ACF贴付技术经验
ACF工艺绑定所需的压力计算方式

ACF工艺绑定所需的压力计算方式:根据ACF现有本身的参数决定:一:ACF贴附机将ACF贴附在玻璃基板或FPC上的机器,参数为:温度60~90C˚ (实际) 检测方式:见图一压力0.2~0.29 MPA(2~3KG/CM2)时间3~5SEC二:对位本压机完成FPC与玻璃,FPC与FILM的对位热压,参数为:温度150~210C˚ (实际) 检测方式:见图一压力2.9~4.9MPA(30~50KG/CM2)时间15~20SEC图一:有实际产品经验计算方式如下图,例如产品大小见下图,计算它所需要的压力:一般根据ACF本身参数特性,一般温度先取上限值,压力取中间值,时间取中间值,此参数都是可变值,根据初调机器参数热压后看产品的实际热压后的性能,再做微调。
35MM*2MM的实际参数为:一:ACF贴附机将ACF贴附在玻璃基板或FPC上的机器,参数为:温度90C˚ (实际)压力0.2~0.29 MPA(2~3KG/CM2)取中间值0.25MPA3.5CM*0.2CM=0.7CM20.7CM2*0.25MPA =0.7*2.5KG=1.75KGF时间4SEC二:对位本压机完成FPC与玻璃,FPC与FILM的对位热压,参数为:温度210C˚ (实际)压力2.9~4.9MPA(30~50KG/CM2) 取中间值4MPA3.5CM*0.2CM=0.7CM20.7CM2*4MPA =0.7*40KG=28KGF时间20SEC中国触摸屏网( )您下载的该触摸屏技术文档来自于中国触摸屏网( / )What you are downloading are from China Touchscreen Site: ( / )中国触摸屏网四大版块:•触摸屏论坛:/•触摸屏供求商机:/•招聘/找工作求职:/forum-12-1.html•触摸屏行业杂志:/emag/1. 触摸屏论坛:中国触摸屏网论坛是触控面板人讨论触摸屏技术,解决触摸屏技术问题,发布触摸屏产品供求信息,了解触摸屏市场动态,触摸屏厂商招聘和找工作求职的第一平台。
006-OLB ACF贴附

及时联络组长处理,并将不良品作好区分放置且作好标示。
符 修号 订
履
历
修订年月日
制定日
பைடு நூலகம்
实施日
修 订 理 由
修订摘要
担当 审查 审查 承认
适用EH№ 通用型号
审查 审查 审查 作成 承认
设备 生产 品质 工艺
工程名:
作业指导书
FOG
作业工序名 OLB ACF贴附
[
作业指导书及品质判定基准书的内容若和工程变更指示书 中的内容不同时, 在有效期限内需要优先使用工程变更指示书。
工
[图
通过ACF贴附机将ACF胶贴附在LCD 所要邦定的位置上。
[
使 ACF压贴机
[
使 ACF胶、酒精、无尘布、刀片。
作 业
QC-WI-006 版数 A0
3、每个产品一定要做到自检、互检。 [ 异 ※发现有机种相混或连续发现同一种不良5P以上(含)时需
4、将贴附ACF完成后的LCD进行 效果确认(ACF是否贴附到位、 是否有气泡、脏污、异物等等), 确认良品流下一个工序,不良品 挑出重新贴附。
5、将贴好ACF的产品进行
自检,自检合格后轻放流 水拉线上流下一工序。
除 报警,等待机器的温度达到所设值。 [
作 1、按照图解要求作业。 [
注 1、确认ACF型号及宽度是否与BOM相符是否在保质期内。 2、检查发现ACF如有变黑或颜色不均,胶材液化必须停止使用
。3、在作业过程中产品必须轻拿轻放以免损伤LCD,不良品挑出
重 新贴附,良品流往一下工序。
1、用无尘布沾酒精对压贴平台及 工作台面进行清扫.
