SPHC深冲钢生产工艺研究
CAS冶炼SPHC工艺研究
CAS冶炼SPHC工艺研究作者:周伟来源:《商情》2013年第51期【摘要】随着首钢京唐公司品种钢产量的增加,CAS冶炼SPHC工艺的重要性日显突出,LF炉冶炼SPHC工艺较稳定,在初期的SPHC生产过程中承担着主要冶炼产量,降低LF炉处理的比例,来承担其它品种钢的生产。
并且LF炉冶炼SPHC的成本非常高,CAS冶炼SPHC 可以很大程度的降低成本。
【关键词】CAS 低碳钢渣系一、CAS處理SPHC钢水可浇性的影响(一)炉渣的改质顶渣改质主要围绕降低转炉下渣,出钢加合成渣和缓释脱氧剂进行渣脱氧,CAS到站加铝粒强化渣脱氧,经过此炉渣处理,渣中氧化性降低了,但钢包顶渣成份却变了,这都引起渣熔点/粘度的变化,更重要的是炉渣吸附夹杂物的能力下降了。
由图1可看出,渣系在1600℃~1550℃,CaO—Al2O3在40%~60%时,渣系中随Al2O3含量的增加,渣子粘度呈直线上升。
因此精炼结束渣系较以前相比粘度增加较大。
通过炉渣的改质,炉渣流动性差,铸机浇铸完以后,钢包在翻渣过程中,包内粘渣较严重,钢包底吹眼被包底粘渣堵住,其影响两方面,一是钢包底吹效果较差,导致CAS精炼过程吹氩去除夹杂的效果差;二是包底粘渣影响到了钢水再次出钢时增加了钢包中的顶渣量。
此两方面的影响逐渐形成一个恶性循环的效果。
理论上以及经验,当渣中CaO/ Al2O3=1.2-1.8时,结合相图及钙铝酸盐各不同比例成份分析,钢包顶渣熔点在1455-1535℃之间,在精炼/连铸过程中为液态,顶渣成份对吸附夹杂物有利.渣中CaO/Al2O3比较低,没有在CaO/ Al2O3=1.2-1.8的范围内。
因此我们在进行出钢渣改质的时候,没有把顶渣改质到合适的成份范围内,而且在强化渣脱氧,降低氧化性的时候也恶化了炉渣组成。
为使炉渣改质达到理想状态,又对炉渣做了进一步的改质:①将合成渣改为小粒白灰,提高CAS顶渣中CaO的含量;②取消CAS到站铝粒;③降低转炉终渣氧化性和下渣量,从而降低缓释脱氧剂用量。
不同工艺流程下SPHC钢的夹杂物对比分析
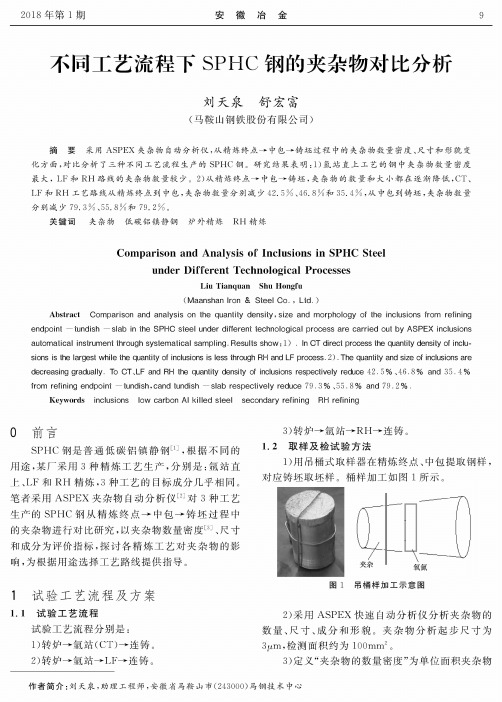
2018年第1期安徽冶金9不同工艺流程下SPHC钢的夹杂物对比分析刘天泉舒宏富(马鞍山钢铁股份有限公司)摘要采用A S P E X夹杂物自动分析仪,从精炼终点—中包—铸坯过程中的夹杂物数量密度、尺寸和形貌变 化方面,对比分析了三种不同工艺流程生产的S P H C钢。
研究结果表明:1)氩站直上工艺的钢中夹杂物数量密度最大,L F和R H路线的夹杂物数量较少。
2)从精炼终点—中包—铸坯,夹杂物的数量和大小都在逐渐降低,C T、L F和R H工艺路线从精炼终点到中包,夹杂物数量分别减少42. 5 %、46. 8%和35. 4%,从中包到铸坯,夹杂物数量 分别减少79.3%、55.8%和79.2%。
关键词夹杂物低碳铝镇静钢炉外精炼R H精炼Comparison and Analysis of Inclusions in SPHC SteelunderDifferent Technological ProcessesL iu Tianquan Shu Hongfu(Maanshan Iron & Steel Co. ?L td.)Abstract Comparison and analysis on the quantity density, size and morphology of the inclusions from refining endpoint — tundish —slab i n the SPHC steel under different technological process are carried out by ASPEX inclusions automatical instrument through systematical sampling. Results show: 1) .In CT direct process the quantity density of inclusions is the largest while the quantity of inclusionsis less through RH and LF process. 