E-Coat 工艺流程表
e处理工艺

e处理工艺
e处理工艺是一种常用的表面处理方法,主要用于金属制品
的防腐、增强硬度和改善表面外观。
下面是e处理工艺的
详细步骤:
1. 清洗:首先,将金属制品放入清洗槽中,使用碱性溶液
或酸性溶液进行清洗,以去除表面的油污、灰尘和其他杂质。
2. 酸洗:将金属制品放入酸洗槽中,使用酸性溶液进行酸洗,以去除金属表面的氧化层和锈蚀。
3. 水洗:将金属制品从酸洗槽中取出后,进行充分的水洗,以去除残留的酸性溶液。
4. 阳极氧化:将金属制品放入电解槽中,作为阳极,使用
直流电进行电解。
电解液通常是硫酸或硫酸铝溶液。
在电
解过程中,金属表面会形成一层氧化膜,这层氧化膜可以
提高金属的耐腐蚀性和硬度。
5. 封孔:经过阳极氧化后,金属表面会形成一些微小的孔洞。
为了防止这些孔洞进一步吸水和腐蚀,需要进行封孔
处理。
封孔通常使用热水、热油或特殊的封孔剂进行。
6. 水洗:封孔后,金属制品需要进行再次水洗,以去除残
留的封孔剂或其他杂质。
7. 干燥:将金属制品进行干燥,可以通过自然晾干或者使
用热风或烘箱等设备进行加速干燥。
8. 检查和包装:经过以上步骤处理后,金属制品需要进行检查,确保表面处理效果符合要求。
最后,将处理好的金属制品进行包装,以便运输和使用。
需要注意的是,不同金属材料和具体要求可能会有细微的差异,以上步骤仅为一般的e处理工艺流程,具体操作应根据实际情况进行调整。
全板电镀流程操作手册-柏宇说明书

—————————————————————————— DO THE BEST PURE ELECTRON MATERIAL CO.R00M701,Langqing New Street No.9, Nanhuadong Road,Haizhu District,Guangzhou. TEL:(8620)34243586 FAX:(8620)34243587全板电镀流程操作手册2008年3月—————————————————————————— DO THE BEST PURE ELECTRON MATERIAL CO.R00M701,Langqing New Street No.9, Nanhuadong Road,Haizhu District,Guangzhou. TEL:(8620)34243586 FAX:(8620)34243587目录1. 柏宇专利化学品名称与储存要求 ................................3 2.全板电镀线配槽步骤...........................................4 2.1 新配槽的清洁处理方法..................................4 2.2 配槽简表. (4)2.3配槽步骤 (5)3. 全板电镀线设备要求...........................................5 4. 药液生产控制范围.............................................6 5. 药液补充量及槽液寿命.........................................6 6. 生产线保养事项...............................................6 6.1 定期保养. (6)6.2碳处理和阳极铜球处理 (8)7. 药品分析方法.................................................9 8. 工艺问题处理简表.............................................11 9. 基本化学药品名称和规.........................................16 10.产品说明书 (16)—————————————————————————— DO THE BEST PURE ELECTRON MATERIAL CO.R00M701,Langqing New Street No.9, Nanhuadong Road,Haizhu District,Guangzhou. TEL:(8620)34243586 FAX:(8620)342435871.基本化学药品名称及规格 1.1 所需基本化学药品规格1.2 含磷铜阳极规格—————————————————————————— DO THE BEST PURE ELECTRON MATERIAL CO.R00M701,Langqing New Street No.9, Nanhuadong Road,Haizhu District,Guangzhou. TEL:(8620)34243586 FAX:(8620)342435872. 全板电镀线配槽步骤 2.1 新药槽的清洁处理方法 2.1.1 药槽和有关设备的清洁方法1).用5% NaOH 溶液浸缸,同时开启过滤泵/循环泵4 - 8小时后排放碱。
覆膜加工工艺流程
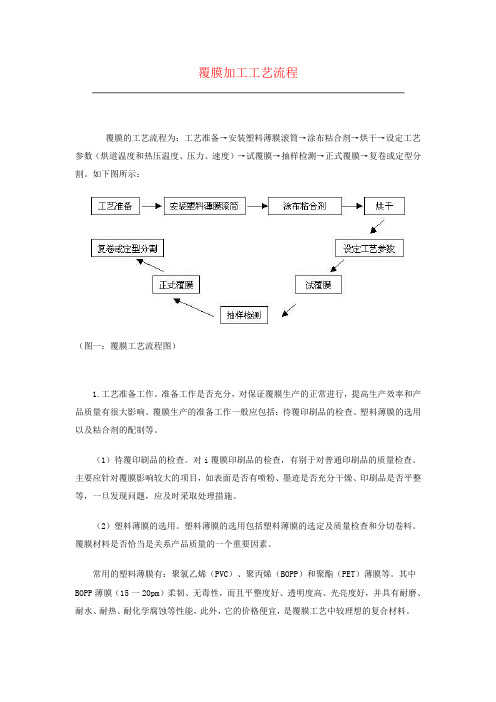
覆膜加工工艺流程覆膜的工艺流程为:工艺准备→安装塑料薄膜滚筒→涂布粘合剂→烘干→设定工艺参数(烘道温度和热压温度、压力、速度)→试覆膜→抽样检测→正式覆膜→复卷或定型分割。
如下图所示:(图一:覆膜工艺流程图)1.工艺准备工作。
准备工作是否充分,对保证覆膜生产的正常进行,提高生产效率和产品质量有很大影响。
覆膜生产的准备工作一般应包括:待覆印刷品的检查、塑料薄膜的选用以及粘合剂的配制等。
(1)待覆印刷品的检查。
对i覆膜印刷品的检查,有别于对普通印刷品的质量检查。
主要应针对覆膜影响较大的项目,如表面是否有喷粉、墨迹是否充分干燥、印刷品是否平整等,一旦发现问题,应及时采取处理措施。
(2)塑料薄膜的选用。
塑料薄膜的选用包括塑料薄膜的选定及质量检查和分切卷料。
覆膜材料是否恰当是关系产品质量的一个重要因素。
常用的塑料薄膜有:聚氯乙烯(PVC)、聚丙烯(BOPP)和聚酯(PET)薄膜等。
其中BOPP薄膜(15一20pm)柔韧、无毒性,而且平整度好、透明度高、光亮度好,并具有耐磨、耐水、耐热、耐化学腐蚀等性能,此外,它的价格便宜,是覆膜工艺中较理想的复合材料。
覆膜工艺对塑料薄膜的质量要求是:厚度直接影响薄膜的透光度、折光度、薄膜牢度和机械强度等,根据薄膜本身的性能和使用目的,覆膜薄膜的厚度以0.01~0.02mm之间为宜。
须经电晕或其它方法处理过,处理面的表面张力应达到4Pa,以便有较好的湿润性和粘合性能,电晕处理面要均匀一致。
透明度越高越好,以保证被覆盖的印刷品有最佳的清晰度。
透明度以透光率即透射光与投射光的百分比来表示;PET薄膜的透光率一般为88~90%,其它几种薄膜的透光率通常在92~93%之间。
