毕业设计工序卡
毕业设计输出轴机械加工工序卡片
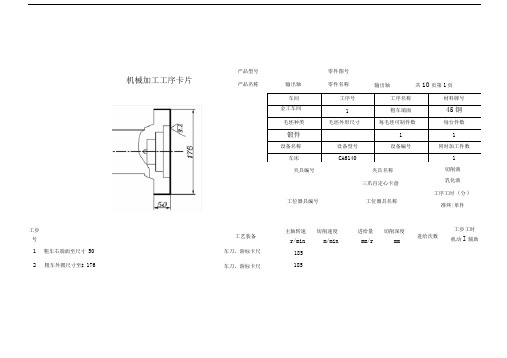
产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第1页工步号1 粗车右端面至尺寸502 粗车外圆尺寸至$ 176车间工序号工序名称材料牌号金工车间 1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称三爪自定心卡盘工艺装备车刀,游标卡尺车刀,游标卡尺工位器具编号工位器具名称切削液乳化液工序工时(分)准终|单件主轴转速切削速度r/min m/min185进给量mm/r切削深度mm进给次数工步工时机动I辅助185机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第2页车间金工车间工序号工序名称材料牌号52 000191 毛坯种类锻件设备名称车床夹具编号2毛坯外形尺寸粗车外圆柱面每毛坯可制件数45钢每台件数设备型号CA6140工位器具编号设备编号同时加工件数工步号工艺装备王轴转速r/min切削速度m/min1 粗车外圆端面至266 车刀,游标卡尺185夹具名称三爪自定心卡盘工位器具名称进给量mm/r切削深度mm切削液乳化液工序工时(分)准终单件进给次数工步工时机动丨辅助产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第6页车间工序号工序名称材料牌号金工车间 6 精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分)准终|单件工步号1工艺装备粗镗内孔至0 50 车刀,内径千分尺主轴转速r/min185切削速度m/min进给量切削深度mm/r mm进给次数工步工时机动|辅助2粗镗内孔至$ 79 3粗镗内孔至$ 104 车刀,内径千分尺185 车刀,内径千分尺1854 半精镗镗内孔至0 80 车刀,内径千分尺185 1 15 倒角车刀185产品型号机械加工工序卡片零件图号输出轴零件名称输出轴共10页第7页车间工序号工序名称材料牌号金工车间7 铳45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铳床X61W型铣床 1 夫具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件产品名称工步号工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度进给次数工步工时mm 机动辅助铣键槽16*10 铳刀,游标卡尺185产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第8页工步号工艺装备麻花钻,内径千分尺2分度,钻另一个斜空至$ 8 3 麻花钻,内径千分尺车间金工车间毛坯种类锻件设备名称钻床夹具编号工位器具编号主轴转速r/min185185工序号8工序名称钻毛坯外形尺寸设备型号每毛坯可制件数1设备编号Z525立式钻床专用夹具夹具名称工位器具名称切削速度m/min进给量mm/r切削深度mm材料牌号45钢每台件数1同时加工件数1切削液工序工时(分)准终|单件进给次数工步工时机动I辅助机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第9页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具名称切削液夹具编号工位器具编号工位器具名称工序工时(分)准终单件工步 号工步 内 容工艺装备主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/minm/minmm/rmm机动辅助1 佥验185234机械加工工序卡片产品型号 零件图号产品名称 输出轴 零件名称输出轴共 10页 第10页车间 工序号工序名称材料牌号金工车间 10检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号 同时加工件数1工位器具编号工位器具名称工序工时(分)准终单件夹具名称切削液夹具编号。
