游标卡尺的使用方法(全)ppt
合集下载
游标卡尺的使用方法(全)14166
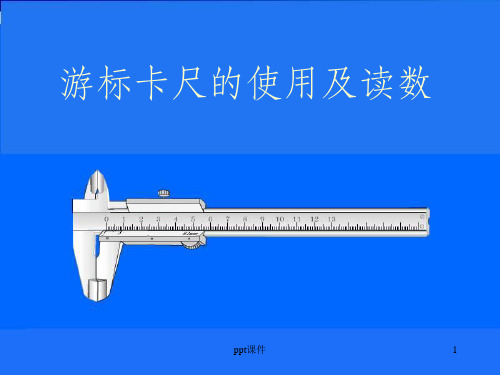
游标卡尺的使用及读数
ppt课件
1
我们用什么仪器精确测量以下工件的 内径外径和深度?
ppt课件
2
一、游标卡尺的构造及用法
尺 内侧量爪
身 紧固螺 钉
深度尺
游标尺
主尺
外测量爪 ppt课件
3
归纳用法:
①、握尺方法: 用手握住主尺,四个手指抓紧,大姆指按在 游标尺 的右下侧半圆轮上,并用大姆指轻轻移动游 标使活 动量爪能卡紧被测物体,略旋紧固定螺钉,再进行 读数。
2+9×0.1=
ppt课件
2.9mm
10
看上图思考下列问题:
思考
1.主尺上的最小单位是多少?
2.游标尺刻度的总长是多少?每个小格是多 长?
3.此游标卡尺的精度是多少?这样的游标卡 尺我们怎么读数?
ppt课件
11
看看这个尺子的读数是多少?
9+3×0.05=9.15mm
ppt课件
12
分组观察50分度的游标卡 尺思考并讨论下列问题:
思考
1.主尺上的最小单位是多少?
2.游标尺的总长是多少?
每个小格是多长?
3.此游标卡尺的精度是多少?这
样的游标卡尺我们怎么读数?
ppt课件
13
读数规则及读数公式:
1.从游标尺的零刻度线对准的主尺位 置,读出主尺毫米刻度值(取整毫 米为整数X)
2.找出游标尺的第几(n)刻线和主尺上 某一刻线对齐,则游标读数为:n× 精度(精度由游标尺的分度决定)
3.总测量长度为:ι=X+n×精度
ppt课件
14
三种游标卡尺的特点:
卡尺种类
10分度 20分度 50分度
主尺最小分度 游标总长
(mm)
ppt课件
1
我们用什么仪器精确测量以下工件的 内径外径和深度?
ppt课件
2
一、游标卡尺的构造及用法
尺 内侧量爪
身 紧固螺 钉
深度尺
游标尺
主尺
外测量爪 ppt课件
3
归纳用法:
①、握尺方法: 用手握住主尺,四个手指抓紧,大姆指按在 游标尺 的右下侧半圆轮上,并用大姆指轻轻移动游 标使活 动量爪能卡紧被测物体,略旋紧固定螺钉,再进行 读数。
2+9×0.1=
ppt课件
2.9mm
10
看上图思考下列问题:
思考
1.主尺上的最小单位是多少?
2.游标尺刻度的总长是多少?每个小格是多 长?
3.此游标卡尺的精度是多少?这样的游标卡 尺我们怎么读数?
ppt课件
11
看看这个尺子的读数是多少?
9+3×0.05=9.15mm
ppt课件
12
分组观察50分度的游标卡 尺思考并讨论下列问题:
思考
1.主尺上的最小单位是多少?
2.游标尺的总长是多少?
每个小格是多长?