良好的耐光性,即在光线长时间照射下不易变色,具备一定的机械强度和柔韧特性,薄膜的机械强度包括抗张强度、断裂延伸率、弹性模量、冲击强度和耐折次数等项技术指标。
几何尺寸要稳定,常用吸湿膨胀系数、热膨胀系数、热变形温度等指标来表示。
预涂感光版制造工艺流程

预涂感光版制造工艺流程英文回答:The manufacturing process of pre-coated lithographic plates involves several steps to ensure the production of high-quality plates. Here is a detailed explanation of the process:1. Plate Preparation: The first step is to prepare the base material for the lithographic plate. This usually involves cleaning the plate surface to remove any dirt or contaminants. It is essential to have a clean surface to ensure proper adhesion of the coating.2. Coating Application: In this step, a photosensitive coating is applied to the plate surface. The coating contains light-sensitive compounds that react when exposed to UV light. The coating can be applied using various methods, such as roller coating or spray coating. The thickness of the coating layer is carefully controlled toensure optimal performance.3. Drying: After the coating is applied, the plate goes through a drying process. This can be done using air drying or by passing the plate through a drying oven. It iscrucial to ensure that the coating is completely dry before proceeding to the next step.4. Exposure: Once the coating is dry, the plate is exposed to UV light through a mask or a film negative. The light-sensitive compounds in the coating react to the UV light and undergo a chemical change. This change creates an image on the plate, which will later be transferred onto the printing surface.5. Development: After exposure, the plate goes througha development process. This involves removing the unexposed areas of the coating. The development is typically done using a solvent or a developer solution. The exposed areas of the coating remain on the plate, forming the image.6. Post-Treatment: After development, the plate mayundergo additional post-treatment processes to enhance its durability and performance. This can include baking the plate to increase its hardness or applying a protective layer to prevent scratches or damage during printing.7. Quality Control: Throughout the manufacturing process, quality control checks are performed to ensure that the plates meet the required specifications. This can involve checking the coating thickness, image quality, and overall plate integrity.中文回答:预涂感光版的制造工艺流程涉及多个步骤,以确保生产出高质量的版材。
中英对照版涂装生产流程

4 PLASTIC HOOD AJAR TOOL FOR PHOSPHATE/E COAT AJAR TOOL(INSTALL IN B.I.W)-WA 塑性引擎盖微开治具(补胶线取下,重复使用)
5 INSTALL PLASTIC LIFTGATE SILL AJAR TOOL IN B.I.W(S1&WA) 塑性尾门微开治具
10 E COAT BODY ED车身
11 RINSE E COATED BODY 清洗车身
12 AIR BLOW OFF EXCESS WATER 气吹(沉积液)
13 OVEN BAKE E COATED BODY ED烤炉
PAINT-SEALER,TAPES,PATCHES(安 装补丁&孔塞)
14
36 安装尾门撑杆
37 ATTACH PRIMED FUEL FILLER DOOR TO THE INNER PANEL FLANGE OF LIFTGATE 将油箱盖挂在尾门内侧
38 COLOR COAT INTERIOR 内钣施喷色漆
39 FLASH PRIMER TO SANDED &CUT-THOUGH AREAS 研磨处&磨穿区域补喷中涂
移除遮纸或胶带
BAKE IN OVEN
