超硬刀具材料――金刚石与立方氮化硼
超硬材料涂层

超硬材料涂层1.金刚石、类金刚石(DLC)涂层金刚石涂层是新型刀具涂层材料之一。
它利用低压化学气相沉积技术在硬质合金基体上生长出一层由多晶构成的金刚石膜,用其加工硅铝合金和铜合金等有色金属、玻璃纤维等工程材料及硬质合金等材料,刀具寿命是一般硬质合金刀具的50~100倍。
金刚石涂层采纳了很多金刚石合成技术,最一般的是热丝法、微波等离子法和DC等离子喷射法。
通过改进涂层方法和涂层的粘结,已生产出金刚石涂层刀具,并在工业上得到了应用。
近年来,美国、日本和瑞典等国家都已相继推出了金刚石涂层的丝锥、铰刀、铣刀以及用于加工印刷线路板上的小孔金刚石涂层硬质合金钻头及各种可转位刀片,如瑞典Sandvik公司的CD1810和美国Kennametal公司的KCD25等牌号产品。
美国Turchan公司开发的一种激光等离子体沉积金刚石的新工艺,用此法沉积金刚石,由于等离子场包围整个刀具,刀具上的涂层均匀,其沉积速度比常规CVD法快1000倍。
此法所成的金刚石涂层与基体之间产生真正的冶金结合,涂层强度高,可防止涂层脱落、龟裂和裂纹等缺陷。
CemeCon公司具有特色的CVD金刚石涂层技术,2000年建立生产线,使金刚石涂层技术达到工业化生产水平,其技术含量高,可以批量生产金刚石涂层。
类金刚石涂层在对某些材料(Al、Ti及其复合材料)的机械加工方面具有明显优势。
通过低压气相沉积的类金刚石涂层,其微观结构与天然金刚石相比仍有较大差异。
九十时代,常采纳激活氢存在下的低压气相沉积DLC,涂层中含有大量氢。
含氢过多将降低涂层的结合力和硬度,增大内应力。
DLC中的氢在较高的温度下会渐渐释放出来,引起涂层工作不稳定。
不含氢的DLC硬度比含氢的DLC高,具有组织均匀、可大面积沉积、成本低、表面平整等优点,已成为近年来DLC涂层讨论的热点。
美国科学家A.A.Voevodin提出沉积超硬DLC涂层的结构设计为Ti—TiC—DLC梯度变化涂层,使硬度由较软的钢基体渐渐提高到表层超硬的DLC涂层。
立方氮化硼结构

立方氮化硼结构立方氮化硼(cubic boron nitride,简称CBN)是一种类似于金刚石的超硬材料,具有优异的物理和化学性质。
它由硼原子和氮原子通过共价键结合而成,形成了立方晶体结构。
本文将对立方氮化硼的结构和性质进行详细介绍。
一、立方氮化硼的晶体结构立方氮化硼的晶体结构属于立方晶系,空间群为Fd-3m,每个晶胞包含两个硼原子和两个氮原子。
其晶格常数为a=3.615 Å。
立方氮化硼晶体中的硼原子和氮原子交替排列,形成了类似于钻石的立方晶体结构。
这种结构使得立方氮化硼具有类似于金刚石的硬度和优异的热导性能。
二、立方氮化硼的物理性质1.硬度:立方氮化硼的硬度仅次于金刚石,居于世界之首。
它的硬度可达到48~52 GPa,是金刚石硬度的2倍以上。
这使得立方氮化硼成为制备高硬度刀具和磨料的理想材料。
2.热导性:立方氮化硼具有优异的热导性能,其热导率约为金刚石的4倍。
这使得立方氮化硼在高温环境下有良好的热稳定性,可以用于制备高温刀具和磨料。
3.化学稳定性:立方氮化硼在常温下具有良好的化学稳定性,不受大多数酸和碱的侵蚀。
这使得立方氮化硼可以用于制备耐酸碱刀具和化学反应器。
4.电绝缘性:立方氮化硼是一种优秀的电绝缘体,具有较高的电阻率。
这使得立方氮化硼可以用于制备电子元件和绝缘材料。
三、立方氮化硼的应用领域1.切削加工:立方氮化硼具有优异的硬度和热导性能,可以用于制备高硬度刀具,用于高速切削、磨削和车削加工。
它可以加工各种硬度的金属材料,如铸铁、钢、高温合金等。
2.磨料研磨:立方氮化硼作为一种超硬磨料,可以用于制备砂轮、研磨片等磨具,用于高精度磨削和抛光加工。
它在航空航天、汽车制造等领域有广泛的应用。
3.化学反应器:立方氮化硼具有良好的化学稳定性,可以用于制备耐酸碱的化学反应器。
它在化工、制药等领域有重要的应用。
4.电子元件:立方氮化硼作为优秀的电绝缘体,可以用于制备电子元件,如集成电路、高压绝缘材料等。
PCBN刀具的性能优势及加工领域
PCBN刀具的性能优势及加工领域随着现代技术和切削技术的不断进展,很多刀具材料相继显现,刀具进展由高速钢刀具—硬质合金刀具—吐涂层硬质合金刀具—陶瓷刀具—立方氮化硼刀具。
其中立方氮化硼刀具1970年开始使用于切削刀具,并且由于其良好的加工性和可高速切削的性能,使之成为加工高硬度难加工材料的手选择刀具材料。
接下来就实在介绍一下立方氮化硼刀具的性能优势及加工领域。
一、立方氮化硼刀具的性能(1)硬度高,耐磨性好:立方氮化硼刀具的硬度仅此与金刚石刀具,和金刚石刀具统称为超硬刀具。
由于其较高的硬度也使立方氮化硼刀具具有良好的耐磨性。
(2)具有很高的热稳定性:耐热性可达1400℃~1500℃,比金刚石的耐热性(700℃~800℃)高出一倍,是刀具材料中耐热性最高的,故可加工高温合金材料。
(3)具有很好的化学稳定性:与铁系材料到1200℃~1300℃不起化学作用。
(4)良好的导热性:CBN的导热系数(79.54W/m.k)仅次于金刚石(146.5W/m.k),随着切削速度的提高,CBN的导热系数也渐渐增高。
这有利于降低切削区的温度而削减扩散磨损。
二、立方氮化硼刀具的分类立方氮化硼刀具分为整体聚晶立方氮化硼刀具和焊接式立方氮化硼刀具。
整体聚晶立方氮化硼刀具是通体都是一种牌号—立方氮化硼,此刀片中心没有孔,属于机夹可转位刀具,需专门配置刀杆;二焊接式立方氮化硼刀具是只有刃口部位是立方氮化硼材料,基体是硬质合金材质。
此类中心有中心孔,其配备刀杆和硬质合金刀具的刀杆通用。
