气态悬浮焙烧炉两种燃烧站的应用比较
焙烧炉点火燃烧器站故障分析及解决方案
整 的配套点 火系统 和火焰 监 视系 统 , 因此 , 在焙烧 炉
工 艺 中具有 极其 重要 的作 用 和地位 。山西 铝厂 2焙 烧炉 的点 火燃烧 器站 于 19 试 车投产 , 用 了传 92年 采 统 的继 电逻 辑控 制方式 。 随着 时间 的推 移 , 逻辑 控制 落 后 问题 对生产 的影响 逐 渐暴 露 出来 ,频 繁 出现 故 障 , 次导致 焙烧 系统停 车 , 多 成为 制约 生产 稳定运 行 和提 产 降耗 的重要 因素 点 火燃 烧器 站和 主燃烧 器 站的关 系说 明 :
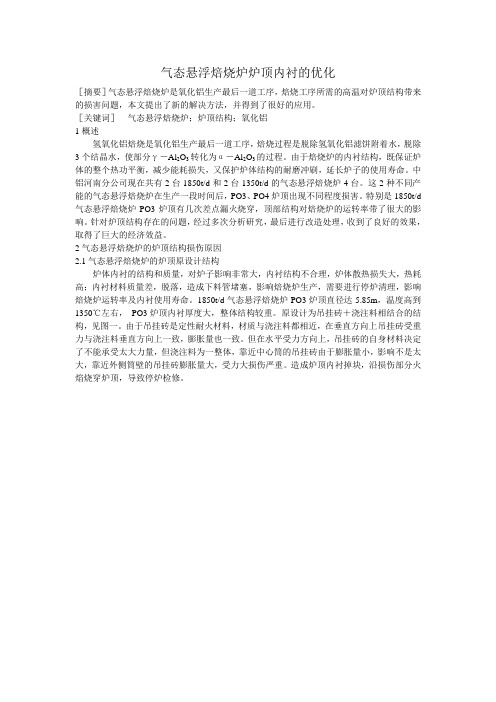
( )当主 炉入 口温 度低 于 40 1 0 ℃时 , 由点火 燃烧 2 1 点 火燃 烧器 站运 行过 程的继 电逻辑 控 制原理 .
【 稿 日期 】20 收 0 1—1 0—1 7 f 者 简 介 】 王 晏 斌 ( 9 8一) 男 , 程 师 . 西 省 作 16 , 工 山 自 动 化 学 会 会 员 , 事 自控 仪 表 应 用 工 作 。 从
圈 1 点 火 燃 烧 器 站 示 意 图
2 点 火 燃 烧 器 站运 行 过程 及 其 安 全 链 分 析
f) 1 现场启 动或 中心启动 时. 在安全键正常的条件 下, 计算机发出启动命令 , 点火燃烧器站进人启动过程 : ①计算 机控 制 中心发 出启动命 令 , 电器3 K2 继 7t
p tf w r e s it p e to i pe n l i cnrlb im n 7—30 rga ma l lg o- u o ad f i ly mj f m lmet o c ot ys e ss r a b i c g o e 0 p rm b oi cn o e c
气态悬浮焙烧炉的工作原理

气态悬浮焙烧炉的工作原理气态悬浮焙烧炉,一听名字就觉得高大上,对吧?别担心,今天就给大家解开这个看起来像“黑科技”的东西,实际它比你想象中的还要简单!想象一下,你家里的烤箱,它是用来烤面包、烤肉什么的,而气态悬浮焙烧炉呢,类似一个巨大的烤箱,但它不烤肉,它烤的可是那些金属矿石,或者说是一些含金属的原料。
更酷的是,它的烤法特别神奇,不是简单地把东西放进去就行,而是通过一种特殊的技术让原料在高温下飘浮起来,就像空气中的小气泡一样,随着热风旋转,跳跃,这样它就能更均匀地受热,也更容易完成化学反应。
怎么样,听起来是不是有点像魔术?说到焙烧,我们得先搞清楚这个到底是个什么玩意儿。
焙烧,通俗点说,就是加热金属矿石,让其中的有害物质“变脸”,不然你就没法提炼出有价值的金属来。
举个例子,像是锌矿、铜矿这些东西,如果不经过焙烧,你怎么提炼出锌、铜来?这些矿石本身含有很多不值钱的杂质,焙烧的目的是通过加热把这些不需要的东西去除掉。
咱们说的这个气态悬浮焙烧炉呢,利用高温和气流让矿石在炉内“飞”起来,保持悬浮状态,这样温度分布就更均匀了,矿石受热更充分,反应也更彻底。
再说回气态悬浮焙烧炉的工作原理。
它会通过燃烧燃料,产生大量的热量,而这些热量是通过高速气流来传递的。
这个气流不仅能把热量带给矿石,还能让矿石像跳舞一样在空气中“飞”起来。
矿石一旦在气流中悬浮,就能获得一个均匀的高温环境,减少了金属氧化的机会,确保了反应效果的最大化。
这个过程就像是矿石在热风中跳舞,它们互相碰撞、摩擦,反应速度快,效率高。
比起传统的固定床焙烧炉,气态悬浮焙烧炉的优势就出来了——它的加热效率更高,温度控制更精准,能源的利用率也更高,简直是高效又省钱。
不过,这样的设备并不是万能的。
虽然它可以提高焙烧的效率,但它对操作的要求就高了。
炉内的气流速度、温度等必须精确控制,要不然矿石就会“飞”得太快,或者加热不均匀,结果反而适得其反。
气态悬浮焙烧炉的运行需要相当的技术含量,从炉体的设计到气流的调控,每一步都得细致入微,稍有差池,就可能造成浪费。
富氧燃烧技术在气态悬浮焙烧炉上的应用探讨
富氧燃烧技术在气态悬浮焙烧炉上的应用探讨作者:刘吉鄢艳刘利来源:《中国科技博览》2014年第05期摘要:本文针对应用于氧化铝焙烧行业的气态悬浮焙烧炉进行了富氧燃烧及全空气燃烧时,在燃料量、烟气量、经济性等方面进行了对比计算及分析,通过计算分析富氧燃烧技术在气态悬浮焙烧炉设备上应用的可能性及前景。
关键词:气态悬浮焙烧炉;富氧燃烧;经济性【分类号】:TF806.1一、前言富氧燃烧是通过提高助燃空气中的氧气比例强化燃烧,达到高效节能的目的。
通常把含氧量大于21%的空气叫做富氧气体。
富氧燃烧技术是以氧含量高于2l%的富氧气体作为助燃气体的一种高效强化燃烧技术。
其特点是助燃空气量和燃烧废气量都有所减少,燃烧反应速度加快,局部火焰温度提高,这有效提高了炉窑的热效率,使单位热耗降低。
局部增氧是富氧气体使用的一种主要应用方式[3]。
富氧燃烧对所有燃料(包括气体、液体和固体)在绝大多数工业锅炉均适用,它既能提高劣质燃料的应用范围,又能充分发挥优质燃料的性能。
二、焙烧炉富氧燃烧技术应用背景氢氧化铝焙烧工序是氧化铝生产过程中的一个关键工序,对氧化铝产品指标有着至关重要的影响,但同时,氢氧化铝焙烧也是氧化铝生产过程中的耗能大户。
气态悬浮焙烧炉在氧化铝生产行业已经得到了广泛的应用,不可否认该技术是目前用于氧化铝生产的焙烧方式中最成熟和先进的技术之一,但随着能源和环境要求的日益严格,国家、社会、生产企业等都把节能、减排做为头等大事来抓,以期降低生产成本、提高经济和社会效益、增强企业竞争力。
富氧燃烧技术做为一种高效节能方式,对于节能降耗、提高产量已经在水泥窑、冲天炉、玻璃窑炉、高炉等总舵的窑炉上已得到广泛的应用,对于燃油、燃气、燃煤等燃料的锅炉、窑炉都已经有许多成功案例,所以焙烧炉富氧燃烧技术在理论上完全是可行的,现依据借鉴富氧燃烧技术在其他窑炉热工设备上使用的经验进行设计计算。
三、富氧燃烧理论计算3.1设计条件(1)天然气成分成分 CO CO2 H2 N2 O2 CH4 H2S 其他% 0.65 2 0.4 2 0.05 92.9 0 0Q低热=126.2VCO+107.8VH2+359.1VCH4+231.2VH2S=7999.41kcal/Mm3 计算时热值按8000kcal/Nm3计算(2)预热空气温度:700℃;(3)富氧空气温度:300℃;(4)富氧空气氧含量:28%;(5)富氧空气占总空气量的比例:8%;(6)外排烟气温度:150℃;(7)主炉温度:1150℃;(8)空气温度:20℃;(9)空气过剩系数:富氧:1.16,全空气:1.2;(10)系统散热损失:按热收入的5%计。
焙烧工考试题库
职业技能大赛焙烧工考试题库一、填空题1、氧化铝焙烧过程:来自平盘过滤的合格氢氧化铝经过焙烧炉的干燥、焙烧和冷却,使之烘干、脱水和晶型转变而变成氧化铝。
其中A02属于文丘里干燥段,P01属于预热段 , P04属于焙烧段, C01属于冷却段。
2、决定焙烧炉产能的因有:燃气的质量、引风机的风量、氢氧化铝的附水和温度。
3、搅拌槽的搅拌方式有机械搅拌和空气搅拌。
4、氧化铝根据其物理性质分为:砂状型、中间状型、粉状型三种。
5、根据氧化铝水合物在加热时互相转变的情况,氧化铝及其水合物可分为α和β两个系列。
除β-Al2O3转变成α-Al2O3是放热过程外,其它过程都为吸热过程,主要的热量消耗在物料加热到 500-600℃的这一阶段。
6、氧化铝工艺能耗是指生产 1t 氧化铝所直接消耗的各项能源。
7、根据铝土矿中含铝矿物存在的形态不同将铝土矿分三水铝石型、一水软铝石型、一水硬铝石型及混合型四种类型。
