零件报废统计表
零件报废统计表

GCV-1R1-C68H UB16-1R1-R11CC PRV2000 UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC GCV-1R1-C68H GCV-1R1-C68H GCV-1R1-C68H UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC GCV-1R1-C68H GCV-1R1-C68H GCV-1R1-C68H GCV-1R1-C68H UB16-1R1-R11CC PRV2000 GCV-1R1-C68H DB25-1R1-W-C11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC UB16-1R1-R11CC
2 1 2 1 10 1 2 2 4 3 1 1 1 1 1 1 1 1 4 1 1 1 2 1 2 2 8 3 3 59 1 4 2 33 1 1 2 1 3 1
阀体密封面不良粗糙损伤 沙孔 密封面沙孔 阀体体漏 阀体中头孔小 阀体体漏 阀体中头孔小 水线面未加工 阀杆装入后,转不动 体漏 原因不明 原因不明 原因不明 螺纹不良 螺纹不良 阀杆孔未打 密封面磕伤 密封面磕伤 阀杆槽偏大 样品未打孔 样品未打孔 样品未打孔 水线面沙孔 水线面沙孔 阀体体漏内漏 阀体体漏内漏 内方偏离 外圆尺寸小 内漏 中头孔偏大 阀体体漏 阀体体漏 内漏 阀体中头沙孔 中头孔小 体漏 体漏 体漏 中头沙眼 中头沙眼
报废品统计表

PCS PCS
铜件 铜件
报废 报废
9月16日 9月18日 9月18日
206072 CWL芯子左 206078 CHL静长 206079 CHL静短
PCS PCS PCS
铜件 铜件 铜件 合计
80 70 100 830 400 400 7 30 6 9 10 5 4 13 12 20 130 15 261 200 5 2 2 3 3 3 2 30 45 100 100 60
208003 1306头 208098 CWLD1内插芯 208099 CWLD顶杆 208090 CHL-5100内头 208040 CZ-8104不锈钢轮 208084 8108塑料轮子铆钉 208019 CZ-7311外头 208026 CZ-7100内头 208172 铁壳螺钉(短)
PCS PCS PCS PCS PCS PCS PCS PCS PCS
报废 报废 报废 报废 报废 报废
128
8 8 22 11 22 200 18 20 100 12 16 46 30
9月28日
203101 TZ-6106铜件弹簧
PCS
弹簧 合计
报废
9月10日 9月10日 9月12日 9月14日 9月19日 9月19日 9月20日 9月28日 9月28日 9月28日 9月28日
仪表件 仪表件 仪表件 仪表件 仪表件 仪表件 仪表件 仪表件 仪表件 合计
1 20 10 100 43 43 6 3 150 931
报废 报废 报废 报废 报废 报废 报废 报废 报废
报废总计:3180只 报废已出厂的物料: 材质 锌件 铝件 铝件 塑料件 铜件(clm)铜脚 铁件(cfs-1)微动 架 4000 17220 19000 41575 237 1355 137 数量(pcs) 重量(KG) 100 报废原因 废品 技术改进 0盖 201097 CZ-7140塑料壳A 201091 CZ-7121塑料壳A 201174 行程芯子座 201101 CZ-7144塑料壳A 201095 CZ-7120塑料壳A 201316 TZ-8166塑料头 201111 CZ-7311塑料壳A 201091 CZ-7121塑料壳A 201099 CZ-7124塑料壳A 201095 CZ-7120塑料壳A
仓库报废仓物料统计分析图表范例

