T6112卧式镗床设计
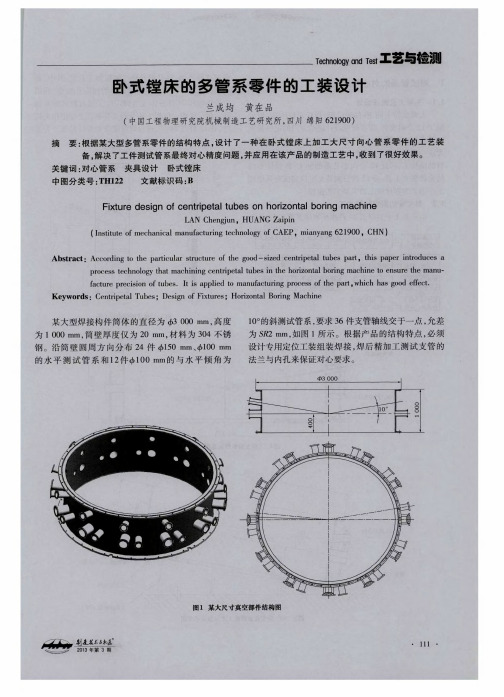
卧式镗床的多管系零件的工装设计
● l
一
一
一
实 际加工 中对 焊前 2 4件 水平 测试 支管 和 1 2件斜
. 一 。 . 一 L 一 一 — . 。 . ~ L ~
_
}
I
~7
1 0 . O 。
、
( ① 江 南工 业集 团有 限公 司 , 湖南 湘 潭 4 1 1 2 0 7; ② 总参 陆航株 J , I 1 军代 室 , 湖 南 湘潭 4 1 1 2 0 7 ;
③ 湖南云箭科技有限公司, 湖南 长沙 4 0 0 1 0 0 )
摘 要: 利用 普通 卧式 铣床 钻径 向小 直径 孔 , 详细 叙 述 了专 用钻 孔动 y - j  ̄ - . 、 刀具 、 夹 具等 装置 的设 计结 构及 原
图4 工件支 管组焊示意 图
图5 1 0 。斜支 管系精加工 定位装 夹示 意 图
T e C h n 0 1 0 g y a n d T e S f 工艺与检测
普 通 卧式 铣 床 钻 径 向小 直 径 孔
杨建 贺① 钟建 武② 杨 立青③ 苏 兵① 张会茸①
大测 试筒 上 的 3 6件测 试 筒 , 焊接 定 位 困难 , 焊后
加工 1 2个 斜支 管 , 需 要研 究设 计制 造专 门的定位 装 夹
工装 满足 对心要 求 。 由于普 通 卧镗 不 具 备 摆 角 功 能 ,
无法 一次 装夹 完 成 l 2个 与水 平 夹 角 1 0 。 的斜 测 试 支 管 的精加 工 , 因此 1 2个 向心 孑 L 系 的加 工 , 需 设 计 专 门 的定 位装 夹工 装 , 分1 2次 分别 装夹 定位 完成 对其 精 加
三孔双向卧式组合镗床设计
摘要目前,在机械加工工业中,机械产品大批量生产中,组合机床已得到广泛运用。
一些复杂的壳体类零件,加工工艺复杂、定位夹紧困难的工件,要提高其加工精度、生产效率,单凭普通机床是很难办到的,而在用普通机床加工复杂工件的过程中,对操作者的技术也提了较高的要求,这就迫切的要求生产一定数量的组合机床。
这样,不但可以提高零件的加工精度和生产率,而且成本低、生产周期断,适合我国的经济水平、教育水平和生产水平。
更能够在激烈的竞争中为企业获得更多利润、提高企业核心竞争力。
双向卧式组合镗床设计主要包括卧式单工位双面组合镗床传动系统图的设计和多轴箱设计、夹具、刀具导向装置的设计和夹紧装置的选择。
卧式单工位双面组合镗床传动系统图的设计和多轴箱设计、夹具、刀具导向装置的设计和夹紧装置的选择是组合机床的主要组成部分,是保证加工精度的关键部件。
它和机床的其它部分有着及其密切的联系。
因此,要求组合机床必须具有良好的刚性和足够的夹紧力,以保证在整个加工过程中工件不产生位移。
同时,保证工件加工的各项技术要求,要保证工件不允许的变形,提高生产率和降低生产成本,工艺性和实用性要好。
根据加工零件的加工特点,选择一面两孔作为定位基准,所以采用“一面两(孔)销的定位方法清除工件在加工时的六个自由度。
为了确保定位精度和稳定性,采用三个固定支承和一个一点自动定位辅助支承。
定位销采用液压驱动伸缩式定位销,液压驱动伸缩式定位销采用带防护罩的,用支承板定位系统,它用油缸经过推杆和一系列杠杆实现定位销的插入和拔出。
关键词:CK-Ⅱ型三孔双向卧式组合镗床主轴箱I目录前言 (1)1 CK-Ⅱ型机床主轴箱产品工艺过程分析 (3)2 CK-Ⅱ型数控机床主轴箱粗镗工序及组合镗床总体设计 (5)2.1 CK-Ⅱ型数控机床主轴箱粗镗工序分析及其机床类型选择 (5)2.2 加工参数的选择及零、部件的选用 (6)2.3 计算动力部件的工作循环及行程 (9)2.4 绘制机床总图时所选通用件 (10)2.5 液压加紧设备 (11)2.6 生产率计算卡 (13)3 卧式单工位双面组合镗床传动系统图设计 (14)3.1 传动系统图的一般要求 (14)3.2 拟定传动系统 (14)3.3传动轴齿轮强度校核设计 (16)3.4润滑系统齿轮泵上齿轮参数的确定 (18)4 卧式单一工位双面组合镗床双轴箱的设计 (19)4.1 主轴的外形、材料 (19)4.2 计算各轴的直径 (20)4.3 校核主轴 (20)4.4 主轴轴承的选择及其极限转数的校核 (20)4.5 双轴箱润滑系统的设计 (22)4.6箱体补充加工图 (22)总结 (23)参考文献 (24)致谢 (25)II前言组合机床是一种专用高效自动化技术装备,由于它仍是大批量机械产品实现高效、高质量和经济性生产的关键装备,因而被广泛应用于汽车、拖拉机、内燃机和压缩机等许多工业生产领域。
T6112的plc设计与电器控制
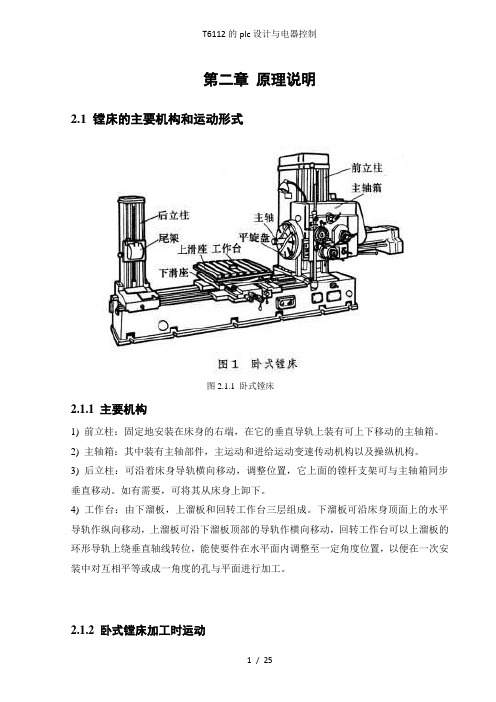
第二章原理说明2.1 镗床的主要机构和运动形式图2.1.1 卧式镗床2.1.1 主要机构1) 前立柱:固定地安装在床身的右端,在它的垂直导轨上装有可上下移动的主轴箱。
2) 主轴箱:其中装有主轴部件,主运动和进给运动变速传动机构以及操纵机构。
3) 后立柱:可沿着床身导轨横向移动,调整位置,它上面的镗杆支架可与主轴箱同步垂直移动。
如有需要,可将其从床身上卸下。
4) 工作台:由下溜板,上溜板和回转工作台三层组成。
下溜板可沿床身顶面上的水平导轨作纵向移动,上溜板可沿下溜板顶部的导轨作横向移动,回转工作台可以上溜板的环形导轨上绕垂直轴线转位,能使要件在水平面内调整至一定角度位置,以便在一次安装中对互相平等或成一角度的孔与平面进行加工。
2.1.2 卧式镗床加工时运动1) 主运动:主轴的旋转与平旋盘的旋转运动。
2) 进给运动:主轴在主轴箱中的进出进给;平旋盘上刀具的径向进给;主轴箱的升降,即垂直进给;工作台的横向和纵向进给。
这些进给运动都可以进行手动或机动。
3) 辅助运动:回转工作台的转动;主轴箱、工作台等的进给运动上的快速调位移动;后立柱的纵向调位移动;尾座的垂直调位移动。
镗床系指主要用镗刀在工件上加工已有预制孔的机床。
通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。
它主要用于加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。
2.2电力拖动方式和控制要求T6112卧式镗床有持续运动和点动两种方式。
1) T6112卧式镗床采用电阻串入后反接制动。
2) T6112卧式镗床通过液压电磁阀的动作来实现快速移动。
3)主轴、径向刀架、主轴箱和工作态度快速运动使用三相异步电动机拖动。