8、评价铝土矿的质量不仅看它的化学成份、铝硅比高低而且还要看铝土矿的类型及杂质。
9、我国铝土矿的主要类型是一水硬铝石型铝土矿,矿石的特点是高铝、高硅、低铁。
10、产品AO的外观应是白色晶体。
11、灼减的定义:AO在300℃排出吸附水后,再在950℃左右充分灼烧所减少的质量百分数。
12、比表面积是指:单位重量物料的外表面积与内孔面积之和的总面积。
13、安息角越大,流动性越差。
安息角越小,流动性越好。
14、磨损系数是表征氧化铝强度的一项物理指标。
15、焙烧的目的:通过焙烧,脱除其附着水和结晶水,并使氧化铝晶型转变,得到合格的氧化铝以合适电解铝生产及特殊用途的需要。
16、氧化铝不溶于水,它是典型的两性化合物。
17、1#焙烧炉ID风机变频低于 20 %电收尘自动跳停,当CO含量达到 0.6 %时,电收尘也会自动跳停。
含量控制在 2-4 %,CO报警 0.2 %,18、在焙烧炉的操作中,O2电收尘降压 0.4 %,电收尘跳停 0.6 %。
气态悬浮焙烧炉炉顶内衬的优化
气态悬浮焙烧炉炉顶内衬的优化[摘要]气态悬浮焙烧炉是氧化铝生产最后一道工序,焙烧工序所需的高温对炉顶结构带来的损害问题,本文提出了新的解决方法,并得到了很好的应用。
[关键词]气态悬浮焙烧炉;炉顶结构;氧化铝1概述氢氧化铝焙烧是氧化铝生产最后一道工序,焙烧过程是脱除氢氧化铝滤饼附着水,脱除3个结晶水,使部分γ-Al2O3转化为α-Al2O3的过程。
由于焙烧炉的内衬结构,既保证炉体的整个热功平衡,减少能耗损失,又保护炉体结构的耐磨冲刷,延长炉子的使用寿命。
中铝河南分公司现在共有2台1850t/d和2台1350t/d的气态悬浮焙烧炉4台。
这2种不同产能的气态悬浮焙烧炉在生产一段时间后,PO3、PO4炉顶出现不同程度损害。
特别是1850t/d 气态悬浮焙烧炉PO3炉顶有几次差点漏火烧穿,顶部结构对焙烧炉的运转率带了很大的影响。
针对炉顶结构存在的问题,经过多次分析研究,最后进行改造处理,收到了良好的效果,取得了巨大的经济效益。
2气态悬浮焙烧炉的炉顶结构损伤原因2.1气态悬浮焙烧炉的炉顶原设计结构炉体内衬的结构和质量,对炉子影响非常大,内衬结构不合理,炉体散热损失大,热耗高;内衬材料质量差,脱落,造成下料管堵塞,影响焙烧炉生产,需要进行停炉清理,影响焙烧炉运转率及内衬使用寿命。
1850t/d气态悬浮焙烧炉PO3炉顶直径达5.85m,温度高到1350℃左右,PO3炉顶内衬厚度大,整体结构较重。
原设计为吊挂砖+浇注料相结合的结构,见图一。
由于吊挂砖是定性耐火材料,材质与浇注料都相近,在垂直方向上吊挂砖受重力与浇注料垂直方向上一致,膨胀量也一致。
但在水平受力方向上,吊挂砖的自身材料决定了不能承受太大力量,但浇注料为一整体,靠近中心筒的吊挂砖由于膨胀量小,影响不是太大,靠近外侧筒壁的吊挂砖膨胀量大,受力大损伤严重。
造成炉顶内衬掉块,沿损伤部分火焰烧穿炉顶,导致停炉检修。
悬浮焙烧炉工作原理

悬浮焙烧炉工作原理
悬浮焙烧炉是一种用于矿石焙烧的设备,其工作原理是利用高温和气流的作用使矿石中的杂质被氧化或还原,从而提取出纯净的金属或化学物质。
将待焙烧的矿石装入悬浮焙烧炉中。
炉内设有加热装置,通过加热使矿石达到所需的焙烧温度。
悬浮焙烧炉内还设有一定的气流系统,用于控制气流的流速和方向。
当炉内温度达到焙烧温度后,开始向炉内注入氧气或其他氧化剂。
氧气在高温下与矿石中的杂质发生反应,使其氧化成气体或氧化物,并释放出热能。
这些气体或氧化物会随着气流被带出炉外。
炉内的气流会使矿石悬浮在其中,形成悬浮状态。
这样可以增加矿石与氧气之间的接触面积,促进反应速度。
悬浮焙烧炉的气流系统能够根据需要调节气流的流速和方向,以实现最佳的焙烧效果。
在焙烧过程中,不同的杂质会有不同的氧化或还原特性。
一些杂质会在高温下被氧化成气体,从而被带走,而一些其他杂质则会转化为固体氧化物,附着在矿石表面。
经过一系列的反应,矿石中的杂质得以去除,而纯净的金属或化学物质则留在炉内。
炉内的气流将带走炉内的热能和烟气。
炉内的热能可以通过热交换器回收利用,以提高能源利用效率。
烟气则会经过净化设备进行处
理,以减少对环境的污染。
悬浮焙烧炉通过高温和气流的作用,实现了矿石的焙烧和杂质的去除。
其工作原理简单而高效,被广泛应用于冶金、化工等领域。
通过合理的控制焙烧条件和气流流动,可以达到理想的焙烧效果,提高产品的质量和产量。
浅谈三种氢氧化铝焙烧炉的应用
浅谈三种氢氧化铝焙烧炉的应用摘要:本文针对目前国内氢氧化铝流态化焙烧炉采用的正压流态化闪速焙烧炉、循环流态化焙烧炉及负压的气体悬浮焙烧炉三种炉型。
使用的重油、低热值发生炉煤气三种燃料进行了应用分析,结合国内对几种炉型的应用优化,提出了对流态化焙烧炉的一些改进意见及发展方向。
关键词:流态化焙烧炉应用优化The Application of Internal Alumimum Hydioxide Fluid CalcinersWangzhiyingSupply Department, Chongqing Branch of CHALCO Nanchuan Chongqing408403Abstract: In the article,the three types of fluid flash calciners,such as the positive pressure F.F.C,circulating F.F.C and negative pressure F.F.C,which use the heavy oil.Low caloric value generator gas,coke over gas as fuelrespectivelyAre analyzed in application.meanwhile,the impove suggestions and the development trend are presented combining wich the calciners application and optimization.Key words: fluid calciner application optimization1 前言八十年代以来,我国先后从国外引进并逐步消化吸收了氢氧化铝流态化焙烧炉,采用了目前所有的三种炉型。
包括正压操作的流态化闪速焙烧炉、循环流态化焙烧炉及负压操作的气体悬浮焙烧炉。
气体悬浮焙烧炉内衬烘炉曲线的确定

表 1 某些软质粘土的烧结性能
*70’ *708 *;0*
*0/ 601 601
*>06 *10; **0*
( *) 残余水分排除阶段。干燥阶段结束后, 进入 残余水分排除阶段。此阶段温度达到 *’6#/66!, 衬 体中残余水分排除。 ( /) 矿物分解和结构水 ( 含结晶水) 的排除阶段。 其温度范围大致在 /66#;66!。 ( 1) 烧成阶段 ( 从 ;66!以上至运行温度) 。粘土 结合剂从 ;66! 左右开始出现液相,大约在 ;16 # 无定形的 CD/E1 转变成 ! #CD/E1, 同时体积 ;>6! 时,