3.此游标卡尺的精度是多少?这
样的游标卡尺我们怎么读数?
ppt课件
13
读数规则及读数公式:
1.从游标尺的零刻度线对准的主尺位 置,读出主尺毫米刻度值(取整毫 米为整数X)
2.找出游标尺的第几(n)刻线和主尺上 某一刻线对齐,则游标读数为:n× 精度(精度由游标尺的分度决定)
3.总测量长度为:ι=X+n×精度
ppt课件
14
三种游标卡尺的特点:
卡尺种类
10分度 20分度 50分度
主尺最小分度 游标总长
(mm)
游标卡尺读法PPT课件

使用游标卡尺的外测量功能,可以轻松测量圆筒、圆盘等物 体的外部直径,确保测量的准确性和可靠性。
测量深度和高度
深度测量
游标卡尺的深度测量功能可以用来测 量容器、沟槽等深度,满足各种工程 和工业测量的需求。
高度测量
使用游标卡尺的高度测量功能,可以 精确测量物体的高度,适用于各种需 要精确测量高度的场合。结构与原理结构
主要由尺身、游标、测量爪(内测量 爪和外测量爪)等部分组成。
原理
利用尺身刻度和游标上的刻度进行比 较,结合测量爪的位置来读取被测物 体的尺寸。
分类与特点
分类
根据测量爪的类型,可分为外测量爪和内测量爪;根据尺身的材料,可分为钢 制和木制等。
特点
结构简单、使用方便、测量精度高,能够满足大多数生产过程中的测量需求。
05 游标卡尺常见问题及解决 方案
卡尺读数不准
总结词
读数不准是游标卡尺使用中常见的问题,可能是由于刻度线不清晰、读数方法不正确或卡尺本身精度问题所导致。
详细描述
首先检查卡尺的外观,确保刻度线清晰、无磨损。使用前应清洁卡尺,避免污垢或油渍影响读数。在读数时,应 将视线与卡尺刻度线保持垂直,并确保游标与主尺对齐。如果仍无法准确读数,可能是卡尺本身精度问题,需要 校准或更换。
读数方法
在读取游标卡尺的测量结 果时,应确保视线与刻度 面平行,以避免视觉误差。
测量技巧
确定测量范围
多次测量求平均值
在使用游标卡尺之前,应根据测量需 求选择合适的量程,避免测量误差。
对于精度要求较高的测量,可进行多 次测量并取平均值,以提高测量结果 的准确性。
读数精度
在读取游标卡尺的测量结果时,应注 意精度问题,确保读数准确到最小刻 度单位。
测量深度和高度
深度测量
游标卡尺的深度测量功能可以用来测 量容器、沟槽等深度,满足各种工程 和工业测量的需求。
高度测量
使用游标卡尺的高度测量功能,可以 精确测量物体的高度,适用于各种需 要精确测量高度的场合。结构与原理结构
主要由尺身、游标、测量爪(内测量 爪和外测量爪)等部分组成。
原理
利用尺身刻度和游标上的刻度进行比 较,结合测量爪的位置来读取被测物 体的尺寸。
分类与特点
分类
根据测量爪的类型,可分为外测量爪和内测量爪;根据尺身的材料,可分为钢 制和木制等。
特点
结构简单、使用方便、测量精度高,能够满足大多数生产过程中的测量需求。
05 游标卡尺常见问题及解决 方案
卡尺读数不准
总结词
读数不准是游标卡尺使用中常见的问题,可能是由于刻度线不清晰、读数方法不正确或卡尺本身精度问题所导致。
详细描述
首先检查卡尺的外观,确保刻度线清晰、无磨损。使用前应清洁卡尺,避免污垢或油渍影响读数。在读数时,应 将视线与卡尺刻度线保持垂直,并确保游标与主尺对齐。如果仍无法准确读数,可能是卡尺本身精度问题,需要 校准或更换。
读数方法
在读取游标卡尺的测量结 果时,应确保视线与刻度 面平行,以避免视觉误差。
测量技巧
确定测量范围
多次测量求平均值
在使用游标卡尺之前,应根据测量需 求选择合适的量程,避免测量误差。
对于精度要求较高的测量,可进行多 次测量并取平均值,以提高测量结果 的准确性。
读数精度
在读取游标卡尺的测量结果时,应注 意精度问题,确保读数准确到最小刻 度单位。
常用量具(游标卡尺外径千分尺内径千分尺)的使用方法_图文

内径千分尺在使用过程中,需要联结接杆时,应先旋下螺纹轴套上的 螺帽,再将接杆旋紧到螺纹轴套上。
