铸造用生铁的牌号和化学成分
铸造原辅材料技术规范
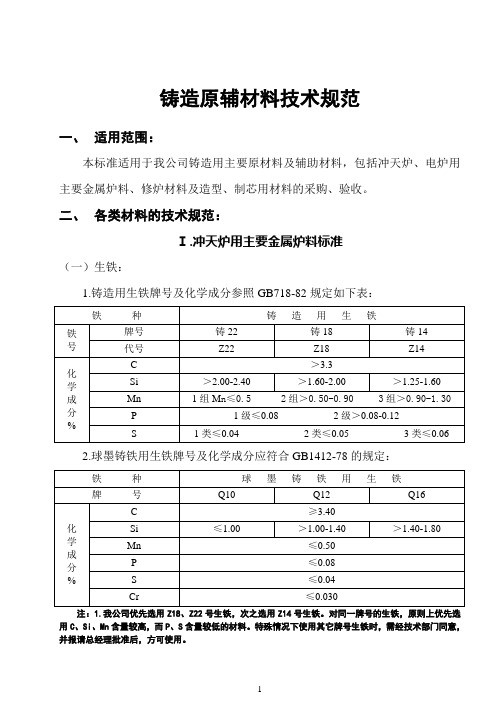
铸造原辅材料技术规范一、适用范围:本标准适用于我公司铸造用主要原材料及辅助材料,包括冲天炉、电炉用主要金属炉料、修炉材料及造型、制芯用材料的采购、验收。
二、各类材料的技术规范:Ⅰ.冲天炉用主要金属炉料标准(一)生铁:1.铸造用生铁牌号及化学成分参照GB718-82规定如下表:2.球墨铸铁用生铁牌号及化学成分应符合GB1412-78的规定:注:1.我公司优先选用Z18、Z22号生铁,次之选用Z14号生铁。
对同一牌号的生铁,原则上优先选用C、Si、Mn含量较高,而P、S含量较低的材料。
特殊情况下使用其它牌号生铁时,需经技术部门同意,并报请总经理批准后,方可使用。
2.生铁进厂时,必须提供符合本标准的质量证明书,质量证明书中应注明生铁的牌号、化学成分分析结果、生产日期、重量、所符合的标准号等,使用前需经我公司取样化验核实。
3.进厂生铁是三联或四联的,每个缺口均需打断,破碎成单个方可使用。
4.生铁进厂后,必须按其牌号、产地、进货日期分类堆放并标识。
5.生铁在投炉前,铁块表面应洁净不应粘附泥砂和油污。
(二)机铁:1. 成批采购机铁应按批进行化学成分检验,除确定C、Si、Mn含量外,S 和P的含量应符合下列规定:P≤0.20%、S≤0.15%。
2.机铁的尺寸与重量应符合下列规定:长度≤300mm、单块重量≤25Kg。
3.机铁保管要求:○1机铁应根据来源及种类不同,分别堆放并标识。
○2机铁内不得混有铸钢、合金钢、含铝铸铁、合金铸铁、有色金属及未经处理的废武器弹壳、密封器皿等危险品。
○3机铁在使用前应清除表面粘砂及型腔内的残留余砂等杂质,力求洁净。
(三)废钢:1.废钢应为普通低碳碳素结构钢。
优先采用工字钢、角钢、槽钢。
其次采用板材及管材。
2.工艺要求:○1成批外购废钢料必须进行化学成分检验,废钢中不允许掺杂有合金钢、不锈钢和有色金属等。
○2废钢板厚度应大于4mm。
○3厚度1-3mm的废钢板料,配料时不得超过批料废钢量的30%。
T∕CFA 0202050201-2018 铸造用高纯生铁
CFA ICS 77.080.10H 41中国铸造协会标准T/CFA 020******* -- 2018铸造用高纯生铁High purity pig iron for foundry(公告稿)2018 - 02 - 08 发布2018 - 05 - 01 实施中国铸造协会发布IT/CFA 020*******--2018目次前言 (Ⅱ)1范围 (1)2规范性引用文件 (1)3术语与定义 (1)4牌号 (2)5技术要求 (2)6试验方法 (3)7检验规则 (3)8运输和质量证明书 (4)IT/CFA 020*******--2018前言本标准按照GB/T 1.1《标准化工作导则第 1 部分:标准的结构和编写规则》的规定编写。
本标准由中国铸造协会铸造生铁分会提出。
本标准由中国铸造协会归口。
本标准所代替标准的历次版本发布情况为:——T/CFA 020*******—2011。
IIT/CFA 020*******—2018铸造用高纯生铁1范围本标准规定了铸造用高纯生铁的化学成分和牌号及相关技术要求、试验方法、检验规则、质量证明书及运输储存要求等。
本标准适用于铸造行业高纯生铁的生产与应用。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 223.3 钢铁及合金化学分析方法二安替比林甲烷磷钼酸重量法测定磷量GB/T 223.17 钢铁及合金化学分析方法二安替比林甲烷光度法测定钛量GB/T 223.29 钢铁及合金铅含量的测定载体沉淀-二甲酚橙分光光度法GB/T 223.31 钢铁及合金砷含量的测定蒸馏分离-钼蓝分光光度法GB/T 223.47 钢铁及合金化学分析方法载体沉淀- 钼蓝光度法测定锑量GB/T 223.48 