4)卧式镗床的运动情况比较复杂,控制电路中使用了较多的行程开关。
它们都安装在床身的相应位置上。
主电路有五台电动机。
2.3 主电路分析主电动机通过串入电阻R启动,带动主轴转动,采用反接制动,为减小制动电流而串入电阻。
毕业设计(论文)-t6113卧式镗床电气控制系统的plc改造设计【全套图纸】[管理资料]
![毕业设计(论文)-t6113卧式镗床电气控制系统的plc改造设计【全套图纸】[管理资料]](https://img.taocdn.com/s3/m/ea195164dd88d0d232d46ae7.png)
全套图纸,加174320523 各专业都有第1章绪论由于现代加工技术的日益提高,对加工机床特别是工作母机的要求也越来越高,由此人们也将注意力集中到机床上来,数控技术是计算机技术、信息技术、现代控制技术等发展的产物,他的出现极大的推动了制造业的进步。
机床的控制系统的优劣与机床的加工精度息息相关,特别是PLC广泛应用于控制领域后,已经显现出它的优越性。
可编程控制器PLC已广泛应用于各行各业的自动控制。
在机械加工领域,机床的控制上更显示出其优点。
由于镗床的运动很多、控制逻辑复杂、相互连锁繁多,采用传统的继电器控制时,需要的继电器多、接线复杂,因此故障多维修困难,费工费时,不仅加大了维修成本,而且影响设备的功效。
采用PLC控制可使接线大为简化,不但安装十分方便而且工作可靠、降低了故障率、减小了维修量、提高了功效。
关于课题的一些介绍和讨论设计目标、研究内容和拟定解决的关键问题完成对T6113机床的整个控制系统的设计改造,控制核心是PLC,并使其加工精度进一步提高,加工范围扩大,控制更可靠。
研究内容:(1) T6113的电气系统(PLC)硬件电路设计和在机床上的布局。
(2) PLC程序的编制。
解决的关键问题:PLC对机床各个工作部分的可靠控制电气电路的安全问题的解决虽然目前数控机床以其良好的加工性能得到了人们的肯定,但是其昂贵的价格是一般用户望尘莫及的,所以改造现有的机床以达到使用要求是比较现实的,也是必须的。
经过实践证明这样的改造是可以满足大多数情况下的精度和其他加工要求,并且在实践中已取得的相当好的效益。
利用PLC作为控制核心,替代传统机床的继电器控制,使得机床的控制更加灵活可靠,减少了很多中间的机械故障的可能。
利用PLC的可编程功能使得变换和改进控制系统成为可能。
镗床是一种主要用镗床刀在工件上加工孔的机床。
通常用于加工尺寸较大、精度要求较高的孔。
特别是分布在不同表面上、孔距和位置精度要求较高的孔,如各种箱体,汽车发电机缸体等零件的孔。
TX6113A(B)数显卧式铣镗床说明书
(三)机床的夹紧:机床工作时不移动的部件应夹紧,其夹紧方式分为:液压夹紧、电磁离合器夹紧和手动夹紧三种。
液压夹紧是用在动作频繁的地方,如工作台、主轴箱的夹紧,电磁离合器仅用在主轴的夹紧上,手动夹紧用在平旋盘滑块、后立柱座及支承套等的夹紧上。
(1)液压夹紧:工作台纵、横向移动夹紧及回转夹紧的原理如图二十所示,它是用压力油推动油缸活塞,通过楔块—杠杆夹紧的,由楔块自锁。
夹紧点分配如下:上拖板两点,工作台回转4点。
主轴箱夹紧共三点,前导轨两点。
它是利用压力油进入油缸1的有杆腔,推动活塞杆2移动,经销3,使杠杆4里的内齿与齿轮丝杆5啮合,齿轮丝杆转动带动压块6移动,即夹紧主轴箱。
由螺纹副自锁。
反之放松。
其原理如图二十一所示,下拖板夹紧原理亦同,其夹紧点为两点。
(2)主轴夹紧采用电磁离合器4DH刹住主轴进给丝杆而达到。
(3)手动夹紧:(A)平旋盘夹紧:在平旋盘中央,用内六角扳手旋转偏心轴,推动夹紧块夹紧滑块侧面,在同侧有四个M12内六角螺钉作为夹紧滑块正面用的,直接用内六角扳手扳动夹紧。
松开时反转螺钉由内弹簧顶开夹紧块,同时用内六角扳手反向旋转偏心轴,松开夹紧块。
(B)后立柱座夹紧:在后立柱前下部,有一个手动扳动螺钉,用压板压紧。
后立柱支承套用扳手直接扳动两个螺栓来夹牢。
六、液压系统本机床的液压系统主轴箱液压系统与工作台液压系统共用一个油箱,一个泵站,分两路,一路去主轴箱,一路去工作台。
1: 泵站:本液压系统由装在油箱上的G5-5-1E13-F-20-L-CH齿轮泵提供压力油,在泵的进油口有一个WU-250×180F-J滤油器,出油口有一个XU-10-200B 滤油器,保证进入主轴箱、工作台的压力油保持清洁,油箱内注入200升N32号油。
油箱内进油口所装WU-250×180F-J网式滤油器及XU-10-200B滤油器应经常检查并进行清洗。
2: 主轴箱液压:(见图二十二)本系统用于控制主轴转速和进给量的变换、主轴箱的夹紧和松开。
液压支架结构件专用多工位双面镗铣床TX6112X2研制

专用镗铣床是一个弹性 系统 , 在一定条件下受到交变 的切削力作用而发生振动 , 振 动将直接影响多工位镗床的 工作性能和使用寿命, 严重时 会 导致 零 部件的早期 失效 。 当 振 幅超 出允许 范 围时 , 导致 将
关 键 词 : 压 支 架 ; 用 多 工位 ; 面镗 铣 床 ;X 12 ; 制 液 专 双 T 6 1X2研 1 问题提 出
液压支架是综采工作面关键设备,其可靠眭 决定着整个工作面的安全与工作效率。 为保证液压 支架的设计、 使用要求 , 有人提出将主筋板上铰接 孔 预留一 定的余量 , 经焊 前预 热 、 然后 拼装 焊接 、 矫 形 、 后整 体 回火等 工 序后 , 对各 铰接 孔 进行 镗 焊 再 孔 加工 的工艺设 想 。但 因现有 加工设 备 的限制 , 致
个太懦眭互 hm;模(j 图 #措 锫 : r性量 i 黧 : ̄ … l 单 m j少构 嚣 减 : 、 质 量 荐间 中设 以变性统固频 ∞最好具有高的固 置 I又 一扶 J L日 F J ,一 改弹系的有率 n 1 日 又 曼 J 亘一 霎 ,