三、立方氮化硼刀具的应用随着切削技术的不断进展,立方氮化硼刀具广泛应用于高硬度难加工材料的加工。
(1)立方氮化硼刀具可以车代磨,硬车削高硬度难加工材料由于立方氮化硼刀具具有较高的硬度和耐磨性,红硬性。
所以采纳华菱超硬整体聚晶立方氮化硼刀具可以车代磨硬车削高硬度难加工材料。
(2)高速切削随着现代技术的进展,由于工件如汽车零部件刹车盘、制动鼓均属于批量生产,由数控车床铸件替代一般车床加工刹车盘、制动鼓。
金刚石和CBN
金刚石和CBN
金刚石和立方氮化硼砂轮(CBN)
金刚石和立方氮化硼砂轮(CBN)是众所周知的研磨材料之一,通常被称为“超级研磨剂”。
正因为这个原因,它非常适用于加工和研磨使用碳化硅或刚玉等常规磨料很难甚至不可能研磨的材料。
金刚石和CBN有同样的晶体结构,金刚石是由纯碳组成,CBN是由氮和硼组成。
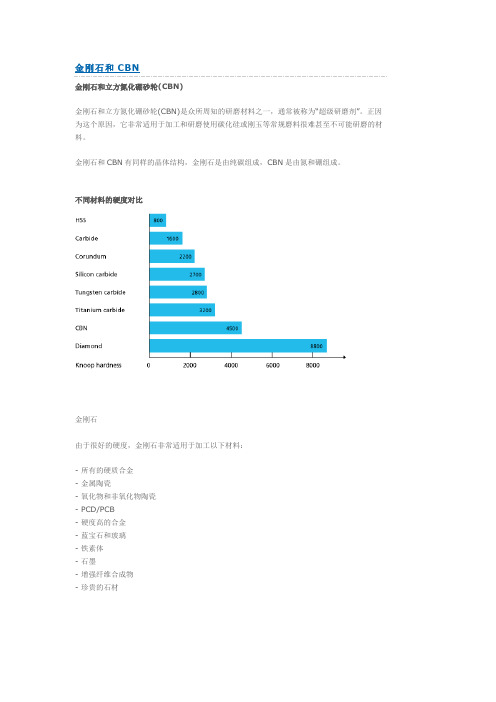
不同材料的硬度对比
金刚石
由于很好的硬度,金刚石非常适用于加工以下材料:
- 所有的硬质合金
- 金属陶瓷
- 氧化物和非氧化物陶瓷
- PCD/PCB
- 硬度高的合金
- 蓝宝石和玻璃
- 铁素体
- 石墨
- 增强纤维合成物
- 珍贵的石材
由于金刚石由纯碳组成,所以它不适用于加工钢材。
在研磨中产生的高温会使钢中的碳和金刚石反应,腐蚀金刚石颗粒。
CBN(立方氮化硼)
CBN由硼、氮两元素组成,和金刚石相比,CBN没有碳原子,很适合加工钢。
CBN可加工以下材料:
–硬度在54HRc以上的钢
–高速钢(HSS)
–钨铬钴合金
–表面镀镍的合金
下图显示了CBN和金刚石不同的热稳定性,当金刚石温度达到700度以上时,它的硬度会大大降低。
而CBN在1000度以上时,硬度仍可以保持不变。
金刚石和CBN的热稳定性图。
常用的超硬刀具材料有哪些有何主要特点

常用的超硬刀具材料有哪些金刚石金刚石是目前世界上已发现的最硬的一种材料。
金刚石刀具具有高硬度、高耐磨性和高导热性等性能,在有色金属和非金属加工中得到广泛的应用,尤其在铝和硅铝合金高速切削加工中,如轿车发动机缸体、缸盖、变速箱和各种活塞等的加工中,金刚石刀具是难以替代的主要切削刀具。
超硬刀具材料_近年来,由于数控机床的普及和数控加工技术的高速发展,可实现高效率、高稳定性、长寿命加工的金刚石刀具的应用日渐普及。
金刚石刀具现在和将来都是数控加工中不可缺少的重要刀具。
立方氮化硼(CBN)立方氮化硼是氮化硼的同素异构体,其结构与金刚石相似,硬度高达8000~9000HV,耐热度达1400℃,耐磨性好。
近年来开发的多晶立方氮化硼(PCBN)是在高温高压下将微细的CBN颗粒通过结合相烧结在一起的多晶材料,既能胜任淬硬钢(45~65HRC)、轴承钢(60~64HRC)、高速钢(63~66HRC)、冷硬铸铁的粗车和精车,又能胜任高温合金、热喷涂材料、硬质合金及其他难加工材料的高速切削加工。
陶瓷刀具陶瓷刀具是最有发展潜力的刀具之一,目前已引起世界工具界的重视。
在工业发达的德国,约70%加工铸件的工序是由陶瓷刀具来完成的,而日本陶瓷刀具的年消耗量已占刀具总量的8%~10%。
超硬刀具材料_由于数控机床、高效无污染切削、被加工材料硬等因素,迫使刀具材料必须更新换代,陶瓷刀具正是顺乎潮流,不断改革创新,在Al2O3陶瓷基体中添加20%~30%的SiC晶液制成晶须增韧陶瓷材料,SiC晶须的作用犹如钢筋混凝土中的钢筋,它能成为阻挡或改变裂纹扩展方向的障碍物,使刀具的韧性大幅度提高,是一种很有发展前途的刀具材料。
为了提高纯氧化铝陶瓷的韧性,加入含量小于10%的金属,构成所谓金属陶瓷,这类刀具材料具有强大的生命力,正以强劲势头向前发展,也许将来会自成一系,成为刀具材料家族新成员。
超硬刀具材料_陶瓷刀具的主要原料是Al2O3、SiO2、碳化物等,它们是地壳中最富足的资源,发展此类刀具不存在原料来源问题。
立方氮化硼(CBN)刀具破损主要形态、原因的分析
立方氮化硼(CBN)刀具破损重要形态、原因的分析立方氮化硼(CBN)是纯人工合成材料,是继人造金刚石之后的另一种新型超硬材料。
立方氮化硼刀具断续切削时,损坏的重要形式是破损。
有早期和后期两种:CBN车刀片早期破损是切削刚开始或短时间切削后即发生的破损。
这时,前、后刀面尚未产生明显的磨损。
切削高硬材料或者断续切削时,最常显现这种破损。
后期破损是在加工肯定时间之后,刀具材料因疲乏而引起的破损。
其脆性破损的形态有以下几种:1、崩刃这是立方氮化硼刀具连续切削或断续切削钢和铸铁时,最常见的一种早期破损形态。
它是在切削刃上产生的小缺口,刀刃上几个小缺口或被崩掉一小块。
一般缺口尺寸与进给量相当或者稍大一些。
微崩刃的刀具在允许的磨损限度内还能连续切削。
2、剥落端铣钢和铸铁时,在前刀面上最常显现贝壳状的剥落。
立方氮化硼刀具端铣淬硬钢(HRC58—65)时,前刀面上产生的较大面积的贝壳状剥落,显现此类磨损,可通过提高切削速度、降低进给量、使用有负倒棱,刃口经过钝化处理的刀片。
3、碎断在切削刃上发生小块碎裂或大块断裂,而不能连续正常切削。
立方氮化硼刀具连续切削高硬材料或者断续切削时常常发生这种破损,车削淬硬钢时,由于切削速度太高在刀尖处发生小块碎裂,通常还可以重磨修复再使用。
立方氮化硼刀具断续车削(40MnNi3CrMo)低合金钢时在刀尖处发生大块断裂,这种情况,刀具不可能再重磨使用。
这是由于断续切削时冲击载荷过大、短时间切削后即发生的早期破损,虽然切削条件适当,但切削较长时间后,没有适时换刀,由于刀具材料疲乏就发生了这种大块的断裂。
4、裂纹立方氮化硼刀具在较长时间的断续切削后,有因机械冲击而引起的平行于切削刃的机械疲乏裂纹,也有因热冲击而引起的垂直于或倾斜于切削刃的裂纹。
