激光加工工艺参数对照表
实用文档之激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数
22
100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
90-
100
2200
O2
150
200
18
1
4
2200-
2400
1200-
1800
氮
气
15-
18
100
2200
O2
120
200
18
1
5
2300-
2400
1000-
1500
16-
20
100
2200
O2
120
200
18
1
6
2400
800-
1000
18-
20
100
2400
O2
120
200
18
2
8
2400-
3000
240
40-
60
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
80
0.5
4
1000
2500-
3500
120-
185
30-
60
2000
80
0.5
5
1200
2000-
3000
100-
160
25-
60
2000
80
0.5
6
1000
1500-
激光切割工艺参数不锈钢

不锈钢材料厚度
入射光束直径 切割辅助气体
辅助气体压力 割嘴直径 割嘴与材料位置
割缝宽度 透镜焦距 焦点位置 打孔 激光模式
激光频率 激光功率
mm
1
2
3
4
5
6
8
mm
19
19
19
19
19
19
19
N2
N2
N2
N2
N2
N2
N2
bar
8
10
13
15
17
18
20
mm
1.5
2
2
2
2
2
2.5
占空比
%
20
25
25
25
25
停延时间
Sec
0.2
0.2
0.5
1
1
焦点位置
mm
-0.5
-1
-2
0
0
辅助气体O2 压力
bar
1
1
1
2
1
小圆
激光模式
SP
SP
SP
CW
CW
激光频率 激光功率 占空比 进给速度
Hz W % mm/min
激光模式 激光功率 进给速度
W mm/min
200 800 25 500
CW 1200 3000
切割大孔是指孔直径>5mm、板厚≤3mm,或者板厚> 3mm、孔直径大于板厚尺寸的孔。
mm
1
1
0.8
0.8
0.8
0.8
0.8
mm
0.1
0.1
inch
5
激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数

1
5
2300
2400
1000
1500
16
20
100
2200
O2
120
200
18
1
6
2400
800
1000
18
20
100
2400
O2
120
200
18
2
8
2400
3000
500
800
18
20
100
2400
O2
120
200
18
3
铝板16毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
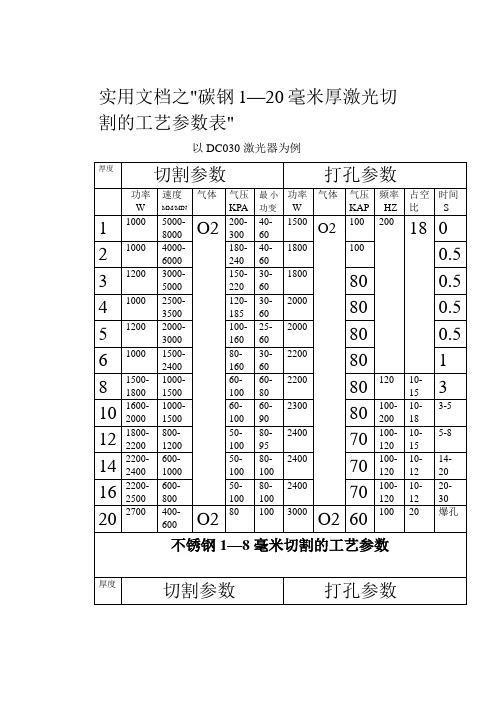
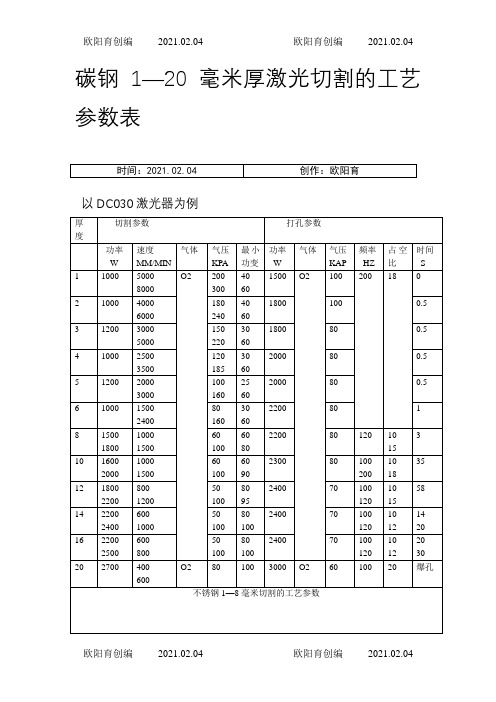
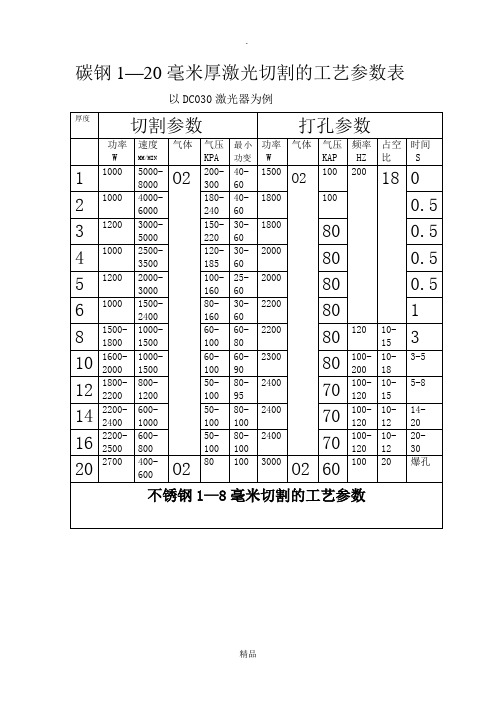
碳钢1—20毫米厚激光切割的工艺参数表
令狐采学
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000
8000
O2
200
300
40
60
1500
O2
100
200
18
0
2
1000
4000
6000
180
240
40
60
1800
100
60
80
2200
80
120
10
15
3
10
1600
2021年激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数

