游标卡尺的使用及读数 ppt课件
合集下载
游标卡尺读法PPT课件

使用游标卡尺的外测量功能,可以轻松测量圆筒、圆盘等物 体的外部直径,确保测量的准确性和可靠性。
测量深度和高度
深度测量
游标卡尺的深度测量功能可以用来测 量容器、沟槽等深度,满足各种工程 和工业测量的需求。
高度测量
使用游标卡尺的高度测量功能,可以 精确测量物体的高度,适用于各种需 要精确测量高度的场合。结构与原理结构
主要由尺身、游标、测量爪(内测量 爪和外测量爪)等部分组成。
原理
利用尺身刻度和游标上的刻度进行比 较,结合测量爪的位置来读取被测物 体的尺寸。
分类与特点
分类
根据测量爪的类型,可分为外测量爪和内测量爪;根据尺身的材料,可分为钢 制和木制等。
特点
结构简单、使用方便、测量精度高,能够满足大多数生产过程中的测量需求。
05 游标卡尺常见问题及解决 方案
卡尺读数不准
总结词
读数不准是游标卡尺使用中常见的问题,可能是由于刻度线不清晰、读数方法不正确或卡尺本身精度问题所导致。
详细描述
首先检查卡尺的外观,确保刻度线清晰、无磨损。使用前应清洁卡尺,避免污垢或油渍影响读数。在读数时,应 将视线与卡尺刻度线保持垂直,并确保游标与主尺对齐。如果仍无法准确读数,可能是卡尺本身精度问题,需要 校准或更换。
读数方法
在读取游标卡尺的测量结 果时,应确保视线与刻度 面平行,以避免视觉误差。
测量技巧
确定测量范围
多次测量求平均值
在使用游标卡尺之前,应根据测量需 求选择合适的量程,避免测量误差。
对于精度要求较高的测量,可进行多 次测量并取平均值,以提高测量结果 的准确性。
读数精度
在读取游标卡尺的测量结果时,应注 意精度问题,确保读数准确到最小刻 度单位。
测量深度和高度
深度测量
游标卡尺的深度测量功能可以用来测 量容器、沟槽等深度,满足各种工程 和工业测量的需求。
高度测量
使用游标卡尺的高度测量功能,可以 精确测量物体的高度,适用于各种需 要精确测量高度的场合。结构与原理结构
主要由尺身、游标、测量爪(内测量 爪和外测量爪)等部分组成。
原理
利用尺身刻度和游标上的刻度进行比 较,结合测量爪的位置来读取被测物 体的尺寸。
分类与特点
分类
根据测量爪的类型,可分为外测量爪和内测量爪;根据尺身的材料,可分为钢 制和木制等。
特点
结构简单、使用方便、测量精度高,能够满足大多数生产过程中的测量需求。
05 游标卡尺常见问题及解决 方案
卡尺读数不准
总结词
读数不准是游标卡尺使用中常见的问题,可能是由于刻度线不清晰、读数方法不正确或卡尺本身精度问题所导致。
详细描述
首先检查卡尺的外观,确保刻度线清晰、无磨损。使用前应清洁卡尺,避免污垢或油渍影响读数。在读数时,应 将视线与卡尺刻度线保持垂直,并确保游标与主尺对齐。如果仍无法准确读数,可能是卡尺本身精度问题,需要 校准或更换。
读数方法
在读取游标卡尺的测量结 果时,应确保视线与刻度 面平行,以避免视觉误差。
测量技巧
确定测量范围
多次测量求平均值
在使用游标卡尺之前,应根据测量需 求选择合适的量程,避免测量误差。
对于精度要求较高的测量,可进行多 次测量并取平均值,以提高测量结果 的准确性。
读数精度
在读取游标卡尺的测量结果时,应注 意精度问题,确保读数准确到最小刻 度单位。
实验:游标卡尺、千分尺读数方法+课件(共20张PPT)

主尺的最小分度是1mm,游标尺上有20个小的等分刻度它们的 总长等于 19mm ,因此游标尺的每一分度与主尺的最小分度相差 0.05mm。 当左右测脚合在一起,游标的零刻度线与主尺的零刻度线重 合时,只有游标的第 20 条刻度线与主尺的 19mm刻度线重合 , 其余 的刻度线都不重合。
0 1 2 3
读数:0.05mm
主尺的最小分度是1mm,游标尺上有50个小的等分刻度它们的 总长等于 49mm ,因此游标尺的每一分度与主尺的最小分度相差 0.02mm。 当左右测脚合在一起,游标的零刻度线与主尺的零刻度线重 合时,只有游标的第 50 条刻度线与主尺的 49mm刻度线重合 , 其余 的刻度线都不重合。
游标卡尺 螺旋测微器
2014年10月31日
3.2cm
0cm 1
2
3
4
0cm
1
2
3
4
3.15cm
一、游标卡尺
紧固螺钉
10分度游标卡尺的原理
主尺的最小分度是1mm,游标尺上有10个小的等分刻 度它们的总长等于9mm,因此游标尺的每一分度与主尺 的最小分度相差0.1mm。 当左右测脚合在一起,游标的零刻度线与主尺的零 刻度线重合时,只有游标的第10条刻度线与主尺的9mm 刻度线重合,其余的刻度线都不重合。 游标的第一条刻度线在主尺的1mm刻度左边0.1mm处, 游标的第二条刻度线在主尺的2mm刻度左边0.2mm处, 等等。