传动机构 、 手摇升降机构、 配重系统、 测量系统及润 滑 系统等几 部份 组成 。 柱对称 布置 在工作 台两 两立 侧 ,1 X 0动力头及进给滑台总成通过直线导轨 T4 副和升降横 梁分别 安装 在左右立 柱上 。 该专用多工位双面镗铣 床 T 1 X X6 2 2设计 1 上选用了直线导轨 、 滚珠丝杠 、 球栅尺测量系统 、 变 频调速以及多点集中润滑系统等较先进的技术, 将 机床的运动精度 、 传动精度 、 测量精度 、 以及润滑与 保养都提高到了—个新的高度。 直线导轨的引入不 仅提高了机床的运动精度 , 无疑也将极大降低对多 丁位镗铣床的制造精度要求, 部件的加工精度将更 容易保 征;滚珠丝杠的选用将使传动效率更高、 传 动 阻力 更小 ; 测量系统 的 引入 不仅 提高 了机 床 球栅 的定位精 度 , 且提 高 了效率 , 而 省去 了工 件反 复 划 线 的麻烦 , 更 方便 工件 的加 工调 整 ; 频调 速 的 将 变 引入将 无极变 速成 为可能 ; 多点集 中润 滑系 统的 引 入将润滑保养变得简单易行。 3 H 专, 镗铣床立 柱的设 计 3 立柱的断面结构设计( . 1 静刚度分析 ) 如图 Z 立柱主要承受轴 向力 、 弯矩和扭矩载 荷, 通过导轨传人到柱体内, 因此在设计立柱时就 要处理好断面结构 、 导轨配置和内壁筋肋板的合理 布置等 问题 。 用长方形 空心 封闭断 面结构 既提 高 选 立柱的抗弯、 抗扭防止断面畸变 的能力, 又是防止 壁板失 稳和颤 振的有 效措施 。 肋板的作用主要是能提高构件整体刚度和局 部刚度 。 它能 把作门】 通过 在结构件 上 的局部载 倚传 递给其 他 构件 , 它们 均衡 的承 载 , 能把 垂 直 于 使 也 板壁的弯曲变形转化为肋板平面内的拉伸 、 压缩或 弯 曲变 形 , 类 变形 的数 值很 小 , 而这 因此 它 们使 柱 体壁板减薄, 利用肋板可以把壁板的幅值从大分隔 成小, 从而提高抗扭曲性能 , 横肋板 可以连接箱形 构件的四个壁作为一个整体起作用,当受扭转时, 可以减少断面畸变 断面畸变: ( 箱形断面的构件在 扭 矩作用下 , 断面上 四个拐 角处将 发生 不能保 持 直角的变形 , 称为断面畸变 , 它随扭矩传 人的位置 不同而变化, 该位置离支点越远畸变越严重? ) 3 2立柱 的动态 特 胜分 析( 动刚度挣 眭)
T6112机床

【关键词】: 可靠性 改装 工作台 主轴箱 卧式镗床 换向离合器 夹紧 直接影响 时间继电器 电磁伐
【正文快照】:
几年来,根据设备检查情况反馈及分析,我们陆续对故障仃台率高,直接影响产品质量及完成任务的设备进行了可靠性改装。我们体会到率,有效地发挥设备潜
T6112卧式镗床的可靠性改装王治靖
【摘要】:正 几年来,根据设备检查情况反馈及分析,我们陆续对故障仃台率高,直接影响产品质量及完成任务的设备进行了可靠性改装。我们体会到:结合设备的定期计划检修进行可靠性改装,可以大大减少故障次数,降低故障仃台率,有效地发挥设备潜力。同时,也节约了维修费用。这种做法可较大幅度地提高设备效率,是设备维修工作中值得考虑的方向。现将我厂对T6112镗床的可靠性改装作简单介绍。中捷人民友谊厂生产的 T6112卧式镗床是电液控制的大型机床。其主运动和进给运动的变速采用液压予选。主轴及平旋盘径向刀架、主轴箱、工作台的纵、横向及迥转等运动的分配,以及主轴箱、工作台、上、下滑座的夹紧与松开,都采用电一液操纵,操作方便。工
TX611卧式镗床产品信息详情
•
?????tx611卧式镗床主要技术参数tx611tx611卧式镗床主轴直径mm110tx611卧式镗床主轴内锥莫氏6tx611卧式镗床主轴转速204609级tx611卧式镗床工作台纵向进给速度mmmin62406级
TX611卧式镗床产品信息详情
• • TX611卧式镗床 用途: 镗床主要用于孔的精加工,可分为卧式镗床、落地镗床、坐标镗床和金钢镗 床等。卧式镗床应用较多,它可以进行钻孔、镗孔、扩孔、铰孔及加工端平 面等,使用一些附件后,还可以车削圆柱表面、螺纹,装上铣刀可以进行铣 削。本次课程设计主要以T68卧式镗床为例。 TX611卧式镗床结构特点 ◎ 外观造型美观大方,总体布局匀称协调; ◎ 床身、立柱、下滑座均采用矩形导轨,稳定性好; ◎ 导轨采取自冷淬硬,耐磨度高; ◎ 数字同步显示,直观准确,可提高工效,降低成本。 • • • • • 下面翔宇机床为您带来TX611卧式镗床产品信息详情: TX611卧式镗床主要技术参数 TX611 TX611卧式镗床主轴直径(mm) 110 TX611卧式镗床主轴内锥莫氏6# TX611卧式镗床主轴转速20-460(9级)
毕业设计(论文)-t611镗床主轴箱传动设计及尾柱设计(全套图纸)[管理资料]
![毕业设计(论文)-t611镗床主轴箱传动设计及尾柱设计(全套图纸)[管理资料]](https://img.taocdn.com/s3/m/114962179b89680202d825c5.png)
全套CAD图纸,联系153893706第1章绪论项目的研究意义在当今时代,任何一个具备完整工业体系的国家,都会有相当数量的制造业,如汽车、机车、电力、船舶、航空航天、冶金矿山、石油化工、机床工具、通信、轻工、建材、家电、食品、仪器、仪表等。
上述这些部门大多与机械工业有关,有的是实质上就是机械工业,它们都是用机械设备制造各种各样的产品。
所以说机械工业是国民经济的装备部,是国民经济的先导,是国家重要的基础工业。
如果一个国家的机械工业水平不高,它生产的产品在国际市场上是很难有竞争力的,也是很难立于世界民族之林的!美国是世界工业强国,70年代美国曾认为制造业是“夕阳工业”,经济重心应由制造业转向高科技产业及服务业等第三产业。
科研重理论成果,不重视实际应用,政府不支持产业技术,使美国制造业产生衰退。
而同期日本重视制造技术,重视高素质人才的培养,注重将高科技成果应用于制造业,加之严密的社会组织,很快把原来美国占绝对优势的产业如汽车、照相机、家电、机床、复印机、半导体等变成自己的主导产业,占领了世界市场。
这很快引起了美国政界、科技界、企业界有识之士的关注。
为此,80年代后期,美国政府和企业迅速组织调查,MIT在调查报告中指出:“一个国家要想生活的好,必须生产的好。
振兴经济的出路在于振兴制造业”,当前国际间“经济的竞争归根到底是制造技术和制造能力的竞争”。
镗床是一种主要用镗刀在工件上加工孔的机床。
通常用于加工尺寸较大、精度要求较高的孔,特别是分布在不同表面上、孔距和位置精度要求较高的孔,如各种箱体、汽车发动机缸体等零件上的孔。
所以对其进行合理设计,其意义十分重大。
国内外的科技现状国外现状:德国政府一贯重视机床工业的重要战略地位,在多方面大力扶植。
特别讲究“实际”与“实效”,坚持“以人为本”,师徒相传,不断提高人员素质。
在发展大量大批生产自动化的基础上,于1956年研制出第一台数控机床后,一直坚持实事求是,讲求科学精神,不断稳步前进。
T610型镗床自动控制系统设计
T610型镗床自动控制系统设计摘要T610型卧式镗床主要用于孔加工,镗孔精度可达IT7,除扩大工件上已铸出或已加工的孔外,卧式镗床还能铣削平面、钻削、加工端面和凸缘的外圆,以及切螺纹等。