用内径千分尺测量孔径时,将其测量触头测量面支撑在被测表面上, 调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出最 大尺寸。然后,在孔的轴向截面内摆动,找出最小尺寸。此调整需重 复几次进行,最后旋紧锁紧螺钉,取出内径千分尺并读数。测量两平 面之间的距离时,应沿多方向摆动内径千分尺,取其最小尺寸为测量 结果。
常用量具(游标卡尺外径千分尺内径千分尺)的 使用方法_图文.ppt
普通卡尺
游标卡尺
游标卡尺的结构
游标卡尺是最常用的机械加工和检测用测量工具,一 般可以测量内、外径,长度和深度。
原理: 通过主尺的读数加上游标上对应刻度方法,测量出工
件的某一尺寸,测量精度为0.02mm。
1.外尺寸用外量爪测量:外径、长度、宽度。 2.内尺寸用内量爪测量:内径、孔距、槽宽。 3.深度或高度用测深尺。
测量时必须注意温度的影响,防止手的传热或其它热源,尤其是大尺寸的测 量更要特别注意。
内径千分尺测量时的支撑位置要正确。接长后的大尺寸内径千分尺在进行测 量时,应在全长尺寸两端的0.211L处安装支撑,这样可使尺的变形量最小, 并与检定时的位置一致,以减小测量误差。
测量完成后,内径千分尺应垫平放置,以免尺体变形。 内径千分尺使用时防止磕碰,接杆组合前应将各接触面及测量面擦拭干净,
下图为:外径千分尺测量外径和材料厚度。
外径千分尺使用方法
根据要求选择适当量程的千分尺。 清洁千分尺的尺身和测砧。 利用标准杆校对零线。 将被测件放到两工作面之间,调微分筒,使工作面快接触
到被测件后,调测力装置,直到听到三声“咔、咔、咔” 时停止。 测量完毕后,转动微分筒使两测量面与被测工件表面脱离, 不要直接拉出或转动测力装置退出。 使用完后,将其擦拭干净并放回量具盒内。
用内径千分尺测量孔径时,将其测量触头测量面支撑在被测表面上, 调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出最 大尺寸。然后,在孔的轴向截面内摆动,找出最小尺寸。此调整需重 复几次进行,最后旋紧锁紧螺钉,取出内径千分尺并读数。测量两平 面之间的距离时,应沿多方向摆动内径千分尺,取其最小尺寸为测量 结果。
常用量具(游标卡尺外径千分尺内径千分尺)的 使用方法_图文.ppt
普通卡尺
游标卡尺
游标卡尺的结构
游标卡尺是最常用的机械加工和检测用测量工具,一 般可以测量内、外径,长度和深度。
原理: 通过主尺的读数加上游标上对应刻度方法,测量出工
件的某一尺寸,测量精度为0.02mm。
1.外尺寸用外量爪测量:外径、长度、宽度。 2.内尺寸用内量爪测量:内径、孔距、槽宽。 3.深度或高度用测深尺。
测量时必须注意温度的影响,防止手的传热或其它热源,尤其是大尺寸的测 量更要特别注意。
内径千分尺测量时的支撑位置要正确。接长后的大尺寸内径千分尺在进行测 量时,应在全长尺寸两端的0.211L处安装支撑,这样可使尺的变形量最小, 并与检定时的位置一致,以减小测量误差。
测量完成后,内径千分尺应垫平放置,以免尺体变形。 内径千分尺使用时防止磕碰,接杆组合前应将各接触面及测量面擦拭干净,
下图为:外径千分尺测量外径和材料厚度。
外径千分尺使用方法
根据要求选择适当量程的千分尺。 清洁千分尺的尺身和测砧。 利用标准杆校对零线。 将被测件放到两工作面之间,调微分筒,使工作面快接触
到被测件后,调测力装置,直到听到三声“咔、咔、咔” 时停止。 测量完毕后,转动微分筒使两测量面与被测工件表面脱离, 不要直接拉出或转动测力装置退出。 使用完后,将其擦拭干净并放回量具盒内。
游标卡尺的使用方法全套ppt
游标卡尺的使用方法
风险提示
结构组成
内
容 用途
提
要
使用方法
操作和维护注意事项
1、割伤手指。
风
险
提
2、划伤工件。
示
3、损坏游标卡尺。
结构组成
锁紧螺母
测内径
锁紧螺母
微调器
微调螺母
主
尺 游标
测外径
游标卡尺的组成部件
游标卡尺的用途
用于测量工件的外径,内径等,带深度尺的还可以用来测量工件的 常用游标卡尺的测量范围为0-125、0-150、0-200、0-300。测量精 度为0.02mm和0.05mm。
不要忘了单位:
mm 哦!