0 45
可动刻度: 49.6 说明没有超过半 刻度线
读数L= 固定刻度 + 半刻度 + 可动刻度
L= 0 + 0 + 0.496 = 0.496 mm
使用螺旋测微器应注意以下几点:
①测量时,在测微螺杆快要靠近被测物体时应停止使 用旋钮,而改用微调旋钮,避免产生过大的压力,对测 量结果造成误差,同时又能保护螺旋测微器。 ②在读数时,要注意固定刻度尺上表示半毫米的刻线是 否已经露出。 ③读数时,千分位有一位估读数字,不能随便扔掉,即 使固定刻度的零点正好与可动刻度的某一刻度线对齐, 千分位上也应读取为“0”。
0 1 2 3
读数:0.05mm
主尺的最小分度是1mm,游标尺上有50个小的等分刻度它们的 总长等于 49mm ,因此游标尺的每一分度与主尺的最小分度相差 0.02mm。 当左右测脚合在一起,游标的零刻度线与主尺的零刻度线重 合时,只有游标的第 50 条刻度线与主尺的 49mm刻度线重合 , 其余 的刻度线都不重合。
游标卡尺 螺旋测微器
2014年10月31日
3.2cm
0cm 1
2
3
4
0cm
1
2
3
4
3.15cm
一、游标卡尺
紧固螺钉
10分度游标卡尺的原理
主尺的最小分度是1mm,游标尺上有10个小的等分刻 度它们的总长等于9mm,因此游标尺的每一分度与主尺 的最小分度相差0.1mm。 当左右测脚合在一起,游标的零刻度线与主尺的零 刻度线重合时,只有游标的第10条刻度线与主尺的9mm 刻度线重合,其余的刻度线都不重合。 游标的第一条刻度线在主尺的1mm刻度左边0.1mm处, 游标的第二条刻度线在主尺的2mm刻度左边0.2mm处, 等等。
0 45
可动刻度: 49.6 说明没有超过半 刻度线
读数L= 固定刻度 + 半刻度 + 可动刻度
L= 0 + 0 + 0.496 = 0.496 mm
使用螺旋测微器应注意以下几点:
①测量时,在测微螺杆快要靠近被测物体时应停止使 用旋钮,而改用微调旋钮,避免产生过大的压力,对测 量结果造成误差,同时又能保护螺旋测微器。 ②在读数时,要注意固定刻度尺上表示半毫米的刻线是 否已经露出。 ③读数时,千分位有一位估读数字,不能随便扔掉,即 使固定刻度的零点正好与可动刻度的某一刻度线对齐, 千分位上也应读取为“0”。
游标卡尺的读数方法课件

01
由于操作不当或技能不熟练,可能导致测量误差。
卡尺本身引起的误差
02
由于卡尺制造工艺、材料和磨损等因素的影响,可能导致测量
误差。
环境因素引起的误差
03
由于环境温度、湿度和气压等因素的影响,可能导致测量误差
。
04
游标卡尺的应用实例
游标卡尺在机械制造中的应用
01
0柱体的直径,确保符 合设计和加工要求。
游标卡尺在科学研究中的应用
测量样品尺寸
在科学研究中,常常需要测量样品的尺寸,游标卡尺是一种重要 的工具。
测量细胞大小
在生物学研究中,游标卡尺可以用于测量细胞的大小,帮助研究 细胞生长和分裂。
测量液体粘度
通过使用游标卡尺测量液体流动时的厚度变化,可以计算液体的 粘度,为科学研究提供数据支持。
05
总结与展望
游标卡尺的读数方 法课件
contents
目录
• 游标卡尺的基本知识 • 游标卡尺的读数方法 • 游标卡尺的使用方法 • 游标卡尺的应用实例 • 总结与展望
01
游标卡尺的基本知识
游标卡尺的定义与用途
01
游标卡尺是一种用于测量内径、 外径、深度等尺寸的测量工具。
02
游标卡尺适用于各种金属、塑料 等材料的测量,具有使用方便、 测量精度高等特点。
03
未来,对于游标卡尺的使用和维 护将更加受到重视,以保证其测
量精度和长期使用寿命
04
THANKS
感谢观看
放置目标
然后将目标放入测量爪之间, 注意不要超过测量爪的最大测
量范围。
锁定测量爪
接着,轻轻按下测量爪,直到 听到咔嚓一声,表示测量爪已
经锁定在目标位置。
游标卡尺的使用及读数 (共24张PPT).ppt
2020/9/25
0
1cm
2
0
5
10
2020/9/25
0
10
20
0
5
10
原理:错位放大法
2020/9/25
0
10
20
0
5
10
2020/9/25
0
10
20
0
5
10
2020/9/25
0
10
20
0
5
10
2020/9/25
0
10
20
0
5
这个读数是多少?