LCD放置以上定
制定 2011 年 02 月 24 日 实施 2011 年 02 月 25 日
OK.ACF压贴作业指导书
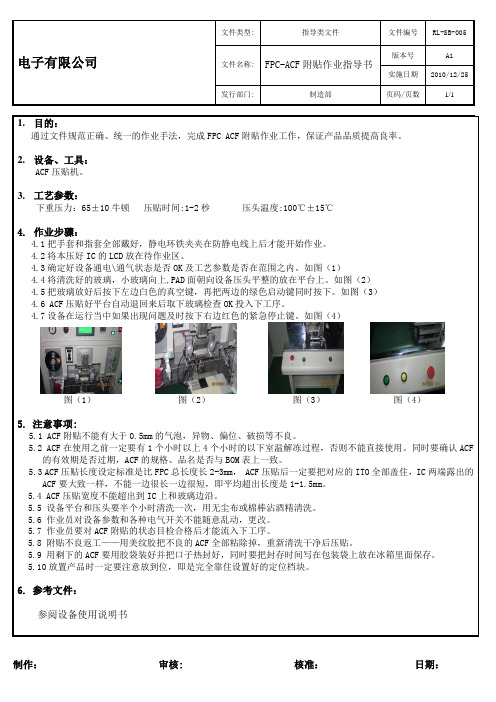
电子有限公司 文件类型: 指导类文件 文件编号RL-SB-005 文件名称: FPC-ACF 附贴作业指导书 版本号 A1实施日期 2010/12/25 发行部门: 制造部 页码/页数 1/1制作: 审核: 核准: 日期: 1. 目的:通过文件规范正确、统一的作业手法,完成FPC ACF 附贴作业工作,保证产品品质提高良率。
2. 设备、工具:ACF 压贴机。
3. 工艺参数:下重压力:65±10牛顿 压贴时间:1-2秒 压头温度:100℃±15℃4. 作业步骤:4.1把手套和指套全部戴好,静电环铁夹夹在防静电线上后才能开始作业。
4.2将本压好IC 的LCD 放在待作业区。
4.3确定好设备通电\通气状态是否OK 及工艺参数是否在范围之内。
如图(1)4.4将清洗好的玻璃,小玻璃向上,PAD 面朝向设备压头平整的放在平台上。
如图(2)4.5把玻璃放好后按下左边白色的真空键,再把两边的绿色启动键同时按下。
如图(3)4.6 ACF 压贴好平台自动退回来后取下玻璃检查OK 投入下工序。
4.7设备在运行当中如果出现问题及时按下右边红色的紧急停止键。
如图(4)图(1) 图(2) 图(3) 图(4)5. 注意事项:5.1 ACF 附贴不能有大于0.5mm 的气泡,异物、偏位、破损等不良。
5.2 ACF 在使用之前一定要有1个小时以上4个小时的以下室温解冻过程,否则不能直接使用。
同时要确认ACF的有效期是否过期,ACF 的规格、品名是否与BOM 表上一致。
5.3 ACF 压贴长度设定标准是比FPC 总长度长2-3mm , ACF 压贴后一定要把对应的ITO 全部盖住,IC 两端露出的ACF 要大致一样,不能一边很长一边很短,即平均超出长度是1-1.5mm 。
5.4 ACF 压贴宽度不能超出到IC 上和玻璃边沿。
5.5 设备平台和压头要半个小时清洗一次,用无尘布或棉棒沾酒精清洗。
5.6 作业员对设备参数和各种电气开关不能随意乱动,更改。
ACF贴附作业指导书
深圳市中显微电子有限公司深圳市中显微电子有限公司质量体系文件文件编号版本号A0 生效日期2011.3.20 发放序号(盖受控印章处)贴合(全自动)作业指导书序号修改单号版本号修改内容修改日期修改人备注编制丁尧审核批准生效日期文件名称贴合(全自动)作业指导书本页码第1页共4页TP制作流程作业目的完成钢化与ITO的贴合,达到产品要求序号所需材料和工具适用范围适用于TP 9.75吋、10.1吋钢化与ITO的贴合 1 钢化玻璃一.生产前准备:1.每天各班应提前5-10分钟上班,搞好环境卫生和整理工作,查看ECN文件。
2.点检贴合机,并做好准备工作,如果不合格,则做好标志,及时通相关部门检修。
3.操作前戴好防静电带、双手都戴好胶手套和口罩。