2) ■ The quantity and size of inclusions are decreasing gradually. To CT^LF and RH the quantity density of inclusions respectively reduce 42.5% ^46.8% and 35.4% from refining endpoint —tundish,cand tundish —slab respectively reduce 79.3%、55.8% and 79.2%.Keywords inclusions low carbon Al killed steel secondary refining RH refining〇前言SP H C钢是普通低碳铝镇静钢[1],根据不同的 用途,某厂采用3炼工艺生产,分别是:氩 :上、L F和R H精炼,3种工艺的目标成分几乎相同。
低碳铝镇静钢SPHC钙处理探讨

吴军(新疆八一钢铁股份有限公司炼钢厂)摘 要:文章介绍了在八钢120吨转炉,采用转炉冶炼、钢包钢水底吹氩搅拌、钙处理工艺生产SPHC的实践, 在生产过程中根据不同的出钢碳含量对脱氧剂、渣料、钙线喂入量进行微调,净化了钢水,提高了脱硫效率,省去LF精炼工序,达到了提质增效的目的。
钙处理过程钢水温降大,对转炉出钢温度提出了更高的要求,做好钢包钢水保温,适当降低转炉出钢温度,经济效益会更加显著。
关键词: SPHC ; 转炉; 钙处理+中图分类号:TF761.2 文献标识码:B 文章编号:1672-4224(2020)04-0040-03 Discussion on SPHC Calcium Treatment of Low CarbonAl-killed SteelWU Jun(Steelmaking Plant, Xinjiang Bayi Iron & Steel Co.Ltd.)1 概述在新疆及周边地区对SPHC热轧钢板及带钢有一定的需求量,其中对SPHC、SPHD热轧卷板需求量居多。
八钢炼钢批量生产SPHC、SPHD热轧卷板的工艺路径为DS—>BOF—>LF—>CCM,采用LF精炼路径冶炼,工序成本高,生产成本高于国内水平较高钢厂,相应的能耗也高于国内其他各厂,生产该产品市场竞争力低。
为此,近年来八钢炼钢厂围绕SPHC、SPHD热轧卷板的低成本冶炼开展了持续攻关,探索降低SPHC、SPHD工序成本的措施。
八钢炼钢生产低碳铝镇静钢采用精炼工艺路径,能保证钢水流动性,实现批量生产,能将结瘤事故控制在较低范围,使生产顺行。
但是低碳铝镇静钢经过L F炉精炼后,单工序成本增加约35元/t,且LF炉精炼属于强还原的过程,容易造成C、Si、N元素的增加,影响钢材的冷冲压成型性能。
由于占用了LF精炼处理工位工序,造成炼钢生产物流不顺,影响到其它品种钢的生产时效性,导致不能按期交货。
国内SPHC、SPHD热轧钢板降低工序成本的方法一般是采用低碳铝镇静钢的短工艺流程。
sphc材料

sphc材料SPHC材料。
SPHC是一种热轧钢板材料,其全称为Steel Plate Hot Rolled Coil,是一种常见的结构钢材料,被广泛应用于建筑、机械制造、汽车制造等领域。
SPHC材料具有许多优良的性能和特点,下面我们将对其进行详细介绍。
首先,SPHC材料具有良好的成型性能。