课程设计工序过程卡

课程设计工序过程卡一、引言课程设计工序卡是一种用于记录和管理课程设计过程的工具,它能够帮助教师和学生系统化地规划、执行和评估课程设计任务。
本文将详细介绍课程设计工序卡的相关内容,包括其定义、作用、设计要素以及使用方法等。
二、定义课程设计工序卡是一种记录课程设计过程的卡片或表格,主要用于规划、追踪和评估课程设计项目的不同阶段和工作流程。
它通常包括课程设计的目标、任务分解、时间安排、资源需求以及评估指标等关键信息,以帮助教师和学生实施课程设计工作。
三、作用1.规划课程设计:课程设计工序卡可以帮助教师和学生对课程设计任务进行合理的规划和安排,明确每个阶段的目标和任务,并合理分配时间和资源。
2.追踪课程设计:通过填写课程设计工序卡,教师和学生可以实时了解课程设计工作的进展情况,及时调整计划,确保任务按时完成。
3.评估课程设计:课程设计工序卡中通常包含评估指标和标准,可以帮助教师和学生对课程设计的质量进行评估,及时发现问题并加以改进。
四、设计要素1.课程设计目标:明确课程设计的目标和意义,如培养学生的实践能力、提高问题解决能力等。
2.任务分解:将课程设计任务分解成多个具体的工作任务,明确每个任务的具体要求和完成时间。
3.时间安排:根据任务的优先级和工作量,合理安排每个任务的时间节点,确保整个课程设计项目的进展。
4.资源需求:列出完成课程设计所需的各种资源,如图书、实验器材、软件等,以便提前准备。
5.评估指标:制定评估指标和标准,用于评价课程设计的质量以及学生的表现。
五、使用方法1.制定工序卡模板:根据自己的需求和实际情况,设计适合自己课程设计项目的工序卡模板,包括各项必要的信息。
2.填写工序卡内容:在设计的工序卡模板中填写具体的信息,包括课程设计的目标、任务分解、时间安排、资源需求和评估指标等。
3.实施课程设计工作:按照工序卡中的任务安排和时间节点,有序地进行课程设计工作,确保按照计划完成任务。
4.监督和评估:根据工序卡中的评估指标和标准,对课程设计的质量和学生的表现进行监督和评估,发现问题及时改进。
车床后托架工艺及工艺装备设计工序卡(毕业设计)

090 扩、铰
机械加工工序卡片
机制教研室 产品名称 材 牌号 HT200 设 毛坯种类 铸造件 加工车间 机加车间 夹具名称 名 称
1
同时加工件数 1 切 削 液 乳化液
硬度(HB) 170~220 备
型 号 及 编 号 Z37 钻床夹具 XJ-01
辅助工具
摇臂钻床
2
更
3
改 内 容
工 走刀长度 步 号 1 2 3 设计者: 扩孔 φ 39.75 mm 铰孔 φ 40 0
6.5 2 3.5 1.5 0.25
0.33 0.33 0.15 0.15 2.0
700 700 300 500 600 共9页
21.6 21.6 18.6 20.4 18.6
1.37 0.87 0.69 0.69 0.03 第8页
设计者:朱培爵
订
装
………………………… ………………………………………
mm
扩孔 φ 29.9 mm 朱培爵
4 5 6
铰孔 φ 30.20
+0.02
mm
高速钢铰 塞规 刀
75 70 70 指导教师
0.15 1.1 0.15
1 1 1 张峻辉
0.15 1.1 0.15
2.00 1.00 2.00
180 280 224 共9页
15.72 21.48 15.20
0.21 0.25 0.15 第6页
型 号 及 编 号 Z37 钻床夹具 ZM-01
辅助工具
摇臂钻床
2
更 改
3
内 容 工 走刀长度 步 号 1 2 3 4 5 工 步 内 容 刀 具 量 具 (mm) (mm) mm/min) 12.5 6.5 7.5 6.5 11.5 1 1 1 1 1 张峻辉 12.5 6.5 7.5 6.5 11.5 0.75 1.00 0.75 1.00 0.75 单边余量 走刀次数 切削深度 (mm/r 或 (r/min) 180 112 280 180 180 共9页 (m/min) 12.75 11.9 13.0 14.0 12.75 (min) 0.43 0.64 0.32 0.40 0.49 第2页 进给量 主轴转速 切削速度 基本时间
