,将他造字成功的那一天,定为二十四节气之一的“谷雨”。
联合国新闻部于2010年11月12日举行中文语言日庆祝活动,以纪念仓颉造字的贡献,并宣布将谷雨这一天定为“中文日”。
今年是联合国中文语言日的第十个年头。
汉文化周的大幕在霏霏细雨中拉开了。
活动由婷婷玉立、声音甜美的高阳主持。
浦江书院院长王新华女士首先致欢迎词,她表达了对支持第二届汉文化周的领导嘉宾和社会各界友人的衷心感谢,希望本届汉文化周能够起到传播汉字文化、弘扬中国传统的作用。
第七批“精品视频公开课”名单

陈后金
7
北京工业大学
创新方法(Triz)理论及应用(1~8讲)
高国华
8
北京航空航天大学
密码的奥秘(1~6讲)
刘建伟
9
北京理工大学
走进晶体世界(1~6讲)
李 晖
10
北京科技大学
探秘知识构建的智慧殿堂——知识工程(1~5讲)
杨炳儒
11
北京科技大学
古代冶金与中华文明(1~5讲)
李延祥
学会学习——大学生学习指导(1~7讲)
屈林岩 陆根书 何旭明 张德江 张世英
130
湖南警察学院
安全文明驾驶(1~6讲)
蔡 果 王 岩杨降勇
131
中山大学
深度报道(1~5讲)
张志安
132
中山大学
认识头痛 远离头痛(1~6讲)
闫振文
133
暨南大学
汉字的奇妙世界(1~5讲)
李香平
134
暨南大学
开启“智慧生活”的大数据(1~6讲)
第三军医大学
守护光明——常见眼病的防治(1~5讲)
白 继
157
国防科学技术大学
精确制导新讲——武器•技术•正道(1~8讲)
付 强 何 峻范红旗
158
空军工程大学
揭开雷达的面纱(1~5讲)
童宁宁
韩鹏杰
146
西安电子科技大学
微波五讲(1~5讲)
梁昌洪
147
西北工业大学
涅槃重生——犹太人(1~6讲)
蒲 瑶
148
西北工业大学
丝路长安(1~6讲)
杨冰郁 于俊利
149
西安建筑科技大学
建筑文脉(1~5讲)
科学道德与学风建设学习心得---燕山大学
科学道德与学风建设学习心得学院:燕山大学材料科学与工程学院姓名:***学号:************科学道德与学风建设学习心得刚刚来到燕山大学就读研究生,第一周学校就安排了一次本以为会很枯燥的科学道德与学风建设专题讲座,讲座由王新华教授主讲,没想到王老师把传统的说教课讲的丰富多彩,列举了一些伟大科学家不计名利潜心科学研究的例子,相反的也有学者破坏科学道德的实例,结合这些例子对我们进行了学风建设的教育。
关于科学道德教育的学习以前几未涉及,此次学习感觉很新颖,也很必要,在某种程度上对我们这些刚踏进科学门槛的研究生新生有警示作用,同时也令我们见贤思齐,在学习专业知识攀登科学高峰的同时,学习伟人高尚品格,践行马列主义科学道德观。
科学道德是社会道德在科研活动中的表现,主要指科研活动中的科研工作者的道德规范、行为准则和应该具备的道德素质,既表现为科研工作者在从事科学研究活动时的价值追求和理想人格,也具体反映在指导科研工作者正确处理个人与个人、个人与集体、个人与社会之间的互相关系的行为准则或者规范之中。
科学道德主要包括求真务实、实事求是;自觉抵制弄虚作假、浮躁浮夸等学术不端行为等。
我们应该在学术研究和知识学习中,培养严谨的治学态度,形成良好的学风。
学风问题是科技工作者在科研规范、行为准则、治学精神、治学态度、治学风气、治学原则等方面出现的失范现象。
所以要抓好学风建设,首先要有科学道德。
科协曾有报告列举了我国科学道德和学风建设中7个方面的不端行为和表现形式:1、抄袭剽窃他人成果。
在论文、研究报告、著作等科研成果中抄袭剽窃他人的实验数据、图表分析,甚至大段的文字描述。
2、伪造篡改实验数据。
在实验数据、图表分析中,随意编造数据或有选择性地采用数据证明自己的论点,影响和误导其他科技工作者。
3、随意侵占他人科研成果。
利用职权在并无贡献的论文或成果上署名,把他人成果据为己有;将通过会议、评审等过程获得的特殊信息和思想随意向外传播;在论文被录用或成果获奖后任意修改作者排序和著作权单位;为了论文顺利发表或成果获奖私自署上知名科学家名字;为了完成科研任务或求得职称晋升,无关工作的同事、同学、亲友之间互相挂名。
2、高端重要用途钢材冶金质量稳定性控制技术(王教授)
(a)渣系A
(b)渣系B 59
利用渣-钢精炼生成液态夹杂物
熔点≤1550℃
不同精炼阶段夹杂物组成分布
高端重要用途钢材冶金质量稳定性控制
• • • • • 管理方面问题; 装备方面问题; 原材料条件方面问题: 生产操作控制严细性方面问题; 关键工艺技术问题。
衷心感谢!