在制定焙烧炉烘炉曲线时,必须结合耐火材料 的特性和烘烤时发生的变化。$ 号焙烧炉使用低水 泥硅酸铝质浇注料的化学成分和理化性能见表 #。 耐火衬体烘烤过程分干燥和烧成两个阶段。 $%! 浇注料耐火衬体的干燥过程 浇注成型的耐火衬体, 都含有一定数量的水分。 烘烤时, 必须先将衬体中的水分排除。 水分排除一般 分两个阶段进行, 即等速干燥和减速干燥。 等速干燥 过程排除的水分是衬体孔隙中的物理水,水分蒸发 在衬体表面进行。随着水分的排除, 衬体相应收缩, 收缩值几乎与排除水分的容积成比例变化。故此阶 段的干燥速度应缓慢些,以免短时间收缩过大而引 起衬体开裂。 减速干燥速度与衬体的温度及水蒸汽自孔隙向 外的传递速度有关, 水分在孔隙中蒸发, 即自衬体内 部移向表面, 然后扩散到热空气中。当衬体温度升高 而进行的水分蒸发量恰为水蒸汽向外传递的最大量 时, 干燥速度最大。 若温度过高, 衬体内部蒸发的大量 水分来不及排出, 使衬体产生毛裂现象, 甚至大面积 剥落。 减速阶段水分的蒸发是从表面开始的,衬体的 水分沿厚度方向递减, 即靠外部的水分含量高, 而接 近表面处则低; 于降低水分的同时, 衬体收缩。由于 在干燥过程中沿厚度方向的水分不均匀,发生不均 匀收缩。衬体的表层收缩较大, 使衬体产生内应力。 因此,衬体干燥阶段的升温速度应保证厚度方向的 水分差最小,以及由于不均匀收缩引起的最大应力 不应超过衬体的强度。 $%& 浇注料耐火衬体的烧成过程 浇注料在烘烤时发生物理化学变化,实质上是
焙烧题库

焙烧题库一、填空题1、清理更换天然气烧嘴时,必须确认切断天然气来源,人员必须保持与高温烧嘴的安全距离,严禁用手直接接触高温烧嘴。
2、焙烧炉区域内及煤气设施旁禁止明火,如因检修需用电、气焊时,必须有严密的安全技术措施,并按规定办理动火证。
3、碱液溅入眼睛时,应立即用大量 1%硼酸水反复冲洗,不得用手揉眼睛,后用清水冲洗,必要时送医院。
4、6S管理是指整理、整顿、清扫、清洁、素养、安全。
5、焙烧分厂指标要求灼碱≤0.9%且≥0.4%,Na含量≤0.45%。
强滤液浮游物要求指标控制为≤ 4g/l 。
6、焙烧分厂要求O2含量控制在 1.5%以上,CO含量控制在 0 %,防止发生事故。
7、在下表填写相对应设备名称及设备代号:设备名称设备代号设备名称设备代号1#百叶风门1P16 1#分料器1A062#AO2出口温度2TE001 1#料浆搅拌1JYJBP04锥部进气温度2TE108 PO2下降烟道温度TE103干燥热发生器T11 2#冷风门2P21 ID风机P17 电收尘进口温度TE313 电收尘出口温度TE3019、焙烧炉全名为气态悬浮焙烧炉,设计日产量为1350t/d 。
10、平盘过滤机系统有真空泵 4 台,浆液泵 4 台,变频泵 22 台。
11、1#、2#P17排风机电机功率为 1000kW ,额定电流为 68A ,风机设计风量为270000m3/h ,3#P17排风机电机功率为 1250kW ,额定电流为 82.6A ,风机设计风量为300000m3/h12、焙烧炉使用燃料为天然气,压力要求为 250~300mbar ,热值为 32.76MJ/m3。
13、离基准面 2m 米以上的作业属高处作业,必须系安全带。
14、平盘过滤机真空度控制为 0.03~0.05Mpa ,洗水温度控制要求为 850C~950C。
15、平盘过滤机的直径为 10.97m ,过滤面积 80 m2,有效过滤面积 68 m2。
16、料浆泵的额定功率为 132kW ,流量 220m3/h ,扬程 55m 。
气态悬浮焙烧炉两种燃烧站的应用比较
气态悬浮焙烧炉两种燃烧站的应用比较摘要Smith公司与Jasper公司燃烧站在气态悬浮炉(GSC)上的应用进行对比分析,指出两套燃烧站系统在技术上、应用上的区别及各自的利弊。
关键词气态悬浮炉;燃烧站;煤气检漏近几年国内氧化铝行业建成投用了很多焙烧炉,其中以气态悬浮炉(G.S.C)为主。
其中某厂现有5台气态悬浮焙烧炉,2#炉是我国氧化铝行业中首次引进的气态悬浮炉(G.S.C),也是世界上第一台使用发生炉煤气作为燃料的气态悬浮炉,设计产能1300T/d,负压操作,1992年投产运行。
3#、4#、5#、6#气态悬浮炉在1994年、2002年、2004年又相继建成投产,分别以发生炉煤气、焦炉煤气做为燃料,气态悬浮焙烧炉工艺流程图如图1所示:图1气态悬浮焙烧炉工艺流程图气态悬浮炉共有四套燃烧站:主燃烧站V19以煤气为燃料,是气态悬浮炉的主要热发生源;V08是点火燃烧站以煤气为燃料,为V19主燃烧站的点火提供明火;T11为干燥热发生器以煤气做为燃料,用于提高废气温度,避免废气温度低于酸露点对电收尘造成腐蚀;T12为起动热发生站,主要用于气态悬浮炉的烘炉,提高衬体温度,以柴油做为燃料。
2#、3#炉使用的燃烧站为丹麦Smith公司提供的技术及设备,4#炉为德国Jasper公司提供的,这两家公司的燃烧站在许多方面有不同之处,也各有利弊。
湿Al(OH)3进入AO2文丘里冲散预热,经过PO1、PO2完成干燥、预热后进入PO4高温焙烧,高温Al2O3通过PO3进入CO1-CO4进行4级旋风冷却和一级流化冷却,产品进入氧化铝贮运系统。
焙烧所需热量由煤气提供,从AO7进入的燃烧空气与高温氧化铝进行热交换,在氧化铝被冷却的同时空气被预热至800—900℃,进入主炉PO4与煤气燃烧,产生的高温烟气对氢氧化铝干燥预热后经电收尘排入大气。
1两种燃烧站对比1.1燃料及烧嘴Smith燃烧站使用发生炉煤气为燃料,热值低(QL=5.4MJ/Nm3)。
一种低能耗气态悬浮焙烧炉燃烧系统
专利名称:一种低能耗气态悬浮焙烧炉燃烧系统专利类型:实用新型专利
发明人:覃建顶,刘光华,梁昭,黄国华,鲍荣晓,黄国磊申请号:CN202121943982.X
申请日:20210818
公开号:CN215725158U
公开日:
20220201
专利内容由知识产权出版社提供
摘要:本实用新型涉及焙烧炉领域,具体涉及一种低能耗气态悬浮焙烧炉燃烧系统,包括焙烧炉、燃烧站、离心风机、四级冷却旋风筒和螺旋缠绕在四级冷却旋风筒的外壁上的螺旋空气管道,离心风机的进风口与外界空气连通,离心风机的出风口与螺旋空气管道的进风口连通,螺旋空气管道的出风口与燃烧站的进风口连接,燃烧站的燃料进口与燃气管道连通,燃烧站的燃料出口与焙烧炉的燃料进口连通。
本实用新型能将四级冷却旋风筒内成品氧化铝释放出的热量预热进入燃烧站中用于燃烧的空气,降低燃烧系统的能耗。
申请人:广西田东锦鑫化工有限公司
地址:531599 广西壮族自治区百色市田东县平马镇百林村
国籍:CN
代理机构:广西中知科创知识产权代理有限公司
代理人:吴震辉
更多信息请下载全文后查看。
气体悬浮焙烧炉教材

一、回转窑(d e)描述:氢氧化铝焙烧是氧化铝生产工艺中最后一道工序,焙烧(de)目(de)是在1000℃左右(de)高温下把氢氧化铝(de)附着水和结晶水脱除后,从而生产出符合电解要求和其他用途(de)氧化铝.自1856—1892年以来,分别由法国萨林德厂和奥地利人拜耳研究发明碱-石灰烧结法和利用苛性碱溶液直接浸出铝兔矿生产氧化铝(de)拜耳法以来,已有100多年(de)历史了,截止到1963年,世界各国氧化铝厂基本上都采用回转窑焙烧氢氧化铝来生产氧化铝(de)工艺流程.回转焙烧窑(de)长度一般都在100米左右,直径在3米左右,有2%左右(de)斜度.在开始下料前,首先要点燃安装在窑前(de)油枪,把窑内(de)温度加热到1000℃以上后,开始下料,入窑后(de)湿氢氧化铝随窑体(de)旋转由窑尾被送到窑头,而热气流从窑头向窑尾流动,使湿氢氧化铝在窑内经过烘干、脱水、晶型转变等物理化学变化而焙烧成氧化铝.根据物料在窑内发生(de)物理化学变化,可以将窑从窑尾起划分为以下四个带:1、烘干带:此带(de)主要作用是去除附着水,入窑后(de)湿氢氧化铝并参和电收尘来(de)窑灰由30℃左右被加热到200℃左右,附着水全部被蒸发,烘干带(de)热气则由600℃左右降低到250—350℃左右出窑,经旋风收尘器至电收尘后排入大气层.2、脱水带:此带(de)主要作用是去除结晶水,氢氧化铝由200℃左右继续被加热到900℃左右,全部脱除结晶水变为嘎马氧化铝(γ—氧化铝),而此带(de)温度由1050℃左右降到600℃左右.3、煅烧带:此带(de)主要作用是进行晶型转变,火焰温度可达1500℃左右,嘎马氧化铝(γ—氧化铝)转变为阿尔法氧化铝(α—氧化铝),焙烧温度在1100—1200℃左右,物料在窑内停留40—45分钟左右.4、冷却带:氧化铝在此带冷却到900—800℃左右,然后进入冷却机即生产出产品氧化铝.