由于其热轧工艺,SPHC材料具有较好的可塑性和成型性,可以轻松进行冷弯、热弯和深冲等加工,适用于各种复杂形状的加工需求。
这使得SPHC材料在制造行业中得到了广泛的应用,特别是在汽车制造和机械制造领域。
其次,SPHC材料具有优良的焊接性能。
SPHC材料在焊接过程中不易产生气孔、裂纹和变形,焊接接头牢固,具有良好的焊接强度和密封性,能够满足各种工程项目的要求。
这使得SPHC材料成为了许多结构件、焊接构件的首选材料。
另外,SPHC材料还具有优异的机械性能。
其强度高、韧性好,能够承受较大的荷载和冲击,具有良好的抗拉、抗压和抗弯性能,能够确保工程结构的稳定和安全。
同时,SPHC材料的表面质量较好,平整度高,能够满足高精度加工的要求。
除此之外,SPHC材料还具有良好的耐腐蚀性能。
其表面经过热轧和酸洗处理,具有较好的防锈性能,能够在潮湿、腐蚀性环境下长期使用而不受影响。
这使得SPHC材料成为了许多需要耐腐蚀性能的工程项目的首选材料。
总的来说,SPHC材料作为一种优质的热轧钢板材料,具有良好的成型性能、焊接性能、机械性能和耐腐蚀性能,被广泛应用于建筑、机械制造、汽车制造等领域,为各种工程项目提供了可靠的材料保障。
相信随着技术的不断进步和应用领域的不断拓展,SPHC材料将会有更广阔的发展空间,为各行各业的发展贡献力量。
SPHC钢的冶炼实践

用 挡渣锥 挡渣 , 少 下 渣 , 减 减少 转 炉 渣 向 钢水 传 氧 ,
并避 免精 炼 回硅 或 回磷 。出钢过 程 中加适量 小 颗粒 石灰 、 石造渣 , 证熔化 并有 良好 的流动性 。 萤 保 出钢 过程 中随 钢水 流加入 中碳锰 铁 和铝锭 预脱 氧, 先加 中碳锰 铁 , 再加铝 锭 , 出钢 2 3时 加完 , 据 / 根 残 锰配加 中碳 锰铁 。 喂铝线前 适 当控制氩 气 流量 保 证 化渣 并有 良好 的流动 性 。喂线后 吹氩 采用 弱搅 拌
qu lt f c t le e c d t e sa dad a d m e t h e ie e t or c so e s a i o asi biltr a he h tn r n y ng est e r qur m n sf m u t m r . K e o d lw — c r n lw — sl on aum ium le te ;ca tn r p ry;c m p ii n c nto ;p a tc y W r s:o abo o ii c l n kild se l si g p o e t o osto o r l r ci e
少 回硅 。精 炼炉 渣主要 成 分见 表 3 与 普通 钢 种 比 , , 渣 中 SO i 降低 了而 A : 增 加 了 , 渣没 有 完全 脱 1 O, 炉
氧 , 化性 相对 较强 。 氧
表 3 L F精 炼 渣 样 成 分
Ta 3 Co p st n o lg s m p e i e i i g b. m o i o f sa a l n LF r f n i n
性 问题 。由于 钢 中碳 含量 要求 低 , 钢水 氧化 性 强 , 钢 中铝 含量 要 求 高 , 易 出 现 钢 水 流 动 性 差 , 响 浇 容 影
低碳低硅钢SPHC冶炼工艺及生产实践

N 2 0
P
转 炉终 点碳 , 用 R 采 H真空脱氧 、 强化连铸保护浇注等措施 , 解决 了低碳低硅 钢的钢水 可浇注性与脱氧合
金化 之间的矛盾 ,试制生产 S HCI P 万多 t ,性能完全满足用户要求 。 关键词 低 碳低硅钢 冶炼工艺 钢水可 浇性
Pr u t a t e a d pr c s flw ar on a d lw od c i pr c i n o e s o on c o c b n o
转炉 要求 合理 搭 配热铁 水 与废 钢 比例 , 采用 “ 高
表2
入 炉铁 水成分情况 ( ) % Mn
2 0