烘烤
PROCEDURE FOR SPOT REPAIR/REPAIR MINOR PAINT DEFECTS(DETAILS SAME AS ABOVE)
成车较小问题点修补(具体作法步骤同上较大问题点之修补程序)
Frank
第3页 共3页
PAINT SEALER(UNEXPANDED) 17 补胶(待扩展)
PAINT SEALER(密封 胶)
超完整女士风衣成衣的生产工艺流程
超完整⼥⼠风⾐成⾐的⽣产⼯艺流程今天整理了⼀套完整的⼥⼠风⾐成⾐的⽣产⼯艺流程及注意事项,送给即将毕业的服装专业同学们。
来源 | 服装云教育整理编辑,转载请注明出处!款式图规格表⾯辅料规格表与成本核算纸样设计⾯料样板加缝份部位及宽度前中⽚、前侧⽚、前育克、前腰⽚、后中⽚、后侧⽚、后上⽚、后腰⽚、腰带、腰袢、袖袢、领⾥、领座、后领托(压明线部位加1.7cm缝份,缝合部位加1cm缝份 );领⾯(⼀周加1.5cm缝份)挂⾯:前⽌⼝(加1.5cm缝份)下摆(加3.5cm缝份)其他部位(加1cm缝份)前下摆⽚、后下摆⽚:下摆(加3.5cm缝份)其他部位(加1cm缝份)⼤袖⽚、⼩袖⽚:袖⼝(加3cm缝份)明线部位(加1.3cm缝份)其他部位(加1.0cm缝份)⾥料样板加缝份部位及宽度前上⽚、前育克、袖袢(⼀周加1.3cm缝份);后上⽚:后中缝(加 2cm缝份)其他部位(加1.3cm缝份)前下摆⽚、后下摆⽚:下摆(加1.5cm缝份)其他部位(加1cm缝份)⼤袖⽚、⼩袖⽚:袖缝(加1.3cm缝份)袖⼭、袖底(加2cm缝份)袖⼝(不加缝份)衬料样板注:衬料所有⽚(⼀周加0.8cm缝份)排料与裁剪1、⾯料⾯料:幅宽1.44⽶,⽤量1.9⽶;2、⾥料⾥料:幅宽1.44⽶,⽤量1.22⽶;3、衬料排料与裁剪注意事项1、⾯料有⽅向性(此款为呢料),⼀套服装要保持⽅向⼀致;2、纱向要顺直,在⾯料长度允许的情况下,⼤⾐⽚不得倾斜;3、做记号⽤棉线或丝光线。
⼯艺流程图备注:缝制与检验⼀、粘衬粘衬部位:采⽤⽆纺布衬,压胶机粘合;⾯料压胶温度应控制在120℃左右。
1、⾯料:领座、领⾯、挂⾯、后领托、前中⽚、前侧⽚、后上⽚、后中⽚、后侧⽚、前后下摆、前后腰⽚、腰带。
2、⾥料:袋盖、袖袢。
注意粘合衬各部位表⾯不允许有沾胶!⼆、⾯料上⾝⽚缝制(⼀)前⾝⽚及袋盖制作1、做前⾝⽚:前中⽚前侧⽚粘衬,缝合前侧缝(缝份1.7cm);将前中⽚缝份剃除0.5cm宽;包缝,正⾯车缝双明线(1.2cm/0.3cm);熨烫前侧缝。
SKK,EL,COAT标准施工工艺书

SKK,EL,COAT标准施工工艺书SKK EL COAT标准施工工艺书目次1.简介???? 2.特长????3.用途????4.适用基面????5.包装????6.施工前的确认事项????7.标准施工工艺????8.标准施工要领和施工的注意事项 ???? 9.各部位施工上的注意事项和处理方法???? 10.危险信息和安全对策???? 11.保管以及使用???? 12.安全卫生????SKK四国化研(上海)有限公司1.简介SK华丽星是采用高品质丙烯酸树脂制成的高__水性涂料。
涂膜超强耐久、色泽、光亮经久不衰。
具有低气味、耐水、抗碱、防霉等特性。
遮盖力强、流平性、附着力极佳。
并且施工简单、易于清洗。
2.特长高耐候性由于结合材采用高性能丙烯酸树脂因此能长期发挥卓越的耐候性、耐久性。
作业性遮盖性能良好对接头处、毛刷、滚筒涂装等显示出优良的作业性。
环保型的安全设计因为是水性涂料所以不必担心与溶剂型产品那样会引起中毒、火灾。
它是一种安全环保型的材料。
3.用途 ?独户住宅、公寓等内外墙涂装 ?店铺、事务所、仓库、学校等内外墙涂装4.适用基面混凝土、水泥砂浆、PC部材、__板等5.包装★ SKK MIRAC SEALER ES SKK美乐底漆ES 15KG/罐 SKK LENA FRINED E SKK 复层型弹性防水涂料 20KG/罐 SKK ELCOAT SKK__ 16KG/罐注:印有★符号的产品是溶剂型产品。
请严格注意保管使用。
6.施工前的注意事项(1).基面以下记载的是各种基面的问题点和处理方法。
基面问题点处理方法混凝土附着物?污垢用刮刀、钢丝刷清除用清水、或稀释剂进行擦拭巢穴、空洞用SKK瓷砖底腻子填充高度差、起伏用SKK瓷砖底腻子修整模板的离型剂用稀释剂进行擦拭起霜(泛碱)用钢丝刷清除含水率、酸碱度干燥保养(夏季:21日以上、冬季:28日以上)水泥砂浆平滑性用金属抹刀涂装达到与油漆基面相同的平滑度附着物?污垢用刮刀、钢丝刷清除用清水、或稀释剂进行擦拭粉化用砂纸清除起霜(泛碱)用钢丝刷清除龟裂用SKK瓷砖底腻子修整含水率、酸碱度干燥保养(夏季:14日以上、冬季:21日以上)PC部材附着物?污垢用刮刀、钢丝刷清除用清水、或稀释剂进行擦拭巢穴用SKK瓷砖底腻子填充模板的离型剂用稀释剂进行擦拭起霜(泛碱)用钢丝刷清除含水率、酸碱度干燥保养(夏季:21日以上、冬季:28日以上)预制板附着性涂装美乐底漆EPO附着性?污垢用刮刀、钢丝刷清除用清水、或稀释剂进行擦拭封胶材附着性确认其与底漆的适合性污染性确认封胶材的耐污染性、及其与底漆的适合性(2).施工条件①材料的准备a.施工前请确认需要的数量。
车身前处理电泳工艺流程

车身前办理电泳工艺流程1、工艺流程复验白车身→预清理→装挂→上件→预脱脂→脱脂→水洗 1→水洗 2→表调→磷化→水洗3→水洗4→纯水洗→平台沥水→电泳→UF1→UF2→DI 水洗→平台沥水→下件→电泳烘干→强冷→查验2、工艺程序及规范(1)复验白车身:认真察看白车身 A 面应平顺,凹凸度< 1mm,无锈蚀及砂轮打磨印迹。
其余部位无显然变形。
各表面无重油、显然锈蚀、焊接垃圾及杂物等。
(2)预清理:带乳胶手套,用棉纱蘸稀料擦抹车身内表面面油污,再用洁净棉纱擦净,要点应保证 A 面不得留下污痕。
(3)装挂:车身运转到装挂工序自动降落到位后停止,手动控制遥控器将车身调正落放在浸式滑撬上使前后托架走开前后风窗口,用挂钩将车身固定在滑撬上。
翻开吊具,手动放行自行小车。
检查装挂安全、可靠后按放车按钮,滑橇自动运转至上件工位。
(4)上件:待吊具自动运转到上件工位后,手动控制吊具上涨吊起工件,用锁紧装置锁紧吊具,手动控制吊具上涨到光电开关以上高度,按放车按钮,吊具安稳上涨到极点,当下一工位无占位时,小车自动进入前办理、电泳线。
(5)预脱脂:①温度: 50℃ -60℃开线前半小时将槽液升温到规定范围内。
A 线升温用蒸汽直接加热和电磁阀控制加热两种加热方式同时进行加热,到温后用电磁阀自动控温。
B 线升温用天燃气液槽加热系统直接加热,自动控温。
② 浸渍时间:③出槽自动喷淋喷淋压力~喷嘴方向调整正确、无堵塞,喷淋覆盖全车表面。
随时清理液面,保持液面洁净无杂物。