当这些裂纹不断扩展合并后,就引起刀刃碎裂或断裂。
在实际生产中,工件无论其几何形状还是材料的物理机械性能,都远不是规定和均匀的。
例如毛坯几何形状不规定、加工余量不均匀、表面硬度不均匀以及工件表面的沟、槽、孔等,全部这一切使切削加工或多或少地总带有断续切削的性质。
金刚石 立方氮化硼 硬度
金刚石立方氮化硼硬度
金刚石、立方氮化硼是两种非常硬的材料,它们的硬度分别是10和9.5,是目前已知最硬的材料之一。
这两种材料的硬度之高,使它们在许多领域都有着广泛的应用。
金刚石是一种由碳元素组成的晶体,它的硬度之高是由于其晶体结构的特殊性质所决定的。
金刚石的晶体结构是由碳原子通过共价键连接而成的,这种结构使得金刚石具有非常高的密度和硬度。
金刚石的硬度之高,使得它在工业领域中有着广泛的应用,例如用于切割、磨削、钻孔等领域。
立方氮化硼是一种由氮和硼元素组成的晶体,它的硬度之高也是由于其晶体结构的特殊性质所决定的。
立方氮化硼的晶体结构是由氮原子和硼原子通过共价键连接而成的,这种结构使得立方氮化硼具有非常高的密度和硬度。
立方氮化硼的硬度之高,使得它在工业领域中也有着广泛的应用,例如用于制造高速切削工具、高压磨料等领域。
虽然金刚石和立方氮化硼都是非常硬的材料,但它们的物理和化学性质却有所不同。
例如,金刚石是一种非常稳定的材料,不易被化学腐蚀,而立方氮化硼则比金刚石更容易被化学腐蚀。
此外,金刚石的导热性和导电性都比立方氮化硼要好,这也使得金刚石在一些特殊的应用领域中更具优势。
金刚石和立方氮化硼都是非常硬的材料,它们的硬度之高使得它们在工业领域中有着广泛的应用。
虽然它们的物理和化学性质有所不同,但它们都是非常优秀的材料,为人类的科技进步做出了重要的贡献。
超硬材料 (2)
超硬材料引言超硬材料是一种具有极高硬度和优异耐磨性能的材料。
它们广泛应用于工业领域,如切削、打磨和磨具等。
本文将介绍超硬材料的概念、特性、分类以及主要应用领域。
超硬材料概述超硬材料是指硬度超过金刚石(Mohs硬度10)的材料,主要包括金刚石(Diamond)和立方氮化硼(Cubic Boron Nitride,CBN)两种。
这两种超硬材料具有极高的硬度和较低的热膨胀系数,使它们在高温、高压和恶劣环境下表现出优异的性能。
超硬材料特性1. 极高硬度超硬材料的硬度远远超过其他常见材料,如金属和陶瓷。
金刚石是已知最硬的材料,其硬度为15000-100000MPa,而立方氮化硼的硬度约为9000-10000MPa。
这种超高硬度使得超硬材料在切削和磨削过程中能够抵抗磨损,延长使用寿命。
2. 优异耐磨性由于超硬材料的硬度极高,它们具有出色的耐磨性能。
在切削和磨削应用中,超硬材料的工具能够在长时间的使用中保持刃口的锐利度,从而实现高效切削和精确加工。
3. 低摩擦系数超硬材料的表面光滑度高且摩擦系数低,这使得它们在摩擦副应用中具有优异的性能。
比如,在高速切削和车削过程中,超硬材料的低摩擦系数可以减少摩擦热和磨损,提高加工效率。
4. 耐高温性超硬材料具有优异的耐高温性能,可以在高温环境下保持其硬度和力学性能。
这使得超硬材料在高速切削和磨削中不易软化和失效,适用于高温加工。
超硬材料分类超硬材料可以按照其结构和制备方法进行分类。
1. 金刚石金刚石是一种由碳原子构成的晶体材料,具有良好的导热性和化学惰性。
它可以通过自然生成或化学合成获得。
化学合成的金刚石通常用于工业应用,如切削和打磨。
2. 立方氮化硼立方氮化硼是一种由硼和氮原子组成的晶体材料,具有类似金刚石的结构和性能。
它通常通过高温高压合成方法制备,可用于切削、磨削和磨具等应用。
超硬材料应用领域超硬材料在多个工业领域中得到广泛应用。
1. 切削工具超硬材料可用于制造切削工具,如刀具、刀片和钻头等。
超硬刀具材料的种类-超硬刀具材料特性【常用】

超硬刀具材料的种类-超硬刀具材料特性【常用】超硬刀具是现代工程材料的加工在硬度方面提出的更高要求而应运而生,20世纪的后40年中有了较大的发展。
超硬材料的化学成分及其形成硬度的规律与其他刀具材料不同,立方氮化硼是非金属的硼化物,晶体结构为面心立方体;而金刚石由碳元素转化而成,其晶体结构与立方氮化硼相似。
它们的硬度大大高于其他物质。
超硬刀具材料的种类超硬刀具材料,尤其是金刚石,其种类较多。
立方氮化硼有CBN单品粉,用于制作磨具;还有PCBN聚晶片及PCBN聚晶复合片,用于制作刀具及其他工具。
立方氮化硼是人造的。
金刚石分天然金刚石(ND)与人造金刚石。
人造金刚石有PCD单晶粉,用于制作磨具;PCD单晶粒,可做刀具;PCD聚晶片及聚晶复合片,用于制作刀具及其他工具;CVD金刚石薄膜及厚膜,可用于制作刀具、工具,并可作为光学、电子高科技原材料。
超硬刀具材料的特性1981年国际硬物质科学会议认为,硬度大于1000HV的物质均可称为硬物质,能加工诸如硬质合金(硬度1600―1800HV)、刚玉(2000HV)、碳化硅(2200HV)等这一类物质的材料称为超硬材料。
通常所说的超硬材料是指与天然金刚石的硬度、性能相近的人造金刚石和CBN(立方氮化硼)2种材料,由于天然金刚石市场价格十分高,所以,目前我国生产超硬刀具时大多采用聚晶立方氮化硼(PCBN)、人造聚晶金刚石(PCD)以及它们之间的复合材料。
超硬刀具材料具有以下性能特点:(1)高的硬度。
刀具材料的硬度必须高于工件材料的硬度。
PCD的硬度可达8000HV,为硬质合金的8~12倍;CBN晶体结构与金刚石类似,因此具有与金刚石相近的硬度和强度;CBN微粉的显微硬度为8000~9000HV,其烧结体PCBN的硬度一般为3000~5000HV。
(2)高的耐磨性。