敬请指正!
•
德国Mubea公司泰倉厂弹簧钢试样分析
1. 2. 3. 德国Sarrstahl钢厂 韩国浦项制铁 国内高水平特钢厂: • • A厂 B厂
汽车弹簧钢盘条不变形夹杂物尺寸比较
42CrMo钢疲劳断口(T.O:10ppm)
旋转弯曲疲劳实验:
• 三种热处理制度得到三个不同强 度水平的材料,进行疲劳实验 • 22个疲劳断口裂纹起源为夹杂物; • 最大夹杂物为66µm,最小夹杂 物为14.8µm,平均为33.3µm
山阳特殊钢公司连铸中间包
• 经过LF-RH精炼,钢水T.O降低至 3.5~5ppm; • 中间包冶金功能由促进夹杂物上浮 转为防止二次氧化:
• • • 全封闭(断气); 能够快速升温; 钢水快速通过。
• 采用较小容量中间包(20t,10t)。
新日铁试验
44
效果(非稳态坯:尾坯、过渡坯)
45
效果(正常坯)
利用渣-钢精炼生成液态夹杂物
• 熔点≤1300℃ • T.O:20~30ppm
• 熔点≤1500℃ • T.O:3.5~7ppm
利用渣-钢精炼生成液态夹杂物
反应机理:
I. 炉渣-钢液界面: 通过渣-钢间反应控制[Ca]、 [Mg]、[O]等。 反应界面[Ca]、[Mg]、[O] 向钢液内部扩散;
特殊钢采用钙处理
师德师风专题讲座心得体会(精选5篇)

师德师风专题讲座心得体会(精选5篇)师德师风专题讲座心得体会精选篇1开学前,我校展开了“心系我国梦,做好引路人”师德陈述会,并将本年定为师德建造年。
育人先树德,教师只需树立好本身的形象,才干诚心、真情、真意地去教育学生。
校园在师德教育活动中,展开了团体学习与个人自学相结合的办法,论述了师德重要性。
王新华、邵亚楠、张爱云教师的感人业绩赢得教师们阵阵掌声。
他们叙述了教师作业的崇高性,以及完结他的人生价值。
叙述了作为一名教师,应当为人师表,做学生的典范,要不断进步本身的作业道德涵养,正确认清和对待自己应实行的职责。
经过学习,使我愈加清醒地知道到学生作为学习的主体,他们思维活跃,思维单纯,好动,好闹,作业烦燥之时,我会不自觉地把学生的这种习气当成“不懂事”,过后想来,这样的想是不应该的,事实上,学生是一个活的“生命体”,他们有归于自己的感觉和要求,优异的学生人人喜爱,但是狡猾的学生也并非一无可取。
坚持“悉数为了学生,为了学生的悉数”,树立正确的人才观,注重对每个学生的全面本质和杰出特性的培育,不必学习成绩作为标准来衡量学生,与每一个学生树立相等、调和、和谐、彼此尊重的联络,关怀每一个学生,尊重每一个学生的品格,尽力发现和开发每一个学生的潜在优异品质,坚持做到不体罚或变相体罚学生。
正确处理教师与学生家长的联络,在与家长联络上彼此探求怎么使学生展开的办法、办法,在往来中不收礼、不吃请、不叫家长。
在教育方面首要要把学生当作朋友,改动师道尊严的旧观念,使自己的教育深受学生喜爱,家长认可,做一个人民满意的教师。
经过校园展开的师德师风学习,也让我发现了本身的缺乏。
在教育教育中首要要学会不断学习,以学习来丰厚自己的学问,进步本身才干,事务水平;其次,在实践教育中要勤于研究,倾慕育人,要用心去教授常识,培育学生多方面的智力。
整体而言,师德师风教育活动的学习中,先进教师的精力和行为清洗了我的心灵,鼓舞了我教书育人的热心,也警示了我作业中的缺乏,更让我体会到人生的价值地点,即作业是高兴的,贡献是美好的!师德师风专题讲座心得体会精选篇2为贯彻落实党的十七届__精神,全面提高高校师德水平,教育部研究制定并下发了《高等学校教师职业道德规范》(以下简称《规范》)。