课程设计工艺过程卡片

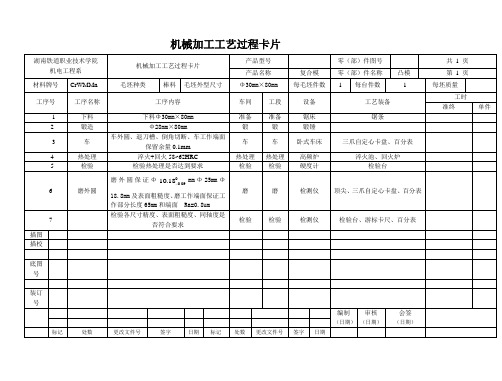
机械加工工艺过程卡片产品型号ZW-6/7 零(部)件图号产品名称空气压缩机零(部)件名称填料箱盖共2页第1页材料牌号HT200 毛坯种类铸件毛坯外形尺寸157x139.5每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件铸造铸造毛坯铸造描图热处理时效热处理热处理漆涂底漆油漆描校 1 车,镗以φ155mm外圆及端面定位,粗车小端端面,粗车φ65mm外圆及台阶端面,粗镗孔φ37mm和φ47mm 机工C620-1YG6端面车刀,YG6外圆车刀,三爪自定心卡盘,YG6镗刀,游标卡尺,内径百分表2 车镗以粗车后的φ65mm外圆及端面定位,粗车大端面、粗车φ155mm外圆面、粗车左端台阶面、粗车环槽、粗车φ75mm、φ80mm外圆面。
粗镗φ60H8、倒角1×45°机工C620-1YG6端面车刀,YG6外圆车刀,三爪自定心卡盘,YG6镗刀,游标卡尺,内径百分表底图号 3 车以粗车后的φ155mm外圆及端面定位半精车φ65mm外圆及台阶面。
机工C620-1YG6端面车刀,YG6外圆车刀,三爪自定心卡盘,YG6镗刀,游标卡尺,内径百分表4 车镗以φ65mm外圆定位,半精车φ155mm、φ75mm、φ80mm环槽,半精镗φ60内孔。
机工C620-1Y YG6端面车刀,YG6外圆车刀,三爪自定心卡盘,YG6镗刀,游标卡尺,内径百分表装订号 5 车以φ155mm外圆及端面定位,精车φ65mm外圆;以φ155mm外圆及端面定位精细车φ65mm外圆。
机工C616A,三爪卡盘,YG10端面车刀,YG10外圆车刀6 镗以φ65mm外圆及端面定位,精镗φ60内孔机工C616A YG10镗刀,游标卡尺,内径百分表,YG690度弯头车刀设计校对审核标准化会签批准机械加工工艺过程卡片产品型号ZW-6/7 零(部)件图号产品名称空气压缩机零(部)件名称填料箱盖共2页第2页材料牌号HT200 毛坯种类铸件毛坯外形尺寸157x139.5每毛坯可制件数1每台件数1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件7 钻钻6-φ13.5小孔机工Z3025 专用夹具8 钻钻4M10螺纹孔机工Z3025 专用夹具9 钻钻2M10螺纹通孔机工Z3025 专用夹具10 攻丝攻丝M10 机工丝锥检验入库游标卡尺0—200专用的量检具描图描校底图号设计校对审核)标准化会签批准。
毕业设计工序卡片 (恢复)

工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
1和2
1
法兰盘
1
工序名称
工序1、工序2
材
料
HT200
设
备
名称
车床
型号
Ca6140
夹具名称
车床夹具
刀量辅具
名称
规格
数量
车刀
YT15
1
编制
校核
审查
共12张
第1张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
3
1
零(部)件代号
工序号
13、14、15
1
法兰盘
1
工序名称
工序13、14、15
材
料
HT200
设
备
名称
磨床
型号
M1420A
夹具名称
专用夹具
刀量辅具
名称
规格
数量
砂轮
1
编制
校核
审查
共12张
第12张
YT15
1
编制
校核
审查
共12张
第3张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
5
1
法兰盘
1
工序名称
工序5
材
料
HT200
设
备
名称
车床
型号
Ca6140
夹具名称
车床夹具
刀量辅具
名称
规格
数量
车刀
YT15
电器元件毕业设计工艺过程卡