刀具材料应有好的抵抗磨损的能力,它取决于材料的力学性能,化学成分和组织结构刀具耐磨性是刀具抵抗磨损能力。
聚晶金钢石与立方氮化硼刀具的制造技术

抛光的目的是把刀片的上表面 (即刀具的前刀面) 抛光成镜面 ,一般要求达到 Ra0. 02um 以下 。刀具前 刀面抛光后可以减少切屑与前刀面的摩擦与粘结 ,延 长刀具寿命 ;同时还可以改善刀刃的平整度与锋利性 , 提高切削加工的精度 。
复合片的抛光使用专门的抛光机 ,其原理如图 1 所示 。一方面砂轮高速旋转做主运动 ,同时被抛光的 刀片低速转动 。一般抛光一块片子的时间为 1. 5~ 2h 。为了增加效率 ,抛光机上有多个保持盘 ,每个保持 盘可夹持多个刀片 ,从而实现几十片刀片同时抛光 。
42
机械工艺师 2000. 7
Hale Waihona Puke 述功能 ,刃磨机的运动机构包括 : ●刀架自身回转 ,配合显微镜或投影仪精确对准
回转中心 ,得到不同的刀尖圆弧半径 。 ●刀架整体倾斜 ,得到圆柱后刀面 。 ●砂轮主轴倾斜 ,得到圆锥后刀面 。 ●主轴横向往复摆动 ,用于磨削直刃 ,同时起到抛
光的作用 ,消除磨削沟纹 ,并可均恒砂轮的磨损 ,防止 砂轮局部出现深沟 。
图 3 、图 4 所示分别为普通磨削和经过研磨后得 到的刀具刃口 。
参 考 文 献 1 张启彬、李曼、李德享。张弘韬。聚晶金刚石刀具的刃磨机理
工具技术. 1998. 4 2 P. A. Bex·SYNDITE Cutting Tool - Preparation for Use·
De Beers Düsseldorf - Conference. May , 1979 作者通讯地址 :中国科技大学精密机械与仪器系 (合肥 230026) 收稿日期 :20000615
清洗剂一般为去离子水或无水酒精 ,采用声波清 洗器可获得最好的清洗效果 。清洗后的零件应该用干 净的镊子夹持 ,绝不能用手指触摸 ,以防止二次污染 。
金刚石和立方氮化硼特点及使用场合

金刚石和立方氮化硼特点及使用场合【知识文章】金刚石和立方氮化硼特点及使用场合1. 引言金刚石和立方氮化硼作为两种重要的超硬材料,具有独特的物理和化学特性,在多个领域具有广泛的应用。
本文将深入探讨金刚石和立方氮化硼的特点,以及它们在不同场合的使用。
2. 金刚石的特点和特性金刚石是一种由碳元素构成的晶体,具有极高的硬度和优异的热导率。
其晶体结构稳定,堆积紧密,形成刚硬的结晶物质。
金刚石的硬度达到10级,是目前已知的最硬的物质。
金刚石还具有高的折射率和耐腐蚀性。
3. 金刚石的制备和加工技术金刚石的制备和加工主要有化学气相沉积、高温高压合成和超高频等技术。
其中,化学气相沉积是一种常用的方法,通过气相中碳的沉积和结晶形成金刚石晶体。
高温高压合成是一种通过将碳材料在高压和高温下转变为金刚石的方法。
超高频则是一种应用高频电磁辐射来加热和形成金刚石晶体的技术。
4. 金刚石的应用领域4.1 机械加工和切割领域由于金刚石的硬度极高,它在机械加工和切割领域有着广泛的应用。
金刚石切割工具可以用于切割混凝土、金属和岩石等材料,具有高效、精确和耐用的特点。
4.2 电子领域金刚石具有良好的电导率和热导率,使其在电子领域有广泛的应用。
金刚石可以用作半导体材料、光电子器件和传感器等,其优异的特性确保了设备的高效工作和长期稳定性。
4.3 医疗领域由于金刚石具有良好的生物相容性和耐腐蚀性,它被广泛应用于医疗领域。
金刚石可以用于手术刀片、骨科植入物和医疗工具等,提高了手术的精确性和治疗的效果。
5. 立方氮化硼的特点和特性立方氮化硼在硬度和热导率方面接近金刚石,是一种具有高性能的超硬材料。
它的晶体结构稳定、成分均一,具有优良的化学稳定性和热稳定性。
立方氮化硼的硬度较金刚石稍低,但相对金刚石更易加工和形成复杂形状。
6. 立方氮化硼的制备和加工技术立方氮化硼的制备和加工一般采用热压烧结、化学气相沉积和等离子体增强化学气相沉积等技术。
热压烧结是一种常用的方法,通过将立方氮化硼粉末加压和高温烧结形成坚固的材料。
金刚石和立方氮化硼特点及使用场合
金刚石和立方氮化硼是两种极其硬度和耐磨损的材料,它们在各自的特性和使用场合上有着许多值得探讨的地方。
1. 金刚石的特点和使用场合金刚石是自然界中最坚硬的材料,其硬度大于任何其他自然材料,因此具有极高的耐磨损性。
金刚石晶体结构坚硬而稳定,使其在钻头、研磨工具和切削工具等工业领域有着广泛的应用。
金刚石还具有良好的导热性和导电性,因此在电子工业和热管理领域也有着重要的用途。
2. 立方氮化硼的特点和使用场合立方氮化硼,也被称为C-BN,是一种由碳原子和氮原子组成的超硬材料,其硬度和耐磨性仅次于金刚石。
与金刚石相比,立方氮化硼的化学惰性更强,更不易与其他化合物发生化学反应。
这使得立方氮化硼在高温、高压和腐蚀性环境下有着更广泛的应用,尤其是在金属切削加工和陶瓷加工等领域。
3. 金刚石和立方氮化硼在工业和科学研究中的地位金刚石和立方氮化硼作为超硬材料,已经成为工业制造和科学研究中不可或缺的材料。
其极高的硬度和耐磨性,使得金刚石和立方氮化硼在材料加工、精密加工和机械加工中发挥着关键作用。
在科学研究领域,金刚石和立方氮化硼的特性也被广泛应用于高压实验、光学材料和半导体材料等领域。
4. 个人观点和总结在我看来,金刚石和立方氮化硼作为超硬材料,其重要性不言而喻。
它们不仅在工业制造、科学研究和高新技术发展中发挥着不可替代的作用,同时也拓展了人类对材料的认识和应用。
深入了解金刚石和立方氮化硼的特点和使用场合,对于每个工程技术人员和科研工作者来说都至关重要。
通过对金刚石和立方氮化硼的深入了解,我们不仅可以更好地选择和应用这些超硬材料,还可以在加工和研究中不断取得新的突破和进展。