气压
KAP
频率
HZ
占空比
时间
S
1
1600
2000
4000
7000
氮
气
10
80
100
2000
氮
气
150
200
18
0.2
2
1800
2200
3000
5000
12
80
100
2200
3
2000
2200
2000
3000
15
90
100
2200
O2
150
200
18
1
4
2200
24001200Biblioteka 1800氮气
15
18
1800
1000
1500
60
100
60
80
2200
80
120
10
15
3
10
1600
2000
1000
1500
60
100
60
90
2300
80
100
200
10
18
35
12
1800
2200
800
1200
50
100
80
95
2400
70
100
120
10
15
58
14
2200
2400
600
1000
50
100
80
100
100
2200
O2
120
200
18
1
激光切割工艺参数表

1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
80
0.5
4
1000
2500-
3500
120-
185
30-
60
2000
80
0.5
5
1200
2000-
3000
100-
160
25-
60
2000
80
0.5
6
1000
1500-
2400
80-
160
30-
60
2200
80
1
8
1500-
碳钢1—20毫米厚激光切割的工艺参数表
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数之欧阳育创编
100
2200
O2
120
200
18
1
5
2300
2400
1000
1500
16
20
100
2200
O2
120
200
18
1
6
2400
800
1000
18
20
100
2400
O2
120
200
18
2
8
2400
3000
500
800
18
20
100
2400
O2
120
200
18
3
铝板16毫米的工艺参数
厚度
切割参数
打孔参数
碳钢1—20毫米厚激光切割的工艺参数表
时间:2021.02.04
创作:欧阳育
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000
8000
O2
200
300
40
60
1500
O2
100
200
18
0
2
1000
4000
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
激光切割工艺参数表
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000-
8000
O2
200-
300
40-
60
1500
O2
100
200
18
0
2
1000
4000-
6000
180-
240
40-
60
22
100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
如有侵权请联系告知删除,感谢你们的配合!
1800
1000-
1500
60-
100
60-
80
2200
80
120
10-
15
3
10
1600-
2000
1000-
1500
60-
100
60-
90
2300
80
100-
200
10-
18
3-5
12
1800-
2200
800-
1200
50-
100
80-
95
2400
70
100-
120
10-
15
激光切割实用工艺全参数表

18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
100
2200
N2
150
200
18
0.5
2
2000-
2300
2000-
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
激光工艺参数表