ቤተ መጻሕፍቲ ባይዱ
2020/9/25
10
2+9×0.1= 2.9mm
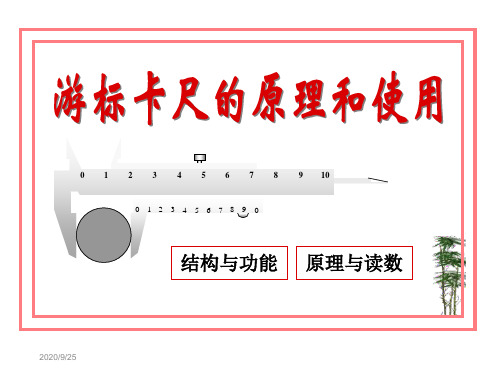
0 1 2 3 4 5 6 7 8 9 10 0 12 34 56 78 9 0
结构与功能 原理与读数
2020/9/25
我们用什么仪器精确测量以下工件的 内径外径和深度?
2020/9/25
一、游标卡尺的构造及用法 内侧量爪
紧固螺 钉
深度尺
游标尺
外测量爪
2020/9/25
主尺
2020/9/25
二、游标卡尺的刻度原理:
读数规则及读数公式:
1.从游标尺的零刻度线对准的主尺位置,读 出主尺毫米刻度值(取整毫米为整数X)
2.找出游标尺的第几(n)刻线和主尺上某一 刻线对齐,则游标读数为:n×精度(精 度由游标尺的分度决定)
3.总测量长度为:ι=X+n×精度
2020/9/25
游标尺的第六
格与主尺的某
2
主尺
3 条线对齐,读cm
作0.6mm
主尺读数 起始处
0
答案:
0
1cm
2
0
5
10
2020/9/25
0
10
20
0
5
10
原理:错位放大法
2020/9/25
0
10
20
0
5
10
2020/9/25
0
10
20
0
5
10
2020/9/25
0
10
20
0
5
10
2020/9/25
0
10
20
0
5
这个读数是多少?
ቤተ መጻሕፍቲ ባይዱ
2020/9/25
10
2+9×0.1= 2.9mm
0 1 2 3 4 5 6 7 8 9 10 0 12 34 56 78 9 0
结构与功能 原理与读数
2020/9/25
我们用什么仪器精确测量以下工件的 内径外径和深度?