钢铁及合金化学分析方法半二甲酚橙光度法测定铋量GB/T 223.50 钢铁及合金化学分析方法苯基荧光酮-溴化十六烷基三甲基胺直接光度法测定锡量GB/T 223.55 钢铁及合金碲含量的测定示波极谱法(0.001-0.050 %)之二巯基棉分离-示波极谱法GB/T 223.5 钢铁酸溶硅和全硅含量的测定还原型硅钼酸盐分光光度法GB/T 223.61 钢铁及合金化学分析方法磷钼酸铵容量法测定磷量GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.71 钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量GB/T 223.75 钢铁及合金硼含量的测定甲醇蒸馏-姜黄素光度法GB/T 223.78 钢铁及合金化学分析方法姜黄素直接光度法测定硼含量GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20127.2 钢铁及合金痕量元素的测定第2 部分:氢化物发生-原子荧光光谱法测定砷含量GB/T 223.79 钢铁多元素含量的测定X-射线荧光光谱法GB/T 20127.7 钢铁和合金痕量元素的测定第7 部分:示波极谱法测定铅含量GB/T 20127.8 钢铁和合金痕量元素的测定第8 部分:氢化物发生-原子荧光光谱法测定锑含量NACIS/CH 011:2005 ICP-AES法电感耦合等离子发射光谱法测定锰、铬、铝量NACIS/CH 083:2005 ICP-MS法电感耦合等离子质谱法测定铅、铋、锑、锡量3术语和定义1T/CFA 020*******--2018下列术语和定义适用于本标准。
铸铁件配料方法

铸铁件配料方法,及锰铁铬铁加入量配比HT250是珠光体灰铸铁。
化学成分:碳C :3.16~3.30硅Si:1.79~1.93锰Mn:0.89~1.04硫S :0.094~0.125磷P :0.120~0.170根据化学成分考虑原料的成分及烧损就可以知道配料了影响铸铁、铸钢件组织和性能的因素,有化学成分、孕育(变质)处理、冷却速度、炉料的“遗传性”、铁水过热温度等,在这几个因素中,化学成分含量的高低对铸件物理性能的影响相对更大些,而且是第一因素。
所以在生产过程中,根据铸件物理性能的要求,正确的配料或调料,严格控制材质的各化学成分含量尤为重要。
在生产实践中,作为冶炼技术人员和炉工来说,配料和调料应该是熟练掌握的一般性技术问题。
但是对予刚毕业的学生和大多数炉工来说,欲能系统、灵活的掌握,也确非易事。
要想控制铸件的化学成分与配料,必须事先了解以下几下问题:1、铸件的目标化学成分。
2、库存各种金属炉料的化学成分。
3、各种炉料在冶炼过程中化学成分的增减变化率。
4、配料方法。
一、目标化学成分现在大部分铸件,根据其牌号要求的不同,国标中已做出了相应的要求,从铸造手册中即可查到。
但是随着科技的进步,根据铸件的服役状况,市场需要更多物理性能各不相同的铸件,并对铸件的综合性能质量提出了更高的要求,科研单位也不断研究出新材质而取代旧材质,例如某水泥研究设计院研究的“中碳多元合金钢”,成功的代替了原需进口的球磨机衬板,代替了高锰钢,用该材质生产直径φ2.4甚至直径φ4.2的中大型球磨机衬板上,降低了生产成本,取得了良好的经济效益。
另外,如某厂生产出口国外石油钻井用的泥浆泵高铬双金属缸套及采石场600×900破碎机用的锤头,都是超高铬铸铁,这些材质的详细化学成分要求,在铸造手册中是查不到的。
在接受生产绪如上述产品时,如果自己没有完全掌握铸件化学成分要求,以及没有详细了解铸件的服役状况时,应让用户提供尽可能详细的化学成分要求范围及热处理工艺。
耐热铸铁牌号及化学成分

耐热铸铁牌号及化学成分关注我们请点后面铸造工业网 3天前进铸造行业群,加微信132****1807耐热铸铁件化学成分(见表2.1-11、表2.1-12)1.GB/T9437-2009,《耐热铸铁件》代替GB/T9437一1988。