板厚喷嘴型号焦距
最大功率(W)最小功率(W)切割气体压力(Mpa)空气压力(Mpa)切割高度(mm)切割割缝(mm)切割速度(mm/min)1
11.5
12
12.5
13
14
15
1.56
1.58
1.510
1.512
1.516
1.8202
激光工艺参数表材料: 碳钢 激光类型: 2000W 激光型号: 光钎激光 气体: 氧气
激光工艺参数表
材料: 不锈钢 激光类型: 2000W 激光型号: 光钎激光 气体:氮气 板厚喷嘴型号焦距最大功率(W)最小功率(W)切割气体压力(Mpa)空气压力(Mpa)切割高度(mm)切割割缝(mm)切割速度(mm/min)
0.31
0.51
11
1.21
1.51
21
31
4 1.5
5 1.5
6 1.5
8 1.5
10 1.8
122
激光工艺参数表
材料: 铝 激光类型: 2000W 激光型号: 光钎激光 气体: 氮气 板厚喷嘴型号焦距最大功率(W)最小功率(W)切割气体压力(Mpa)空气压力(Mpa)切割高度(mm)切割割缝(mm)切割速度(mm/min) 11
1.51
21
2.51
31
41
5 1.5
6 1.5
8 1.5
10 1.5
12 1.5
16 1.8
202。
激光切割参数一览表

P119
穿孔延时
单位:ms
(SHARE)其它工艺参数
P130
Z轴是否使用随动
0=不使用1=使用
P132
切割结束Z轴提升高度
单位:0-50mm
P133
机床动态因子
单位:1-100%
P134
切割起始延时
单位:ms
P135
切割结束延时
单位:ms
P136
标刻起始延时
单位:ms
P137
焦 点
喷 嘴
□___□___□___□___
焦 量
(CUT1) 切割层工艺参数
P100
切割速度
单位:mm/min
P101
切割激光功率
单位:瓦(W)
P102
最小激光切割功率百分比
单位:0-100%
P103
切割激光模式(CS/PRC)
1=连续2=门脉冲
P104
切割脉冲频率
1-8激光器相对应的脉冲频率
P105
单位:0-10mm
(CUT2) 切割层工艺参数
P140
切割速度
单位:mm/min
P141
切割激光功率
单位:瓦(W)
P142
最小激光切割功率百分比
单位:0-100%
P143
切割激光模式(CS/PRC)
1=连续2=门脉冲
P144
切割脉冲频率
1-8激光器相对应的脉冲频率
P145
切割脉冲占空比
1-100%(PRC)
穿孔激光功率
单位:瓦(W)
P113
穿孔激光模式(CS/PRC)
1=连续2=门脉冲3=强脉冲4=超强脉冲
激光切割参数表大全
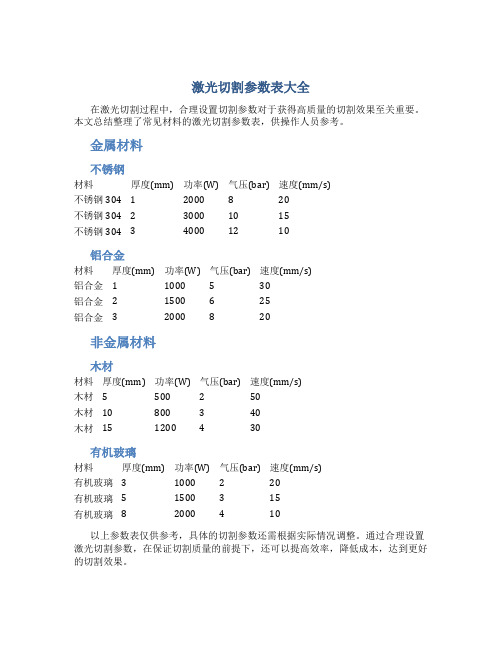
激光切割参数表大全
在激光切割过程中,合理设置切割参数对于获得高质量的切割效果至关重要。
本文总结整理了常见材料的激光切割参数表,供操作人员参考。
金属材料
不锈钢
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
不锈钢304 1 2000 8 20
不锈钢304 2 3000 10 15
不锈钢304 3 4000 12 10
铝合金
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
铝合金 1 1000 5 30
铝合金 2 1500 6 25
铝合金 3 2000 8 20
非金属材料
木材
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
木材 5 500 2 50
木材10 800 3 40
木材15 1200 4 30
有机玻璃
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
有机玻璃 3 1000 2 20
有机玻璃 5 1500 3 15
有机玻璃8 2000 4 10
以上参数表仅供参考,具体的切割参数还需根据实际情况调整。
通过合理设置激光切割参数,在保证切割质量的前提下,还可以提高效率,降低成本,达到更好的切割效果。
大族激光切割工艺p参数