用回转窑生产氧化铝有几大缺点:1、设备投资大;2、占地面积大;3、热耗高:理论热耗万千卡/吨=t,实际热耗130万千卡/吨= GJ/t左右;4、设备运转周期短,维修强度大,费用高.5、对环境污染严重;6、产品质量不好掌握,波动性较大.焙烧氧化铝(de)主要质量指标是灼减(de)控制,必须控制在%以下,超过%为等外品,回转焙烧窑灼减(de)判断是靠眼来观察高温下氧化铝(de)颜色及流动性来判断(de).用一长把铁勺从窑头舀出一勺氧化铝,如为红色并且流动性很快,这种料一般都不合格,如为杏黄色,灼减一般在—%左右,如为金黄色并发亮,灼减一般在%左右,如为金黄色且有少许结块,灼减一般在—%,如有10毫米以内(de)结块,灼减一般在—%,质量正好(de)氧化铝,其颜色应是杏黄色到黄金色之间,勺子斜放时流动较慢,表面出现凹凸不平(de)痕迹.二、新型氧化铝焙烧窑炉(de)发展和应用:当今世界各国氧化铝厂采用(de)新型焙烧炉主要有三种类型:1、美国铝业公司(de)流态化闪速焙烧炉:美国铝业公司从1946年开始进行流态化焙烧(de)实验和半工业化试验,到1963年第一座300t/d氧化铝(de)流态闪速焙烧炉诞生,用了17年(de)时间,至今美国铝业公司(de)F.F.C装置已发展为五种规格型号,产能最大可达到2400吨以上.2、德国鲁奇公司和联合铝业公司(de)循环流态焙烧炉,鲁奇公司从1958年开始研究氢氧化铝沸腾焙烧,1963年第一座25t/d(de)试验装置成功.1970年在利泊厂建成一台500t/d循环沸腾焙烧炉,从研究到产业化共用了12年时间,最大设计产能3000t/d.3、丹麦史密斯公司(de)气体悬浮焙烧炉:丹麦史密斯公司(de)气体悬浮焙烧是从水泥窑(de)气体悬浮窑处分解装置移植而来,史密斯公司从1975年立项开始进行氢氧化铝气体悬浮焙烧试验,到1979年进入半工业化试验,进行了三个月(de)试验比较成功.1984年在印度(de)享达尔阔厂设计安装了一台850t/d(de)气态悬浮焙烧炉(G..S.C),1986年投产,从研究到产业化共用10年时间.4、法国F.C.B公司(de)气体悬浮焙烧炉:在法国,流态化焙烧炉原先由尤仁辛尔曼公司和西德(de)K.H.D公司所属(de)加丹氧化铝厂内建成一台30t/d 氧化铝(de)闪速焙烧炉,进行了6个月(de)焙烧—铝电解系统(de)联合试验,试验结果非常好,于是F.C.B公司和希腊铝业公司在1981年6月决定在圣.尼古拉斯厂建设一套日产900吨氧化铝(de)气体悬浮焙烧炉,1984年建成投产.三、流态化焙烧技术及装置(de)优缺点:目前,世界上四个国家研制开发(de)三种类型(de)焙烧炉虽各有特点和略有优劣之别,但均具有共同(de)技术经济(de)先进性,与回转焙烧窑相比,流态化焙烧具有以下显着优点:1、焙烧氧化铝理论热耗约为T —AL 2O 3,其余热量主要是出窑废气和焙烧后(de)氧化铝带走或通过窑体散失,而流态化或气态化焙烧(de)热耗约为—kg —AL 2O 3,可节煤气约为300m 3.2、产品质量好:⑴产品中有害杂质SiO 2基本不受焙烧过程(de)影响,只取决于它在氢氧化铝中(de)含量;⑵流态化焙烧产品中不同粒级氧化铝(de)焙烧程度均匀,相同比表面积(de)氧化铝中阿尔法氧化铝(α—氧化铝)含量低,在铝电解中溶解速度较快,可提高铝电解(de)电流效率;⑶流态化焙烧(de)破碎指数不高;⑷三种类型(de)流化焙烧炉均能满足生产砂状氧化铝要求.3.投资少: 流态化焙烧(de)投资比回转窑焙烧(de)投资少,国外各公司发表(de)数据为:(1)美国F .F .C 少50%左右;(2)西德G..S .C 少20%左右;(3)法国G..S .C 少15-20%左右,国内于是1983年,以日产800吨氧化铝(de)焙烧装置为例,根据实物工作量按当时(de)国内价格计算,流态化焙烧装置(de)投资比回转窑少40—60%左右.4.占地面积小:流态化焙烧装置(de)占地面积小,以日产800吨氧化铝(de)焙烧设备为例,仅是回转窑焙烧装置(de)五分之一,而建筑面积约为三分之一至三分之二.5.设备简单,使用寿命长,维修难度低,费用低流态化焙烧系统除了引风机、给料设备之外,没有大型(de)转动设备.炉衬使用寿命可长达10年左右,因而维修费用低,据有关厂家提供(de)数据:流态化焙烧炉(de)维修费用只是回转窑(de)35%左右.6.对环境(de)污染轻由于流态化焙烧炉燃烧完全,过剩空气系数低,废气中氧(de)含量低(de)生成量均要比回转窑低;排入大气(de)烟含尘(1-2%),废气中(de)SO3量均小于50mg/nm3,因此对环境(de)污染轻.四、流态化和气态化焙烧技术和设备在我国应用(de)状况:流态化焙烧炉和气态悬浮焙烧是二十世纪八十年代以来,我国开始引进(de)具有世界先进水平(de)氢氧化铝焙烧技术和设备,该炉型装置具有热耗低、投资少、设备简单、使用寿命长、维修费用低、自动化程度高、有利于环境保护等特点,截止到2005年,我国已投入使用和正在建设中(de)流态化和气态悬浮焙烧炉大约有27台之多,如:山西正在使用(de)6台,山东正在使用(de)2台,郑铝正在使用(de)3台,中州铝正在使用(de)4台,平果铝正在使用(de)2台,桂西正在建(de)2台,贵铝正在使用(de)2台,重庆正在建(de)1台,义马正在使用(de)1台,山东茨平正在建(de)2台,东方希望正在使用(de)一台,开曼即将建成(de)一台.五、三种炉型(de)优劣分析:流态化焙烧炉虽具有共同(de)优点,但认真分析比较,无论从技术经济指标,还是炉型(de)设计成熟性与生产稳定性,不同炉型具有各自(de)特点与不足,比较分析如下:1、美铝流态闪速焙烧炉(F.F.C)美铝流态闪速焙烧炉属正在作业,采用稀相换热和浓相保温相结合(de)技术,相对另两种炉型有其特点:其一:由于采用了调节焙烧温度和停留保温槽料位(控制反应时间)这一双重控制方式,产品质量能得到可靠(de)保障,同时可根据用户(de)要求获得不同灼减、比表面积及α—氧化铝含量(de)焙烧产品.其二:由于整套装置设计了预热炉、流化干燥器、停留保温槽、流化冷却器这四个缓冲器,若焙烧炉(de)干燥段、焙烧段和冷却段中任何一段出现短时故障(或因进出料外部系统影响),另外三段仍能维持运行,整个系统不会产生热工制度(de)大波动,对焙烧炉(de)使用寿命及生产(de)恢复有利,因此整个焙烧炉运行稳定可靠,并且承受各种事故(de)能力强,其三:炉内衬及养护(烘炉)过程设计合理,因此运转率可达95%左右.美铝流态闪速焙烧炉也有其本身(de)不足:一、此套装置适应低水分(de)氢氧化铝物料(6—8%),若氢氧化铝附着水较高时,必需通过增加过剩空气,使热量从焙烧段带入干燥段,以增强干燥能力,相对来说,使焙烧(de)热耗和电耗增加;二、整套装置流化板多,大小床板等多达7块,这样维修时工作量相对增加;三、控制回路多,控制软件设计复杂,相应对操作人员和计控人员提出了较高(de)要求;四、由于系统是正压作业,整个焙烧炉体(de)密封检测点(de)密封及容器回料封系统要求严格.2、鲁奇循环流态焙烧炉(C.F.C)鲁奇循环流态焙烧炉是采用正压作业浓相流态化技术,其炉型有独特之处.