金刚石和立方氮化硼的特点和使用场合具有极其重要的意义,其深远影响已经不仅仅局限于材料本身,还涉及到整个工业与科学领域的发展。
金刚石和立方氮化硼作为超硬材料,在工业和科学研究中发挥着重要作用。
它们的特点和使用场合丰富多样,深入了解和研究这两种材料对于推动材料科学和相关领域的发展至关重要。
立方氮化硼生产工艺

立方氮化硼生产工艺
立方氮化硼(cubic boron nitride,CBN)是一种晶体形态与金
刚石相似的氮化硼。
它具有硬度高、热稳定性好、化学惰性等优良性能,被广泛应用于超硬材料制备、磨削与切削工具制造等领域。
立方氮化硼的生产工艺主要包括以下几个步骤:
1. 原料准备:使用均质粒度的氮化硼和铝作为主要原料。
氮化硼的纯度要求较高,一般达到99%以上。
2. 混合:按照一定比例将氮化硼和铝混合均匀,一般将氮化硼与粉末铝的重量比控制在1:1左右。
3. 热压烧结:将混合好的粉末放入石墨模具中,并进行加热压制。
通常采用高温高压烧结工艺,温度达到1800℃以上,压
力达到10GPa以上。
4. 晶化处理:进行热处理,使烧结体中的氮化硼和铝发生反应,生成立方相的氮化硼晶体。
温度和时间的控制非常重要,一般在1700~2100℃的温度范围内进行晶化处理。
5. 制备成品:通过切割、磨削等加工工艺将晶化后的立方氮化硼块体制备成所需形状的CBN刀具、磨料等产品。
需要注意的是,立方氮化硼的生产工艺可能因生产商不同而略有差异,以上为一般的生产工艺流程。
超硬刀具主要包括金刚石刀具和立方氮化硼刀具

1 概述超硬刀具主要包括金刚石刀具和立方氮化硼刀具,其中以人造金刚石复合片(PCD)刀具及立方氮化硼复合片(PCBN)刀具占主导地位。
随着现代制造业(尤其是汽车制造业)的快速发展,超硬刀具的生产及应用也逐年快速增长。
图1、图2分别为PCD刀具和PCBN 刀具近十几年来全球销售额的增长情况。
至1997 年,PCD刀具年销售额已达2.3亿美元,PCBN刀具年销售额为1.7亿美元。
超硬刀具大部分用于汽车零部件的切削加工。
图3、图4分别为1995年全球PCD刀具和PCBN 刀具在各应用领域的销量份额。
其中,PCD刀具的60%用于汽车制造业,近30%用于木工刀具(至九十年代末期PCD木工刀具的份额已占到40%);PCBN 刀具的1/2用于汽车制造业,约20%用于重型设备(如轧辊等)的加工。
近年来,随着CNC加工技术的迅猛发展以及数控机床的普遍使用,可实现高效率、高稳定性、长寿命加工的超硬刀具的应用也日渐普及,同时引入了许多先进的切削加工概念,如高速切削、硬态加工、高稳定性加工、以车代磨、干式切削等。
超硬刀具已成为现代切削加工中不可缺少的重要手段。
2 超硬刀具的主要品种及特点(1) PCD金属切削刀具PCD金属切削刀具可利用PCD材料的高硬度、高耐磨性、高导热性及低摩擦系数实现有色金属及耐磨非金属材料的高精度、高效率、高稳定性和高表面光洁度加工。
此类刀具从结构上主要可分为焊接式PCD刀具和可转位式PCD刀片。
近年来焊接式PCD刀具中发展较快的品种是带标准刀柄的PCD刀具,如带柄PCD铣刀、PCD镗刀、PCD铰刀等,刀柄型式主要为圆柱柄、锥柄和HSK柄。
这种刀具(尤其是多齿刀具)的特点是切削刃对刀柄的跳动小(如刃长为30mm的HSK柄PCD铣刀的切削刃跳动仅为0.002mm),尤其适合于对各种有色金属零件的成形面、孔、阶梯孔等进行大批量高速加工。
例如,采用铝基体刀盘的PCD高速铣刀(六刃,直径100mm),最高转速可达20,000R/MIN, 以上,切削速度可达7,000M/MIN,适合于汽车零部件的成形面加工。
立方氮化硼 电阻率

立方氮化硼(Cubic Boron Nitride)电阻率引言立方氮化硼(Cubic Boron Nitride,简称CBN)是一种人工合成的超硬材料,具有与金刚石相似的结构和性质。
CBN在高温、高压和化学腐蚀环境中表现出色,因此在许多工业领域中有广泛的应用。
本文将着重讨论CBN的电阻率及其相关性质。
CBN的基本性质CBN是由硼和氮原子组成的晶体。
其晶格结构类似于 Diamond-like Carbon (DLC) 或刚玉(Al₂O₃),但其晶格的一部分被氮原子替代。
这种结构使CBN具有特殊的性质和优势。
立方氮化硼可以通过高压高温(HPHT)合成方法制备,也可以通过化学气相沉积(CVD)方法制备。
这两种方法都能够产生高纯度、晶体良好的CBN材料。
CBN的电阻率电阻率是材料导电能力的一个关键指标,用于描述材料中电流通过的难易程度。
CBN是一种绝缘体材料,其电阻率较高。
电阻率的具体数值受到CBN晶体结构、杂质含量、晶体缺陷等因素的影响。
CBN的电阻率通常在 Gigohm-meter (GΩ·m) 或者 Terahertz-meter (TΩ·m) 的量级。
相较之下,常见绝缘体材料如瓷器的电阻率大约在 10^12 Ω·m 的量级。
影响CBN电阻率的因素1. 晶体结构CBN的晶体结构与其电阻率有着密切的联系。
CBN具有被称为“六方堆积”或“堆积三棱柱”的晶体结构,其中硼和氮原子以特定的方式排列。
2. 杂质含量杂质的存在对CBN的电阻率会产生显著影响。
高纯度的CBN材料通常具有较高的电阻率。
3. 晶体缺陷晶体缺陷也会影响CBN的电阻率。
晶体缺陷可能导致电子或离子在材料中的迁移变得更加困难,从而增加电阻。
4. 温度和压力CBN的电阻率还会随温度和压力的变化而变化。
通常情况下,随着温度的升高,CBN的电阻率会略微降低。
CBN电阻率的应用CBN的高电阻率使其在一些特定领域得到了广泛的应用。
超硬材料分类及属性