适用于砂型铸造或导热性与砂型相仿的铸型中浇注而成的且工作在1100℃以下的耐热铸铁件。
2.铸件的几何形状与尺寸应符合图样的要求。
其尺寸公差和加工余量应符合GB/t6414的规定,其重量偏差应符合GB/T11351的规定。
3.铸件表面粗糙度应符合GB/T6060.1的规定,由供需双方商定标准等级。
4.铸件应清理干净,修整多余部分,去除浇冒口残余、芯骨、枯砂及内腔残余物等。
铸件允许的浇冒口残余、披缝、飞刺殊余、内腔清洁度等,应符合需方图样、技术要求或供需双方订货协定。
5.铸件上允许的缺陷,其形态、数量、尺寸与位里、可否修补及修补方法等由供需双方商定。
耐热铸铁室温力学性能、高温短时力学性能及应用(摘自GB/t9437-2009)HTRCr使用条件:在空气炉气中,耐热温度到550℃。
具有高的抗氧化性和体积稳定性应用举例:适用于急冷急热的,薄壁,细长件。
用于炉条、高炉支梁式水箱、金属型、玻璃模等HTRCr2使用条件:在空气炉气中,耐热温度到550℃。
具有高的抗氧化性和体积稳定性应用举例:适用于急冷急热的,薄壁,细长件。
用于煤气炉内灰盆、矿山烧结车挡板等HTRCr16使用条件:在空气炉气中耐热温度到900℃。
具有高的室温及高温强度,高的抗氧化性,但常温脆性较大,耐硝酸的腐蚀。
应用举例:可在室温及高温下作抗磨件使用。
用于退火罐、煤粉烧嘴、炉栅、水泥焙烧炉零件、化工机械等零件。
HTRSi5使用条件:在空气炉气中,耐热温度到700℃。
耐热性较好,承受机械和热冲击能力较差。
应用举例:用于炉条、煤粉烧嘴、锅炉用梳形定位析、换热器针状管、二硫化碳反应瓶等。
QTRSi4使用条件:在空气炉气中耐热温度到650℃。
生铁的化学成分

生铁的化学成分
“嘿,同学们,今天咱们来聊聊生铁的化学成分。
”
生铁啊,它主要的化学成分包括铁、碳,以及少量的硅、锰、磷、硫等元素。
铁那自然不用说了,是最主要的成分。
碳的含量呢,一般在 2%到4.3%之间。
就拿咱们生活中的例子来说吧,比如铸造铁锅。
铸造铁锅用的材料就是生铁,其中的碳含量比较高,这就让铁锅比较硬、比较脆。
你想啊,如果碳含量低了,那锅可能就没那么结实,容易变形。
硅呢,它能增加生铁的流动性和铸造性能。
锰能提高生铁的硬度和强度。
磷和硫虽然含量少,但也不能忽视。
磷过多会使生铁变脆,硫过多会影响生铁的质量和性能。
再给大家说个实际的事儿,有个工厂在生产生铁的时候,对硫的控制没做好,结果生产出来的生铁质量很差,用在一些产品上就出现了问题。
所以啊,对于生铁化学成分的控制是非常重要的。
碳的含量决定了生铁的性质。
碳含量高,生铁就硬,但也脆;碳含量低一些,生铁就会相对软一些,韧性也好一些。
硅能改善生铁的铸造性能,就好比给铸造过程加了一把助力。
锰呢,能让生铁更坚固,就像给生铁穿上了一层坚固的铠甲。
在实际应用中,不同行业对生铁化学成分的要求是不一样的。
比如在机械制造行业,就需要生铁有一定的硬度和强度,同时还要有较好的韧性。
而在铸造行业,可能更注重生铁的流动性和铸造性能。
生铁的化学成分虽然看起来简单,但每一种元素都有着重要的作用,它们相互配合,才能让生铁发挥出最佳的性能。
同学们,这就是生铁的化学成分,都听明白了吧。
铸造材料技术规范标准[详]
![铸造材料技术规范标准[详]](https://img.taocdn.com/s3/m/3bed34d0e009581b6bd9ebe0.png)
一、目的为了向顾客提供满意的产品的服务,有效控制原材料的质量,确保生产过程稳定,为原材料的验收和使用提供依据,特制定此标准。
二、适用范围本标准适用于我公司铸造用主要原材料及辅助材料,包括冲天炉、电炉用主要金属炉料(生铁、机铁、废钢、硅铁、锰铁等)、修炉材料(耐火砖、耐火泥、石英砂等)及造型制芯用材料(原砂、煤粉等)的采购、验收。