拉补吹”工艺 ,早 、中期重点作好造渣脱磷 ;补吹 不得 大于 1 ,确 保C T 次 — 协调 出钢 ,复 吹终点 必须 采
用后 搅工 艺 。转炉 冶炼 要求 终点 碳控 制在 一定 范 围 ,
制钢中碳硅含量 ,连铸重点保证铸坯表面质量 ,因
此 ,对工序都提出了对应要求。 41 R控制要求 .K 铁水必须进行脱硫处理并除渣干净 ,人炉铁水
硫要求不大于0 0 %,以减轻后工序硫负荷 。 .5 0 4 . 2转炉控制要求 、
・
l ・ 3
《 低碳低硅钢 S H P C冶炼工艺及生产实践 》
S e e he g, HeW ex a g h n Ti c n i in
( t lm kn coy f h nqn o dS e C . t. s e— a igatr o og i I n n t l o Ld) e f C gr a e
Ab t c T i p p r n r d c dt e p o u t n p a t eo PHC,w ih we ema u a t r db ec n e tr RH s r t h s a e t u e r d ci r c i f a i o h o c S h c r n f cu e yt o v r - h e
转炉冶炼sphc的工艺

转炉冶炼sphc的工艺SPHC是钢材的一种标准牌号,代表的是热轧一般用途结构钢。
转炉冶炼是SPHC 钢材的主要生产工艺之一。
下面将详细介绍SPHC的工艺流程。
转炉冶炼是一种常用的炼钢工艺,主要包括原料准备、炉料加入、冶炼过程、调质及精炼、浇铸等环节。
首先,在转炉冶炼之前,需要准备适量的铁矿石、废钢、焦炭和合适的炉渣等原料。
这些原料经过一系列的质检和分析之后,根据不同的配方和炉料配比确定使用的比例。
炉料加入是指将原料加入转炉内进行冶炼的过程。
一般情况下,铁水先倒入转炉内,然后加入适量的焦炭作为还原剂,并逐渐加入炉渣。
在炉内,焦炭通过还原作用将矿石中的氧气去除,同时炉渣的加入可吸附和分离炉料中的杂质,促进冶炼过程的进行。
冶炼过程是转炉冶炼中最主要的部分,它主要包括预加热、还原、熔化和脱硫等环节。
在预加热阶段,通过加热炉料提高其温度,有利于后续反应的进行。
然后,在还原阶段,焦炭通过化学反应将氧气与铁矿石中的氧化铁还原为金属铁。
在熔化阶段,炉渣的软化温度逐渐升高,使得炉料逐渐熔化并达到液态状态。
同时,熔化温度也有利于脱硫并提高合金的溶解度,进一步提高钢质。
最后,在脱硫阶段,通过加入适量的炉渣中的脱硫剂,将钢中的硫进行脱除,提高钢的质量。
调质及精炼是为了进一步提高钢质的纯净度和均匀性。
在这个过程中,可以采用钢包精炼等方法进行。
调质的目的是通过控制温度和添加合适的合金元素,使钢的成分和机械属性达到设计要求。
精炼的目的是通过氧吹和搅拌等方法,排除钢液中的气体和夹杂物,提高钢液的纯净度。
最后,经过调质和精炼处理的钢液被送入连铸机进行浇铸。
连铸机将钢液以合适的速度注入到冷却铸坯中,通过快速冷却和凝固,形成所需的铸件。
在浇铸过程中,添加适量的合金元素,以调整化学成分,保证最终产品的质量。
总结起来,SPHC的转炉冶炼工艺主要包括原料准备、炉料加入、冶炼过程、调质及精炼、浇铸等环节。
这些环节通过控制温度、添加合金元素等手段,使钢的成分和性能达到设计要求。
低碳低硅钢SPHC精炼工艺实践
图 1 同脱 氧工艺 R 不 H精炼结束后 T. O含量
3- . 2降低 R 1 H铝氧加热率 R H真空精炼过程 , 若钢包蓄热不饱和 , 真空槽 烘烤温度得不到保证 、 转炉出钢时间提前而延长 R H
・
3 ・ O
《 碳低 硅钢 S H 低 P C精 炼工 艺实践 》
工 序 时 间 、钢水 循 环 流量 控 制 不 当 等 因素 ,钢水 精
种属于低碳低硅铝镇静钢 ,该钢种成分设计见表 1 。
表1 S H P C化学成分设计 ( ) %