超硬材料的分类及属性根据维基百科的定义,Superhard Materials 超硬材料是维氏硬度超过40GPa的材料。
在切磨抛行业,目前使用最广泛的是金刚石和立方氮化硼。
金刚石有天然金刚石和人造金刚石之分,立方氮化硼只能是人造。
人造金刚石是加工业最硬的磨料,已经被广泛应用于冶金、石油钻探、建筑工程、机械加工等领域。
关于PCD(聚晶金刚石)和PCBN(聚晶立方氮化硼)是材料还是制品的问题,本文认为是材料,具体分类如下:如图1所示,超硬材料只有八个二级分类,没有设置三级分类。
一、Natural Diamond 天然金刚石天然金刚石作为天然磨料的一种,少量存在在自然界。
与磨料一样,也有分级标准和相关的粒度。
Grading System 分级标准:ANSI、FEPA、JIS、ISO、GB/T、Other;Available Size 可供粒度:用户自己填写;Applications 用途:Resin Bonded Abrasives 树脂磨具、Metal Bonded Abrasives 金属磨具、Vitrified Abrasives 陶瓷磨具、Electroplated Products 电镀制品、Lapping/Polishing 自由研磨/抛光、Sawing Tools 锯切工具、Drilling/Milling Tools 钻探钻进工具、Dressing Tools 修整工具、Wire Drawing Dies 拉丝模、Other 其他二、Synthetic Diamond 人造金刚石人造金刚石是超硬材料中使用最为广泛的材料。
本文没有对人造金刚石进一步分类,全部按照属性来区分金刚石。
Type 类型:Mesh 粗料、Micron 细料、Coated & Clad 镀衣、Metal Encapsulated 金属造粒Particle Shape 颗粒形状:Blocky 等积形、Angular 有棱角、Sharp 尖锐的、Irregular 不规则、Other 其他Grading System 分级标准:参考天然金刚石;Available Size可供粒度:用户自己填写;Color 颜色:Light Brown浅棕色、Brown 棕色、Black 黑色、Aqua 浅绿、Green 绿色、Dark Green 墨绿、Light Yellow 淡黄色、Yellow 黄色、Gray 灰色、Colorless 透明、Other 其他Metal Coated 金属镀衣:None 无、Copper 镀铜、Nickel 镀镍、Silver 镀银、Titanium 镀钛、Combo 混合、Other 其他Applications 用途:增加了一个PCD / PDC用途,其余用途参考天然金刚石;类型字段参考了元素六的分类办法。
cbn材料
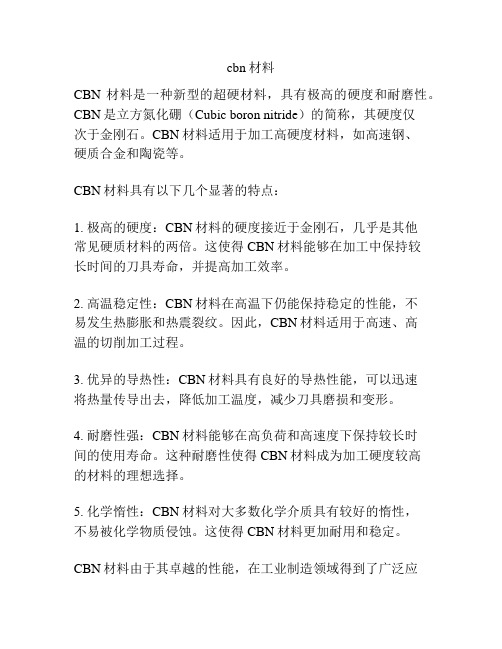
cbn材料CBN材料是一种新型的超硬材料,具有极高的硬度和耐磨性。
CBN是立方氮化硼(Cubic boron nitride)的简称,其硬度仅次于金刚石。
CBN材料适用于加工高硬度材料,如高速钢、硬质合金和陶瓷等。
CBN材料具有以下几个显著的特点:1. 极高的硬度:CBN材料的硬度接近于金刚石,几乎是其他常见硬质材料的两倍。
这使得CBN材料能够在加工中保持较长时间的刀具寿命,并提高加工效率。
2. 高温稳定性:CBN材料在高温下仍能保持稳定的性能,不易发生热膨胀和热震裂纹。
因此,CBN材料适用于高速、高温的切削加工过程。
3. 优异的导热性:CBN材料具有良好的导热性能,可以迅速将热量传导出去,降低加工温度,减少刀具磨损和变形。
4. 耐磨性强:CBN材料能够在高负荷和高速度下保持较长时间的使用寿命。
这种耐磨性使得CBN材料成为加工硬度较高的材料的理想选择。
5. 化学惰性:CBN材料对大多数化学介质具有较好的惰性,不易被化学物质侵蚀。
这使得CBN材料更加耐用和稳定。
CBN材料由于其卓越的性能,在工业制造领域得到了广泛应用。
例如,CBN砂轮可用于高速切削、精密磨削和超精密加工;CBN刀具可用于切削硬质材料和精密加工高硬度钢;CBN涂层可以提高刀具的耐磨性能等。
值得一提的是,虽然CBN材料的硬度优于其他材料,但在实际应用中,CBN材料仍存在其它一些局限性。
比如,CBN材料的价格较高,制备难度较大,限制了其大规模应用;此外,CBN材料也不适用于加工铁系材料,因为CBN材料对铁具有较高的亲和力,容易形成刀具焊接。
总之,CBN材料是一种卓越的超硬材料,具有极高的硬度和耐磨性,以及优异的导热性和高温稳定性。
CBN材料在工业制造领域有着广泛的应用前景,尤其适用于加工硬度较高的材料,如高速钢、硬质合金等。
尽管CBN材料存在一些局限性,但随着科技的进步,CBN材料的制备技术不断改进,相信其在未来将有更广泛的应用。
超硬刀具金刚石刀具介绍

超硬刀具金刚石刀具介绍PCD聚晶金刚石刀具;CVD金刚石膜刀具(物理涂层)PVD物理涂层金刚石刀具PCBN聚晶立方氮化硼刀具;一、概述超硬刀具材料是指比陶瓷材料更硬的刀具材料。
包括:单晶金刚石、聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN)和CVD金刚石等。
超硬刀具主要是以金刚石和立方氮化硼为材料制作的刀具,其中以人造金刚石复合片(PCD)刀具及立方氮化硼复合片(PCBN)刀具占主导地位。
许多切削加工概念,如绿色加工、以车代磨、以铣代磨、硬态加工、高速切削、干式切削等都因超硬刀具的应用而起,故超硬刀具已成为切削加工中不可缺少的重要手段。
随着科技的进步,制造业的高速发展,CNC 加工技术的迅猛发展以及数控机床的普遍使用,超硬刀具的生产及应用也越来越广泛。