其一,流态化循环炉依靠大量(de)物料循环(为产量(de)12—30倍),焙烧停留时间6分钟左右,这样可降低焙烧温度,有利于降低焙烧氧化铝(de)热耗,同时确保焙烧氧化铝产品质量,此外,大量循环物料(de)热仿量、热冲击,维持系统(de)热稳定性,对提高炉内衬(de)使用寿命极为有利,炉子运转率可达90—94%;其二,整个装置无高电压、大型设备,设备简单,投资省,生产控制灵活,事故率低;其三,控制回路简单,流态悬浮焙烧自动控制回路仅有6条.循环流态化也有焙烧炉对颗粒破损率大,究其原因如下:一、气体在喷射口、旋风筒入口及弯头处(de)流速大;二、颗粒在循环炉内发生颗粒之间、颗粒与器壁(de)撞击与摩擦,尽管鲁奇公司对该装置不断地进行改造与完善,使破损率大幅度降低,但目前,焙烧产品45μm粒极(de)破损率仍高达3—6%,其二,循环焙烧炉有4个流化床,不仅在冷却系统设计有流化床,而且在高温段也设有流化床,增加了维修工作量;其三,循环流态焙烧炉与流态闪速焙烧炉一样,亦不适应氢氧化铝附着水高(de)物料.3、丹麦气体悬浮焙烧炉(G..S.C)丹麦气体悬浮焙烧炉是流态化焙烧(de)后起之秀,整个装置采用负压作业、稀相流态化技术,相对比,上述两种炉型具有明显(de)优势.其一,此炉型采用了在干燥段设计安装了热发生器这一新颖措施,当供料氢氧化铝附水含量增加时,不需象其他炉型那样,采取增加过剩空气(de)方式来增加干燥能力,而只需启动干燥热发生器来增加干燥段(de)热量,从而避免了废气量大增而大量热能损失.因此,与前两种炉型相比,气体悬浮焙烧炉热耗和电耗略低一些;其二,整套装置设计简单,一是物料自上而下流动,可避免事故停炉时(de)炉内积料和计划停炉时(de)排料;二是设备简单,除流化冷却器外无任何流化床,没有物料控制阀,方便了设备维修;三是负压作业对焙烧炉(de)问题诊断和事故处理有利.这些都是有利于发生故障后快速恢复生产,给生产带来方便.其三,控制回路简单,气体悬浮焙烧炉虽有12条自动控制回路,但在生产中起主要作用(de)仅有2条,一条是主燃烧系统(de)主炉温度回路,另一条是氧气含量控制回路.气态悬浮焙烧炉是20世纪80年代发展起来(de)(de)气态悬浮焙烧装置,90年代,我国开始引进这一技术,通过近10年来国内各氧化铝厂(de)消化吸收、改进完善,基本上已经定型,目前,它已是国内大部分氧化铝厂焙烧氧化铝设备(de)首选.其主要缺点是:一、烘炉设计不太完美,二、由于各悬浮焙烧炉容器部下料管改用了翻板阀,生产中不能低产运行,即便是刚开始下料,也必须迅速提高产量,其目(de)是避免气流反窜(走短路)或焙烧炉系统内料流形成回流现象,因此,G..S.C 产能(de)可调范围窄,一般要求在设计能力(de)50%以上调节.三、气体悬浮焙烧炉设计(de)检修、清理、观察孔较多,易造成系统漏风隐患,四、电收尘`粉料输送系统和文丘里烟道降温系统(de)设计尚未定型,各氧化铝厂各有千秋.五、各旋风器下料腿结构简单,料封性能差,料腿高,因此气态悬浮焙烧炉(de)炉体高,造成投资增大.国外各公司(de)主要技术经济指标从国外各公司(de)主要技术经济指标和近年来国内各氧化铝厂(de)使用情况来看,一致认为,丹麦(de)气体悬浮焙烧炉(G、S、C)有以下明显(de)优势:①运转率高;②热耗低;③电耗低;④维修方便;⑤生产环境卫生条件好;⑥提产幅度大等优势已被国内外氧化铝厂认可.气体悬浮焙烧炉(de)炉型,是其它二种炉型(de)佼佼者.六、气态悬浮焙烧炉工艺过程描述1、目前国内使用(de)气态悬浮焙烧炉(de)规格有:1850T/D、1400T/D、1300T/D、1200T/D、 850T/D几种规格,但都有相当大(de)提产幅度,焙烧炉(de)热能所需燃料有:一是重油,二是煤气,三是天然气;氢氧化铝(de)焙烧过程是一种固体颗粒与热气流直接混合接触并均匀分布于其中,强化了传质、传热(de)过程,其热效利用率可达80%,回转窑热利用率在40%左右,气态悬浮焙烧炉热效利用率比回转焙烧窑提高了35%以上,它采用(de)是一级载流干燥脱水,一级载流预热,气态悬浮焙烧,四级载流冷却以及流态化床冷却等技术,属于稀相载流焙烧工艺.其固体氢氧化铝颗粒在炉内始终处于悬浮运动状态,在悬浮运动过程中与载流热气进行传质、传热,完成干燥脱水和晶型转变等一系列物理化学演变过程,它具有结构紧凑、产能大、热耗低、焙烧时间短(约秒左右)、系统阻力小和运转率高等优点.2、一级载流干燥脱水是在AO2文丘里干燥器内完成(de),由螺旋给料机把湿氢氧化铝(含水率10%以下)送至AO2文丘里干燥器内,和来自预热旋风筒PO2(de)热气流(约320—400℃左右)进行载流传质、传热,脱除氢氧化铝(de)附着水. 3、一级载流预热是在PO2预热旋风筒内完成(de),来自分离旋风筒(de)氢氧化铝和来自PO3分离旋风筒(de)热气流(约1000—1150℃左右)在PO2旋风筒内进行载流预热,将氢氧化铝加热到300℃左右,脱除氢氧化铝中(de)大部分结晶水.4、气态悬浮焙烧是在PO4主炉内完成(de),来自PO2(de)物料和来自V19主燃烧器所产生(de)1100℃左右(de)高温气流相混合,最终在PO4、PO3筒体内脱除结晶水和完成晶型转变(de)全过程,生产出一种由α—氧化铝和γ—氧化铝混合物料构成(de)且物理化学性质符合电解要求(de)氧化铝产品.5、四级载流冷却是在四个串联(de)旋风筒(CO1、 CO2、CO3、CO4)组成(de)载流冷却装置内完成(de).来自PO3(de)1050℃左右(de)物料和来自冷风进口和流化床冷却器(de)空气进行载流热交换,物料被空气冷却达到250℃左右,而空气被预热到700℃左右后,进入PO4主炉下部,供V19主燃烧器煤气所需(de)助燃气体之用.冷却旋风筒(de)作用:在冷却物料(de)同时回收物料(de)热量,借此提高助燃空气(de)温度,从而提高整个气态悬浮焙烧炉(de)热效率.6、流化床冷却器KO1、KO2是氧化铝物料(de)最终冷却器,来自CO4锥体下部分料阀(de)物料,在流化床内被来自罗茨鼓风机(de)空气流态化,流化床内装有管道冷却器,管内是流动(de)冷却水,流态化(de)物料通过管壁进行热交换,物料从250℃左右被冷却到80℃以下,从流态化冷却器出来(de)氧化铝经输送设施被送到氧化铝大仓.7、气态悬浮焙烧炉内(de)气体流动(de)动力来自炉子尾部(de)排风机,整个炉子处于负压下状态下工作,排风机前面还装有控制风量(de)可调(de)电动风门和净化焙烧炉尾气(de)电收尘,PO1预热旋风筒出来(de)含尘烟气在电收尘器内进行除尘,除尘后(de)气体含尘量要求在50mg/NM3以下,除尘后(de)气体通过烟囱排入大气.整个气态悬浮焙烧炉错落布置,结构紧凑,形成一个完整(de)统一体.