该设备采用继电器控制系统,存在控制线路复杂、容易产生电气故障、维修困难且费用较高,而采用PLC控制系统则能克服上述缺点,可以减少电气故障,满足正常、稳定生产的要求。
PLC(可编程逻辑控制器)由于具有控制可靠、组态灵活、体积小、功能强、速度快、扩展性好等特点, 在机床电气控制中得到了广泛的应用。
本课题以西门子S7-200系列可编程控制器作为主控制器,对T610 型卧式镗床自动控制系统进行设计,要求完成控制电路的设计、PLC接口电路设计及控制程序设计。
关键词:T610 型卧式镗床;PLC;控制电路;系统设计THE DESIGN OF T610-type Horizontal Boring Machine AUTOMA TIC CONTROL SYSTEMAbstractT610-type horizontal boring machine is mainly used for hole machining, boring accuracy IT7, in addition to expanding the work piece has been cast out or processed outside the hole, horizontal boring machine is also milling plane, drilling, machining the outer end face and flange Round, and cut thread and so on. The device uses the original relay control system; there is control circuit complex, prone to electrical failure, maintenance difficult and expensive, while the use of PLC control system is able to overcome these disadvantages, and to reduce electrical failure to meet the normal, stable production.PLC (Programmable Logic Controller) control as a reliable, flexible configuration, small size, functionality, speed, and good scalability characteristics of the machine electrical control has been widely used.The topics to Siemens S7-200 series programmable controller as the master controller, the T610-type horizontal boring machine to design the automatic control system, required to complete the the control circuit design, PLC control interface circuit design and program design.Keywords: T610-type horizontal boring machine; PLC;control circuit; System Design目录摘要 (Ⅰ)Abstract (Ⅱ)1 绪论 (1)1.1 课题背景 (1)1.2 镗床的发展状况介绍 (1)1.2.1 镗床发展历史 (1)1.2.2 现代镗床的现状及发展水平 (2)1.3 PLC的发展现状介绍 (2)1.3.1 PLC的发展历史 (2)1.3.2 PLC未来展望 (2)1.4主要研究内容 (3)2电气控制电路设计 (3)2.1引言 (3)2.2 T610型卧式镗床电气控制电路设计 (3)2.2.1电气控制系统介绍 (3)2.2.2 主电路原理简述 (4)2.2.3 钢球无级变速、测速发电机电路 (5)2.2.4 钢球无级变速控制电路 (5)3 PLC选型及I/O分配 (9)3.1 PLC选型 (9)3.2 PLC的I/O分配 (9)4 控制程序设计 (11)4.1液压泵电动机M2、润滑泵电动机M3的控制 (11)4.2 机床启动准备控制电路 (12)4.3 主轴电动机M1的启动、点动及停止 (12)4.4 平旋盘的控制 (14)4.5 主轴及平旋盘的调速控制 (14)4.6 主轴、平旋盘刀架、主轴箱、工作台的进给控制 (15)4.7 工作台回转控制 (20)4.8 尾架电动机M5、冷却泵电动机M7的控制 (22)5 常用电器元件的选择 (22)5.1按钮、开关类电器选择 (22)5.2熔断器选择 (23)5.3交流接触器选择 (23)5.4继电器的选择 (24)5.5控制变压器的选择 (24)5.6异步电动机有关电阻的计算 (25)结论 (27)参考文献 (28)附录 (29)致谢 (38)1绪论1.1课题背景随着科学技术的飞速发展,控制过程的日趋复杂,对零件加工精度的要求也越来越高。
T6112卧式镗床设计
1.2国内外发展和现状
1、国外镗床行业发展的现状
镗削加工是一种比较传统的加工方法。目前,在21世纪初期,美、德、日等各国镗床的发展历史,大致可分为以下三个阶 段:
(1)镗床数控技术得到迅速发性化、无人化、超精密化的开拓性研究。
国外数控镗床及卧式加工中心产品大多以普通卧镗为基型,发展成不同水平的产品。如在普通卧镗上配上不同水平的数控系统 后成为不同的数控卧镗。在数控卧镗的基础上,再加上刀库和机械手,成为自动换刀型的产品。最终都将会演变成不同布局和 不同精度水平的卧式加工中心产品。
1. 镗杆的旋转运动。 2. 平旋盘的旋转主运动 3. 镗杆的轴向进给运动 4. 主轴箱垂直进给运动 5. 工作台纵向进给运动 6. 工作台横向进给运动 7. 平旋盘径向刀架进给运动 8. 辅助运动:主轴箱,工作台,在进给方向上的快速调位运动;后立柱纵 向调位运动,后支架垂直调位运动。