特别注意
有轻微力的感觉。 所表示的毫米数位为被测量尺寸的整数。 度10mm,才是该工件的实际内径。 1、游标卡尺是精密量具,严禁敲打。 3、使用时应轻拿轻放。 4、再锁紧游标上的螺母。
4用、于再测锁量紧工游件标的上外的如径螺,母测内。径量等,内带径深度,尺的应还可在以主用来尺测量读工件出的的常用整游标数卡尺部的分测量加范围上为0尖-12脚5、0宽-150、0-200、0-300。
5、取出游标卡尺,分三步读数。
如3、测使量用内时径应,轻应拿在轻度主放尺。1读0出m的m整,数部才分加是上尖该脚工宽 件的实际内径。
用于测量工件的外径,内径等,带深度尺的还可以用来测量工件的常用游标卡尺的测量范围为0-125、0-150、0-200、0-300。 最齐,则游标上的这条刻线代表的数值为被测部分的小数部分。 最齐,则游标上的这条刻线代表的数值为被测部分的小数部分。 3、先锁紧游标上的锁紧螺母,轻轻拨动微调螺母,直到手上 2、不宜用其测量表面粗糙的工件。
使用方法
风险提示
结构组成
内
容 用途
提
要
使用方法
操作和维护注意事项
1、割伤手指。
风
险
提
2、划伤工件。
示
3、损坏游标卡尺。
结构组成
锁紧螺母
测内径
锁紧螺母
微调器
微调螺母
主
尺 游标
测外径
游标卡尺的组成部件
游标卡尺的用途
用于测量工件的外径,内径等,带深度尺的还可以用来测量工件的 常用游标卡尺的测量范围为0-125、0-150、0-200、0-300。测量精 度为0.02mm和0.05mm。
不要忘了单位:
mm 哦!
特别注意
有轻微力的感觉。 所表示的毫米数位为被测量尺寸的整数。 度10mm,才是该工件的实际内径。 1、游标卡尺是精密量具,严禁敲打。 3、使用时应轻拿轻放。 4、再锁紧游标上的螺母。
4用、于再测锁量紧工游件标的上外的如径螺,母测内。径量等,内带径深度,尺的应还可在以主用来尺测量读工件出的的常用整游标数卡尺部的分测量加范围上为0尖-12脚5、0宽-150、0-200、0-300。
5、取出游标卡尺,分三步读数。
如3、测使量用内时径应,轻应拿在轻度主放尺。1读0出m的m整,数部才分加是上尖该脚工宽 件的实际内径。
用于测量工件的外径,内径等,带深度尺的还可以用来测量工件的常用游标卡尺的测量范围为0-125、0-150、0-200、0-300。 最齐,则游标上的这条刻线代表的数值为被测部分的小数部分。 最齐,则游标上的这条刻线代表的数值为被测部分的小数部分。 3、先锁紧游标上的锁紧螺母,轻轻拨动微调螺母,直到手上 2、不宜用其测量表面粗糙的工件。
使用方法
游标卡尺的类型及使用介绍【共33张PPT】

1-尺架;2-固定测砧;3-测微螺杆;4-螺纹轴套;5-固定刻度套筒;6-微分筒; 7-调节螺母;8-接头;9-垫片;10-测力装置;11-锁紧螺钉;12-绝热板。
二 百分尺的工作原理和读数方法
1 百分尺的工作原理 如外径百分尺的工作原理就是应用螺旋读数机构,它 包括一对精密的螺纹——测微螺杆与螺纹轴套,如图3-1中的3和4,和一对 读数套筒——固定套筒与微分筒,如图3-1中的5和6。 2 百分尺上刻度值大小 百分尺上的螺旋读数机构上刻度每一格为0.01mm 百分尺的固定套筒上刻线间距均为1mm,上下两排相互错开0.5mm 。 3 百分尺的读数方法 百分尺的具体读数方法可分为三步:
卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图2―1中的5。深度尺固定在尺
框的背面,能随着尺框在尺身的导向凹槽中移动。测量深度时,应把尺身尾部的端面靠紧 在零件的测量基准平面上