对小学教育工作价值与要求的深刻认识,立志 投身小学教育事业的
对小学教育工作价值与要求的深刻认识,立志投身小学教育事业的前几天,我很荣幸和王新华主任、苏月华、沈红涛老师一块去商丘师院聆听了王凤英老师的讲座,听了之后真感觉受益匪浅,感触颇深。
在整个学习过程中,我深深的理解了新时期教师不仅要教好书,更要育好人。
教学长的每一个方面都要做到为人师表。
从《小学教师专业标准》在基本理念中突出“学生为本、师德为先、能力为重”和“终身为学”,这是与时俱进的理念。
在四个基本理念中,把学生为本放在第一位这就是要求我们的工作始终要围绕着学生的发展而开展。
我们的教学不能以老师的利益为目标,心中时时刻刻装着学生,让学生健康、快乐的成长。
学生学习上有了困难,教师要细心的辅导,学生有了错误教师要耐心教育,学生取得了成绩,教师要加以鼓励。
作为一名教师,最重要的事要热爱教育事业,只有充满了对教育职业的无限热爱,才会在教育岗位上兢兢业业,无私奉献。
以前我们常说,给学生一滴水,教师得有一桶水,听了王老师的报告,现在我明白了,仅仅一桶水是不够的,要一潭活水,才能适应现在教育。
新课程改革以后,教学内容新,教学方法新,教学观念新,教师还是那一桶死水是绝对不能适应时代要求的。
通过学习《小学教师专业标准》,我感觉做一名教师,除了不断开拓、创新更要执着的爱岗敬业,我们要依据《小学教师专业标准》做一个合格的老师。
做一个有成就感的老师,做一个享受教育的老师,做一个学生喜欢的老师。
用爱心育人,师德育人,为推动教育优质均衡发展、深化素质教育而努力奋斗。
我相信,只有用心付出,坚定信心,努力学习,我们一定能用实际行动践行新的教学理念。
服务于学生、服务于社会,不辱使命,赋予教师这个职业使命。
培训心得体会(15篇)
培训心得体会(15篇)培训心得体会1新学期未正式上课,学校就已经在8月23日至24日在7楼报告厅举办了全校专兼职教师业务培训。
这对于学校提出的教育质量管理年来讲,意义深远重大。
全体教积工倍感这一场培训和学习是多么的及时,多么的激扬斗志。
首先在23日,来自河南教育学院的王献芝教授为全体专兼职教师做了“怎样做一名优秀中职教师”的主题讲座。
下午教学部在金新生主任的带领下组织专兼职教师进行热烈的讨论,何海性校长亲莅会场,聆听大家的心声及呐喊,并做出重要的批示和总结。
在次日24号的培训中,石德华副校长针对教学质量评估过程中存在的问题进行剖析,明确目标和整改措施,提出了明确的要求加速教育教学质量和办学层次的提高,并就本学期教学主要工作进行了部署。
同时下午也进行了教学部的研讨及座谈,大家颇感压力与重担,但无畏无惧,愿同心戮力共创信息技术教学部的辉煌,同创财经学校的灿烂的明天。
培训心得体会2为了提高教师的素质,进一步推动学校教育教学改革,县教育局为我们中小学组织了为期2天半的培训,这次培训的内容紧紧围绕课堂,将理论与实践相结合,内容丰富,形式多样。
对我来说,培训来得及时、实在,我觉得受益匪浅,深受启迪。
在培训中,我聆听了10位教师的讲授,感觉是幸福而又充实的,因为面对不同风格的名师,听到不同类型的授课方式,也感受到了思想火花的冲击。
耳濡目染的东西很多。
但要“采他山之玉为我所用,纳百家之长解我所困”却需要一个消化吸收的过程,这个过程也许很漫长,也许会走得很累,但作为刚入职教师行业的我来说,我会走下去,我相信自己也能走下去。
前边的路很长,前面的人也很多,我不能走到最前沿,但我会朝这个目标去努力。
下面,我将谈谈自身对本次培训的体会:一、物理课堂教学环节的重识对于刚刚迈入教师职业的我来说,印象中课堂教学模式为:导入,学生自主学习,合作交流,小组展示,当堂检测。