二.作业流程:1.按“加压”键,打开程序,按下“RECIPE"键,选择程序,并选择图形2. 开压力罐,放入胶水,关上压力罐,扭开压力开关,调好一次二次压力,一次压力为0.3Mpa,二次压力为0.2Mpa2 ITO玻璃3 UV胶4 防静电手环5 全自动贴合机6一、作业前准备:一、作业前准备:1.做好卫生和整理工作,台面7S。
2.戴好手套口罩和防静电带。
3.准备所需的钢化玻璃和ITO玻璃。
4.点检完毕设备来料检验切割FOG 一次电测封胶清洗生效日期文件名称贴合(全自动)作业指导书本页码第2页共5页(图1)(图2)(图3)3.先放入钢化玻璃,并按右吸着,4.再放入ITO并按吸着,同时按两个绿色启动按键,TP平台翻转,CDD下降,进行对位动作5. 对位完成后,再按启动键,TP平台翻回来,CG平台上升,转盘旋转到点胶位置,开始进行边检查、厚度检查项目,完成后开始点胶,充填速度0.6---到0.86.完成本次动作后 TP翻转,进行贴合7. 重复以上步骤二、管控内容1.台面7S2.防静电3.贴合是否有气泡,移位三、工序要求Requirements:1.贴合时注意台面清洁及所贴玻璃的洁净度。
新型倒装镜片ACF贴装技术

普及,對於導電粒子均勻程度的要求也將更為嚴格.目前新材料正 在實際生產中試用,以確認其優越性. ACF材料是採用特殊技術制成,以使任一單分散性導電粒子
均勻分佈.在研究的初期採用的是單分散性的鍍金的聚合物球
(直徑7μm).黏著劑採用環氧樹脂及微量的電子級品質化學藥 品.ACF材料的典型性能見表1. 本節主要就一種載體含量為1800粒/mm2 的ACF材料進行討 論.該載體適用於本次研究的凸點間距.同樣也能生產出更高顆粒
产品名称:ACF BONDING M/C 产品类别:ACF构装设备 产品型号:YJACF-0101
产品名称:TAIL BONDING M/C 回转式 产品类别:ACF构装设备 产品型号:YJTL-0101
規格 Stage Function: 真空(含 X.Y. θ調整) Stage可移動行程 工
作種類:ACF Attaching on the LCD
工作尺寸:Max. 25〞(500Lx380W) Min. 1(20Lx15W)
工作厚度:0.35~1.1mm. 貼合精
度:± 0.2mm (X and Y Axis) 機械產 能:10 sec. (For 1Cycle) 不含 入/出 料動作
均距離).導電粒子密度與每凸點下導電粒子數量間的關係正利用
現成的倒裝晶片結構進行研究.
邦定時的壓力對於凸點下導電粒子數量几乎沒有影響,只是決定著 ACF的最佳厚度.本次研究証明ACF的最佳厚度值是25μm.這不足為 奇,因為凸點的高度為20μm,而導電粒子的直徑為7μm.當凸點開始
接觸並壓住導電粒子時,膠黏劑便與晶片的底面相接觸,見圖4.
密度的材料,導電粒子獨立分佈,但此時的平均間距縮小了.高密
度材料適用於細間距電路.