(4)测量范围等于和大于200mm的游标卡尺,带有随尺框作微动调整的微动装置,如图2―2中的5。 使用时,先用固定螺钉4把微动装置5固定在尺身上,再转动微动螺母7,活动量爪就能随同尺框3作
2-13所示,则两孔的中心距 :
LA12(D1D2)
另一种测量方法,也是先分别量出两孔的内径D1和D2,然后用刀口形量爪量出两孔内表面之间
的最小距离B,则两孔的中心距
LB12(D1D2)
六 深度游标卡尺
深度游标卡尺如图2-16所示,用于测量 零件的深度尺寸或台阶高低和槽的深度。 它的结构特点是尺框3的两个量爪连成一 起成为一个带游标测量基座1基座的端面 和尺身4的端面就是它的两个测量面。如 测量内孔深度时应把基座的端面紧靠在被
例如,用游标读数值为0.02mm的0~125mm的游标卡尺(示值误差为 ±0.02mm),测量 50mm的轴时,若游标卡尺上的读数为50.00mm,实际直径可能 是 50.02mm,也可能是 49.98mm。这不是游标尺的使用方法上有什么问题,
二 百分尺的工作原理和读数方法
1 百分尺的工作原理 如外径百分尺的工作原理就是应用螺旋读数机构,它 包括一对精密的螺纹——测微螺杆与螺纹轴套,如图3-1中的3和4,和一对 读数套筒——固定套筒与微分筒,如图3-1中的5和6。 2 百分尺上刻度值大小 百分尺上的螺旋读数机构上刻度每一格为0.01mm 百分尺的固定套筒上刻线间距均为1mm,上下两排相互错开0.5mm 。 3 百分尺的读数方法 百分尺的具体读数方法可分为三步:
卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图2―1中的5。深度尺固定在尺
框的背面,能随着尺框在尺身的导向凹槽中移动。测量深度时,应把尺身尾部的端面靠紧 在零件的测量基准平面上
(4)测量范围等于和大于200mm的游标卡尺,带有随尺框作微动调整的微动装置,如图2―2中的5。 使用时,先用固定螺钉4把微动装置5固定在尺身上,再转动微动螺母7,活动量爪就能随同尺框3作
2-13所示,则两孔的中心距 :
LA12(D1D2)
另一种测量方法,也是先分别量出两孔的内径D1和D2,然后用刀口形量爪量出两孔内表面之间
的最小距离B,则两孔的中心距
LB12(D1D2)
六 深度游标卡尺
深度游标卡尺如图2-16所示,用于测量 零件的深度尺寸或台阶高低和槽的深度。 它的结构特点是尺框3的两个量爪连成一 起成为一个带游标测量基座1基座的端面 和尺身4的端面就是它的两个测量面。如 测量内孔深度时应把基座的端面紧靠在被
例如,用游标读数值为0.02mm的0~125mm的游标卡尺(示值误差为 ±0.02mm),测量 50mm的轴时,若游标卡尺上的读数为50.00mm,实际直径可能 是 50.02mm,也可能是 49.98mm。这不是游标尺的使用方法上有什么问题,
游标卡尺和千分尺的使用方法讲义PPT课件(15张)

5.负责对重点、危险部位和过程的监 控,落 实监控 人员, 组织对 监控人 员素质 和技能 的培训 及上岗 前的并 向项目 副经理 反馈整 改情况 。发生 工伤事 故,应 立即采 取措施 ,协同 安全部 门开展 事故的 应急救 援,并 保护现 场,迅 速报告 。
2.负责检查督促每项工作的开展和接 口的落 实,有 权拒绝 不符合 安全操 作的施 工任务 ,除及 时制止 外,有 责任向 项目经 理汇报 ;
3.参与对分包方评价,制订与分包的 安全、 治安、 消防和 环境卫 生等协 议书, 并对分 包合同 、协议 的履行 实施全 过程控 制,并 做好记 录;
4.对安全部门或上级提出的事故隐患 整改要 求,按 照纠正 和预防 措施要 求,落 实人员 实施整 改;
读数方法