PCD和PCBN刀具已广泛应用于机械加工的各个行业,如汽车零部件的切削加工,强化木地板的加工等,极大地促进了切削加工及先进制造技术的飞速发展。
二、切削材料及超硬材料发展史3、金刚石、超硬材料的特性与作用众所周知,金刚石材料的成分是碳,金刚石与铁系有亲和力,切削过程中,金刚石的导热性优越,散热快,但是要注意切削热不宜高于700度,否则会发生石墨化现象,工具会很快磨损。
因为金刚石在高温下和W、Ta、Ti、Zr、Fe、Ni、Co、Mn、Cr、Pt等会发生反应,与黑色金属(铁碳合金)在加工中会发生化学磨损,所以,金刚石不能用于加工黑色金属只能用在有色金属和非金属材料上,而CBN即使在1000oC的高温下,切削黑色金属也完全能胜任。
已成为未来难加工材料的主要切削工具材料。
一般超硬材料指的是人造金刚石、人造CBN。
这两种材料的同时存在,起到了互补的作用、可以覆盖当前与今后发展的各种新型材料的加工,对整个切削加工领域极为有利。
1.PCD金刚石烧结体(PCD)的出现,在许多方面代替了天然单晶金刚石。
PCD与天然金刚石比较,价格便宜,且刃磨远比天然金刚石方便,所以其应用、推广特别迅速。
超硬材料的性能和应用
超硬功能材料与工具读书笔记——超硬材料的性能和应用学院:材料科学与工程专业:高分子班级:材料1114班姓名:程鹏学号:20111401726超硬材料的性能和应用摘要超硬材料通常是指人造金刚石和立方氮化硼两种硬度极高的材料。
我国超硬材料产业经过50多年的发展,无论是产量还是质量,无论是品质还是应用,都有了长足的发展。
本文较详细阐述了金刚石和立方氮化硼的基本性能,并介绍超硬材料的主要用途。
同时,由于超硬材料作为一种极端材料,具有相对不可替代性,本文还将就超硬材料不断拓展的应用领域以及十分光明的发展前景做相应介绍。
关键词:超硬材料;金刚石;立方氮化硼;性能应用;发展Properties & application of superhard abrasivesAbstractSuperhard abrasives,which was always referred to the materials with high rigidity such as diamond and cBN(Cubic Boron Nitride).With the 50 years’ development ,China superhard materials industry has changed to great power in the world at aspects of quantity,quality,variety and applications. This article has reviewed the basic properties and practical application of diamond and cBN.Besides,we will also talk about the great progress in the application and the bright development in the future because superhard materials is really hard to replace due to its extreme property.Keywords:Superhard abrasives,diamond,CBN,properties and application, future development一、前言超硬材料通常是指体状的人造金刚石和立方氮化硼两种硬度极高的材料,它以无与伦比的耐磨等优异性能,广泛地应用在机械加工、石材加工、建材、航空航天、新材料加工、汽车等领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超硬刀具材料――金刚石与立方氮化硼(二)
刀具资料库 2009-03-21 05:59:09 阅读70 评论0 字号:大中小摘要:介绍了超硬刀具材料(金刚石与立方氮化硼)在加工不同工件材料时的切削数据。
工件材料包括铜、铝合金和一些难加工材料。
文中列出较多的试验数据和曲线,阐述了超硬刀具的切削性能和切削处理。
关键词:超硬材料;金刚石;立方氮化硼;刀具;切削性能;切削机理
1 前言
随着现代科技的发展,各种新型工件材料得到了发展和应用。
其中有不少是难加工材料,且其加工精度与技术条件的要求越来越高。
传统的刀具材料,如高速钢、硬质合金、陶瓷等常不能满足上述加工的需要,而必须采用超硬材料刀具。
由于超硬刀具材料与被加工材料之间的摩擦系数很小,制成刀具时能够刃磨、研磨出极其锋利的切削刃。
故超硬材料刀具可以进行精密切削与超精密切削。
在这一方面,金刚石刀具尤为突出,人们常用金刚石刀具对有色金属及其合金进行超精密切削。
利用超硬材料刀具有高硬度、高杨氏模量、高导热性能与低摩擦、低热膨胀的特点,故可切削各种硬材料和难加工材料。
但是,除考虑超硬刀具材料与被加工材料之间机械、物理性能和匹配以外,还应注意它们之间化学性能的匹配。
本文中将阐明PCPN刀具加工淬硬钢与冷硬铸铁的优越性,和金刚石刀具不能切削淬硬钢的原因,并列出切削试验数据。
本文还将介绍超硬材料刀具切削难加工材料(如纯Mo、纯W数种硬脆非铁质金属与非金属材料以及复合材料等)的情况,列出切削试验数据,分析切削机理。
2 聚晶立方氮化硼(PCBN)刀具切削淬硬钢
用PCBN刀具车削淬硬钢T10A(60~63HRC),并与人造金刚石(PCD)、硬质合金YS8、Si3N4基复合陶瓷刀具进行对比。