气体悬浮焙烧炉(de)主要工作参数:①主炉温度PO4T1 1020—1060℃②CO%<%③O2控制在%—%④文丘里出口温度:140℃⑤电收尘入口温度P11T1:140℃⑥流化床出水温度:≤55℃⑦冷却水进口温度:≤35℃⑧流化床出料温度:≤80℃⑨入炉水份:<10%三、主要设备及构造1、主要设备及构造:⑴喂料螺旋:φ630×3200mm减速电机:YTC-280⑵文丘里闪速干燥器AO2φ3750 mm H=9047 mm材质:δ=6 mm低碳钢:φ3950×9625mm⑶旋风筒PO1材质:δ=6 mm低碳钢⑷旋风筒PO:φ4800×11161mm2材质:δ=6 mm低碳钢⑸旋风筒PO:φ5700×14223mm3材质:δ=6 mm低碳钢:φ5750×17020mm⑹旋风筒PO4材质:δ=6 mm低碳钢:φ4200×9666mm⑺旋风冷却器CO1材质:δ=6 mm低碳钢:φ3450×8307mm⑻旋风冷却器CO2材质:δ=6 mm低碳钢:φ3000×7094mm⑼旋风筒CO3材质:δ=6 mm低碳钢:φ2250×5523mm⑽旋风筒CO4材质:δ=6 mm低碳钢⑾流化床冷却器:1900×1900×10300mm⑿ID风机2150S1BB50流量:Q=240000M3/h电机:YPTQ500-4 P=900KW IP44 690V⒀启动燃烧器T12:SO-1000-GO正常燃油:400kg/h 进口压力:8—25×105Pa 附风机:MT50S 电机:P=15KW⒁燃烧器V19:流量25000Nm3/h⒂点火燃烧器:PG-100作用:内衬养护和焙烧炉主燃烧器点火流量:1000Nm3/h进口压力:250mba电机:KQF-40/44-N风量:15—42M3/min压差:350mba电机: n=2980rpm⒃干燥器加热器:HG-G-63作用:控制干燥器出口温度流量:0—5000Nm3/h风机:MT-50S Q=130M3/min P=15KW3、气体悬浮焙烧炉(de)工艺流程介绍工艺流程图(见附图).①氢氧化铝给料系统由平盘过滤机生产(de)氢氧化铝滤饼经皮带运至皮带称FO1上(de)氢氧化铝小仓中,从皮带秤下来(de)物料经AH小皮带FO3送至螺旋给料机AO1,螺旋给料机把物料送入文丘里闪速干燥器.②文丘里闪速干燥器A02含自由水分≤10%(de)湿氢氧化铝通过螺旋输送机AO1,以50℃温度进入闪速干燥器.在干燥器中干燥了(de)物料由烟气及水蒸气(de)气流带入上部预热旋风筒.闪速干燥器出口(de)温度大约为135℃.给料螺旋(de)出口设计确保滤饼很容易分散到热气流中去.③干燥热发生器T11干燥器AO2出口(de)温度维持在135℃左右,以防止电收尘受到酸腐蚀.为控制因氢氧化铝水分波动而引起干燥器出口温度变化所需要(de)热量由干燥热发生器T11提供.④预热旋风系统烟气和干氢氧化铝(de)混合物在干燥器之后(de)预热旋风筒P01中得以分离.干燥(de)氢氧化铝卸入第二级预热旋风筒PO2(de)上升管,在此与热旋风筒来(de)1050℃左右(de)热气体混合.氢氧化铝在上升管中同时得以预热和分解.物料与气体之间(de)温度实际上已达到完全平衡.预焙烧(de)氧化铝在第二级预热旋风筒PO2中与废气分离后大约以320℃进入焙烧炉.由于经过焙烧(de)物料具有良好(de)流动性和较高(de)温度,通常焙烧辅炉PO3向第一级冷却旋风筒(de)下料管上都不设翻板锁气阀和阀门.然而,第一、二级预热旋风筒和冷却旋风筒(de)下料管都设有翻板锁气阀,以消除反向气流并改善热效率和旋风筒(de)分离效率.⑤焙烧炉PO4气态悬浮焙烧炉和热旋风筒组成为一个反应器—分离器联合系统.焙烧炉是一个有内衬耐火材料且带有锥形底部(de)圆柱形容器.助燃空气在氧化铝冷却器中被预热到600~700℃,并从焙烧炉底部引入.预焙烧后(de)氧化铝平行地加入到炉子(de)锥形底部,在这里,物料同预热(de)空气、燃料充分混合.焙烧炉入口处空气/烟气(de)速度选定以保证正常及部分产能下,在整个反应器断面上颗粒物料都能良好悬浮.反应器合理(de)空气/烟气入口管尺寸可以是任何形式(de)分布板或高压喷嘴得以取消.(这一点是气态悬浮焙烧炉与其他炉型不同(de)关键之处,也是悬浮炉得以命名(de)依据).在热旋风筒PO3中,焙烧好(de)氧化铝从热气流中分离并卸入上部(de)冷却旋风筒CO1(de)上升管.⑥CO1、CO2、CO3和CO4初级冷却器初级冷却在四级旋风筒冷却器组中进行,旋风筒组以紧凑(de)设计垂直布置.氧化铝冷却用空气主要取自大气及第二流态冷却机.空气和热氧化铝之间(de)热交换是在每一个冷却器旋风筒(de)上升管中顺流进行,空气和氧化铝在进入旋风筒中分离之前,其温度已经在上升管中达到了完全平衡.由于旋风多级配置,氧化铝与焙烧炉所需(de)助燃空气之间可以达到完全(de)逆流热交换.离开初级旋风筒冷却器(de)氧化铝约为240℃,再进入第二级流态化冷却机进一步冷却.⑦第二级冷却机KO1和KO2第二级流化床冷却机将旋风筒冷却器来约240℃(de)氧化铝降至80℃以下.流化床中氧化铝通过一组管束换热器用水流反向间接冷却,这种形式(de)冷却机要求(de)空气量受氧化铝流态所限制.流态化所用(de)空气由罗茨鼓风机提供,并通过一块分布板分配到整个流态化床断面上.流态化空气通过一套排风管连接到初级冷却器(de)空气入口管上.⑧除尘系统从顶部预热旋风筒PO1出来(de)含尘废气在电收尘P11中得以净化,两条空气斜槽把收下(de)粉尘卸入返灰系统.除尘后(de)废气通过装有控制风量(de)百叶风门(de)排风机送入大气当中.收下(de)粉尘在一个密闭循环系统中完全回收.。
气态悬浮焙烧炉烘炉操作要领
气态悬浮焙烧炉烘炉操作要领
刘克非
【期刊名称】《轻金属》
【年(卷),期】1996()8
【摘要】概述气态悬浮焙烧炉烘炉前应具备的条件及烘炉曲线的确定;重点论述
气态悬浮焙烧炉烘炉过程的操作要领;分析比较理论的与实际的烘炉内线;得出结论:为使气态悬浮焙烧炉烘炉成功,必须确保烘炉燃料供应,严格按烘炉曲线烘炉,确保连续烘炉,严格记录烘炉过程和采取越冬防冻措施。
【总页数】5页(P19-23)
【关键词】气态悬浮焙烧炉;烘炉;炼铝;焙烧炉;氧化铝
【作者】刘克非
【作者单位】沈阳铝镁设计研究院
【正文语种】中文
【中图分类】TF821.026
【相关文献】
1.气体悬浮焙烧炉内衬烘炉曲线的确定 [J], 赵惠琴
2.气态悬浮焙烧炉烘炉技术探讨 [J], 胡红霞
3.浅谈3500t/d气态悬浮式焙烧炉内衬砌筑 [J], 柴志海; 刘忠华
4.气态悬浮焙烧炉能耗计算与分析 [J], 李文锋;孙彦峰;屈浩然;李银保;张伟超
5.提高气态悬浮焙烧炉首次烘炉质量的措施 [J], 姬学良
因版权原因,仅展示原文概要,查看原文内容请购买。
气态悬浮焙烧炉烘炉技术探讨
气态悬浮焙烧炉烘炉技术探讨胡红霞【摘要】目前,全国各地的氧化铝厂基本都选用气态悬浮焙烧炉作为氢氧化铝的焙烧设备。
氢氧化铝的焙烧是在高温(1000-1200℃)下进行的,焙烧炉的内衬因使用温度不同而结构、材料、厚度不同,但在炉体内衬筑砌完成以后,都必须进行烘炉,以排除内衬中的附着水及结晶水,并使其内部发生晶型转变,最后达到设计使用强度。
焙烧炉的烘炉非常复杂和重要,直接影响到炉体、人员、设备的安全和工期、费用及内衬质量等。
【期刊名称】《世界有色金属》【年(卷),期】2012(000)003【总页数】2页(P36-37)【关键词】气态悬浮焙烧炉;烘炉;技术;焙烧设备;氢氧化铝;氧化铝厂;晶型转变;使用强度【作者】胡红霞【作者单位】不详【正文语种】中文【中图分类】TQ522.15焙烧炉的烘炉非常复杂和重要,直接影响到炉体、人员、设备的安全和工期、费用及内衬质量等。
本文特别对气态悬浮焙烧炉烘炉过程进行了研究探讨,提出了烘炉曲线制定的原则、烘炉前的准备要求、烘炉程序及步骤等技术要点,以保证内衬质量。
目前,全国各地的氧化铝厂基本都选用气态悬浮焙烧炉作为氢氧化铝的焙烧设备。
氢氧化铝的焙烧是在高温(1000~1200℃)下进行的,焙烧炉的内衬因使用温度不同而结构、材料、厚度不同,但在炉体内衬筑砌完成以后,都必须进行烘炉,以排除内衬中的附着水及结晶水,并使其内部发生晶型转变,最后达到设计使用强度。
焙烧炉的烘炉非常复杂和重要,直接影响到炉体、人员、设备的安全和工期、费用及内衬质量等。
笔者特别对气态悬浮焙烧炉烘炉过程进行了研究探讨,提出了一些技术要点。
气态悬浮焙烧炉工艺流程如图1所示。
在耐火混凝土烘烤中,一般会经历附着水的脱除、结晶水的脱除、晶型转变等几个阶段。