(6)脱脂:同预脱脂(7)第一水洗:①浸洗 1min 常喷,喷淋压力~ ,喷嘴方向调整正确,无拥塞,喷淋覆盖全车表面,随时清理液面,保持液面洁净无杂物。
槽液溢流,管路无堵塞,泵无异样。
②PH 值 8-10③倒槽:连续过车 300 辆 (或产量较小的高温天气 3 天 )进行换槽,并做好换槽记录。
换槽时人工冲洗水洗槽,将槽内清理洁净后加新鲜自来水至溢流口。
( 8)第二水洗:出槽自动喷淋,其余同第一水洗。
e-coating (电泳、电镀必备手册)
e-coating (电泳、电镀必备手册)电泳电镀电泳漆层高低电位厚薄均匀一般电镀高低电位处镀层厚薄差距大电泳漆层能完全覆盖隐蔽处一般电镀不能深入隐蔽外电泳俗称镀漆,是高分子树脂的沉积。
电镀是金属离子沉积的过程。
比较项目油漆喷涂电泳涂装附着力不强,易脱落强,很难脱落防府性不耐腐蚀耐腐蚀装饰性表面粗糙,平滑度低平展光滑环保性污染严重合符环保要求( ) 。
创始于二十世纪六十年代,由福特汽车公司最先应用于汽车底漆。
由于其出色的防腐、防锈功能,很快在军工行业得到广泛应用。
近几年才应用到日用五金的表面处理。
由于其优良的素质和高度环保,正在逐步替代传统油漆喷涂。
电泳漆以离子状态分散于水中,在直流电场的作用下,定向集结在五金工件表面上,形成致密的保护膜。
根据电泳漆中的树脂粒子电离后带电状况的不同,可分为阳极电泳(树脂粒子电离后成负离子,简称 AED )及阴极电泳(树脂粒子电离后成正离子 , 简称CED )。
电泳涂覆层的耐腐蚀性能极其优良(一般能通过中性盐雾试验 400 小时以上),抗变色性能强;与基体金属的结合力好,可进行各种机械加工;涂覆层色彩鲜艳,根据用户的要求可以配制成各种颜色,常见的有金色、大红色、翠绿色、宝蓝色、咖啡色、枪色、黑色等;与油漆工艺相比,施工性能好,对环境的污染和危害显著减少,被广泛应用在各个生产部门,如汽车、摩托车、自行车零配件,建材(锁具及门把手)、五金电器、工具、家具、办公用品,金属眼镜架、拉链头、锁匙扣、火机风罩、弹簧,电镀产品、铝制品、表带、标牌、首饰、工艺品及化妆品盒,厨房用品(刀具)、浴室用品(水暖器材)、家用电器、医疗器械及玩具,以及其它要求彩色电泳的场合。
彩色电泳涂料装是一种新颖表面处理新工艺。
它是采用电化学方法将有机树脂的胶体粒子沉积在零件上,形成透明或各种颜色的有机涂覆层。
根据电泳漆中的树脂粒子电离后带电状况的不同,可分为阳极电泳(树脂粒子电离后成负离子)及阴极电泳(树脂粒子电离后成正离子)。
氟碳漆施工工艺及服装制作工艺流程图

氟碳漆施工工艺基面处理1 基面要求:水泥砂浆抹灰,抹平收光。
外墙要求做防水。
基面平整度按高级抹灰要求,阴阳角方正,线条顺直,无空鼓开裂,无油污锈迹,基面含水率<8%,PH值<9。
外墙栏杆窗框、管道安装及收边收口完成。
2 清理修整:将基面浮浆铲除干净,较高的接搓及突出点用手持式打磨机磨平,以免批刮腻子过厚。
3 粘贴网布:用调稀的防水腻子粘贴抗裂玻璃纤维网格布,滚刷压平。
抗裂玻纤网强度、韧性要好并不含粘胶,搭接处不少于100mm。
玻纤网作用是防止找平腻子过厚开裂及缓冲抹灰层可能开裂而产生的应力。
4 切缝嵌缝:根据设计好的铝板效果分格图放线定位,用切割机切分格缝(一般宽10—25mm,深15—20mm),两边切缝,凿除缝内砂浆,清理干净,刷界面剂,然后把巴氏柔性水泥嵌缝料填缝成凹弧形(以直径为缝宽的小圆棒成型)。
分格缝的作用兼具功能性(可防止大面积抹灰开裂,填缝料具有弹性,能防水)、装饰性(仿铝塑板效果凹形线条)和施工分块(方便找平及喷涂)的作用。
分格缝要求弧度一致,横平竖直,用吊线锤和拉水平通线的方法控制和检查。
分块大小要合适,一般每块1—2.5平方米左右,应兼顾立面效果与操作要求。
5 粗腻子找平:按分格的块逐块批刮弹性防水粗腻子,分别用与块长、宽相等的铝合金刮尺纵横向各刮一道腻子,第二道腻子要在第一道腻子干燥后施工。
批刮时两人同时配合,均匀用力。
线条要挺拔,阴阳角要方正。
粗腻子作用是分块找平,每块越平整越好,同时要尽量控制腻子厚度以防止开裂。
腻子要求粘结强度高、耐水性好、施工性能好、不起卷,以双组分或单组分聚合物水泥腻子为佳6 细腻子批刮:纵横向各批刮一道防水细腻子,干燥后用打磨机或打砂板夹细砂纸打磨平整,扫除浮灰。
细腻子的作用是填补粗糙表面,使基面更平整、密实,分格缝内也要修补到位。
打磨用240---360目水砂纸,要求不显砂痕与接搓。
7抛光腻子(又称油性腻子):使用极细腻的抛光腻子对基面薄刮一至二道,干燥后用600目以上的水砂纸蘸水仔细打磨,要求不显接搓与砂痕,手摸平整顺滑。
e-coating_process_final

Extreme example of E-coating a complex part(E-Coat)
Cleaning Rinsing Acid Etching Rinsing Wetting Agent Dip E-Coating E-Coat Rinsing / Recovery Rinsing Curing
Overview of E-Coating The E-coat process is best described as a cross between plating and painting. It is a process where a metal part is immersed in a water-based solution containing a paint emulsion. An electric voltage is applied to the part causing the paint emulsion to condense onto the part. A part can be painted both inside and out, wherever the liquid is able to reach a metal surface. The coating thickness is limited by the applied voltage. As areas of high voltage build a coating they become insulators thus allowing lower voltage areas to build up. Finally, the interior of a part can be coated since the exterior is fully insulated by the coating. Following the painting tank, a rinse tank removes the residual emulsion from the part and recycles it back to the paint tank by ultrafiltration. The E-coat is cured by heat and the curing time and temperature is determined by the E-coat chemistry; epoxy, acrylic, etc. The preparation steps for E-coat are identical to plating steps in that the metal surface must be chemically clean. Typical steps in an E-coat process for metal parts: 1. 