・
2 ・ 9
《 低碳低硅钢 S H P C精炼工艺实践 》
从 表 1 以看 出S HC 可 P 钢种 的主要 特 点 :
B F L + C O + H C 生产 工艺 , 工艺 效果 见 O + F C 、B F R + C 其 表2 。不 同生 产工 艺实 绩表 明 ,C S A 精炼 结束 后钢 中 TO 量较 高 ,连铸 浇注过 程 中A , 塞 中包 水 口 , .含 1 堵 O 连 续浇 注仅 4 7炉而 被迫 中断 生产 ,打破 “ ~ 一罐 制 ” 钢 铁界 面 平衡 。L 精 炼 过程 中 ,钢 水增 硅 、碳 得 不 F 到有 效控 制 ,硅或碳 成分 出格 综合 炼成 率仅 7.%, 5 6 因钢种 改 炼 而 中断铸 坯 热 送 ,严 重 时轧 钢 断坯 料 , 依 然打破 “ 一罐 制 ”钢 铁界 面平 衡 。R H精炼 结束 后 , 钢 中TO 定控 制在 3 .稳 5×1 0 以下 ,彻底 解决 了中包
专. 敞 黾
CI E SC T CHN L O OG Y
低 碳低 硅钢 S H P C精 炼工艺实践
何 宏侠 高祝 兵 陈露 涛
CAS冶炼SPHC工艺研究

CAS冶炼SPHC工艺研究CAS冶炼SPHC工艺研究【摘要】随着首钢京唐公司品种钢产量的增加,CAS冶炼SPHC工艺的重要性日显突出,LF炉冶炼SPHC工艺较稳定,在初期的SPHC生产过程中承当着主要冶炼产量,降低LF炉处理的比例,来承当其它品种钢的生产。
并且LF炉冶炼SPHC的本钱非常高,CAS冶炼SPHC可以很大程度的降低本钱。
【关键词】CAS 低碳钢渣系一、CAS处理SPHC钢水可浇性的影响炉渣的改质顶渣改质主要围绕降低转炉下渣,出钢加合成渣和缓释脱氧剂进行渣脱氧,CAS到站加铝粒强化渣脱氧,经过此炉渣处理,渣中氧化性降低了,但钢包顶渣成份却变了,这都引起渣熔点/粘度的变化,更重要的是炉渣吸附夹杂物的能力下降了。
由图1可看出,渣系在1600℃~1550℃,CaO—Al2O3在40%~60%时,渣系中随Al2O3含量的增加,渣子粘度呈直线上升。
因此精炼结束渣系较以前相比粘度增加较大。
通过炉渣的改质,炉渣流动性差,铸机浇铸完以后,钢包在翻渣过程中,包内粘渣较严重,钢包底吹眼被包底粘渣堵住,其影响两方面,一是钢包底吹效果较差,导致CAS精炼过程吹氩去除夹杂的效果差;二是包底粘渣影响到了钢水再次出钢时增加了钢包中的顶渣量。
此两方面的影响逐渐形成一个恶性循环的效果。
理论上以及经验,当渣中CaO/ Al2O3=1.2-1.8时,结合相图及钙铝酸盐各不同比例成份分析,钢包顶渣熔点在1455-1535℃之间,在精炼/连铸过程中为液态,顶渣成份对吸附夹杂物有利.渣中CaO/Al2O3比拟低,没有在CaO/ Al2O3=1.2-1.8的范围内。
因此我们在进行出钢渣改质的时候,没有把顶渣改质到适宜的成份范围内,而且在强化渣脱氧,降低氧化性的时候也恶化了炉渣组成。
为使炉渣改质到达理想状态,又对炉渣做了进一步的改质:①将合成渣改为小粒白灰,提高CAS顶渣中CaO的含量;②取消CAS到站铝粒;③降低转炉终渣氧化性和下渣量,从而降低缓释脱氧剂用量。
首钢京唐CAS-OB工艺冶炼SPHC实践与分析

应, 消 耗 钢 水 内 部 Al s , 生成 的 细 小 夹 杂 到 浇 注 后 期 也 会 加 剧 套 眼现 象 。 为 了防止此类现 象的 发生 , 要 求 转 炉 出钢 过 程 加 强 挡 渣 操 作 , 减 少 过 程 下渣 , 同 时在渣 面撒缓释脱氧 剂 , 保 证c AS 进 站 顶 渣 厚 度<7 0 mm , 渣 中T F e + Mn O <2 . 0 %。 2. 4 钢水 的二 次的氧 化 ( 1 ) 钢水 中酸 溶 铝 的变 化 。 表2 列 出了 1 ~4月钢 水 从 精 炼 处 理 完 毕 到 中 间包 内 酸 溶 铝 的 减 少值 AA1 s %。 