4%
20%
65% 69% 73% 77% 80% 100%
合计 5650
2023年08月份报废物料统计
800
700 647
600 500 400 300
471
436
411
409
65%
69%
73%
77%
80%
56%
60%
52%
35%
42% 30047% 257
240
240
238
230
226
225
207
1
0%
100% 退货机报废
1
0%
100% 退货机报废
1
0%
100% 退货机报废
1
0%
100% 退货机报废
1
0%
100% 折痕/报废
5650
XX月份仓库报废仓物料统计分析
物料名称
A3S珍珠棉 _Z轴联轴 器保护块
侧衬板
A3S珍珠 A3S珍珠 A3S珍珠 棉 底壳 棉 上壳 棉 盖板
导风嘴 加热铝板 0.5喷嘴
0%
98% 退货机报废
0%
98% 退货机报废、反工机报废
0%
99% 退货机报废
0%
99% 退货机报废
0%
99% 退货机报废
0%
99% 退货机报废、反工机报废
0%
99% 人为/报废、返工物料损耗报废
0%
99% 人为/断孔报废
0%
99% 退货机报废
0%
99% 退货机报废
0%
99% 跌落测试报废
0%
99% 跌落测试报废
2
57 01.08.443 螺杆M8_400
材料报废统计分析表
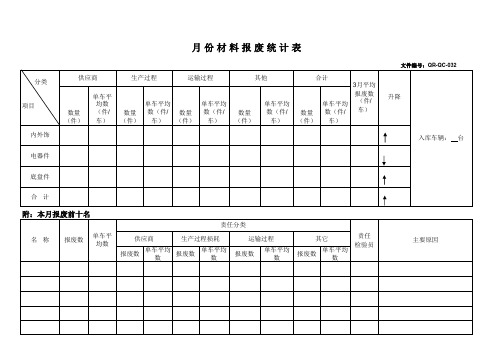
内外饰 电器件
月份材料报废统计表
供应商
数量 (件)
单车平 均数 (件/ 车)
生产过程
运输过程
单车平均
单车平均
数量 数(件/ 数量 数(件/
(件) 车) ( 数(件/
车)
合计 3月平均 报废数
单车平均 (件/ 数量 数(件/ 车) (件) 车)
文件编号:QR-QC-032
升降
入库车辆: 台
底盘件
合计
附:本月报废前十名
名称
报废数
单车平 均数
责任分类
供应商
生产过程损耗
报废数
单车平均 数
报废数
单车平均 数
运输过程
报废数
单车平均 数
其它
报废数
单车平均 数
责任 检验员
主要原因
版本:A/0
审查/日 期:
制表/日 期:
保存年限:2年
各制程报废率统计表

5.35% 5.37% 23.75% 0.00% 0.00%
9.37% 4.67% 4.20% 0.00% 0.00%
11.71% 3.63% 3.59% 0.00% 0.00%
11
18997 184213 9.35%
0 0 0.00%
12
16979 210189 7.47%
0 0 0.00%
13
报废金额
0
存仓金额
0
报废率 0.00%
报废金额
存仓金额
报废率
报废金额 771
存仓金额 57808
报废金额
0
存仓金额 291733
报废率 0.00%
报废金额
0
存仓金额 9359
报废率 0.00%
报废数
转出数
报废率
报废金额
0
存仓金额 15776
报废率 0.00%
27 18998 417219 4.36% 519 11346 4.37%
15669 244897
17769 245993
36124 318509
18902 334414
19151 230424
30035 325786
1015 73843 1.36% 1527 46511 3.18%
0 0 0.00%
1162 103338 1.11%
73 2848 2.51%
0 0 0.00%
0 0 0.00%
19
21134 411959 4.88%
0 0 0.00%
20
24330 309301 7.29%
0 0 0.00%
18997 184213
16979 210189
设备报废全纪录表