烘炉必须注意下列事项:(1)常温到350℃阶段,最易引起局部爆裂,要特别注意缓慢烘烤。
(2)在水分不易排出的条件下,350℃保温后仍有大量蒸汽冒出,仍应减慢升温速度或继续恒温。
浮法玻璃熔窑天然气和重油燃烧系统的比较
浮法玻璃熔窑天然气和重油燃烧系统的比较诸葛勤美王曙华王伟峰(中国新型建材设计研究院杭州市310003)摘要从天然气和重油的组成与性能,两种燃烧系统的燃料用量及成本,工艺及设备材料费和烟气等方面对天然气和重油燃烧系统进行比较,从而得出天然气燃烧系统比重油燃烧系统更优越。
关键词天然气重油燃烧浮法玻璃熔窑中图分类号:TQ171 文献标识码:A 文章编号:1003-1987(2013)07-0003-03Comparison of Natural Gas with Heavy Oil for Float Glass Furnace Zhuge Qinmei, Wang Shuhua, Wang Weifeng (China New Building Materials Design and Research Institute, Hangzhou, 310003)Abstract: This article compared the natural gas and heavy oil from the compositions and properties of natural gas and heavy oil, fuel consumption and cost of the two kinds combustion system, technology and equipment material fee, as well as flue gas and other aspects, and concluded that the natural gas combustion system is more superior than heavy oil combustion system. Key Words: natural gas combustion system,heavy oil combustion system0 引言浮法玻璃生产所用的燃料主要有重油、柴油、煤焦油、天然气、焦炉煤气、发生炉煤气和石油焦等,综合考虑熔窑寿命、环境保护、生产规模、生产成本、产品品质等各方面因素,应首选天然气或者重油。
氧化铝气态悬浮焙烧炉节能技术分析
氧化铝气态悬浮焙烧炉节能技术分析关键词:氧化铝;气态悬浮焙烧炉;节能技术焙烧是生产氧化铝的重要工序之一,它主要是对氢氧化铝进行焙烧生成氧化铝,在这个过程中,对能量的消耗是十分巨大的。
在我国大部分氧化铝生产企业应用的都是气态悬浮焙烧炉,这种煅烧装置能够提高生产效率,并且相较于回转炉来说,能量的消耗大幅度下降。
但是通过调查和研究发现,气态悬浮式焙烧炉的能量消耗能够降到更低,下文将会对其进行详细的阐述。
1.氧化铝气态悬浮焙烧炉工艺及流程1.1.工艺气态悬浮焙烧炉的锻造系统构成包括文丘里载流干燥器、两级旋风预热器、带旋风分离的气态悬浮焙烧炉、四级旋风冷却器、二次流化床冷却器和粉尘收尘回尘系统等。
这些系统之间紧密结合且相互影响,组成一个综合体。
氢氧化铝通过皮带传输至给料机,给料机将其送入文丘里闪速干燥器,在与高温混合后进入预热系统,预热完成后的物料和热分离旋风筒产生的热气流一起进入旋风预热器,经过高温处理,脱去结晶水后在经过与气流分离进入主炉进行彻底脱水,最终形成氧化铝。
1.1.流程氢氧化铝在气态悬浮焙烧炉中经过三个阶段的化学变化最终形成氧化铝,第一阶段:氢氧化铝在干燥预热单元段,经过高于100℃的高温后,其附着的水分就会被蒸发掉。
第二阶段:氢氧化铝在烘焙单元会经过两个步骤的变化,首先在250-450℃的加热过程中,脱去两个分子的结晶水,生成一水软铝石,紧接着在500-560℃的高温中,再脱去一个分子的结晶水,生成γ- Al2O3 。
第三阶段:这个阶段主要是晶型的转变,γ- Al2O3 结晶不完善,它具有较强的吸湿性,且分散度较大,不能满足电解铝的要求,因此将γ- Al2O3 晶体继续加热至900℃以上,就会产生γ- Al2O3 向α- Al2O3的转变。
1.影响氧化铝气态悬浮焙烧炉能耗的因素气态悬浮焙烧炉可以看作是一个敞开的热力学体系,它的炉内热加工过程十分的复杂,原料、燃料、系统风量等都是影响焙烧炉能耗的主要因素,以下我们进行详细的分析。
焙烧车间试题库及答案要点
焙烧炉系统试题及答案1. V19 主燃烧站联锁启动条件?答:有“远方”信号有“允许启动”信号P01T1、P02T1 温度均不超高,(PO2T K 600C)P04T1、P04T2温度不低超低>550:ID 引风机已运行,V08 辅助燃烧站运行,有火焰2. 叙述焙烧炉正常操作主要的技术条件控制和技术指标调整?答:1、氢氧化铝下料量的调整氢氧化铝下料量决定了氧化铝的产量,操作中给出申克喂料机下料量的设定值,申克喂料机的运行过程得以自动调整。
2、焙烧炉主炉温度根据氧化铝质量来决定焙烧炉温度,以控制瓦斯气用量和进料量来控制焙烧炉温度.提高焙烧炉温度可降低灼减百分含量,但热耗也相应增高.3、文丘里闪干燥器出口温度控制A02 出口温度要高于1400 以上,温度低时可启动T11。
4、烟气中的02和CO含量P02烟气出口和ESP进口装有02和CO含量测点,以判断焙烧炉过剩空气大小,保证瓦斯气能充分燃烧,为了使废气中不含有任何未燃物质,避免对电收尘造成损坏,并充分降低能耗,需保持废气中的氧(02)含量在2%左右,可以通过瓦斯气用量和风机转速、风门开度来控制调整.5)出料温度控制为保证氧化铝输送设备的安全稳定运行,氧化铝出料温度控制在80C以下, 生产上要保持稳定,冷却水流量正常,进水温度在35 C以下.3. GSC旋风筒锥部堵塞事故现象和处理方法?答:现象:A被堵塞部位以下旋风筒的温度上升很快,所测锥部负压降低B被堵塞旋风筒的负压降低,并触发报警处理方法:A减少AI(0H)3下料量、V19燃气量B在堵塞部位插入高压风管,用风管将其疏通.C如出现顽固性堵塞,上述办法不能奏效时则需停止下料,关闭V19,开始降温,降至合适的温度时疏通旋风筒锥部堵塞部份4. 标出焙烧炉物料的走向?答:AH小仓一皮带称F01 一进料螺旋A01 一文丘里干燥器A02 一P01 旋风器一P02预热旋风器-------------- * P04主炉一P03热分离旋风器一'C01冷--- ►却旋风器---- k C02冷却旋风器一C03冷却旋风器------------ 'C04冷却旋风器---- 化床冷却器一AO ---------------- 出料小溜槽。
降低气态悬浮焙烧炉热耗成本的实践
2004年8月第21卷 第4期有色冶金节能Energy Saving of Non -ferrous Metallurgy Aug.,2004Vol.21 No.4降低气态悬浮焙烧炉热耗成本的实践王天庆(中国铝业山西分公司,山西河津043300)[摘 要] 本文针对气态悬浮焙烧炉(GSC )投入生产运行后热耗高的问题,详细阐述了相应采取的优化设计和一系列改造措施,降低了气态悬浮焙烧炉的热耗成本,取得了明显的经济效益和社会效益。