2.2卧式镗床的总体布局 1、本镗床按照以下要求进行总体布局: (1)保证工艺方法所要求的工件和刀具的相对位置和相对运动; (2)保证机床具有与所要求的加工精度相适应的刚度和抗震性; (3)便于观察加工过程;便于操作、调整和修理机床;便于输送、装卸工件和排除切削,并保证工件安全; (4)经济性好,如节省材料,减少占地面积。 2、T6112卧式镗床的传动形式 本镗床采用机械传动。机械传动的优点是:实现回转运动的结构简单;机械故障一般容易发现。另外,机械传动的传动比较为 准确,实现定比传动较方便。2.3 主要技术参数 机床的主要技术参数包括主参数和基本参数。基本参数包括尺寸参数、运动参数、动力参数。主参数,或称主要规格,表示机 床的加工范围。机床的尺寸参数是指机床的主要结构尺寸。
卧式镗床系统毕业设计任务书
学生姓名
周宏伟
院系
机电工程学院
专业、班级
机械设计制造及其自动化08-1班
指导教师姓名
金慧芳
职称
副教授
从事
专业
机械工程
是否外聘
□是□否
题目名称
T6112卧式镗床系统的设计
一、设计目的、意义
1.设计的目的:
目前在全面了解镗床的结构,工作原理,控制方法的基础上,设计T6112卧式镗床传动系统及其执行机构。根据卧式镗床的工作原理,即电动机作为工作机构的动力源,结合机床的四个方向的运动,即主轴的上移和下移,工作台的横向和纵向移动,进而完成对工件的全面加工。确定了卧式镗床的结构与技术参数,给出了卧式镗床的总体结构设计方案。
2、设计要求
完成各功能部件的结构设计和零部件选型,如机构方案设计、驱动电机选型。进行对主轴箱各组成部件的结构尺寸的计算、强度校核、验算过程、驱动系统的选择等。
三、设计完成后应提交的成果
一、计算说明部分
说明书字数在1.5万字以上(设计说明书一式一份)
二、图纸部分
1.零号装配图纸三张;
2.A1装配图纸两张;
2.设计的意义:
根据卧式镗床的设计方案,详细叙述了T6112镗床执行机构设计,传动系统的设计:电动机规格的选取、主轴设计、主轴变速机构设计、床身与工作台结构设计。
二、设计内容、技术要求(研究方法)
1、设计内容
根据任务书给定的基本技术参数,确定T6112卧式镗床系统设计的总体技术方案。
根据总体技术方案进行主传动系统的设计,轴的设计及其校核,齿轮的设计,主轴轴承的设计与校核,键的设计与校核,以及对驱动系统进行选择设计,完成结构图、部件图和零件图的详细设计。
T6112卧式镗床课程设计
T6112卧式镗床课程设计一、课程目标知识目标:1. 学生能理解卧式镗床的基本结构、工作原理及主要参数,掌握相关理论知识。
2. 学生能掌握卧式镗床的操作步骤、加工工艺及安全注意事项,了解机床的维护保养方法。
3. 学生了解卧式镗床在机械加工中的应用领域及其在现代制造业中的地位。
技能目标:1. 学生能够独立操作卧式镗床,完成给定工件的加工任务。
2. 学生能够根据工件要求,制定合理的加工工艺,并运用卧式镗床进行加工。
3. 学生能够解决卧式镗床操作过程中遇到的一般性问题,具备一定的故障排查和处理能力。
情感态度价值观目标:1. 培养学生热爱机械制造专业,增强职业责任感和使命感。
2. 培养学生严谨的工作态度,养成良好的操作习惯,提高安全意识。
3. 培养学生团队协作精神,提高沟通与交流能力,为今后从事相关工作奠定基础。
课程性质:本课程为机械制造及自动化专业课程,以实践操作为主,理论讲解为辅。
学生特点:学生具备一定的机械基础知识和动手能力,但对卧式镗床的了解有限。
教学要求:结合课程性质和学生特点,采用理实一体化教学,注重培养学生的实际操作能力和问题解决能力。
通过本课程的学习,使学生能够达到上述课程目标,为将来的职业生涯奠定坚实基础。
二、教学内容1. 卧式镗床基本结构及工作原理:介绍卧式镗床的组成部分、功能及工作原理,结合教材相关章节,以图文并茂的形式进行讲解。
- 教材章节:第二章《金属切削机床》第三节《卧式镗床》- 内容列举:床身、立柱、横梁、滑枕、主轴、进给系统、冷却系统等结构特点及功能。
2. 卧式镗床操作与加工工艺:讲解卧式镗床的操作步骤、加工工艺及其在实际应用中的关键环节。
- 教材章节:第三章《金属切削加工工艺》第五节《卧式镗床加工》- 内容列举:操作面板、加工参数设置、刀具选择、工件装夹、加工路径规划等。
3. 卧式镗床安全与维护:强调卧式镗床操作过程中的安全注意事项,介绍机床的日常维护保养方法。
- 教材章节:第五章《机床的维护与安全》第二节《卧式镗床的维护与安全》- 内容列举:安全操作规程、机床故障排除、润滑系统保养、机床精度检查等。
T611镗床主轴箱传动系统设计 毕业设计
T611镗床主轴箱传动系统设计毕业设计毕业论文设计题目:T611镗床主轴箱传动系统设计[摘要]卧式镗床主要用来进行镗削、钻削、车削以及铣削平面等。
在车床、镗床、铣床、插、拉床、磨床、数控加工中心、齿轮加工中心、切断机床、特种加工机床、组合机床、柔性制造系统等众多机械加工设备中,镗床加工特点:加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动),在实践中具有“万能车床”的称号。
镗床主传动系统是用来实现镗床主运动的,它将主电动机的原动力变成可供主轴上刀具切削加工的切削力矩和切削速度。
为适应各种不同的加工及各种不同的加工方法,镗床的主传动系统应具有较大的调速范围,以保证加工时能选用合理的切削用量,同时主传动系统还需要有较高精度及刚度并尽可能降低噪声,从而获得最佳的生产率、加工精度和表面质量。
[关键词] 镗床主传动系统主运动进给运动扭距Painting boxes main spindle drive chart and expounding deceleration level, calculating torque[Abstract]:Horizontal Boring Machine mainly used for boring, drilling, turning and milling plane, and so on. In lathes, boring machine, milling machine, Chap, broaching machine, grinding machines, CNC machining centers, gear machining centers, and to cut off the machine, special machine, combination machine tools, flexible manufacturing systems, and other machining equipment, Boring Machine processing features : workpiece machining process fixed, Tool for Mobile, will center on the tool is the center hole and make rotating cutter (Controller Movement), in thepractice of "universal lathe".The system of boring main driving is used to achieve the main movement boring machine, Main Motor will become the driving force on the tool spindle machining cutting torque and the cutting speed. To meet the various processing and a variety of processing methods, the main drive system Boring Machine should have a larger scope of the governor, to ensure that processing can use a reasonable amount of cutting. Meanwhile main drive system will need a higher accuracy and rigidity and minimize noise, which was the best productivity, machining accuracyand surface quality.[Keywords]Boring Machine The system of Main Driving Main campaignFeeding Campaign Torque目录引言 01.我国卧式镗床的发展 (3)1.1我国卧式镗床的发展历史: (3)1.2我国卧式镗床的发展趋势: (3)1.2.1提高机床刚度: (3)1.2.2提高机床的坐标测量及定位精度 (4)1.2.3提高机床使用寿命,延长机床大修周期 (4)1.2.4.提高机床自动化程度 (4)1.2.5采用新材料 (4)1.3我国卧式镗床生产发展中的问题: (4)2卧式铣镗的组成部分介绍 (5)3卧式镗床的传动系统及其特点 (7)3.1卧式镗床主传动系统介绍: (7)3.1.1卧式镗床的主运动及其变速操纵机构介绍: (7)3.1.2主运动变速系统结构形式: (8)3.1.3主运动驱动电动机与传动系统联结方式 (8)3.2 卧式镗床的特点 (10)3.2.1该系列卧镗还具有以下特点: (10)3.2.2卧式铣镗的附件有: (11)4 T611A主传动系统分析 (11)4.1 T611A主运动分析 (11)4.2 计算T6IIA的各种转速级别并详细说明各种变速的实现过程 124.2.1主传动表达式中各个参数确定: (12)4.2.2主轴转速级数的计算: (14)4.3概述T611A的进给运动 (20)4.3.1进给运动的概述 (20)4.3.2进给运动的分类 (20)4.3.3 T611A主轴的机动进给运动: (21)5 T611A主轴在各种转速下所受到扭距的计算 (24)6 卧式镗床传动系统的润滑与保养 (31)6.1 润滑 (31)6.2 日常的维护与保养 (31)7致谢 (32)8 参考文献 (33)引言随着现代化的大生产,企业、商家对产品的多样化、规模化要求日益增强。
TX6113D数显卧式铣镗床电路图 昆机2012

12
118
X12 X12
3
13
-SQ8
14
4
11
-SQ9
12
11
-SQ10
12
5
13
-SQ11
14
6
100 / 11.1:A A
13
-SQ12
14
B
120
121
X13 X13
X14 X14
24DI
122
X15 X15
123
X16 X16
124
C
X17 X17
D
Part 2 of 3
E
进给起动
项目描述:TX6113D数显卧式铣镗床 昆机2012
页描述:进电源
2
3
1
-FU2
2A 2 3
11
-SB1
12
4
-SB2
11
13
-KM
12 /1.4:D 14 5
A1
-KM
A2
1
2 /1.5:A
3
4 /1.5:A
5
6 /1.5:A
13
14 /1.4:C
21
22
机床起动
= +
4
5
-KM
12
U1
/13.1:A
FX1N-40MR-001
C
C
COM0 COM0
COM1 COM1
COM2 COM2
COM3 COM3
COM4 COM4
COM5 COM5
D
-FU14
6.5:A / 14
+24V
1
2
14c
基于FX2NPLC的T6112镗床电气控制系统智能改造
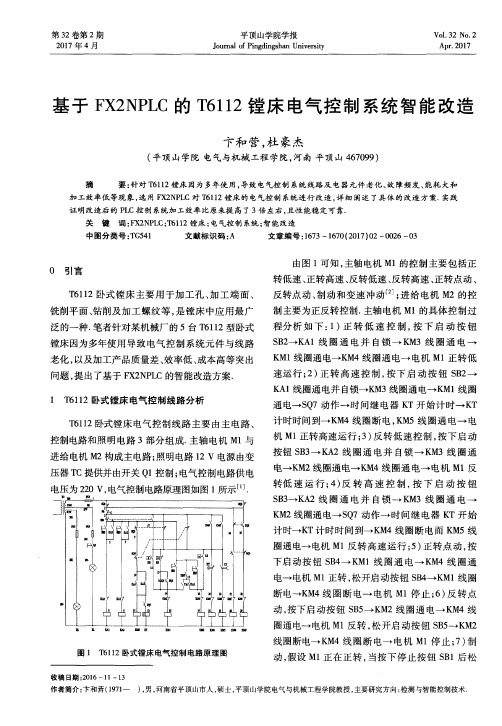
制主要为正反转控制. 主轴 电机 M 1的具体控制过 程分析 如 下 : 1 ) 正转低速控制, 按 下 启 动 按 钮
S B 2 一K Al线 圈 通 电 并 自锁 一 K M3线 圈 通 电 一 K M1线 圈通 电一 K M4线 圈通 电 电 机 M1正转 低 速运 行 ; 2 ) 正转 高速控 制 , 按 下启 动按 钮 S B 2 K A 1 线 圈通 电并 自锁一 K M3线 圈通 电一 K Ml线 圈
卞和 营 , 杜 豪杰
( 平 顶 山学 院 电气与机 械 工程 学 院 , 河 南 平顶 山 4 6 7 0 9 9 )
摘 要: 针对 q " 6 1 1 2镗床 因为 多年使 用, 导致 电气控制 系统 线路 及 电器元件 老化 、 故 障频发、 能耗 大和
加工效率低等现 象, 选用 F X 2 N P L C对 T 6 1 1 2镗床的 电气控制 系统进行 改造 , 详 细阐述 了具体的 改造方 案. 实践
一
定 的速度 , 1 3—1 8之 间的速度 继 电器 的 K S触 点
是 闭合 的 , 且 1 8—1 9之 间 的 K M1 常 闭 触点 也 是 闭 合 的, 导致 K M 2线 圈 通 电 , 电机 M1通 上 反 向 电
源, 从而使电机 M1 快速停下 ; 8 ) 冲动 , a . 正常运行 时的变速冲动, 控制电路 中 S Q 3与 S Q 4分别为 主
计 时 K T计 时时 间到一 K M 4线 圈 断 电 而 K M5线 圈通 电一 电机 M1 反 转 高速 运 行 ; 5 ) 正转点动 , 按