,8 H. 0$ s% '0 C- i4 V7 q$ t( n [table=98%] [tr][td=3,1,604]切割层1(CUT1工艺参数6 }3 J8 Y- x h3 I5 |& R+ l' ~% M7 I[/td][/tr] ; e2 u+ r# C8 }0 Z+ q [tr][td=63]P100 [/td][td=220]切割速度[/td][td=321]单位:mm/min, \' w/ y. { }6 U2 w8 b! y. f3 0 [/td][/tr] [tr][td=63]P101 [/td][td=220]切割激光功率2 e1 B, A7 u! Y3 U8 d9 v ~5 J4 N [/td][td=321]单位: xx(W)[/td][/tr] 9 J/ R) ?0 V3 e:U. M( b [tr][td=63]P102 [/td][td=220]最小切割激光功率百分比[/td][td=321]单位:0-100% 6 r) g* k% O3 W t [/td][/tr] [tr][td=63]P103 [/td][td=220]切割激光模式(CS/PR(激光器)[/td][td=321]仁连续,2二门脉冲(CS/PRC激光器)[/td][/tr][tr][td=63]P104 [/td][td=220]切割脉冲频率( h3 ~2 l; W4 U [/td][td=321] 1〜8:对应激光器上设置的激光脉冲频率(CS/ROFIN激光器) )s- Y5 e1 | eO-999Hz PRC激光器) [/td][/tr] [tr][td=63]P105 [/td][td=220]切割脉冲占空比(PRC激光器)* F:_! {* W5 u$ E:|( F8 [& K[/td][td=321] 1-100% [/td][/tr] u+ A9 L8 _ x4 f( j' y+ ~ [tr][td=63]P106[/td][td=220]切割喷嘴高度! w" X, x' V; {6 {- |0 y2 Y[/td][td=321]单位:0.5- 10.0mm [/td][/tr] + ~" k; I+ r" Y" t8 S [tr][td=63]P107 [/td][td=220]切割气体压力4 _( Z$ p- r8 N# y0 p [/td][td=321] 单位: 0.5- 8.0bar 1 L; |1 @) S4@8 ]1 ]" U [/td][/tr][tr][td=63]P108 [/td][td=220]切割气体类型9 U- d:a# U! W. G3 ]& J& | [/td][td=321] 1=空气, 2=氧气, 3=氮气]:]) J:c! y& w. Y. i' J2 G U[/td][/tr][tr][td=63]P109 [/td][td=220]切割头是否提升[/td][td=321]单位:0-50mm [/td][/tr] [tr][td=3,1,604] 穿孔(PlERC工艺参数[/td][/tr] [tr][td=63]P110 [/td][td=220]穿孔方式, V9 t l- o1 Y' y* N" m- l3 |3 D[/td][td=321] 0-3(穿孔方式);0=不穿孔;1=正常穿孔;2=渐进式穿孔;3=强力穿孔/ 14 八5 F; X9 j# T/ 八Q1 F8 _:K[/td][/tr] 8 G# V* W+ |) W% ?5 H6 G [tr][td=63]P111 [/td][td=220]穿孔激光功率[/td][td=321]单位: xx(W)[/td][/tr] [tr][td=63] P113[/td][td=220]穿孔激光模式(CS/PR(激光器)[/td]%5。
激光切割工艺参数(铝合金和铝板)

占空比
%
20
25
25
25
25
停延时间
Sec
0.2
0.2
0.5
1
1
焦点位置
mm
-0.5
-1
-2
0
0
辅助气体O2 压力
bar
1
1
1
2
1
小圆
激光模式
SP
SP
SP
CW
CW
激光频率
Hz
200
750
750
激光功率
W
800
1200
1200
1500
1500
占空比
%
25
50
55
进给速度
mm/min
切割 CW 1800 2500 CW 2200 2700
2200
3750
CW 1800 1350 CW 2200 1600
最新编辑ppt
CW 1800 1100 CW 2200 1300
CW 1500 500-800 CW 2200 1000
CW 1500 275 CW 1800 350 CW
2200
三铝板切割的工艺参数占空比20252525252525停延时间sec0202051112焦点位置mm05120000辅助气体o2压力bar1112111小圆激光模式spspspcwcwcwcw激光频率hz200750750激光功率w800120012001500150018002200占空比255055进给速度mmmin50013001000900700800500大圆激光模式cwcwcwcwcwcwcw激光功率w1200150015002200220022002200进给速度mmmin300025001800160013001000500三铝板切割的工艺参数切割激光模式cwcwcwcwcwcwcw激光功率w800110018001800180015001500进给速度mmmin15002000250013501100500800275激光模式cwcwcwcwcwcwcw激光功率w15