2020/9/25
一、游标卡尺的构造及用法 内侧量爪
紧固螺 钉
深度尺
游标尺
外测量爪
2020/9/25
主尺
2020/9/25
二、游标卡尺的刻度原理:
读数规则及读数公式:
1.从游标尺的零刻度线对准的主尺位置,读 出主尺毫米刻度值(取整毫米为整数X)
2.找出游标尺的第几(n)刻线和主尺上某一 刻线对齐,则游标读数为:n×精度(精 度由游标尺的分度决定)
3.总测量长度为:ι=X+n×精度
2020/9/25
游标尺的第六
格与主尺的某
2
主尺
3 条线对齐,读cm
作0.6mm
主尺读数 起始处
0
答案:
游标卡尺的使用方法(全)课件

其他行业中的应用
建筑行业
塑料加工
在建筑行业中,游标卡尺可用于测量建筑 材料的尺寸,如钢筋直径、木材厚度等, 以确保施工质量。
游标卡尺可用于测量塑料制品的尺寸和形 状,如塑料管的内径和外径、塑料板的厚 度等。
陶瓷生产
玻璃制造
在陶瓷生产过程中,游标卡尺可用于测量 陶瓷制品的尺寸和形状,如陶瓷盘的直径 、陶瓷杯的高度等。
对于不规则的外径表面,可以采 用多点测量的方法,取平均值作
为最终结果。
测量深度的方法
将游标卡尺的深度测量杆插入被测孔内,直至测量面与被测孔底面紧密接触。
读取游标卡尺上的数值,记录测量数据。注意在读取数据时,应确保视线与尺面垂 直。
对于较深的孔或槽,可以采用多次测量的方法,取平均值作为最终结果。同时,要 确保游标卡尺的测量面干净、无污渍,以免影响测量精度。
机械制造中的应用
01
02
03
测量工件尺寸
在机械制造过程中,游标 卡尺可用于测量工件的长 度、宽度、高度等尺寸, 确保工件符合设计要求。
检查加工精度
通过游标卡尺的测量,可 以检查工件的加工精度, 如平行度、垂直度等,以 确保产品质量。
辅助装配定位
在机械装配过程中,游标 卡尺可用于辅助定位,确 保各部件的准确安装。
用力过大导致变形。
读取游标卡尺上的数值,记 录测量数据。注意在读取数 据时,视线应与尺面垂直,
以避免视觉误差。
测量时应多次测量取平均值, 以提高测量精度。
测量外径的方法
将游标卡尺外测量爪张开至大于 被测外径的尺寸,紧贴外径表面
。
读取游标卡尺上的数值,记录测 量数据。同样需要注意视线与尺
面垂直,避免视觉误差。
存放环境
游标卡尺读数原理(优秀)PPT资料

0.1mm,那么很容易得出游标卡尺的读数规律为: 在实际长度测量中,常需要将被测量的长度,测准到1/10乃至1/100毫米,这不是单纯用米尺能做到的。
20分度游标卡尺的精确度为0. 如下图,将游标的零线和物体的b端相接,查出 只相当于主尺上9格,由此,当游标上某一刻度与主尺 20分度游标卡尺的精确度为0. 上某一刻度相对齐时,那么说明游标上第一刻度(即零刻 游标刻度读数取(零刻度读数)与主尺对齐的刻度读数为6;
游标卡尺读数原理
原理:
1、游标原理和游标卡尺 用米尺测量物体的长度时,虽然可以测到
十分之一毫米,但是最后一位是估计的。在 实际长度测量中,常需要将被测量的长度, 测准到1/10乃至1/100毫米,这不是单纯用 米尺能做到的。为了提高长度测量的精密度, 设计了多种装置,游标是其中的一种。
图1是使测量精密到1/10分格的游标〔称为10 分游标〕的原理图。游标v是可沿主尺ab滑动 的一段小尺,其上只有10个分格,是将主尺 的九个分格10等分而成的, 因此游标上的一 个分格的间隔等于主尺上一分格的9/10
上某一刻度相对齐时,那么说明游标上第一刻度(即零刻 游标v是可沿主尺ab滑动的一段小尺,其上只有10个分格,是将主尺的九个分格10等分而成的, 因此游标上的一个分格的间隔等于主
尺上一分格的9/10
度)与主尺上相邻前一刻度相距为游标刻度读数乘以 1mm,其游标上10格
b在主尺的第7格和第8格之间,即物体的长度稍大于 使用游标测量时,读数分为两步:
l 66 9 6(1 9 ) 6 1
10
10
10
=0.6主尺格〔如果主尺每分格为1mm那么被测物体 长度为6.6mm〕
游标是利用主尺和 游标上每一分格之 差,使读数进一步 精确的,此种读数 方法称为差示法
20分度游标卡尺的精确度为0. 如下图,将游标的零线和物体的b端相接,查出 只相当于主尺上9格,由此,当游标上某一刻度与主尺 20分度游标卡尺的精确度为0. 上某一刻度相对齐时,那么说明游标上第一刻度(即零刻 游标刻度读数取(零刻度读数)与主尺对齐的刻度读数为6;
游标卡尺读数原理
原理:
1、游标原理和游标卡尺 用米尺测量物体的长度时,虽然可以测到
十分之一毫米,但是最后一位是估计的。在 实际长度测量中,常需要将被测量的长度, 测准到1/10乃至1/100毫米,这不是单纯用 米尺能做到的。为了提高长度测量的精密度, 设计了多种装置,游标是其中的一种。
图1是使测量精密到1/10分格的游标〔称为10 分游标〕的原理图。游标v是可沿主尺ab滑动 的一段小尺,其上只有10个分格,是将主尺 的九个分格10等分而成的, 因此游标上的一 个分格的间隔等于主尺上一分格的9/10
上某一刻度相对齐时,那么说明游标上第一刻度(即零刻 游标v是可沿主尺ab滑动的一段小尺,其上只有10个分格,是将主尺的九个分格10等分而成的, 因此游标上的一个分格的间隔等于主
尺上一分格的9/10
度)与主尺上相邻前一刻度相距为游标刻度读数乘以 1mm,其游标上10格
b在主尺的第7格和第8格之间,即物体的长度稍大于 使用游标测量时,读数分为两步:
l 66 9 6(1 9 ) 6 1
10
10
10
=0.6主尺格〔如果主尺每分格为1mm那么被测物体 长度为6.6mm〕
游标是利用主尺和 游标上每一分格之 差,使读数进一步 精确的,此种读数 方法称为差示法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两量爪移动的距离: 1-49/50=0.02(mm)
(放大图)
例二:当游标向右移动了5小格,两量爪移动了多少mm?