设备报废全纪录表
1. 记录表说明
本记录表用于详细记录设备从申请报废到报废处理完毕的整个过程,包括设备基本信息、报废原因、报废流程、报废处理结果等内容。
2. 设备基本信息
3. 报废原因
4. 报废流程
5. 报废处理结果
6. 附件
7. 备注
(此处可用于记录特殊情况或额外信息)
8. 填写说明
- 请根据实际情况填写设备基本信息、报废原因、报废流程、
报废处理结果等内容。
- 填写完成后,请由相关部门负责人进行审核并签字。
- 记录表填写应尽量详细,以便对设备报废过程进行有效管理。
9. 更新历史
(此处记录记录表的更新历史,包括版本号、更新日期、更新内容等信息)
- 版本号:V1.0
- 更新日期:2021年10月1日
- 更新内容:创建初始版本
请注意,本记录表仅供参考,您可以根据实际需求进行修改和完善。
废品分析图表
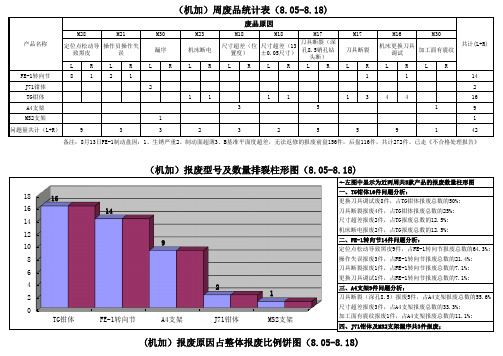
LR L R L RLRLRLRLRLR LR LRFE-1转向节81211114J71钳体22TG钳体1111134416A4支架9MS2支架1问题量共计(L+R)42TG钳体FE-1转向节A4支架J71钳体MS2支架1614921←左图中显示为近两周共5款产品的报废数量柱形图一、TG钳体16件问题分析:更换刀具调试废8件,占TG钳体报废总数的50%;刀具断裂报废4件,占TG钳体报废总数的25%;操作失误报废3件,占FE-1转向节报废总数的21.4%;刀具断裂报废1件,占FE-1转向节报废总数的7.1%;更换刀具调试1件,占FE-1转向节报废总数的7.1%;尺寸超差报废2件,占TG报废总数的12.5%;机床断电报废2件,占TG报废总数的12.5%;二、FE-1转向节14件问题分析:定位点松动导致黑皮9件,占FE-1转向节报废总数的64.3%;三、A4支架9件问题分析:刀具断裂(深孔8.5)报废5件,占A4支架报废总数的55.6%尺寸超差报废3件,占A4支架报废总数的33.3%;加工面有震纹报废1件,占A4支架报废总数的11.1%;四、J71钳体及MS2支架漏序共3件报废;(机加)报废原因占整体报废比例饼图(8.05-8.18)(机加)报废型号及数量排裂柱形图(8.05-8.18)91备注:8月13日FE-1制动盘因:1、生锈严重2、制动面超薄3、B基准平面度超差,无法返修的报废前盘156件,后盘116件,共计272件。
已走《不合格处理报告》3255913325定位点松动导致黑皮1操作员操作失误漏序机床断电尺寸超差(位置度)加工面有震纹3M17M17M16M30尺寸超差(13±0.05尺寸)刀具断裂(深孔8.5销孔钻头断)刀具断裂机床更换刀具调试(机加)周废品统计表(8.05-8.18)产品名称废品原因共计(L+R)M28M21M30M23M18M1824681012141618TG 钳体FE-1转向节A4支架J71钳体MS2支架1614921调试尺寸超差换刀调试刀具断裂操作失误刀具松动钻头断291532122定位点松操作失误漏序机床断电尺寸超差尺寸超差刀具断裂刀具断裂更换刀具加工面有93323255915、操作失误3件,占总数的7.1%;6、漏序3件,占总数的7.1%1、定位点松动导致黑皮9件占总件数的21.4%;2、更换刀具调试9件占总件数的21.4%;3、刀具断裂5件,占总数11.9%;4、刀具断裂(深孔8.5)5件,占总数的11.9%;9、机床断电2件,点总数的4.8%;7、尺寸超差3件,占总数的7.1%;8、尺寸超差(13±0.05尺寸)2件,占总数的4.8%;左图中为汇总七款产品总报废数共计为54件10、加工面有震纹1件,点总数的2.4%定位点松动21.4%操作失误7.1%漏序7.1%机床断电4.8%尺寸超差7.1%尺寸超差(13±0.05尺寸)4.8%刀具断裂(深孔8.5销孔钻头断)11.9%刀具断裂11.9%更换刀具调试21.4%加工面有震纹2.4%定位点松动操作失误漏序机床断电尺寸超差尺寸超差(13±0.05尺寸)刀具断裂(深孔8.5销孔钻头断)刀具断裂更换刀具调试加工面有震纹。