现在我认为这是符合现代“以学生为主体,教师为主导”理念的通用教学模式。
保育员培训简洁工作总结范文(10篇)
保育员培训简洁工作总结范文(10篇)保育员培训简洁工作总结篇1通过这次对护士的培训,我不仅学到了幼儿园教育的专业理论知识和护理的专业技能,也发现了自己在教学中的不足。
初冬季节,寒风瑟瑟,我的内心却沐浴阳光,温暖似春。
我有幸参加了“国培计划”乡村幼儿园“保育员”培训。
我非常感谢园领导给我这样一次学习的机会。
这次培训,采取集中培训的方式进行。
在短短7天的集中培训中,我聆听了来自省内外专家、教授和骨干教师们的精彩讲座,他们用鲜活的实例和丰富的知识内涵及精湛的理论阐述,给了我强烈的感染与深深的理论引领。
还参观了机关幼儿园。
无论是理论上的学习,还是实地考察活动都收获颇丰,感触很深。
现将我的感触总结如下:首先使我重新认识幼儿教育,明确幼儿教师的角色定位。
培训中我聆听了国培专家欧从容老师的《静待花开,润泽生命》从教育理念,对幼儿专业化的管理是我很受启发。
老师的讲座内容是我对学前教育有了新的认识。
美女老师的音乐律动课使人难忘。
窦老师的讲座《保育员职责与价值》和《学前儿童生理解剖特点及卫生保健》,指出了幼儿园保育员职责与价值——促进幼儿身心健康发展,关注重每个孩子的快乐成长,明确了新时期的保育员基本素养——“保”“育”结合,表面安抚与内在需求的有机统一。
讲座让老师们明白了,做好各项保健工作,其主要是耐心、细心的对待幼儿。
保育员是幼儿园教育工作的重要组成部分,作为幼儿园教师的助手,她辅助幼儿教师负责幼儿的保健,并协助教师对幼儿进行教育。
老师们将用更高的热情投入到今后的保教工作中。
让我认识到了幼儿教师在其职业生涯中需要扮演多种角色。
对幼儿而言,幼儿教师应是促进儿童个性化发展、丰富儿童精神世界和情感生活的“导师””;在幼儿园教学管理中,幼儿教师应是能够协调各种人际关系的艺术家,能够促进家园之间形成教育合力;对教师自身而言,幼儿教师则应扮演好“学习者与学者”的双重角色。
而我们的责任则要保护孩子们的安全,教导他们提高安全意识,学会自我保护,从一日常规开始,从各方面加强幼儿园安全工作,让我们的小朋友做一个健康,快乐的宝宝,在健康方面除了生理健康,心理健康和社会适应良好外,还要加上道德健康,只有这四个方面的健康才算是完全的健康。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
31
不同皮下深度试样表面夹杂物数量(1.5m/min)
32
正常浇铸铸坯夹杂物
• 检测面积总计52061mm2(超过JFE同类研究一倍),大于 50m夹杂物数量密度在0.21~0.45个/cm2,低于JFE铸坯同 类夹杂物数量; 正常坯表层试样中大于50m夹杂物主要为簇群状 Al2O3, 未检测到保护渣卷入形成夹杂物,与JFE检测结果一致;
“hook”状坯壳
39
拉速对hook影响
40
三、特殊钢非金属夹杂物控制
用于制作轴承、齿轮、弹簧、 传动轴等机械零部件的特殊 钢,要求具备优良抗疲劳破 坏性能; 夹杂物不能均匀传递基体所 受的应力、应变,夹杂物 形成“应力集中”;
夹杂物-钢基体界面产生微裂 纹,成为工件的疲劳破坏。
经 周边
41
不同类别夹杂物对钢疲劳性能的影响
• • • 投射电镜(+EPMA、EDS); 图像分析; PDA(Pulse Distribution Analysis)。
20
JFE对汽车板铸坯夹杂物检验方法