ACF附贴

1.把机器打在手动状态下。
2.关掉电源,关闭机器后气。
3.整理、整顿好工作台及周边环境。
4.ACF从设备上取下后,若12hrs后不使用,用ACF封装胶带包好后放入冰箱存放。
九.注意事项
1. LCD要轻拿轻放,注意不要产生划伤、崩玻璃等。
2. LCDITO端子及附贴ACF严禁接触。
3. LCD背面如有异物可用无尘布醮洒精清洁,不可擦除的视为不良品处理。
1.3按压头加热开关(HEATER)使压头被加热到设定温度。
2.确认ACF有解冻时间和效期。
3.用酒精清洁干净机台、ACF导轨导轮,用反射镜检查压头是否干净并用酒精或丙酮清洁。
4.戴上静电带和手指套。
六.作业步骤
1.在手动(AUTO开关打向下)状态下安装ACF ROLL。
2.在作业前,将ACF前段约30cm用刀片剖开去掉,不可使用。
3.
C1
全面修改
C2
增加九.要求及事项12
C3
修改七.要求及事项3
C4
修改八作业结束4
三.文
件
发
放
需
求
需求部门
份数
需求部门
份数
需求部门
份数
需求部门
份数
品质部QC
LCM生产部
2
行政部
EHS
品质部IQC
前工序
财务部
厂务工程部
LCD生技部
中工序
PMC部
设备工程部
LCD样品组
后工序
仓务部
人力资源部
LCD设计组
3.贴附异常,用透明胶轻粘下ACF,用丙酮清洁后在半小时内贴附。
4. COG ACF不能盖住PIN/FPC/HSC的端子位,且不能与TAB ACF重合。
ACF贴附作业规范
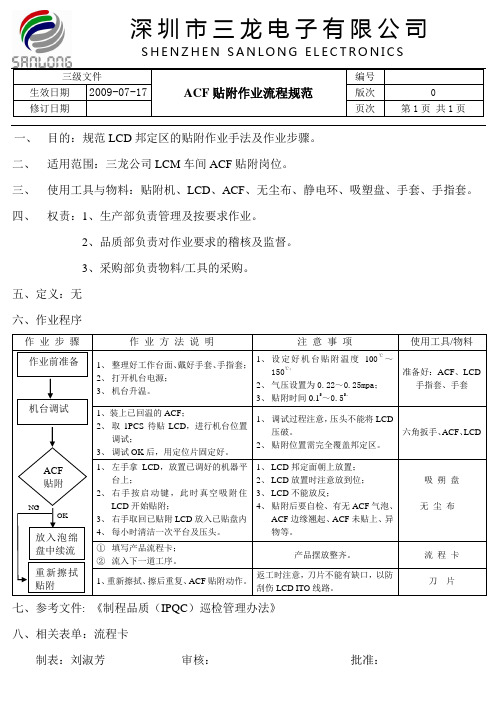
2009-07-17
ACF 贴附作业流程规范
版次 页次
0 第1页 共1页
制表:刘淑芳
审核:
批准:
作 业 步 骤 作业前准备 作 业 方 法 说 明 注 意 事 项
℃
使用工具/物料
准备好:ACF、LCD 手指套、手套
1、 设 定 好 机 台 贴 附 温 度 100 ~ 1、 整理好工作台面、 戴好手套、 手指套; ℃; 150 2、 打开机台电源; 2、 气压设置为 0.22~0.25mpa; 3、 机台升温。 S S。 3、 贴附时间 0.1 ~0.5 1、装上已回温的 ACF; 2、 取 1PCS 待贴 LCD,进行机台位置 调试; 3、 调试 OK 后,用定位片固定好。 1、 左手拿 LCD,放置已调好的机器平 台上; 2、 右 手 按 启 动 键 , 此 时 真 空 吸 附 住 LCD 开始贴附; 3、 右手取回已贴附 LCD 放入已贴盘内 4、 每小时清洁一次平台及压头。 ① 填写产品流程卡; ② 流入下一道工序。 1、 重新擦拭、 擦后重复、 ACF 贴附动作。 1、 调试过程注意, 压头不能将 LCD 压破。 2、 贴附位置需完全覆盖邦定区。 1、 LCD 邦定面朝上放置; 2、 LCD 放置时注意放到位; 3、 LCD 不能放反; 4、 贴附后要自检、有无 ACF 气泡、 ACF 边缘翘起、 ACF 未贴上、 异 物等。 产品摆放整齐。 返工时注意,刀片不能有缺口,以防 刮伤 LCD ITO 线路。
机台调试
六角扳手、 ACF、 LCD
ACF 贴附
NG OK
吸 朔 盘 无 尘 布
放入泡绵 盘中续流 重新擦拭 贴附
流 程 卡 刀 片
七、参考文件: 《制程品质(IPQC)巡检管理办法》 八、相关表单:流程卡
ACF接合技术

CP-5731SD SCID ¢10um 25um 900pcs/mm2 3MPa 190℃ 10秒 367 366  ̄
CP-1931SA4 SCID ¢4um 10um 800pcs/mm2 5MPa 190℃ 10秒 550 559 556
CP-1931SA4 SCID ¢4um 10um 800pcs/mm2 5MPa 190℃ 10秒 550 559 556
PET
Cu
Au 2层材 3层材
PET 接着剂 Cu Au
区别:2层材与3层材的区别在于有无粘着剂.