2. 3. 4. 5. 6. 7. 8. Cleaning (typically an alkaline cleaner, but substrate dependent) Rinsing Acid etching Rinsing Wetting agent dip E-coat E-coat rinsing and recovery DI Rinsing
染色面料 染整工艺流程ea
染色布- 染整工艺流程练漂去除天然纤维里含有杂质,以及在纺织加工过程中又参加了各浆料、油剂和沾染的污物等。
这些杂质的存在,既阻碍染整加工的顺利进行,也影响织物的服用性能。
练漂的目的是应用化学和物理机械作用,除去织物上的杂质,使织物洁白、柔软,具有良好的渗透性能,以满足服用要求,并为染色、印花、整理提供合格的半制品。
纯棉织物练漂加工的主要过程有:原布准备、烧毛、退浆、煮练、漂白、丝光。
1) 原布准备:原布准备包括原布检验、翻布〔分批、分箱、打印〕和缝头。
原布检验的目的是检查坯布质量,发现问题能及时加以解决。
检验内容包括物理指标和外观疵点两项。
前者包括原布的长度、幅度、重量、经纬纱线密度和密度、强力等,后者如纺疵、织疵、各种班渍及破损等。
通常抽查总量的10%左右。
原布检验后,必须将原布分批、分箱,并在布头上打印,标明品种、加工工艺、批号、箱号、发布日期和翻布人代号,以便于管理。
为了确保连续成批的加工,必须将原布加以缝接。
2) 烧毛:烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色、印花时因绒毛存在而产生染色不匀及印花疵病。
织物烧毛是将织物平幅快速通过高温火焰,或擦过赤热的金属外表,这时布面上存在的绒毛很快升温,并发生燃烧,而布身比拟紧密,升温较慢,在未升到着火点时,即已离开了火焰或赤热的金属外表,从而到达烧去绒毛,又不操作织物的目的。
3) 退浆:纺织厂为了顺利的织布,往往对经纱上浆以提高强力和耐磨性。
坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。
棉织物上的浆料可采用碱退浆、酶退浆、酸退浆和氧化剂退浆等方法,将其从织物上退除。
碱退浆使浆料膨化,与纤维粘着力下降,经水洗从织物上退除。
酶、酸、氧化剂使淀粉降解,在水中溶解度增大,经水洗退除。
由于酸、氧化剂对棉纤损伤大,很少单独使用,常与酶退浆、碱退浆联合使用。
4) 煮练:棉纤维生长时,有天然杂质〔果胶质、蜡状物质、含氮物质等〕一起伴生。
外套的工艺流程图
外套的工艺流程图外套是一种常见的服装款式,它通常由多个部件组成,需要经过一系列工艺流程才能完成。
下面是一份外套的工艺流程图。
一、设计和裁剪设计师根据服装的款式要求,绘制出外套的设计图纸。
然后,将设计图纸转化为纸样,并在纸样上标注出所需的尺寸和比例。
接下来,将纸样铺在布料上,用裁剪工具剪下相应形状的布料片,包括前后片、袖子、领子等。
二、缝纫和连接将裁剪好的布料片按照设计要求进行缝纫和连接。
首先,将前后片的前面和后面缝在一起,形成外套的基本形状。
然后,将袖子与外套的袖口缝合在一起,连接到相应的位置上。
接着,将领子和外套的领口缝合在一起,使外套具备领子的形式。
三、加固和精细处理为了增加外套的强度和耐用性,还需要进行加固和精细处理的工艺。
首先,对外套的关键部位进行加固,如肩部、袖子和下摆处等。
可以使用双线或三线缝纫,以增强缝线的坚固性。
其次,对外套进行整体的熨烫处理,使外观更加平整、细腻。
同时,还可以对外套进行一些细节上的修饰,如加上纽扣、拉链等,以增加外套的美观和实用性。
四、质检和包装经过以上工艺完成的外套需要经过严格的质检流程。
质检员会对外套的每个细节进行检查,确保外套的质量符合标准,没有明显的瑕疵。
如果发现问题,需要进行修复。
最后,外套会被洗涤和熨烫处理,以确保外套的整洁和平整。
最终,外套被包装好,准备出售。
五、销售和售后服务外套通过销售渠道进入市场,供消费者购买和使用。
销售商会根据需要提供外套的各种尺码和颜色选择,以满足不同消费者的需求。
消费者购买后,可以享受售后服务,如退换货、维修等。
总结起来,外套的工艺流程包括设计和裁剪、缝纫和连接、加固和精细处理、质检和包装、销售和售后服务等环节。
通过这一系列工艺的完成,一个高质量的外套出现在市场上,为消费者带去温暖和时尚。
aoe工艺流程

aoe工艺流程The AOI process is a crucial step in the manufacturing of electronic products. AOI stands for automated optical inspection, and it involves using advanced technology to visually inspect printed circuit boards (PCBs) for defects. This process helps ensure the quality and reliability of the final product, as any defects can be identified and corrected before the product is shipped to customers.AOI工艺是电子产品制造中的一个关键步骤。
AOI代表自动光学检测,它利用先进技术对印刷电路板(PCBs)进行视觉检查,以发现缺陷。
这个过程有助于确保最终产品的质量和可靠性,因为可以在产品发运给客户之前识别和纠正任何缺陷。