三、引用技术标准1、铸造用生铁(GB718-84) 7、铜分类(GB466-82)2、球墨铸铁用生铁(GB1412-85)8、稀土硅铁镁合金(GB/T4138-93)3、硅铁(GB2272-87)9、一般用途的高铝砖(GB2988-87)4、锰铁(GB3795-87)10、冶金用石灰石(ZBD53002-90)5、炉锰铁(GB4007-83)11、铸造焦炭(GB8729-88)6、鉻铁(GB5683-870 12、高铝矾土熟料(YB2212-82)四、各类材料的技术条件I.冲天炉用主要金属炉料标准(一)生铁注:1.我公司灰铸铁优先选用Z18号生铁,次之选用Z14、Z22号生铁。
对同一牌号的生铁,原则上优先选用C、Si、Mn含量较高,而P、S含量较低的材料。
特殊情况下使用其它牌号生铁时,需经技术部同意,并报请总经理批准后,方可使用。
球墨铸铁优先选用Q10号生铁,次之选用Q12、Q16号生铁。
2.生铁进厂时,必须提供符合本标准的质量证明书,质量证明书中应注明生铁的牌号、化学成分分析结果、生产日期、重量、所符合的标准号等,使用前需经公司取样化验核实。
3.进厂生铁是三联或四联的,每个缺口均需打断,破碎成单个方可使用。
块长不大于200mm、块度为5±5㎏,大于7㎏与小于2㎏之和不得超过总重量的10%。
4.生铁进厂后,必须按其牌号、产地、进货日期分类堆放并做好标识。
5.生铁在投炉前,铁块表面应洁净,不应粘附泥砂和油污。
(二)机铁1.购成批机铁应按批进行化学成分检验,除确定C、Si、Mn含量外,S和P的含量应符合下列规定:P≤0.12%、S≤0.12%;2.机铁的尺寸与重量应符合下列规定:长度≤300mm、重量≤20㎏;3.机铁保管要求:(1)机铁应根据来源及种类不同分别堆放并做好标识;(2)机铁内不得混有铸钢、合金钢、含铝铸铁、合金铸铁、有色金属及未经处理的废武器弹壳、密封器皿等危险品;(3)机铁在使用前应清除表面粘砂及型腔内的残留余砂等,力求洁净。
生铁检验标准
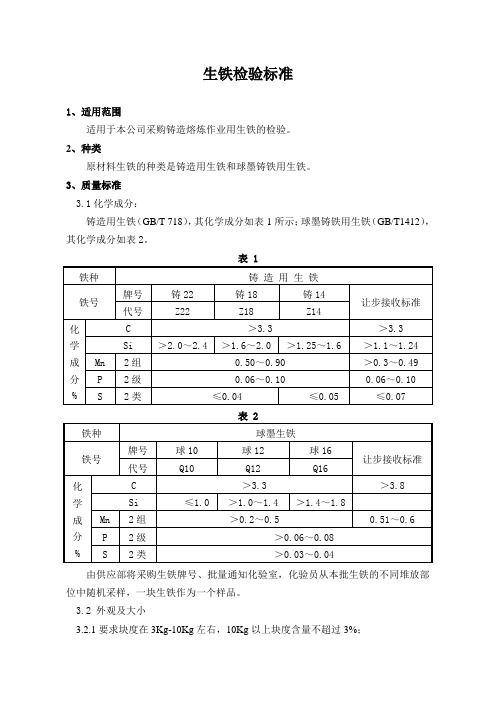
生铁检验标准1、适用范围适用于本公司采购铸造熔炼作业用生铁的检验。
2、种类原材料生铁的种类是铸造用生铁和球墨铸铁用生铁。
3、质量标准3.1化学成分:铸造用生铁(GB/T 718),其化学成分如表1所示;球墨铸铁用生铁(GB/T1412),其化学成分如表2。
表 1由供应部将采购生铁牌号、批量通知化验室,化验员从本批生铁的不同堆放部位中随机采样,一块生铁作为一个样品。
3.2 外观及大小3.2.1要求块度在3Kg-10Kg左右,10Kg以上块度含量不超过3%;3.2.2生铁外观无粘附炉渣、砂粒、油污、铁锈和腐蚀,每100块含量不超过5块。
4、检查及试验4.1检查批量及单位的构成4.1.1检查批量:检查批量以每种牌号生铁每天的交货量为一个批量。
4.1.2检查单位:以一块生铁为1个检查单位。
4.2检查顺序、检查项目、检查方式如表2;表2注:供方应在每批交货中附质量合格证明书(注明:供方名称、生铁的型号、类别、以及相应的化学成分等),且每半年提供国家或第三方公认试验机构的试验报告。
4.3 抽样规定:根据以下所规定的检验方式每批进行理化检验。
≤20吨取三个样品>20吨取四个样品由供应部将采购生铁牌号、批量通知化验室,化验员按《抽样标准》从本批生铁的不同堆放部位中随机采样,以一块生铁作为一个样品。
以上两种批量中,若有一个样品不符合所提供的牌号要求,则需再重新抽查,抽查方式如下:≤20吨取四个样品>20吨取五个样品最后将抽查结果与初次结果综合分析,按几种化验结果比例较大者定为本批生铁的牌号,并分别填写《化学分析报告单》和《进货检验单》。
4.4 试料采取方法按化验室具体试样的采取与化验办法进行。
5、检查后处理5.1 合格批次:由质管员填写《进货检验单》并在《进货报检单》上签字确认。
5.2 不合格批次:按《不合格品的控制程序》进行标识,并在《进货报检单》上填写处置意见。
6、相关文件(1)《不合格品的控制程序》(2)《铁的碳、硫分析方法》(3)《铁的硅、锰、磷分析方法》7、记录(1)《进货报检单》(2)《进货检验单》(3)《化学分析报告》。