Cu Cu PET 单面 两面 PET Cu
区别:2层单面与2层两面的区别在于铜电极的面数.
应用:COF例
2层FPC
3层FPC
原因:由于存在粘 着剂导致FPC变形.
FPC电极与IC回路面 接触→NG.
LCD 制造技术
接合技术
(三)技术应用
微粒导电技术在LCD中的应用(例)
505(例) SPDH现行使用微粒连接技术的型式有:COG、COF、FOG。
Panel检查
映像 检查 外观 检查
其中AV系列:仅有FOG 携带系列/PDA系列:FOG+COG/COF。
Module1
Panel 电极清洁 ACF 贴付
标 准 接 合 条 件
Driver IC 概述
IC: 集成电路
Driver IC 结构
FPC基础
FPC构成: 类型1:二层材。
类型2:三层材。
缺点:价格高。
类型1优点:结构简单、不易吸收水分、厚度较薄; 类型2优点:价格低;
缺点:结构复杂、易收水分,厚度比较厚。
FPC 2层材与3层材的区别:
COG工程
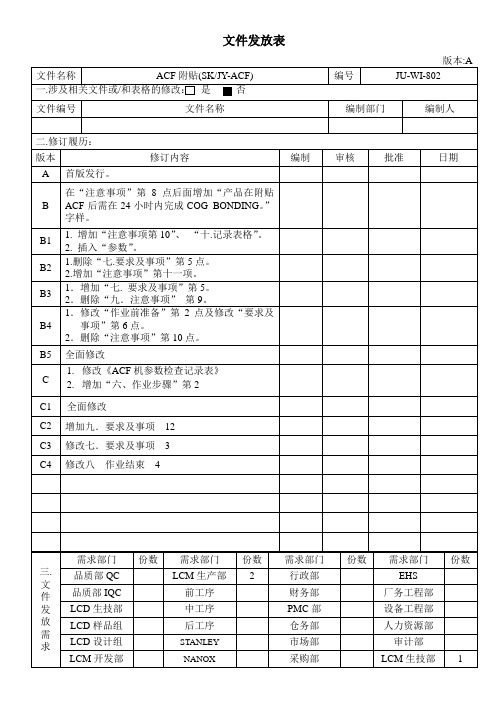
ACF贴附作业规范

2、定位好产品后再按吸真空按钮。
3、若操作出现异常及时按下红色紧急按钮
1、取下产品检查贴覆效果,效果OK后放入L槽内,批量生产流入下一工序
检查项目:ACF移位,ACF卷曲,ACF气泡,ACF长度
7、 ACF机图示
8、ACF贴覆位置检查标准
五、定义:无
六、作业程序
作业流程
图片说明
作业说明
注意事项
1、整理好工作台面、手指套;
2、对压头进行清洁,清洁压头须用无尘布沾乙酸乙酯清洁,并用刀片刮掉压头上的异物
1、作业前5分钟进行工作台清洁及准备好相关工具等工作
2、用刀片时注意不要刮伤压头
1、开机根据相关型号设定温度、时间、压力,选择ACF规格,并根据FPC长度设定ACF贴覆长度。
一、目的:规范ACF贴覆作业,使生产过程及产品品质受到控制。
二、适用范围:适用于佰得威生产部热压段ACF贴附岗位。
三、使用工具与物料:贴附机、SENSOR、ACF、无尘布、静电环、吸塑盘、手指套。
四、权责:1、生产部负责管理及按要求作业。
2、品质部负责对作业要求的稽核及监督。
3、采购部负责物料/工具的采购。
2、根据SENSOR的压合位置调整压头到PIN端上,使压头能全面覆盖PIN端
1、ACF解冻时间不低于30min,
2、压头不易太长,避免压到SENSOR的PIN端两端保护膜
1、从周转条架拿取待贴的SENSOR,不可触碰到ACF贴覆区域,将SENSOR平整放到作业平台上,并以定位挡片定位,
2、按下中间按钮机器处于吸真空状态,再双手同时按下两边的绿色按钮,机器开始贴覆
异方性导电胶膜(ACF)的基本原理和主要问题解析

异方性导电胶膜(ACF)的基本原理和主要问题解析摘要】随着电子产品朝轻,薄,短,小化快速发展,各种携带式电子产品几乎都已液晶显示器作为显示面板,液晶显示器已是重要的组成组件。
液晶显示器除了液晶面板外,在其外围必须连动驱动芯片作为显示讯号之控制用途。