总检验面积:303028 = 25,200mm2
3030 mm
Y. Awajiya, Entrapment Location in Solidified Shell of Ultra Low Carbon Steel Slab ,AISTech 2005,Vol.II, p6521
1.8
Al2O3 保护渣
106 0 92 0 121 0
31 0 7 1 25 0
7 0 3 0 0 0
1 0 0 0 0 0
0 0 0 0 0 0
2 14550 0 0 13080 1 0 13480 0
1.9
Al2O3 保护渣
2.0
Al2O3 保护渣
35
液面波动
36
高拉速铸坯夹杂物数量密度(个/cm2)
不能避免 >100m 有害夹杂物存在(数量: 0.028~0.057 个 /cm2 ),生产高端用户钢板应对铸坯采用表面清理(扒 皮)。
•
•
33
拉速影响
34
高拉速铸坯试样夹杂物数量
拉速 m/min 夹杂物 类型
20-50 μm 50-100 μm 100-200 200-300 300-400 μm μm μm >400 μm 检测面积 mm2
大型夹杂物主要类型
夹杂物类型 簇群状Al2O3 气泡+簇群状Al2O3 气泡 块状Al2O3 结晶器保护渣 总计 试验一 91 29 1 0 0 121 试验二 90 32 6 0 0 128 试验三 77 47 6 0 0 130
夹杂物数量密度:
0.48个/cm2
0.51个/cm2 0.52个/cm2
超低氧特殊钢关键工艺技术
1. 转炉或电炉出钢严格挡渣; 2. 强脱氧:
铝直接脱氧;
强扩散脱氧;
3. 高碱度精炼炉渣; 4. 长时间RH真空精炼;
5. 严格保护浇注;
6. 大方坯连铸:
中间包钢水加热;
低拉速、低比水量二冷、电磁搅拌等。
46
国产特殊钢主要问题
DS类夹杂物评级差( T.O:3~6ppm): 没有充分发挥RH精炼作用(时间短); 保护浇注不严密; 许多仍采用钙处理。 LF精炼时间过长; 缺少中间坯“扒皮”、钢材探伤等设备。
钢中非金属夹杂物控制技术研究
王新华
2013年11月13日
一、研究重要意义
非金属夹杂物类别:
氧化物:简单氧化物,复合氧化物等; 硫化物:MnS,CaS,CaO-CaS等; 氮化物:TiN,NbN,AlN等。
非金属夹杂物是钢铁冶金科研“热点”
非金属夹杂物危害:
质量缺陷:
铸坯:表面裂纹,内部裂纹,偏析等; 钢材:裂纹,“翘皮”,线形缺陷等。
3. 易切削钢:
- 化学成分与日本、台湾中钢产品相同,但切削性能差距很大;
- 主要差距在于钢中MnS夹杂物均匀、细小、弥散化控制方面。
4
二、汽车钢板非金属夹杂物控制
• 优良加工性能与服役性能; • 优良表面品质(无缺陷)。
5
汽车钢板表面缺陷控制
广州本田:
每10个钢板卷,有表 面缺陷钢卷不能超过一 个; 存在表面缺陷钢卷,表 面缺陷不能超过一处。
25
正常坯夹杂物数量(>50m)
检测面积 mm2
11120 14070 绝对数量 (个数) Al2O3 41 62 保护渣 0 0 >100m 5 8 数量密度 (个/cm2) Al2O3 0.369 0.441 0.211 保护渣 0 0 0 >100m 0.045 0.057 0.032
2. 减少结晶器保护渣卷入:
控制结晶器钢水液面波动; 高粘度保护渣; 浸入式水口设计优化; 高拉速采用FC结晶器。
3. 减少“气泡+Al2O3”:
严格控制Ar流量; 浸入式水口设计优化; 采用电磁搅拌; 控制“hook”。
17
国产汽车钢板质量问题?