硅铁、锰铁检验标准
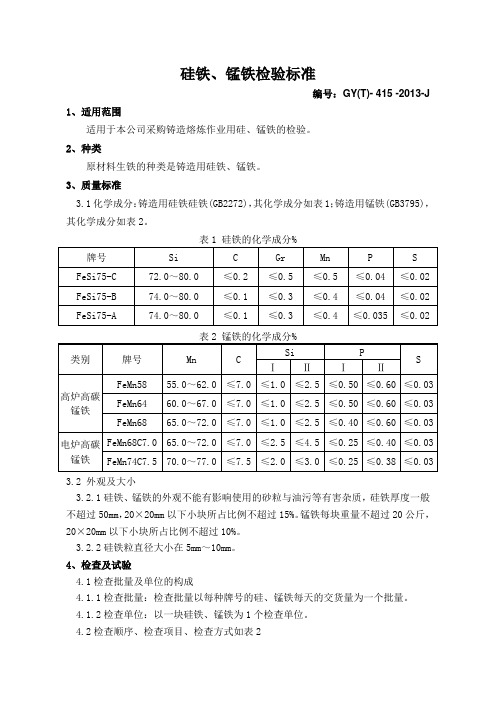
硅铁、锰铁检验标准编号:GY(T)- 415 -2013-J 1、适用范围适用于本公司采购铸造熔炼作业用硅、锰铁的检验。
2、种类原材料生铁的种类是铸造用硅铁、锰铁。
3、质量标准3.1化学成分:铸造用硅铁硅铁(GB2272),其化学成分如表1;铸造用锰铁(GB3795),其化学成分如表2。
表1 硅铁的化学成分%牌号Si C Gr Mn P S FeSi75-C 72.0~80.0 ≤0.2 ≤0.5 ≤0.5 ≤0.04 ≤0.02 FeSi75-B 74.0~80.0 ≤0.1 ≤0.3 ≤0.4 ≤0.04 ≤0.02 FeSi75-A 74.0~80.0 ≤0.1 ≤0.3 ≤0.4 ≤0.035 ≤0.02表2 锰铁的化学成分%类别牌号Mn CSi PS ⅠⅡⅠⅡ高炉高碳锰铁FeMn58 55.0~62.0 ≤7.0 ≤1.0 ≤2.5 ≤0.50 ≤0.60 ≤0.03 FeMn64 60.0~67.0 ≤7.0 ≤1.0 ≤2.5 ≤0.50 ≤0.60 ≤0.03 FeMn68 65.0~72.0 ≤7.0 ≤1.0 ≤2.5 ≤0.40 ≤0.60 ≤0.03电炉高碳锰铁FeMn68C7.0 65.0~72.0 ≤7.0 ≤2.5 ≤4.5 ≤0.25 ≤0.40 ≤0.03 FeMn74C7.5 70.0~77.0 ≤7.5 ≤2.0 ≤3.0 ≤0.25 ≤0.38 ≤0.033.2 外观及大小3.2.1硅铁、锰铁的外观不能有影响使用的砂粒与油污等有害杂质,硅铁厚度一般不超过50mm,20×20mm以下小块所占比例不超过15%。
锰铁每块重量不超过20公斤,20×20mm以下小块所占比例不超过10%。
3.2.2硅铁粒直径大小在5mm~10mm。
4、检查及试验4.1检查批量及单位的构成4.1.1检查批量:检查批量以每种牌号的硅、锰铁每天的交货量为一个批量。
4.1.2检查单位:以一块硅铁、锰铁为1个检查单位。
常用金属材料牌号表示方法
常用金属材料牌号表示方法1.生铁:1.1炼钢生铁(即白口铁):炼钢生铁按含硅(Si)量划分铁号,按含锰(Mn)量分组,按含磷(P)量分级,按含硫(S)量分类。
具体牌号和标准见下表(根据GB717-82)铁种炼钢用生铁铁号牌号炼04炼08炼10代号L04L08L10化学成分%Si≤0.45>0.45-0.85>0.85-1.25Mn一组≤0.30二组>0.30-0.50三组>0.50P一级≤0.15二级>0.15-0.25三级>0.25-0.40S特类≤0.02一类>0.03二类>0.03-0.05三类>0.05-0.071.2铸造用生铁(即灰口铁)铸造生铁硅含量为1.25-3.6%。
碳多以石墨状态存在。
断口呈灰色,质软易切削加工。
主要用来生产各种铸铁件原料如床身、箱体等。
铸造用生铁按含硅(Si)量划分铁号,按含锰(Mn)、磷(P)、硫(S)分组、级、类。
具体牌号和标准见下表(根据YB/ T14 -91):铁种炼钢用生铁铁号牌号铸34铸30铸26铸22铸18铸14代号Z34Z30Z26Z22Z18Z14化学成分%C>3.3Si>3.20-3.60>2.80-3.20>2.80>2.00-2.40>1.60-2.00>1.25-1.60Mn一组≤0.50二组>0.50-0.90三组>0.90-1.30P一级≤0.06S一类≤0.03二类≤0.041.3球墨铸铁用生铁:球墨铸造用生铁也是一种铸造生铁,只是低硫低磷。
低硫使碳充分在铁中石墨化。
低磷提高生铁的机械性能;主要用于生产性能(机械性能)较好的球墨铸铁件。
球墨用生铁也是按含硅(Si)量划分铁号,按含锰(Mn)、磷(P)、硫(S)分组、级、类。