本文主要介绍连接液晶面板与IC连接一种主流方式晶粒-玻璃接合技术(Chip on Glass;COG)使用的导电材料异方性导电胶膜(Anisotropic Conductive Film;ACF),以下简称为ACF。
【关键词】 COG;IC,ACF;贴付不良一、ACF基本原理1.1材料介绍1.1.1何谓异方性导电膜:其特点在于Z轴电气导通方向与XY绝缘平面的电阻特性具有明显的差异性。
当Z轴导通电阻值与XY平面绝缘电阻值的差异超过一定比值后,既可称为良好的导电异方性。
1.1.2ACF主要组成:主要包括树脂黏着剂、导电粒子两大部分。
树脂黏着剂功能除了防湿气,接着,耐热及绝缘功能外主要为固定IC芯片与基板间电极相对位置,并提供一压迫力量已维持电极与导电粒子间的接触面积。
1.2基本原理1.2.1导通原理:利用导电粒子连接IC芯片与LCD基板两者之间的电极使之成为导通,同时又能避免相邻两电极间导通短路,而达成只在Z轴方向导通之目的。
注:LCD面板(包括面偏光片和底偏光片);IC(集成电路):驱动和控制LCD显示;ACF(异方性导电膜):将IC与LCD或FPC与LCD连接;FPC(柔性线路板):连接和导电作用1.2.2ACF主要参数对bonding的影响:异方导电特性主要取决于导电粒子的充填率。
虽然异方性导电胶其导电率会随着导电粒子充填率的增加而提高,但同时也会提升导电粒子互相接触造成短路的机率。
此外,导电粒子的粒径分布和分布均匀性亦会对异方导电特性有所影响。
通常,导电粒子必须具有良好的粒径均一性和真圆度,以确保电极与导电粒子间的接触面积一致,维持相同的导通电阻,并同时避免部分电极未接触到导电粒子,导致开路的情形发生。
ACF预贴机工作原理与调机

电脑控制
ACF预贴机可以通过电脑控制,准确高效地完成 预贴工作。
调机步骤
调整张力轮
打开机器盖子,放松旋转张力轮螺母,轻松调节张力后再捆紧螺母。
检查胶带电压
确定胶带电压稳定,否则会导致胶带粘贴不牢,产生瑕疵。
保养清洁输送带
输送带必须保持干净,定期擦拭、清理,否则将影响粘贴效果。
调节机械臂高度
根据产品高度和宽度,调节机械臂的高度,以确保胶带被粘贴到正确的位置。
电脑系统突然停止运行
重启电脑或调整电脑参数。
总结和展望
ACF预贴机使得制造过程自动化和粘贴更加高效和精确,但是操作人员必 须具备充足的专业知识,以确保设备的顺利运行。未来,随着机器智能化 的提升,预贴机的性能和智能化会不断提高。 ~专业技术一种高效、节约时间和人力的设备,它可以粘贴各种模式和尺寸的 胶带,适用于很多行业生产流水线。
工作原理
调节张力轮
系统可以调节张力轮的压力,使得胶带更平滑 地粘贴在物品上。
调整输送带
输送带可以调整其速度、角度和位置,以确保 胶带被粘贴到正确的位置。
机械臂加工
机械臂可以自动化加工,并将胶带粘贴到要求 的位置。
常见问题解决方法
胶带不牢固
检查胶带电压、系统张力轮 的调整、胶带是否已过期、 是否有灰尘等情况。
胶带断裂