One of the main benefits of using AOI in the manufacturing process is the ability to detect defects that may not be visible to the naked eye. The high-resolution cameras and advanced software used in AOI systems can identify a wide range of defects, including missing components, misaligned parts, and soldering issues. This level of precision helps ensure that all products meet the required quality standards.使用AOI在制造过程中的主要好处之一是能够检测肉眼不可见的缺陷。
ED coat电泳涂料开发技术规范
电泳涂料开发规范
3.3 电着涂装方法(单独涂膜制作方法)
a)电着涂装装置概图如图1示
整流器
SWITCH 电流计 电量表
A
Q
电压计 V
阳极 Clip
+
阴极 Clip
-
温度计
编号
页次
6/38
搅拌机
250mm
阳极板
试验片
浴槽(18L)
300mm
图1. 电着涂装装置(注 4)
注 4. 如电着槽(形状为长方形)般装置亦可以同一比率方式缩小。
(4) 以清水冲洗试验片直至涂料无再流出现象时(约 30sec),接着以纯水(比抵抗 50Ω㎝ 以上)冲洗(约 15sec),静置 10min 沥干水分。
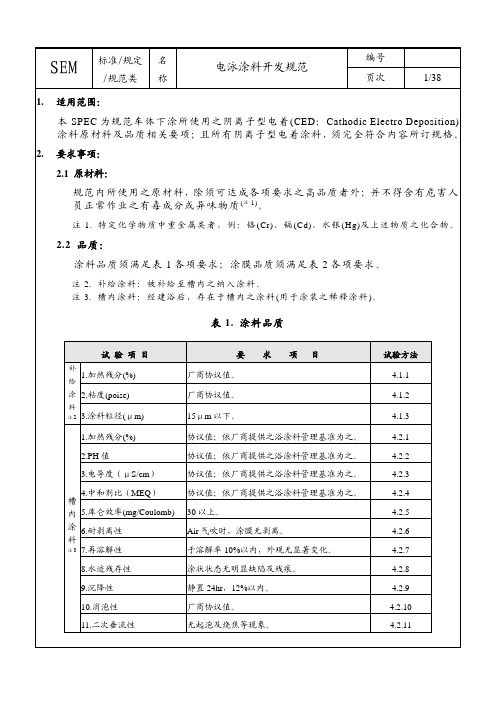
2.2 品质: 涂料品质须满足表 1 各项要求;涂膜品质须满足表 2 各项要求。
注 2. 补给涂料:被补给至槽内之纳入涂料。 注 3. 槽内涂料:经建浴后,存在于槽内之涂料(用于涂装之稀释涂料)。
表 1. 涂料品质
试验项目
补
给 1.加热残分(%)
涂 2.粘度(poise)
料
注 2 3.涂料粒径(μm)
无白化,变色现象。再者,擦拭后之纱布上无涂料
附着;涂膜被擦拭面之外观维持于 3 级以上。
4.3.10(b)
SEM 标准/规定 名 /规范类 称
电泳涂料开发规范
编号
页次
3/38
试验项目
11. 接着强度 耐
接 密着性
着
性
流动性
单
独 涂 12.耐盐水喷雾性
膜
13.耐盐水 Dip
要 求 项目 7kg/cm2 以上;且凝集破坏部位于 Sealer 处。
1
环氧树脂防水涂料的工艺流程
环氧树脂防水涂料的工艺流程英文回答:Epoxy Resin Waterproof Coating Application Process.1. Surface Preparation.Clean the surface thoroughly to remove any dirt, dust, oil, or grease.Repair any cracks or holes with a suitable epoxyrepair mortar.Prime the surface with a compatible epoxy primer to enhance adhesion.2. Mixing the Epoxy Resin.Carefully mix the epoxy resin and hardener in the correct proportions according to the manufacturer'sinstructions.Use a mechanical mixer for thorough and uniform mixing.3. Application of the First Coat.Apply the first coat of epoxy resin using a brush, roller, or spray gun.Ensure that the coat is evenly distributed and covers the entire surface.Allow the first coat to cure completely beforeapplying the second coat.4. Reinforcement (Optional)。
For increased strength and durability, embedfiberglass or fabric mesh into the first coat of epoxyresin while it is still wet.This reinforcement will prevent cracking and provideadditional protection against water penetration.5. Application of the Second Coat.Apply the second coat of epoxy resin in the same manner as the first coat.Ensure that the second coat completely covers any exposed reinforcement.6. Curing.Allow the epoxy resin coating to cure at the designated temperature and humidity conditions according to the manufacturer's recommendations.Protect the coating from moisture and exposure during the curing process.7. Inspection and Testing.Once the coating has cured, inspect it for any defectsor imperfections.Perform water resistance testing to ensure that the coating provides effective waterproofing.中文回答:环氧树脂防水涂料施工工艺流程。
热控白漆喷涂工艺流程