具体牌号和标准见下表(根据GB1412-85)铁种球墨铸铁用生铁牌号Q10Q12Q16化学成分%Si≤0.45>0.45-0.85>0.85-1.25Mn一组≤0.20二组>0.20~0.50三组>0.50~0.80P一级≤0.05二级>0.05~0.06三级>0.06~0.08S特类>0.08~0.10一类≤0.02二类>0.02~0.03三类>0.03~0.042.钢2.1我国钢材牌号表示方法概述:钢的牌号简称钢号,是对每一种具体钢产品所取的名称。
生铁牌号表示方法

生铁牌号表示方法①阿拉伯数字表示平均含硅量(以千分之几计)。
例如:含硅量为2.75%~3.25%的铸造用生铁,其牌号表示为“Z30”;含硅量为0.85%~1.25%的炼钢用生铁,其牌号表示为“Z10”。
②含钒生铁和脱碳低磷粒铁,阿拉伯数字分别表示钒和碳的平均含量(均以千分之几计)。
例如:含钒量不小于0.40%的含钒生铁,其牌号表示为“F40”;含碳量为1.20%~1.60%的炼钢用脱碳低磷粒铁,其牌号表示为“TL14”。
铸造用生铁牌号及化学成份(YB/T14—1991)铁种铸造用生铁铁牌号铸34 铸30 铸26 铸22 铸18 铸14号代号Z34 Z30 Z26 Z22 Z18 Z14化学成分% C >3.3Si >3.20~3.60 >2.80~3.20 >2.40~2.80 >2.00~2.40 >1.60~2.00 >1.25~1.60Mn 1组≤0.502组>0.50~0.903组>0.90~1.30P 1级≤0.06S 1类≤0.03 ≤0.012类≤0.04微量元素成份% As 1 组≤0.0008锰时2 组≤0.0018锰时Pb 1级≤0.00052级≤0.0007Sn 1级≤0.00052级≤0.0005Sb 1级≤0.00042级≤0.0006Zn 1级≤0.00082级≤0.0020Cr 1级≤0.0202级≤0.020Ni 1级≤0.00642级≤0.0064Cu 1 组≤0.0050锰时2 组≤0.0060锰时V 1级≤0.00952级≤0.0115Ti 1级≤0.07002级≤0.0870Mo 1级≤0.00102级≤0.0012注:1、由于微量元素分析检验时间较长,可不做日常检验,但要保证微量元素含量在规定范围之内。
2、每年提供一次符合标准规定的微量元素分析结果。
铸造用高纯生铁
ZXB中国铸造协会标准ZXB/T0001-2011铸造用高纯生铁Foundry high purity pig iron2011-01-16发布 2011-07-01实施中国铸造协会 发布前 言本标准是根据生产优质铸铁件的需要,制订铸造行业用高纯生铁标准。
本标准与GB/T1412-2005《球墨铸铁用生铁》相比,主要区别如下:——规定了C04牌号;——调整了对钛含量的规定,钛由原“1档、2档”变更为“特级、1级、2级”;——调整了对锰含量的规定,锰由原“1组、2组、3组”变更为“特级、1级、2级”;——调整了对磷含量的规定,磷由原“1级、2级、3级”变更为“特级、1级、2级”;——调整了对硫含量的规定,硫由原“1类、2类、3类、4类”变更为“特级、1级、2级”;——规定了铬、钒、钼、锡、锑、铅、铋、碲、砷、硼、铝等十一个微量元素的最大值以及其含量总和的限量值。
本标准中附录A为资料性附录。
本标准由中国铸造协会提出。
本标准起草单位:中国铸造协会、承德市保通铸铁型材制造有限公司、本溪参铁集团、济南庚辰钢铁有限公司、河北龙凤山铸业有限公司。
本标准于2011年1月首次发布。
铸造用高纯生铁1 范围本标准适于铸造行业高纯生铁的应用与生产,标准规定了高纯生铁的化学成分和牌号及相关技术要求、试验方法、检验规则、质量证明书及运输储存要求等。
2 规范性引用文件下列文件对于本文件的应用是必不可少的,引用文件应是其最新版本(包括所有的修改单)。