5-5×(49/50) =5(1- 49/50) =5×0.02 =0.1
总结
由此可见,当量爪间所量物体的长度为 0.02毫米时,游标尺向右应移动0.02毫米。 这时它的第一条刻度线恰好与尺身的1毫米 刻度线对齐。同样当游标的第五条刻度线 跟尺身的5毫米刻度线对齐时,说明两量爪 之间有0.1毫米的宽度,……,依此类推。
游标卡尺的使用及读数
衢州市衢江区职业中专 -------
教材地位
游标卡尺是机械行业中,使用非常频繁 的一种测量工具,因此,正确使用游标卡 尺对于无论是上实训课、还是在今后的工 作中都有非常重要的意义。
导入新课
提问1:在初中我们学习过长度的测量,请同学们用2分钟 的时间,来测量一张纸的厚度(精确到小数点后两位)?
身与游标每格之差为:1-49/50=0.02(mm),此差值即为
1/50mm游标卡尺的测量精度
主尺1小格为1mm,副尺1小格是多少毫米?
副尺1小格为:49/50=0.98(mm) 主尺1小格与副尺1小格之差为:1-49/50=0.02(mm)
例一:副尺即游标向右移动了1小格,两量爪移动了多少mm?
例四:请读出下例尺寸?
特殊情况
游标上的零刻度线与主 尺刻度线对齐时为整数。
此题为37mm。
实操演练
演练一:请同学们用游标卡尺再来测量一次纸张的厚度
实操演练
• 演练二:要求学生用精度为0.02mm的游标卡尺 测量塑料管的长度、内径、外径,并将测量的 数据填入下列表格中。
• 测量项目:
•
• 测量值:
提问2:三角板、钢尺等毫米刻度尺的精度是多少?为什 么我们测量一张纸的厚度测不准确?
提问3:那我们如何来准确地测量一张纸的厚度呢?有没有 更精确的测量工具呢?
讲授新课
一、游标卡尺的结构
游标卡尺的应用
二、游标卡尺的刻线原理
以1/50mm(0.02mm)为例,主尺每小格1mm,当两量
爪合并时,游标上的50小格刚好与主尺的49mm对正。尺
结论:游标每小格代表0.02mm,一大
格即5小格为0.1mm。
结论
游标每小格代表0.02mm, 一大格即5小格为0.1mm。
三、游标卡尺的读数方法
用游标卡尺测量工件时,读数方法分三个 步骤:
1、读出游标上零线左面尺身的毫米整数; 2、读出游标上哪一条刻线与尺身刻线对齐
(第二条起每小格为0.02mm); 3、把尺身和游标上的尺寸加起来即为测得
尺寸。即:L=整数部分+小数部分
游标卡尺的读数方法。
步骤: ①、读整数。 ②、读小数。 ③、确定读数值---整数、小数相加。
例一:请读出下例尺寸?
0+5×0.1=0.5mm
例二:请读出下例尺寸? 18+6×0.1=18.6mm
例三:请读出下例尺寸?
34+(6×0.1+4×0.02)=34.68mm
长度
内径
外径
•
• 检验结果:
•
• 测量完毕,同座位同学交换测量检验
归纳总结
本节课主要讲的是游标卡尺的结构、原
理及使用方法。之后要求大家学会正确使用
游标卡尺进行测量并快速读数。