由表 2 可知 , 有3 7 . 9 %钢 水 中的 酸 溶 铝 减 少量达 到0. 0 0 8 %以上 , 至 少有0. 0 0 8 %的酸 溶 铝 被氧 化 形 成A 1 , O 夹杂。 一般 , 水 口堵塞 往 往 表 现 出多 炉 钢 水 连 续 浇 注过 程 中 夹 杂 2 水 口堵塞机 理及分析 多。 物 的积 累黏 结 , 当达 到 某 一 程 度 时 , 表现 出 2. 1水 口堵塞 机理 用T F e + Mn O 来 代表 渣子 氧化 性 , 从图1 严 重 的 水 口堵 塞 现 象 。 酸 溶 铝 的 减 少 量 越 水 口堵 塞 最 重 要 的 原 因 是 钢 水 中 的 固 可 以看 出 , 渣子氧化性越高 , 越 容易套眼 。 大, 说 明 钢 水 出 精炼 站 到 中间 包 , 钢 水 氧化 态夹杂物在水 g l 壁 上 的沉 积 ; 固态 夹 杂物 由于渣 中氧与 钢 中Al 反应 , 生成 A 1 … O 这样 严 重 。 来源较 多, 如炼 钢 及 精 炼 过 程 中 的脱 氧 产 渣 的 氧 化 性越 强 , 生成的A 1 , O 就越 多 。 ( 2 ) 钢水 中N含 量 的 变 化 。 物、 二次氧化产物 、 卷渣 、 化 学 反 应 形 成 的 ( 2 ) 下渣 量 。 钢液 吸收氧 与吸收氮是 同时进 行 的 , 固态夹杂物 等。 其 他 还 有 水 口接 缝 处 的 吸 渣量 大 , 排渣困难 , C AS 罩 内 会罩 住 很 般可 以根 据 钢 液 吸 氮 情 况 来 推 断 钢 液 的 气, 造 成 氧 气 与钢 中AI 反 应生 成A1 O 夹杂 ; 多渣子 , 钢 水 与 氧 化 性 的 顶 渣 发 生 二 次 氧 吸 氧情 况 。 各 月 连铸 增 氮 统 计 结 果 见 表 3 。 水 口耐 火 材 料 和 钢 水 之 间 的 反 应 、 钢 水 在 化 反 应 , 不 断生 成 细 小 夹 杂 物 。 大 量氧 化性 从表3 可以看 出 , l / 2 以 上 炉 数 的 钢 水 水 口壁 上 的 凝 固 。 的 顶 渣 与 钢 水 顶 部 不 断 发 生 扩 散 脱 氧 反 吸 氮幅 度 在 5 p p m以 下 , 但仍然有超过4 0 % 的 炉次 增N在 5 p p m以上 , 说 明在 连铸 过 程 表 1 水 口堵 塞物 成分 中, 钢 液 和 空 气 发生 了接 触 , 有 可 能造 成二 化学成分 l S i O l A 1 z O I C a O M g O J M n O K 2 O N m O l F 次氧化 。
SPHC钢优化生产工艺实践
SPHC钢优化生产工艺实践史湘东【摘要】介绍了天铁热轧SPHC钢种生产工艺优化过程.对原辅料消耗高,浇注困难等问题进行了分析研究.通过采取优化转炉操作、吹氩、渣洗料等措施,满足了连铸对钢水可浇性的要求,提高了连铸水口的通钢量,减少了断浇的次数,降低了工序成本.【期刊名称】《天津冶金》【年(卷),期】2014(000)003【总页数】3页(P1-3)【关键词】工艺路径;底吹氩;渣洗;优化【作者】史湘东【作者单位】天津天铁冶金集团热轧板有限公司,河北涉县056404【正文语种】中文随着近几年钢铁行业盈利空间缩小,低成本战略成为炼钢工序竞争的主要手段。
天铁热轧在做好一次倒炉的前提下,加强出钢过程大搅、后期小搅、吹氩软吹的控制来保证所加入的渣洗料全部融化,达到了渣洗的作用。
根据渣洗料的成分确定加入时机,保证了渣洗料吸附夹杂的能力提升,减少了Al2O3的危害,保证了钢水在连铸的可浇性,通过对工艺的改进,取得了非常明显的效果,杜绝絮水口,实现了低成本的目标,以替代对LF精炼的依赖进行了探讨。