检查输送带的张力是否恰当、 张力轮的压力是否合适、换 用新的胶带、调试机械臂高 度等。
电脑出现故障
检查控制系统线路是否连接 稳固、软件是否正确安装、 是否有病毒等情况。
安全注意事项
1 穿戴防护设备
操作人员必须穿戴好防 护手套和护目镜,以保 证操作安全。
2 断电后方可进行维 3
修
在维修或清洁机器时, 必须断电,并贴上“维修 中,禁止开机”标签。
ACF贴附选型及参数
1.把机器打在手动状态下。
2.关掉电源,关闭机器后气。
3.整理、整顿好工作台及周边环境。
4.ACF从设备上取下后,若12hrs后不使用,用ACF封装胶带包好后放入冰箱存放。
九.注意事项
1. LCD要轻拿轻放,注意不要产生划伤、崩玻璃等。
2. LCDITO端子及附贴ACF严禁接触。
3. LCD背面如有异物可用无尘布醮洒精清洁,不可擦除的视为不良品处理。
B1
1.增加“注意事项第10”、“十.记录表格”。
2.插入“参数”。
B2
1.删除“七.要求及事项”第5点。
2.增加“注意事项”第十一项。
B3
1.增加“七.要求及事项”第5。
2.删除“九.注意事项”第9。
B4
1.修改“作业前准备”第2点及修改“要求及事项”第6点。
2.删除“注意事项”第10点。
B5
全面修改
3.贴附异常,用透明胶轻粘下ACF,用丙酮清洁后在半小时内贴附。
4. COG ACF不能盖住PIN/FPC/HSC的端子位,且不能与TAB ACF重合。
5. ACF长度设定及贴附后的要求:L+0.2<ACF长度<L+1mm(L为IC长度、FPC/TAB/COF宽度)。
XACF
6.ACF附贴位置参照制造图纸和贴附和检查标准。
4. ACF的IC BONDING区不可有异物。
5.工作不能把手放在压头下。
6.操作人员必须带手指套及静电环。
7.作业者不能擅自更改参数。
8.产品在附贴ACF后需在24小时内完成COG BONDING。
9.要求开始生产、调机后生产都要清洁ACF贴付压头、Stage、石英,正常生产时每小时清洁一次ACF贴付压头、Stage、石英有异常随时清洁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【摘要】随着电子产品朝轻,薄,短,小化快速发展,各种携带式电子产品几乎都已液晶显示器作为显示面板,液晶显示器已是重要的组成组件。
液晶显示器除了液晶面板外,在其外围必须连动驱动芯片作为显示讯号之控制用途。
本文主要介绍连接液晶面板与IC连接一种主流方式晶粒-玻璃接合技术(ChiponGlass;COG)使用的导电材料异方性导电胶膜(AnisotropicConductiveFilm;ACF),以下简称为ACF。
【关键词】C O G;I C,A C F;贴付不良
一、ACF基本原理
1.1材料介绍
1.1.1何谓异方性导电膜:其特点在于Z轴电气导通方向与XY绝缘平面的电阻特性具有明显的差异性。
当Z轴导通电阻值与XY平面绝缘电阻值的差异超过一定比值后,既可称为良好的导电异方性。
主要组成:主要包括树脂黏着剂、导电粒子两大部分。