测量时,当小砧和测微螺杆并拢时,可动 刻度的零点若恰好与固定刻度的零点重合,旋出 测微螺杆,并使小砧和测微螺杆的面正好接触待 测长度的两端,那么测微螺杆向右移动的距离就 是所测的长度。
这个距离的整毫米数由固定刻度上读出, 小数部分则由可动刻度读出。
1.认真执行安全技术措施及安全操作 规程, 负责对 施工班 组人员 及分包 方人员 进行有 针对性 的安全 技术交 底,履 行签字 手续, 并对规 程、措 施及交 底执行 情况经 常检查 ,随时 纠正违 章作业 ;
7.施工中确因作业需要拆除各类防护 设施的 ,应由 作业班 组向项 目副经 理提出 申报, 经采取 有效的 安全补 救措施 后方能 拆除; 作业完 毕后, 项目副 经理应 督促有 关人员 及时做 好复原 工作, 经重新 验收后 方可使 用。
8.当土建结构施工完成后转入装饰或 安装施 工时, 必须对 临边、 洞口、 管弄井 和电梯 井等安 全防护 设施重 新进行 验收, 确认合 格后, 方能投 入使用 。如装 饰或安 装作业 交付其 它施工 单位时 ,双方 应履行 交接手 续,做 到职责 明确。
游标卡尺的使用方法(全)讲解30页PPT
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
游标卡尺的使用方法(全)讲解
6、法律的基础有两个,而且只有两个……公平和实用。——伯克 7、有两种和平的暴力,那就是法律和礼节。——歌德
8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
游标卡尺 千分尺的使用课件

读数
观察游标上的刻度,读取测量的起始点和终止点对应的数 值。
记录
将测量结果记录在笔记本或记录表上,以便后续分析。
注意事项
避免过度用力或施加侧向力,以免影响测量精度;测量过 程中保持稳定,避免卡尺移动;清洁卡尺测量端,避免磨 损和污染。
测量结果的读取与记录
读取整数和小数位
根据游标上的刻度,读取 整数和小数位数值。
根据被测物体的尺寸选择合适 的测量范围,并调整千分尺的
微分筒和测砧。
测量步骤与注意事项
放置被测物体
将被测物体放置在稳定的工作台上,调整千分尺的位置 ,使测量面与被测物体接触。
旋转微分筒
轻轻旋转千分尺的微分筒,使测量面与被测物体接触, 并保持一定的预压力。
读取初读数
旋转测微螺杆,使千分尺的测砧与被测物体表面接触, 并读取初读数。
游标卡尺 千分尺的使用ppt 课件
contents
目录
• 游标卡尺的基本知识 • 游标卡尺的使用方法 • 千分尺的基本知识 • 千分尺的使用方法 • 游标卡尺与千分尺的比较与选择 • 实际应用案例分析
01 游标卡尺的基本 知识
游标卡尺的种类与用途
游标卡尺有多种类型,包括长度游标卡尺、深度游标卡尺和 内径游标卡尺等,主要用于测量长度、深度和内径等尺寸。
注意事项
无论是使用游标卡尺还是千分尺,都 应遵循正确的操作方法,避免影响测 量的精度。同时,对于不同材质和表 面的零件,应选择合适的测量工具和 接触方式,以确保测量的准确性。
THANKS
பைடு நூலகம்感谢观看
旋转测微螺杆
轻轻旋转测微螺杆,使千分尺的测量面与被测物体表面 紧密接触,并观察微分筒的读数变化。
读取测量结果
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、游标卡尺的刻度原理:
0
10
20
0
5
10
二、游标卡尺的刻度原理:
0
10
20
0
5
10
二、游标卡尺的刻度原理:
0
10
20
0
5
10
二、游标卡尺的刻度原理:
0
10
20
0
5
10
二、游标卡尺的刻度原理:
0
10
20
思考
0
5
这个读数是多少?