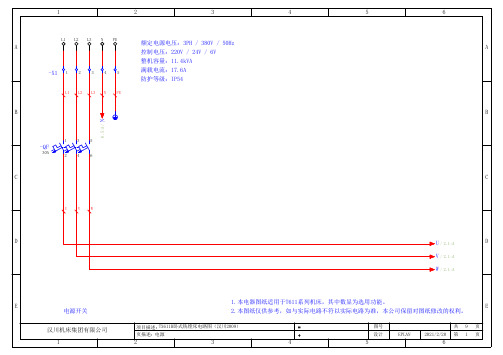
TX611B卧式铣镗床电路图(汉川2009)

制造商
数量
页描述:电源
2
3
=
+
4
图号 设计
5
EPLAN
共 9 页 2021/1/1 第 1 页
6
1
2
U
1.6:D / U
A 1.6:D / V
V
W
1.6:D / W
135
-KM2
/5.3:D 2 4 6
1W1
B
1V1
1U1
R 电阻箱: ZX29HC-2-1.8/1H-X
1
-KM1
-R
/4.4:D 2 0.9
2
P48
K J
5
A S
序号 1
2
3
4
5
6
7
8
9 10
线号 1U1 1W1 U2 V2 W2
2U1 40 2
序号 16 17 18 19 20 21 22 23 24 25
C
线号 3
2W1 N 46 44 45
X
P S
4
P32
K J
2
A S
序号 1
2
3
4
线号 U01 N D
6 A B C D
4 / 5.1:A A
5 / 5.1:B B
C
D 40 / 5.1:D
TX611B卧式铣镗床电路图(汉川2009)
D
A2
A2
A2
-KM4
1
2 /2.2:D
3
4 /2.2:D
5
6 /2.2:D
13
14
21
22 /5.5:C
-KM5
1
2 /2.3:D
3
4 /2.3:D
5
6 /2.3:D
13
14
21
22 /5.5:C
主轴低速
主轴高速
40 / 6.1:D
-KM6
1
2 /2.1:D
3
4 /2.1:D
5
6 /2.1:D
13
/6.3:D
-HL
1A
C
39
2.6:A / W12
白色 x2
-FA3
33 1 2
34
24V/80VA
2A 36
-SA
13 14
35
x1
-EL
x2
D
JBK3-250
12
-XS
6 A B C D
E
汉川机床集团有限公司 1
项目描述:TX611B卧式铣镗床电路图(汉川2009)
页描述:控制电源
2
3
=
+
4
E
图号 设计
B
C
135
-KM6
/5.6:D 2 4 6
-KM4
/5.5:D
135
246 3U1 3V1 3W1
135
-KM5
2 4 6 /5.5:D 4U1 4V1 4W1
135
135
D
-FR1
PE
-FR2
1
/4.2:C 2 4 6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要在全面了解卧式镗床的结构、工作原理、控制方法的基础上,设计T6112卧式镗床传动系统及其执行机构。
根据卧式镗床的工作原理,即电动机作为工作机构的动力源,结合机床的四个方向的运动,即主轴的上移和下移,工作台的横向和纵向移动,进而完成对工件的全面加工。
确定了卧式镗床的结构与技术参数,给出了卧式镗床的总体结构设计方案。
根据卧式镗床的设计方案,文中详细叙述了T6112镗床执行机构设计,传动系统的设计:电动机规格的选取、主轴设计、主轴变速机构设计、床身与工作台结构设计。
关键词:卧式镗床;主轴箱;主轴变速机构;电机;工作台ABSTRACTOn the basis of the structure, principle, control method of the horizontal boring machine,the transmission system and implementing mechanism of T6112 horizontal boring machine are designed. According to the principle of the horizontal boring machine, in which the motor is the power source, combining with the four directional movements of the machine, that is the up and down movements of main shaft, the horizontal and vertical movement of work table, then complete the processing of the work piece. The structure and technical parameters of the horizontal boring machine are given and the overall structure is designed. According to the horizontal boring machine design, this paper describes the design of implementing mechanism and the transmission system, including the selection of motor specification, the design of spindle gearshift, bed and work table.Key words: Horizontal Machine; Spindle Box; Spindle gearshift; Motor; Worktable目录摘要 (I)Abstract (II)第1章绪论 (1)1.1选题的背景及意义 (1)1.2国内外发展和现状 (1)1.3研究设想 (3)1.4总体设计方案 (3)1.5预期结果 (3)第2章卧式镗床总体设计方案 (4)2.1卧式镗床的工作原理 (4)2.2卧式镗床的总体布局 (4)2.3主要技术参数 (5)2.4卧式镗床 (6)2.4.1组成部件及运动 (6)2.4.2主轴部件机构 (6)2.4.3夹具 (7)2.5本章小结 (8)第3章卧式镗床传动系统设计 (9)3.1主传动系统的运动设计 (9)3.1.1电机的选择 (9)3.1.2合理分配传动比一般应注意以下几点: (10)3.1.3计算传动装置的运动和动力参数 (11)3.2轴的设计及其校核 (12)3.2.1镗轴的设计 (12)3.2.2与主电机连接的轴的设计与校核 (13)3.2.3三联齿轮(Ⅰ)上的轴的校核 (16)3.2.4蜗轮和蜗杆的计算与校核 (19)3.3齿轮的设计 (21)3.3.1齿轮的设计计算方法与材料选择原则 (21)3.3.2齿轮的失效形式 (22)3.3.3齿轮的结构设计及参数的确定 (22)3.4主轴轴承的设计与校核 (27)3.5键的设计与校核 (29)3.7本章小结 (33)结论 (34)参考文献 (35)致谢 (36)第1章绪论1.1选题的背景及意义根据所学专业的需要,为了使所学知识得以运用,选择卧式镗床为我的毕业设计题目。