热控白漆喷涂工艺流程英文回答:Hot control white paint spraying process:The hot control white paint spraying process involves several steps to ensure a smooth and even coating. Here is a step-by-step guide to the process:1. Surface Preparation:Before applying the white paint, the surface needs to be properly prepared. This includes cleaning the surface to remove any dirt, grease, or other contaminants. It is important to ensure that the surface is smooth and free from any imperfections.2. Primer Application:Once the surface is clean and dry, a primer isapplied. The primer helps to improve adhesion and provides a suitable base for the white paint. It also helps to seal the surface and prevent any bleed-through.3. Mixing the White Paint:The white paint is carefully mixed according to the manufacturer's instructions. It is important to achieve the right consistency and color for the desired finish.4. Spraying Technique:The white paint is applied using a spray gun. It is important to maintain a consistent distance and speed while spraying to achieve an even and uniform coating. The spraying technique should be smooth and controlled to avoid any drips or runs.5. Drying and Curing:After the white paint has been applied, it needs to dry and cure. This can be done naturally by allowingsufficient time for the paint to air dry, or it can be accelerated using heat lamps or drying ovens. Proper drying and curing are essential for the paint to achieve its maximum durability and finish.6. Inspection and Touch-ups:Once the paint has dried and cured, it is inspected for any imperfections or areas that may require touch-ups. Any necessary touch-ups are done using the same spraying technique to ensure a seamless finish.7. Finishing:After the touch-ups, a clear coat or protective finish may be applied to enhance the durability and appearance of the white paint. This helps to protect the paint from environmental factors such as UV rays, moisture, and abrasion.中文回答:热控白漆喷涂工艺流程:热控白漆喷涂工艺流程包括几个步骤,以确保涂层平滑均匀。
整车涂装生产工艺简介
搬送
总装
涂装
整车返修
◆属于涂装不良的完成车 ◆总装过程中产生外观缺陷的完成车
检查
打磨
抛光 不伤及色漆层
伤 及 色 漆 层
喷漆 烘干 打磨
抛光
返回检查
返修烘干炉 Repair oven
上夹具(JIG ON)
目的:保证上夹具的各部件在进行工艺处理时保持在正
确的相对位置
移载(Transfer)
前处理线
焊装
前处理PT(Pre-treatment)
目的:在钢板表面形成磷化锌结晶体,提供抗蚀性和增加电泳漆的附着力
焊装白车身
上夹具 移载
预水洗
预脱脂
电泳
液中,形成的涂膜比较均匀通常。电泳漆是水性的,烘烤温度为150~180℃
前处理
密封胶
电泳槽
滤液喷淋
NO.1 UF水洗 NO.2 UF水洗 NO.3 UF水洗
烘炉
品质确认
纯水喷淋
NO.5 水洗
NO.4 水洗
浸泡
喷淋
1.电泳基本原理
电泳过程 1.电解:使溶液中的涂料粒子处于带电状态 2.电泳:在车体浸入电泳槽后,在车体和电泳槽间施加直流电,使涂料 粒子向车体移动 3.电沉积:涂料被吸附在车体表面后,其电荷被中和而凝结沉积 4.电渗:凝结沉积在车体上涂料中的水分通过电解被分离出来,涂料中 含水量降低
车体浸没在含有锌、铁、锰的磷 酸盐溶液中,在金属和溶液的界 面上发生化学反应,生成难溶于 水的磷酸盐,在钢铁表面形成一 层附着良好的保护膜
3.清洗和干燥
涂层的一般工艺
涂层的一般工艺流程如下:配桶--缝头--上机涂层--检验――包装打卷-成品。
在涂层前一定要搞清涂层的要求,是涂PA还是PU,有没有水压要求,手感怎样,有小样的一定要先分析小样。
还有最好要知道客户涂层后的面料的用途,是一般服装还是羽绒服或者帐篷等等。
只有要求清楚了涂层才能做得更好。
但是有些具体得要求要根据来样面料分析后才能有结论,特别是有些涂层还牵涉到染色,根据涂层要求来调整染色的工艺。
配桶:1、根据涂层的要求将来布按照染厂编写的缸号分开2、将绸车打扫干净,保持绸车的清洁,防止将灰尘和污迹吸附在布上。
3、将第一匹布铺在绸车内,并将布的两个头子拉出,大概留出2米,并在布头写上这匹布的缸号。
4、然后将第二匹布铺在第一匹的上面,将布的两个头子拉出,也留出2米,在布头写上这匹布的缸号,并依此类推将第3匹、第4匹、。
按顺序铺在绸车内。
直到铺满再另外换绸车继续。
缝头:1、将铺号的绸车推到缝纫机的边上。
2、在绸车与缝纫机中间的地上铺上一块干净的布,使缝好的头子放下来保持清洁。
3、铺好布的头子用缝纫机接起来。
注意是每两匹布的头子接起来,使其连成一整匹布,也即最上面和最下面的两个头子不接,其余的每相邻的两个头子接起来。
4、将缝好头子的绸车推到涂层机前面。
上机涂层:在涂层准备工作前首先要将涂层机的卫生工作搞好。
保证涂层时布的清洁。
所有涂层机的导布棍、烘房、收卷等都要清洗干净。