10
2+9×0.1= 2.9mm
看上图思考下列问题:
思考
1.主尺上的最小单位是多少?
请同学们思考如下数据是分别 用多少分度的游标卡尺量得 的?
43.7mm、4.36mm、4.35mm
0.28mm、9.72mm 、68.11mm
三、实际测量:
用50分度的游标卡尺测量工件, 并完成下表:
单位:mm
螺母型号 内径
外径
高度
大号
中号
小号
三、实际测量:
用50分度的游标卡尺测量工件, 并完成下表:
②、注意事项: a、用量爪卡紧物体时,用力不能太大,否则会使测
量不准确,并容易损坏卡尺。 卡尺测量不宜在工件上随意滑动,防止量爪面磨 损。 b、卡尺使用完毕,要擦干净后,将两尺零线对 齐, 检查零点误差有否变化,再小心放入卡尺专用盒 内,存放在干燥的地方。
二、游标卡尺的刻度原理:
0
10
20
0
5
10
卡尺种类
10分度 20分度 50分度
主尺最小分度 游标总长
(mm)
度(mm)
精度(mm)
开心练吧
10分度 20分度 50分度
你读对了吗? 1.1mm
3.5mm 一定要把握机会!
返回
0.25mm
返回
2+5×0.05=
2.25mm
13+12×0.02=13.24mm
21+ 34×0.02=21.68mm
单位:mm
螺母型号 内径
外径
高度
大号 8.54 16.88 8.04
中号 6.72 13.76 6.18
小号 5.16 9.78 4.72
四、板书设计:
游标卡尺的使用及读数 一、游标卡尺的构造用途及读数 二、游标卡尺的刻度原理及读数 三、游标卡尺的读书步骤: 1. 使用游标卡尺首先看种类(10分度、20分度、50分度)
读数规则及读数公式:
1.从游标尺的零刻度线对准的主尺位 置,读出主尺毫米刻度值(取整毫 米为整数X)
2.找出游标尺的第几(n)刻线和主尺上 某一刻线对齐,则游标读数为:n× 精度(精度由游标尺的分度决定)
3.总测量长度为:ι=X+n×精度
SUCCESS
THANK YOU
2020/1/7
三种游标卡尺的特点:
2. 找精度(0.1mm、0.05mm、0.02mm) 3. 带入公式:Ι=X+n×精度
(Ι为测量长度,X为整毫米数,n为游标上第几刻线对 齐)
作业:
自习时做限时的 专题训练
SUCCESS
THANK YOU
2020/1/7
2.游标尺刻度的总长是多少?每个小格是多 长?
3.此游标卡尺的精度是多少?这样的游标卡 尺我们怎么读数?
看看这个尺子的读数是多少?
9+3×0.05=9.15mm
分组观察50分度的游标卡 尺思考并讨论下列问题:
思考
1.主尺上的最小单位是多少?
2.游标尺的总长是多少?
每个小格是多长?
3.此游标卡尺的精度是多少?这 样的游标卡尺我们怎么读数?
游标卡尺的使用及读数
Hale Waihona Puke 我们用什么仪器精确测量以下工件的 内径外径和深度?
一、游标卡尺的构造及用法
尺
内侧量爪
身 紧固螺
钉
深度尺
游标尺
主尺
外测量爪
归纳用法:
①、握尺方法: 用手握住主尺,四个手指抓紧,大姆指按在 游标尺 的右下侧半圆轮上,并用大姆指轻轻移动游 标使活 动量爪能卡紧被测物体,略旋紧固定螺钉,再进行 读数。