树脂黏着剂功能除了防湿气,接着,耐热及绝缘功能外主要为固定IC芯片与基板间电极相对位置,并提供一压迫力量已维持电极与导电粒子间的接触面积。
1.2基本原理
1.2.1导通原理:利用导电粒子连接IC芯片与LCD基板两者之间的电极使之成为导通,同时又能避免相邻两电极间导通短路,而达成只在Z轴方向导通之目的。
注:LCD面板(包括面偏光片和底偏光片);IC(集成电路):驱动和控制LCD显
示;ACF(异方性导电膜):将IC与LCD或FPC与LCD连接;FPC(柔性线路板):连接和导电作用
主要参数对bonding的影响:
异方导电特性主要取决于导电粒子的充填率。
虽然异方性导电胶其导电率会随着导电粒子充填率的增加而提高,但同时也会提升导电粒子互相接触造成短路的机
率。
此外,导电粒子的粒径分布和分布均匀性亦会对异方导电特性有所影响。
通常,导电粒子必须具有良好的粒径均一性和真圆度,以确保电极与导电粒子间的接触面积一致,维持相同的导通电阻,并同时避免部分电极未接触到导电粒子,导致开路的情形发生。
常见的粒径范围在3~5μm之间,太大的导电粒子会降低每个电极接触的粒子数,同时也容易造成相邻电极导电粒子接触而短路的情形;太小的导电粒子容易行成粒子聚集的问题,造成粒子分布密度不平均。
在导电粒子的种类方面目前已金属粉末和高分子塑料球表面涂布金属为主。
常见使用的金属粉镍(Ni)、金(Au)、镍上镀金、银及锡合金等。
二、ACF贴附不良分析与改善
2.1ACF短贴
1)现象:ACF未完全贴合IC压合区域
2)原因:剪刀剪ACF的位置要位于压头前,并且两者要相距1-1.5mm,若靠的太近,压头可能会压到切刀切的位置,剥离离型纸时ACF在切口处被扯断,造成下一片ACF倒折,也可能造成此片贴付不良。
确认方法:在FPCACF贴付完毕后,目视或在显微镜下可看到压头压到的位置和没有压到的位置颜色有明显差异。
3)对策:若确认NG,1)看看剪刀机构是否松动;2)若没有松动,则需要打开后盖调整剪刀与压头的相对位置。
2.2ACF反折
1)现象:剪刀剪不断造成最后一颗反折。
2)原因:剪刀上有胶、剪刀倾斜、剪刀不锋利、切刀深度不够、切刀速度不当等。
确认方法:剪一段ACF,用胶带粘去时观察断口是否容易断开,若能断开,在断口处是否有被拉起而使ACF在离型纸上的颜色有所变化。
3)对策:a、先观察剪刀上是否有胶b、用安装剪刀的治具检查剪刀是否倾斜c、检查剪刀刀口是否磨钝d、若前3项都排除,可以通过调节剪刀速度来改善,因为调剪刀深度效果不明显。
三、结束语
总结本文,要对ACF材料原理熟悉并掌握相关制程原因可有效解决生产作业过程中造成的ACF贴附不良问题。
【参考文献】
[1]《电子制造技术——利用无铅、无卤素和导电胶材料》:[美]刘汉诚(u)、[美]汪正平、[美]李宁成(NingchengLee)、李世玮
[2]《液晶显示器件制造技术》,范志新,2000年12月
[3]《采用各向异性导电粘接剂完成电路互连》,《电子工艺技术》杂志,2003年
第24卷第6期。