GB/T223.3 钢铁及合金化学分析方法GB/T20066-2006/ISO14284:1996 钢和铁 化学成分测定用试样的取样和制样方法 GB/T20123-2006/ISO15350:2000 钢铁 总碳硫含量的测定用高频感应炉燃烧后红外吸收法 YB/T081 冶金技术标准的数值修约和检验数值的判定原则NACIC/CH011:2005 ICP-AES 法 电感耦合等离子体原子发射光谱法测定钛、铬、钒、钼、碲、铝量 NACIC/CH083:2005 ICP-MS 法 电感耦合等离子体质谱法测定铅、铋、锑、锡、砷量 3 术语和定义下列术语和定义适用于本标准。
铸件配料实用技术(生铁锭与废钢铁)

一、生铁锭生铁锭是熔制铸铁和铸钢的最主要金属炉料,约占配料重量的20%~100%,它的化学成分是否稳定、硫磷含量和有害杂质含量是否低,直接关系到所熔制铸铁和铸钢的质量。
合理的选用生铁锭也是获得低成本配料的有效方法之一。
生铁锭可分为铸造生铁、球墨铸铁专用生铁、炼钢生铁、高纯生铁和特种生铁等,均有标准,见表2-1-1至表2-1-7。
生产上常用生铁的化学成分和微量元素含量,见表2-1-8至表2-1-13。
通常:熔制灰铸铁时,应选用铸造生铁。
硅的质量分数为2.0%~3.0%的铸造生铁可用于熔制低牌号灰铸铁;硅的质量分数为1.2%~2.0%的铸造生铁可用于熔制高牌号灰铸铁。
熔制球墨铸铁时,应选用球墨铸铁专用生铁,但也可选用低硅、低锰和低磷硫的铸造生铁或炼钢生铁。
对于要求特别高的球墨铸铁也可选用高纯生铁。
球墨铸铁所用新生铁的硅的质量分数一般在0.8%~1.75%的范围内选择。
熔制大断面球墨铸铁件或铸态铁索体球墨铸铁件时,生铁的锰含量希望低于0.3%,不应超过0.5%,越低越好;熔制珠光体、贝氏体、退火铁索体球墨铸铁体时,生铁的锰的质量分数应小于0.6%;熔制正火珠光体球墨铸铁的中小型铸件时,生铁的锰的质量分数可适当放宽,一般也不要超过0.8%。
对于低温下工作的铁素体韧性球墨铸铁件和其他要求韧性较高的球墨铸铁件,应选用磷的质量分数小于0.07%的生铁。
一般球墨铸铁件用生铁磷的质量分数不应大于0.1%;硫的质量分数应限制在0.05以下;反球化元素不得过量ωTe<0.01%、ωTi<0.3%、ωSn<0.09%、ωSb<0.2%、ωPb<0.2%、ωBi<0.05%。
熔制蠕墨铸铁时,应参照熔制球墨铸铁的要求选用生铁。
熔制可锻铸铁时,一般只加入10%左右的生铁量,主要是为了提高碳含量,因此含磷、硫和铬低的铸造生铁、炼钢生铁和再生铁均能使用。
熔制特种铸铁时,应尽量选用含相应元素高的铸造生铁或特种生铁。
铸造用生铁-最新国标
铸造用生铁1范围本文件规定了铸造用生铁技术要求、试验方法、检验规则和质量证明书。
本文件适用于铸造用生铁。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T223.3钢铁及合金化学分析方法二安替吡啉甲烷磷铝酸重量法测定磷量GB/T223.5钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GB/T223.13钢铁及合金化学分析方法硫酸亚铁铵滴定法测定钒含量GB/T223.16钢铁及合金化学分析方法变色酸光度法测定钛量GB/T223.18钢铁及合金化学分析方法硫代硫酸钠分离-碘量法测定铜量GB/T223.19钢铁及合金化学分析方法新亚铜灵-三氯甲烷萃取光度法测定铜量GB/T223.31钢铁及合金砷含量的测定蒸馏分离-钼蓝分光光度法GB/T223.32钢铁及合金化学分析方法次磷酸钠还原-碘量法测定砷量GB/T223.53钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量GB/T223.59钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量GB/T223.60钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量GB/T223.61钢铁及合金化学分析方法磷钼酸胺容量法测定磷量GB/T223.63钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