热轧冷轧机料SPHC钢产量占总产量的40%,生产过程中连铸絮水口现象严重,最少只能浇注两炉钢水,一般在一个浇次的第六炉到第八炉间絮流断浇较严重,即使一个浇次能够完成浇注12炉,也需要增加水口的数量勉强完成浇注,平均浇次使用7根水口,水口通钢量为450t左右,成本大幅增加,一度使生产十分被动。
热轧炼钢系统装备主要包括1座1 300t的混铁炉和1座倒灌站,为炼钢供应铁水。
2座铁水脱硫设施对铁水硫含量进行控制,为下一道工序提供优质的铁水,减轻炼钢的负荷。
2座180t顶底复吹转炉,进行冶炼(粗炼)作业。
2座LF精炼炉和1座三车五位RH精炼炉,对粗炼的钢水进一步净化,不断提高钢水质量和钢水纯净度,为冶炼高附加值产品提供了设备方面的保障。
SPHC是冷轧原料用钢,SPHC钢种成分要求特点是硅含量要求低,要求小于0.04%,硫磷要求相对较为严格,冶炼工艺较难掌握。
影响SPHC深冲性能的因素探究与改进措施

屈服强 度 随之相 应 升高 , 主要 是 由于体 心 赢方 金属
对 温度 敏 感性 强 , 从 而引起 了钢 的低 温 强化 、 脆化,
收稿 日期 :2 0 1 7 一O 8 —3 O
作者 简介 :王信 威 ( 1 9 6 9 一) ,河北 巨鹿人 ,邢 台德龙 钢铁有 限公 司轧 钢 厂 ,工程 师。
能 不佳 :当 r >l 时 ,金 属 材料 在 冲压 成 型 过程 中
能抵 抗厚 度 方 向上变 薄 , 而是 容易 在 宽度和 长 度方
向变 形 ,而冲 压 开裂 主要 是 由于在 冲压 变 形过 程 中 厚度 减 薄导 致 ,故 材料 的深 冲性 能与 r 值 成J l 相 关 关 系 ,随着 r 值 得 加大 ,深 冲性 能也 随 之变 好 。影 响金 属 r 值 的囚素 较 多 ,与金 属薄板 的成 分 、轧 制
第3 4卷 第 5 期 2 O l 7年 l 0月
邢 台 5
技 术 学 院 学 报
V_ o1 . 3 4 NO . 5
J o u na r l o f Xi n g t a i P o l y t e c h n i c C o l l e g e
oc t . 2 Ol 7
冲压 性 能较 差 ;如 果终 冷温 度 降低 ,就 会住桐 变 的 后段 生成 尖 角铁 素 体 , 对 晶粒 的长 人起 到 了抑 制 作 用 ,得 到较 为细 小的最 终 组织 ,故 热轧 带俐 强度 较 高 ,冷 轧 n值较 低 ,r 值较 高 ,冲压 性 能得 到 有效
改善 。
影响 S P H C深冲性能 的因素探 究与改进措施
王信威 ,刘 占锋 ,刘立辉 ,李 磊
( 邢 台德 龙钢 铁有 限 公 司 轧钢 厂 ,河北 邢 台 0 5 4 0 3 5 )
CSP线热轧SPHC及SS400钢工艺和组织性能研究

签名:___________ 日期:____________
关于论文使用授权的说明
本人完全了解北京科技大学有关保留、使用学位论文的规定,即:学 校有权保留送交论文的复印件,允许论文被查阅和借阅;学校可以公布论 文的全部或部分内容,可以采用影印、缩印或其他复制手段保存论文。
(保密的论文在解密后应遵循此规定)
The hot deformation behavior of the SPHC and SS400 were investigated by single compression test in thermo-mechanical simulator. The relationships of the deformation temperature, strain rate, deformed degree and deformation resistance were analyzed. The mathematical model of deformation resistance was regressed and tallies with the experimental data.