首钢-北科大合作研究
炉次 1 2 3 4 5 6 [C] 0.0014 0.0012 0.0020 0.0016 0.0016 0.0011 [Si] 0.0037 0.0027 0.005 0.003 0.0026 0.0018 [Mn] 0.13 0.13 0.22 0.12 0.11 0.12 [P] 0.007 0.005 0.008 0.005 0.004 0.005 [S] 0.006 0.005 0.005 0.007 0.007 0.006 [Als] 0.027 0.022 0.021 0.035 0.031 0.026 [Ti] 0.07 0.07 0.07 0.07 0.07 0.07 [N] 0.0024 0.0020 0.0023 0.0022 0.0017 0.0016 T.O 0.0011 0.0013 0.0010 0.0013 0.0010 0.0013
Si-Mn脱氧; 低碱度或较低碱度精炼渣系; 电渣重熔、真空重熔等特殊精炼工艺方法。
44
超低氧特殊钢生产技术(T.O:3~6ppm)
:日本特钢厂大工业规模生
△:采用真空电加热工
产超低氧轴承钢。
艺生产的轴承钢。
□:采用电渣重熔工艺生产的
轴承钢。
K. Kawakami, et al., Proceedings of the 3rd International Congress on the Science and Technology 45 of Steelmaking, May 9-12, 2005, Charlotte, AIST, 209
3
国产钢材夹杂物控制存在差距:
1. 汽车钢板:
- 国内合资品牌汽车用钢板,50%由国内供应,其中80%为宝钢生产 (引自徐乐江2011年中国钢铁年会报告)。 - 主要差距在于钢板表面品质稳定性控制方面。
2. 轴承钢:
- 总氧、Ti等关键成分控制方面达到了顶级产品水平,但夹杂物评级难 以满足瑞典、日本顶级轴承制造商控制标准要求; - 主要差距在于少量Ds类夹杂物控制稳定性方面。
炉次 1 3 5
12351
14520 52061
26
35 164
0
0 0
4
4 21
6
平均
0.241
0.315
0
0
0.028
0.040
26
正常坯夹杂物数量分布
27
汽车钢板表面缺陷控制
广州本田:
每10个钢板卷,有表 面缺陷钢卷不能超过一 个; 存在表面缺陷钢卷,表 面缺陷不能超过一处。
28
铸坯中有害夹杂物数量计算(100m)
37
JFE:高拉速有利于减少钢板表面缺陷
H. Nakamura, et al., Technology for Production of High Quality Slab at High Speed Casting ,1992 Steelmaking 38 Conference Proceedings, ISS, p409-415
14
为什么吹氩?
密封作用:
防止塞棒棒头、中间包水口 -滑板、滑板间渗入空气。
防止水口内壁粘接、堵塞:
在中间包水口或S氩气吸附夹杂物,将其与水 口壁分离。
15
Ar气泡+Al2O3
16
1. 减少Al2O3簇群:
转炉炼钢终点控制([O],FeO); 转炉出钢防下渣; 提高RH精炼效率; 严格控制二次氧化等。
49
钢水为强还原性炉渣所覆盖;
钢-渣界面“静止”;
钢水循环流动; 夹杂物碰撞、聚合、上浮、去除。
50
JFE西日本制铁所生产轴承钢
K. MATSUOKA, 4th International Congress on Steelmaking, 2008, Gifu, 456
6
夹杂物引起的钢板表面缺陷
7
汽车板铸坯中有害夹杂物尺寸
8
汽车板铸坯有害夹杂物尺寸
9
有害夹杂物来源一:大型簇群状Al2O3夹杂物
10
微小Al2O3聚集、捕捉
11
铸坯中大型夹杂物分布
淡路谷浩, 材料とプロセス,17(2004),p107
12
有害夹杂物来源二:结晶器保护渣
13
有害夹杂物来源三:Ar气泡+Al2O3
22
正常坯取样
总检验面积:20007 = 14,000mm2
第3块铸坯末端
23
大型试样制备
24
ASPEX PSEM eXplore 扫描电镜
对大尺寸试样表面夹杂物进行自动分 析检验:
Max: 100mm80mm, 夹杂物成分、数量、位置、形貌等; 夹杂物最小尺寸:0.4m。