T223.64钢铁及合金锰含量的测定火焰原子吸收光谱法GB/T223.68钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T223.71钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量GB/T223.79钢铁多元素含量的测定X-射线荧光光谱法(常规法)GB/T20066钢和铁化学成分测定用试样的取样和制样方法GB/T20123钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)YB/T081冶金技术标准的数值修约与检测数值的判定原则3技术要求3.1牌号及化学成分3.1.1铸造用生铁的牌号和化学成分应符合表1、表2、表3的规定。
高铬铸铁牌号及成分
高铬铸铁牌号及成分
高铬铸铁是一种优良的抗磨材料,其化学成分主要包括铬、碳、硅、锰、钼、镍、铜等元素。
在不同类型的高铬铸铁中,各个成分的含量会有所不同。
以下是一些常见高铬铸铁牌号及成分:
1.MCr12-DT:碳(C)含量为1.1~
2.0%,硅(Si)含量为1.5%,锰(Mn)含量为2.0%,铬(Cr)含量为11.0~14.0%,钼(Mo)含量为
3.0%,镍(Ni)含量为2.5%,铜(Cu)含量为1.2%,硫(S)含量为0.06%,磷(P)含量为0.06%。
2.MCr12-GT:碳(C)含量为2.0~
3.6%,硅(Si)含量为1.5%,锰(Mn)含量为2.0%,铬(Cr)含量为11.0~1
4.0%,钼(Mo)含量为3.0%,镍(Ni)含量为2.5%,铜(Cu)含量为1.2%,硫(S)含量为0.06%,磷(P)含量为0.06%。
3.MCr15:碳(C)含量为2.0~3.6%,硅(Si)含量为1.2%,锰(Mn)含量为2.0%,铬(Cr)含量为1
4.0~18.0%,钼(Mo)含量为3.0%,镍(Ni)含量为2.5%,铜(Cu)含量为1.2%,硫(S)含量为0.06%,磷(P)含量为0.06%。
这些牌号的高铬铸铁具有不同的化学成分,从而表现出不同的性能和应用领域。
需要注意的是,实际生产中,高铬铸铁的成分可能会根据具体需求进行调整。
常用铸造合金的生产

小结:本章讨论了常用合金的生产,重点是铸铁件生产,
要熟知生产工艺特点,并会简单应用;铸钢生产、铜铝合
金生产要熟记常用牌号。
18
课后练习的讨论 (P54-9)
⑼下列铸件适宜选用哪类铸造合金?请阐述理由。 火车轮:按GB8061-88规定: “ 铁路用辗(nian)钢整体车轮”有专门钢号:
CL60 (Wc=0.55~0.65)
铸铁好。但不能锻造。
9
4.牌号 GB9440—88
K T H(或Z) — —A= %
Rm≥ Mpa 黑心或P 可锻铸铁(可铁)
如:KTH300—06;建筑脚手架扣件、三 通管件、阀门。
KTZ550—04;用于;载荷较高的耐磨损 、凸轮轴,齿轮等。
见P48 表2-4。
10
三、球墨铸铁 nodular graphite cast--iron
15
§3铜铝合金铸件生产
有色合金熔融性质:熔点低;流动性好;收缩大 ;易吸气、易氧化。 一、铸造特点:容易铸造、注重熔炼、防止氧化 。
二、铸造铜合金
纯铜-紫铜,玫瑰红色,表面氧化膜后呈紫色。
白铜 - Cu—Ni合金;精密件,仪表;如 B19 等
青铜 - Cu—Sn 合金常称锡青铜。如Z CuSn10Pb1 (俗称:10-1锡青铜)
黄铜- Cu—Zn 合金 颜色随Zn↑,由黄红色→淡黄
色;如:ZCuZn38(含38%的锌,余为铜)
16
三、铸造铝合金
1.纯铝 Al aluminium
—银白色,熔点660℃,面心立方晶格,没有同素异构转变。
2.铝合金的分类: 变形铝合金 ;铸造铝合金 (1)变形铝合金
厂家直接按加工成各种规格的型材、板材、带材、 管材、线材等 。