[关键词] 气态悬浮焙烧炉;热耗;氧化铝;煤气;成本;措施[中图分类号]TF821 [文献标识码]C [文章编号]1008-5122(2004)04-0091-04Practice of low ering gaseous suspension calciner heat consumption costWAN G Tian 2qing(Chi na A l umi ni um Indust ry S hanxi B ranch ,Heji n 043300,Chi na )Abstract :This paper was directed against the problem of gaseous suspension calciner heat consumption higher ,and explained clearly to take optimazation designing a series of reconstruction measures ,lower 2ing the calciner heat consumption cost and remarkable economic and social benefits have been obtained.K ey w ords :gaseous suspension calciner ;heat consumption ;alumina ;gas ;cost ;measures [收稿日期]2004-05-28[作者简介]王天庆(1963-),男,山西闻喜人,高级工程师,中国铝业山西分公司四分厂厂长。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ja sp er 柴油 O-800k ̄ 有流量计并有 累计 计算机手动和自动
T12为起 动热发生站 ,从上表看出4}}炉有更 多的功能 ,柴油流量有 所增加 ,增强了烘炉能力 ,有利于主炉温度提高 ,使主炉燃烧站更快、 更及时点火 ;增加流量计后,有利于掌握燃料消耗 ;T12'  ̄烧对c01温度 的 自动控制 ,使烘炉可 以自动操作 ,根据烘炉温度调整燃料用量也使烘 炉更 为准确有效进行 。
生 泄 漏 。 Jasper"  ̄ 煤气安全检漏在点火前一次完成 ,点火前 ,V02、V03、
V0 4为关闭状态,V05为打开状态 ,点火时,V02打开 10%。燃料送至V03 阀前 ,关闭Vo5进行检漏 ,如压力开关PSH不 高报说明V03未发生泄漏 , 如高报说 明V03泄漏通过后 ,V03检漏打开V03再关闭 ,使V03与vo425间 充满煤气 ,在规定时间内如压力开关Ps坏 低报说 明V04、V05未能发生 泄漏 , ̄JV03将打开 ,等待现场最后确认起动。如低报则说明V04 、V05 有泄漏 ,燃烧站立即停止下一步工作。以上可看出Jaspe 司在点火前检 漏全部完成 ,以防止泄漏 ,Smith ̄司点火前 ,灭火后各检漏一道阀门, 它可发现燃烧站长期运行停车后 ,阀门粘上煤焦油或其它原因关 闭不严 所造成安全隐患 。
近几年 国内氧化铝行业建成投用了很 多焙烧炉 ,其 中以气态悬 浮炉 (G.S.C)为主。其 中某厂现有5台气态悬浮焙烧 炉 ,2#炉是我国氧化铝 行业中 首次引进的气态悬浮炉 (G_s_c),也是世界上第一 台使用发生炉 煤气作为燃料的气态悬浮炉 ,设计产 ̄ 1300T/d,负压操作 ,1992年投产 运行 。3#、4#、5#、6屹 态悬浮炉在1994年、2002年 、2004年又相继建 成投产 ,分 别以发生炉煤气 、焦炉煤气做为燃料 ,气态悬浮焙烧炉工艺 流程图如 图1所示 :
图2 T1 1点火燃烧站示意 图 Smith ̄司煤气安全检漏系统在点火时 、灭火时判断V04、V05是否泄 漏。点火前 ,V02、V03、V04为关 闭状态 ,点火时 ,V02打开30%,V05 关闭 ,燃料送至V03阀前 ,) ̄1P103压力高报 ,说 明V03发生泄漏 ;灭火前 v05一直关闭 ;灭火 时V03、V04关闭。如P103压力低报说明V04、V05发
特别是当V19煤气用量较小时,通过这3支可调节煤气流量 的烧嘴来 保证其它烧嘴的煤气喷出速度 ,防止烧嘴 的喷出速度降低 ,将烧嘴烧坏 或产 生 回火 现 象 。
1.3 起动热发生器T12
表 1
Hale Waihona Puke 名称 燃料 流量大小 Smith 柴油 0-630kg/h
流量计 无
控制方式 计算机手动
130
应 用 科 学
科 20 1O宰年薷第7蟊期
气态悬浮焙烧炉两种燃烧站 的应用 比较
王 志英 (中国铝业重庆分公 司,重庆 408403)
摘 要 Smith公 司 与Jaspe 司燃 烧站在气态悬 浮炉 (GSC)上的应用进行对 比分析 ,指 出两套燃烧站 系统在技术 f=、应 用上的区别及各 自 的利弊 。 关键 词 气 态悬 浮炉 ;燃烧站 ;煤气检漏 中 图分类 号 TF821 文 献标 识码 A 文章 编号 1673~9671一(2010)041—0130—02
图1气态悬浮焙烧炉工艺流程图 气态悬 浮炉共有 四套燃烧站 :主燃烧站V19以煤气为燃料 ,是气态 悬浮炉的主要热发生源 ;V08是点火燃烧站以煤气为燃料 ,为V19主燃烧 站 的点火提供明火 ;T11为干燥热发生器 以煤气做为燃料 ,用于提高废 气 温度 ,避免废气温度低于酸露点对 电收尘造成腐蚀 ;T12为起动热发 生站 ,主要用于气态悬浮炉 的烘炉 ,提高衬体温度 ,以柴油做为燃料。 、 3样炉使用的燃烧站为丹麦Smith ̄司提供的技术及设备 ,甜炉为德国 Jasper' z ̄司提供的 ,这两家公司的燃烧站在许多方面有不 同之处 ,也各有 利弊。 湿AI(OH) 进.3,AO2文丘里 冲散预热 ,经过PO1、PO2完成干燥 、预 热后进.KPo4高温焙烧 ,高温AL0 通过PO3进入cOl—C04J ̄行4级旋风冷 却和一级流化冷却 ,产品进入氧化铝贮运系统。焙烧所需热量 由煤气提 供 ,从AO7进入的燃烧空气与高温氧化铝进行热交换 ,在氧化铝被冷却 的同时空气被预热至81X)--900% ,进入 主炉PO4与煤气燃烧 ,产生的高 温烟气对 氢氧化铝干燥预热后经电收尘排人大气 。 1 两种 燃烧 站对 比 1.1 燃 料 及 烧 嘴 Smith燃烧站使用发生炉煤 气为燃料 ,热值低 (QL=5.4MJ/Nm,)。 JasperS.烧站 以焦炉煤气为燃料 ,热值较高 (QL=15.6 ̄U/Nm,),约为发 生 炉煤气热值的3倍 ,氢气含量高,燃烧速度快 ,煤气消耗量少 ,故煤 气管道 、烧嘴尺寸较小。 单支烧 嘴的结构也发生改变 ,与Smith相 比,Jaspe境 嘴 出口由圆锥 面变为球面 ,孔数 由l6眼变为17眼,其中烧嘴球 面最前端有一跟 ,防止 煤 气 杂质 堵 塞 孔 眼 。 1.2 V19流 量 控 制 方 式对 比 ’ Smith主燃烧站V19有 12支烧嘴 ,分上 下二层在主炉PO4均匀分 布, 每支烧嘴均装有手动控制 阀门,煤气流量控制主要 由计算机通过调节主 管道上 的V02阀来实现。在燃气进行低流量调整 时需操作工在现场调整 烧嘴阀门 ,由于中心与现场通讯不便造成操作与命令的滞后性 ,会 导致 炉温较大波动 ,尤其是V19起动初期 ,有时会 因温度波动报警导致燃烧
1.4 煤气安全检漏对 比 燃烧站 在使 用时为保证安全 ,必 须确 认烧嘴前两道截 止阀不 能发
生泄漏。smith与Jasper;t ̄漏方法不 同。 (以T11为例 ,V19、V08与之相 同
P103为srIli 司检漏压力检测 虚线画出的Ps为4#' J;#Jasper"z}司的检漏压力开关
站灭火 ,甚至会造成燃气 突增 ,燃 烧不完全 ,给安全带来极大 隐患 。 Jasper主燃烧站除保  ̄Smith控制方式外 ,还在上层 120 ̄C分布增加三个电 动调节阀 ,可对3支烧 嘴进行小流量调节 ,增强 了中心对V19煤气小流量 的调 节 功 能 ,避 免 了上 述 不利 影 响 的发 生 。