图1所示为PCBN与PCD刀具的磨损曲线。
切削用量:αp=0.1mm,f=0.05mm/r,ν=84m/min
刀具几何参数:γ0=0°,α0=8°
PCBN:κr =45°,λs=0°,rε=0.5mm,bγ1=0.2mm,γ01=-20° PCD:rε=4mm,λs =0°,bγ1=0.2mm,γ01=-20°
不加切削液。
图2所示为YS8与Si3N4基复合陶瓷刀具的磨损曲线。
切削用量:αp=0.1mm,f=0.05mm/r,0=44m/min
刀具几何参数:γ0=-8°,α0=8°,κr =45°,λs =-4°,rε=0.5mm。
不加切削液。
由图1、图2可以看出,在车削淬硬钢时,Si3N4基复合陶瓷刀具的磨损略小于YS8硬质合金,它们的切削速度低,ν=44m/min。
在切削速度高达ν=84m/min时,PCBN的后刀面磨损量大为减缓。
切削时间近30min,VB=0.25~0.3mm。
但PCD刀具急剧磨损。
因为在700℃以上,金刚石在Fe元素的催化作用下转化为石墨而失去了硬度。
金刚石中的C元素易向淬硬钢工件方面扩散,降低刀具的硬度。
在700~800~C温度下,它也能产生氧化反应:
C+O→CO
CO+O→CO2
作者还用PCBN刀具车削淬硬合金钢CrMnB(60~64HRC),切削用量、刀具几何参数同上,但切削速度从18m/min到150m/min范围内变化,分为6档,得到6条磨损曲线;然后规定磨钝标准为VBs=0.2mm,进一步得到T-ν曲线如图3所示。
其泰勒(Taylor)方程:ν=11000/T1.84
虽然6把PCBN刀具的切削数据比较分散,但仍有刀具耐用度随切削速度提高而降低的规律。
但m=1.84,比一般刀具的m值大得多,说明切削速度在18~150m/min范围内对刀具耐用度的影响很小。
3 聚晶立方氮化硼(PCBN)刀具车削冷硬铸铁
用PCBN刀具车削球墨冷硬铸铁(含C 2.8~3.5%,Mn 0.4~1.0%,Si 0.3~3.2%),硬度为58~68HS。
切削用量:αp=O.3mm,f=0.22mm/r,v=-60m/min
刀具几何参数:γ0=-3°,α0=8°,κr =84°,λs =0°,rε=0.6mm,bγ1=O.25mm,γ01=-15°,不加切削液。
图4为这一组试验的磨损曲线。
可见PCBN刀具的耐用度相当长,切削路程达8000m时,VB值仅为0.16mm。
若用硬质合金YG6X刀具车削冷硬铸铁,切削速度只能采用6~
10m/min,其刀具耐用度和加工效率均比PCBN刀具低得多。
在工业工程与机械制造中,黑色金属特别是钢、铁用量最大,故PCBN 在钢、铁的硬切削中能发挥重大作用。
PCBN刀具正可补金刚石刀具之不足。
4 超硬刀具切削纯钼、纯钨
用CVD金刚石厚膜刀具车削纯钼棒,硬度为125HBS。
切削用量:αp=0.1mm,f=0.05mm/r,v=32.3~64m/min
切削试验中:兼用硬质合金813作对比。
刀具几何角度:
CVD γ0=-5°,α0=7°,κr =45°,λs =3°,rε=0.5mm
813 γ0=30°,α0=9°,κr =90°,λs =O°,rε=0.3mm 不用切削液。
CVD厚膜金刚石刀具用两种切削速度:第一种:ν=64m/min,与813对比,此时CVD刀具磨损甚快。
第二种:ν=32.3m/min,也不如813。
刀具磨损曲线如图5所示。
由图5可见,硬质合金813刀具用ν=64m/min车削纯钼时,刀具磨损比CVD金刚石刀具慢得多,CVD金刚石刀具的切削速度降低到32.3m/min时,也不能改变这一状况。
好像金刚石刀具的高硬度不起作用。
有人认为,制造纯钼时,可能渗入了少量的碳元素,而形成了钼的碳化物,其硬度很高(Mn2C为74HRA);还可能形成钼的氮化物和氧化物。
从而使金刚石刀具在加工中容易磨损。
还有人认为金刚石与Mo能产生化学反应,改变了刀具表面层与刀尖部分的性质,使刀具磨损加快。
作者倾向于后一种解释。
总之,金刚石刀具不适合切削纯钼;生产中钼的加工常使用硬质合金刀具。
再用CVD金刚石与PCBN刀具车削纯钨棒(硬度350HBS),兼与硬质合金YS8刀具作对比。
切削用量:αp=0.1mm,f=0.04mm/r,ν=2.99m/min
刀具几何参数:
CVD γ0=-5°,α0=8°,κr =75°,rε=O.5mm
CBN γ0=O°,α0=8°,κr =75°,rε=0.5mm,bγ=0.2mm,γ01=-15°
YS8 γ0=20°,α0=8°,κr =75°,rε=0.5mm。
不用切削液。
刀具磨损曲线如图6所示。
再用CVD金刚石刀具车削纯钨,改变三种切削速度,切削深度%与进给量f同上,做切削试验,得T-v曲线如图7(VBs=0.05mm)和图8(VBs=0.07mm)所示。
由图6~图8可以看出,纯钨是很难加工的。
切削速度仅为2.99m/min 时,YS8刀具很快磨损失效。
CVD金刚石与PCBN刀具尚可胜任;但当切削速度提高后,CVD金刚石刀具的使用寿命也不是很长,且前刀面产生月牙洼磨损。
有人认为,钨元素易与碳元素化合形成高硬度的WC(2000HV),导致刀具磨损,甚至还有其他化学作用。
那么,PCBN刀具的切削机理又是如何?故金刚石与立方氮化硼刀具加工钼、钨的切削机理尚待进一步探讨。
根据图7、图8,可得T-ν曲线的泰勒(Taylor)方程。
CVD金刚石厚膜刀具车削纯钨
当VBs=0.05mm时,在ν=15~20范围内,
Taylor方程为ν=18/T0.726
当VBs=0.07mm时,
taylor方程为ν=50/T0.88
方程中的T的指数值亦远远大于一般刀具。
一般刀具,其指数仅为0.2左右。