对邯钢 CSP 线的生产数据,进行了统计分析。确定了各个元素成分对于 SPHC 和 SS400 钢性能得影响,确定了合理的冶金成分,探讨了各个成分对于产品性能的影响规 律。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深 冲 钢 生 产 工 艺 研 究
蒋 鲜 林 北 京 科 技 大 学
论____G__2_0_0_6_4_0_5_7________
作
者:__________蒋__鲜__林___________
专 业 名 称:_________冶__金__工__程__________
1.2 低碳铝镇静钢的生产和开发..........................................................................3 1.2.1 成分对成形性的影响............................................................................3 1.2.2 热轧工艺的影响....................................................................................4 1.2.3 低碳铝镇静钢的冶金工艺....................................................................5
(3)针对宁钢生产 SPHC 在用户使用过程中出现的“起筋”质量问题,针 对对热轧阶段工作辊的工作状态进行了测量分析后发现,由于轧件横向温度 分布不均匀、工作辊冷却水不均匀等原因致使工作辊出现局部磨损,因而导 致带钢出现局部高点。通过合理生产排程和轧辊换辊制度等工艺调整,使得 “起筋”问题得到基本解决。
(1)在炼钢工序,主要以降碳、降氮和提高钢的纯净度的生产工艺研究 为主,不断优化铁水预处理、强化转炉的复吹和降氮工艺,得到成分控制合 理稳定、钢质纯净、表面质量好并且生产成本较低的连铸坯。
(2)结合宁钢热热轧机组的设备状况,制定出合理 SPHC 板坯的加热、 终轧和卷取温度,并生产尺寸精度、板形、表面质量和组织性能均能满足冷 轧原料要求的热轧卷板。
-I-
北京科技大学硕士学位论文
摘要
本文以 SPHC 钢为研究对象,主要目的是根据用户对深冲冷轧薄板的 质量要求,结合宁波钢铁公司(以下简称宁钢)的实际情况,通过对热轧板 卷冶炼工艺、热轧加热温度、终轧温度及卷取温度的研究,结合宁钢生产 SPHC 冷轧用深冲钢主要出现的问题和质量改进,确定宁钢 SPHC 钢的工艺 制度。论文主要内容包括:
(3)for the strip ribbing,After testing the working state of the hot rolling of the work roll,it was analyzed and found the local high point happened to the strip because the strip non-uniform transverse temperature and the non-uniform cooling water distribution led to the local wearing of the work roll. Production scheduling through the rational and roller system for roller adjustment process, making the " the strip ribbing " problem is basically solved. Key Words: SPHC, deep-drawing porperty, mechanical property,grain,
2009 年 06 月 16 日
SPHC 深冲钢生产工艺研究
Study on Production Process of SPHC deep-drawing strip
研究生姓名:蒋鲜林 指导教师姓名:朱荣 北京科技大学冶金与生态工程学院 北京 100083,中国
Master degree Candidate:jiang xianlin Supervisor:zhu rong
(1)The main task in steel making process are to decrease carbon and nitrogen to increase steel purification, purification, to optimize pre-treatment of iron liquid, to improve the re-blowing and to decrease nitrogen process of circle furnace. Based on the above method , the continuous casting slab with reasonable controlled composition, purified steel quality and good surface quality were gotten,and production cost was decreased.
(2)In hot rolling stage,the main work is to control the second phase solid solution and segregation of deep-drawing SPHC steel according to the equipment situation and control ability of NINGBO steel hot rolling mill,and to setup optimized hot rolling temperature schedule for SPHC slab, such as reheating temperature, finishing temperature and coiling temperature. By using the optimized schedule,the hot rolling coils with reasonable microstructure and grain size were gotten, and the shape and surface quality of the coils satisfy the demand for cold rolling.
1.1 深冲用钢概述..................................................................................................2 1.1.1 深冲用铝镇静钢的发展........................................................................2 1.1.2 薄板坯连铸连轧生产冷轧基板近况....................................................3
School of Metallurgical and Ecological Engineering University of Science and Technology Beijing 30 Xueyuan Road,Haidian District Beijing 100083,P.R.CHINA
分类号:__T_F7_7_7_._6_____ UDC:____________
密 级:___公__开_________ 单位代码:___1_0__0__0__8____
北京科技大学硕士学位论文
论文题目: SPHC 深冲钢生产工艺研究
作者:__________蒋__鲜__林___________
Ribbing
-V-
北京科技大学硕士学位论文
目录
致 谢............................................................................................................................ I 摘 要..........................................................................................................................III Abstract .........................................................................................................................V 引言................................................................................................................................1 1 文献综述....................................................................................................................2
指 导 教 师:朱荣 教授
单位:北京科技大学
指导小组成员:罗石念 教授级高级工程师 单位:宁波钢铁有限公司
陈安 高级工程师
单位:杭州钢铁有限公司
论文提交日期:2009 年 06 月 16 日
学位授予单位:北 京 科 技 大 学
北京科技大学硕士学位论文
致谢
在导师朱荣教授的悉心指导和严格要求下,我的课题工作进展顺利;在 材料成形科学与冶金的基础知识、科研工作能力等方面得到了很大的提高, 对科研工作有了进一步的认识,也产生了浓厚的兴趣。朱荣渊博的知识、科 学严谨的作风、对学生理解、宽容、支持和帮助的态度,让我深切感受到为 人师表的风范,使我在增长知识的同时,也领悟到许多做人的道理。为此, 特向朱荣老师致以最崇高的谢意!