镗床类机床的主要工作是用镗刀进行镗孔,所以叫镗床。
镗床主要分为卧式镗床、坐标镗床、金刚镗床等。
因为卧式镗床除镗孔外,还可钻孔,扩孔,铰孔。
尤其适合大型,复杂的箱体类零件的孔加工。
一般情况下,零件可以在一次安装中完成大部分甚至全部的加工工序,所以卧式镗床特别适合于加工形状、位置要求严格的孔系和加工尺寸较大、形状复杂且具有孔系的箱体、机架床身等零件。
因此,卧式镗床也是我国重点开发设计的主要机床产品之一。
T6112卧式镗床就是在这种背景下应运而生的。
由于T6112卧式镗床在性能与结构上的诸多优点,它的应用领域越来越宽广,已形成了比较成熟的设计制造技术。
卧式镗床主要由工作台,主轴箱,前立柱,后立柱,下滑座,上滑座和床身等部件组成。
主要可以完成下列工作运动:1、镗杆的旋转运动;2、平旋盘的旋转主运动;3、镗杆的轴向进给运动4、主轴箱垂直进给运动5、工作台纵向进给运动6、工作台横向进给运动7、平旋盘径向刀架进给运动8、辅助运动:主轴箱,工作台,在进给方向上的快速调位运动;后立柱纵向调位运动,后支架垂直调位运动。
通过运用自己所学知识及大量的实际考察和查阅资料,对卧式镗床的传动系统、主轴箱、平旋盘及主轴变速机构进行设计。
最终实现卧式镗床的各种加工。
1.2国内外发展和现状1、国外镗床行业发展的现状镗削加工是一种比较传统的加工方法。
目前,在21世纪初期,美、德、日等各国镗床的发展历史,大致可分为以下三个阶段:(1)二十世纪初期,即镗床的诞生阶段。
(2)到二次大战前,这是镗床行业从诞生到形成较完整体系的阶段。
(3)从二次大战到现在,是镗床的质量、性能、水平大发展的阶段。
目前,随着电子技术、计算机、自动化、控制测量技术和材料工业的发展,国外镗床的控制技术、镗削工艺、结构设计及外围设备均有了新的发展,达到了与70年代明显不同的新高度。
其主要发展现状和趋势归纳如下:(1)镗床数控技术得到迅速发展。
(2)卧式镗床设计结构和工艺的发展。
(3)向柔性化、无人化、超精密化的开拓性研究。
国外数控镗床及卧式加工中心产品大多以普通卧镗为基型,发展成不同水平的产品。
如在普通卧镗上配上不同水平的数控系统后成为不同的数控卧镗。
在数控卧镗的基础上,再加上刀库和机械手,成为自动换刀型的产品。
最终都将会演变成不同布局和不同精度水平的卧式加工中心产品。
在国外已普及用CAD对机床的基础大件如床身、立柱、滑座等进行优化设计。
这样不仅可以大量节约原材料,同时还可缩短设计周期,提高机床的动态特性。
更为突出的是,在机床设计中普遍采用模块化设计方法,可较快地开发新品种,满足不同用户的需求。
当新技术、新结构、新材料在机床上大量应用时,使机床技术水平有明显的提高,促使加工零件高精度化,高效化和高速化。
2、我国镗床行业发展的现状经过将近半个世纪的发展,我国镗床行业已经发展成一个具有相当规模、门类齐全、有一定技术水平以及生产能力的金属切削机床行业。
目前,国内最大的TK6925数控落地铣镗床在齐齐哈尔第二机床公司设计制造完成。
这次最大的铣镗床是为武汉船用机械厂生产的。
是目前同类产品中规格最大,技术含量最高,具有自主知识产权且结构新颖的重型机床,具有十二轴控制,任意四轴联动功能。
以落地铣镗床为主体的高技术含量机电一体化重型金切机床装备,已成为齐二机床公司参与市场竞争,实现企业快速发展的支柱性主导优势产品,市场占有率已达85%以上,引领国内数控落地铣镗床快速发展。
由交大昆机科技股份有限公司开发出的TK6111数控铣镗床,填补了我国在台式数控卧式铣镗床上的空白,各项技术性能指标达到国内镗轴直径110mm规格的台式数控卧式铣镗床的领先水平,进一步缩短了与国外同类产品的差距。
我国机床工业已经取得了巨大的成就,但与世界先进水平相比,还有较大的差距,因而我们必须奋发图强、努力工作,学习和引进国外的先进科学技术,以便早日赶上世界先进水平。
1.3研究设想本文仔细分析了卧式镗床的组成结构及传动系统图,主要针对主轴箱进行了全面细致的研究设计,针对主轴,平旋盘进行了改进,使卧式镗床的应用更为广泛,功能更多,加工的零件精度更高。
1.4总体设计方案本机床主运动采用二个三联滑移齿轮和一个双联滑移齿轮实现变速,电机运动传至空心主轴,由齿轮副传动主轴得到18级低档转速,当其中一个齿轮Z23左移时,又由另一组齿轮副传动主轴得到6级高档转速,因此共有24级转速,若Z23处于空挡位置,将轴XV上的滑移齿轮Z27和平旋盘主轴上Z26齿轮啮合,运动被传到平旋盘上,使平旋盘获得18级转速。
1.5预期设想能够顺利完成设计,实现对卧式镗床主轴和变速机构的创新与改进。
第2章卧式镗床总体设计方案2.1卧式镗床的工作原理卧式镗床主要由工作台,主轴箱,前立柱,后立柱,下滑座,上滑座和床身等部件组成。
主轴箱可沿前立柱的导轨上下移动。
在主轴箱中,装有主轴部件、主运动和进给运动变速机构以及操纵机构。
根据加工情况不同,刀具可以装在镗杆上或平旋盘上。
加工时,镗杆旋转完成主运动,并可沿轴向移动完成进给运动;平旋盘只能做旋转主运动。
装在后立柱上的后支架用于支撑悬伸长度较大的镗杆的悬伸端,以增加刚性。
后支架可沿后立柱上的导轨与主轴箱同步升降,以保持镗杆不同长度的需要。
工件安装在工作台上,可与工作台一起随下滑座或上滑座作纵向或横向移动。
工作台还可绕上滑座的圆导轨在水平平面内转位,以便加工互相成一定角度的平面或孔。
当刀具装在平旋盘的径向刀架上时,径向刀架可带着刀具作径向进给,以车削端面。
综上所述,卧镗具有下列工作运动:1. 镗杆的旋转运动。
2. 平旋盘的旋转主运动3. 镗杆的轴向进给运动4. 主轴箱垂直进给运动5. 工作台纵向进给运动6. 工作台横向进给运动7. 平旋盘径向刀架进给运动8. 辅助运动:主轴箱,工作台,在进给方向上的快速调位运动;后立柱纵向调位运动,后支架垂直调位运动。
2.2卧式镗床的总体布局1、本镗床按照以下要求进行总体布局:(1)保证工艺方法所要求的工件和刀具的相对位置和相对运动;(2)保证机床具有与所要求的加工精度相适应的刚度和抗震性;(3)便于观察加工过程;便于操作、调整和修理机床;便于输送、装卸工件和排除切削,并保证工件安全;(4)经济性好,如节省材料,减少占地面积。
2、T6112卧式镗床的传动形式本镗床采用机械传动。