并在车间内洒上水,防止灰尘的静电吸附。
1、将绸车在涂层机前面的指定位置放好,在绸车的边上放好专门放头子的篮子,将绸车上布的头子整理好并按顺序放在篮子里。
2、在涂层机上穿好引头布。
3、将引头布的尾部与绸车内上面的头子用缝纫机接起来。
4、开动机器,将接头的位置开到涂层刀的位置。
并调整张力。
5、按要求换好涂层刀(根据不同的涂层要求选择不同的涂层刀),调整好刀口的间隙大小。
调整好档浆板的位置。
6、在做涂层准备工作时,根据涂层要求配浆师按工艺单配方的要求配浆,并将配好的浆料用打浆机搅拌,搅拌均匀后备用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
468PCS/rack 40~50℃ 1)5%~20% 2)40~50℃ Once/shift Once/shift NA NA Once/Shift Once/Shift lab lab NA NA lab lab NA NA trend chart trend chart titration titration trend chart 1)titration 2)Thermometer
1)>50us/cm 3)>60℃ or <40℃
1 1 1
1) Change bath 2) Change bath 3)cooling/heat
2)PH Meter or PH paper 2)<6.0 or >8.0
1)>50us/cm 3)>70℃ or <50℃
1 1 1
1) Change bath 2) Change bath 3)cooling/heat
OPERATION FLOW SYMBOLS:
STORAGE
OPERATION
MATERIAL INPUT
INSPECTION
TERMINATION
Name/Signature/Date
P/No:NA P/Name for all Seagate models Author/Signature : PAGE NO Trigger Points Tang qinde : 1 OF 1 Alert Level Contingent Actions
Process: PRETREATMENT
PCPF No/ REV:
A
Supplier Name : PLATING /CLEANING PROCESS FLOW(PCPF)
DATE: 15-Dec-09 No Operation Process Flow Description
1 2 3 4 5 6 7 8 9 10 11 Material input Hot rinse Etching Rinse Rinse Dismutting Dismutting DI Rinse DI Rinse DI Rinse conversion coating 12 13 DI Rinse hot DI Rinse Henkel Alodine 5200 DI DI Air Air 40~50s 50~70s HNO3 HF (1~2%) HNO3 HF (1~2%) DI Water DI Water DI Water DI Water Air Air Air Air 25~30s 20~25s 10~20s 60~70s Daily Daily Daily twice/week or 300k Daily Daily 1)Cond. 2)PH 3)Bath Temp. 14 15 DI Rinse hot DI Rinse DI DI Air Air 10~20s 50~70s Daily Daily 1)Cond. 2)PH 3)Bath Temp. 16 17 18 drain Air knife pre-baking NA NA >8mins Daily Temp. 70~120℃ Once/day tech display NA NA NA NA NA 1)<50us/cm 2)6.0~8.0 3)50~70℃ NA Once/Shift Once/Shift Once/Shift NA lab lab lab NA trend chart trend chart trend chart 1)conductivity meter 3)Thermometer 1)<50us/cm 2)6.0~8.0 3)40~60℃ Once/Shift Once/Shift Once/Shift lab lab lab trend chart trend chart trend chart 1)conductivity meter 3)Thermometer NA NA NA 1)Bath Temp. 2)PH 3)Conc. 1)15~30℃ 2)3.1~3.6 3)1.5%~4.0% Once/Shift Once/Shift Once/Shift lab lab lab trend chart trend chart trend chart 1)Thermometer NaOH 5%~20% City Water City Water DI water DI water Air Air Air Air 20~30s 20~30s 40~70s 20~30s Daily Daily Daily/100K Daily/100K City Water DI water Air 30~50s Daily/100K 1)Conc. 2)Bath Temp. NA NA Conc. Conc. 55%~70% 55%~70%
Analysis Frequency
Who
Control Chart
Analysis/ Equipment
>50℃ or <40℃ 1)<6% or >19% 2)>50℃ or <40℃ 1
cooling/heat 1) replenish/dilute 2) cooling/heat
<57% or >68% <57% or >68%
1 1
replenish/dilute replenish/dilute
1)>30℃ or <15℃
Hale Waihona Puke 1 1 11)cooling/heat 2) replenishment/dilute 3) replenishment/dilute
2)PH Meter or PH paper 2)<3.1 or >3.6 3)titration 3)<1.5 or >3.8
2)PH Meter or PH paper 2)<6.0 or >8.0
< 70 or >120℃
1
ALERT LEVEL: RM SUPERVISOR RM QA/ENG/PROD MANAGER RM MANAGER/GM/DIRECTOR APPROVED BY SEAGATE SQE