机械加工工艺过程卡片湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称复合模零(部)件名称凸模第 1 页材料牌号CrWMMn 毛坯种类棒料毛坯外型尺寸Φ30mm×80mm 每毛坯件数 1 每台件数 1 每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 下料下料Φ30mm×80mm准备准备锯床锯条2 锻造Φ28mm×80mm锻锻锻锤3 车车外圆、退刀槽、倒角切断、车工作端面保留余量0.1mm车车卧式车床三爪自定心卡盘、百分表4 热处理淬火+回火58~62HRC 热处理热处理高频炉淬火池、回火炉5 检验检验热处理是否达到要求检验检验硬度计检验台6 磨外圆磨外圆保证Φ009.018.10mmΦ25mmΦ18.8mm及表面粗糙度、磨工作端面保证工作部分长度65mm和端面 Ra=0.8um磨磨检测仪顶尖、三爪自定心卡盘、百分表7 检验各尺寸精度、表面粗糙度、同轴度是否符合要求检验检验检测仪检验台、游标卡尺、百分表描图描校底图号装订号编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共1 页产品名称复合模零(部)件名称凹模第1页材料牌号CrWMMn 毛坯种类板料毛坯外型尺寸200×160×50mm 每毛坯件数每台件数每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 下料下料206mm×166mm×56mm 准备准备锯床锯条2 锻造锻造203mm×163mm×53mm 锻锻锻锤3 热处理退火热处理热处理高频炉4 刨削六面刨六面留余量0.5mm 刨刨刨床游标卡尺5 铣铣上、下及领侧面、凹模洞口、留单面磨削余量0.3mm铣铣铣床游标卡尺、百分表6 热处理淬火60~64HRC 热处理热处理高频炉淬火池7 磨磨上下面、两侧面及凹模洞口至图样尺寸保证凹模刃口Ra=0.4um面粗糙度Ra=0.8um磨磨万能磨床游标卡尺、百分表描图8 钻孔、攻丝钻Φ10mm孔攻丝至M12mm钻Φ14mm 的孔攻丝至M16钻Φ8mm的销孔检验各尺寸精度、表面粗糙度、同轴度是否符合要求描校底图号装订号编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称复合模零(部)件名称凸凹模第 1 页材料牌号CrWMMn 毛坯种类板料毛坯外型尺寸32mm×54mm×74mm每毛坯件数 1 每台件数 1 每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件12 备料锻造30mm×52mm×72mm 锻锻锻锤游标卡尺3 热处理退火热处理热处理高频炉4 钻孔钻Φ9mm的孔钻钻钻床游标卡尺5 粗铣铣外轮廓留余量0.3mm 铣铣铣床游标卡尺、千分尺6 精铣铣外轮廓至图样尺寸,保证粗糙度Ra=0.8um铣铣铣床游标卡尺、千分尺7 热处理淬火60~64HRC 热处理热处理高频炉描图8 镗内孔镗内孔至尺寸Φ009.031.10mm,保证粗糙度Ra=0.4um镗镗镗床游标卡尺、千分尺、百分表9 检验检验各尺寸精度、表面粗糙度、同轴度是否符合要求检验检验检测仪检验台描校底图号装订号编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称复合模零(部)件名称导套第 1 页材料牌号GCr15 毛坯种类棒料毛坯外型尺寸Φ45mm×115mm每毛坯件数 1 每台件数 1 每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 下料按尺寸Φ50mm×115mm备料原材料锯床平口台虎钳2 车外圆及内孔①车端面保证长度113mm②钻Φ28mm的孔至Φ26mm③车Φ43mm的外圆至Φ43.4mm④倒角⑤车3mm×1mm的退刀槽⑥镗Φ28mm的孔至Φ27.6mm⑦镗油槽⑧镗Φ29mm的孔至尺寸⑨倒角机加工车工卧式车床三爪自定心卡盘、游标卡尺、千分尺3 车外圆、倒角①车Φ43mm的外圆至尺寸Φ车端面保证长度110mm、到内外圆角机加工车工卧式车床三爪自定心卡盘4 热处理淬火热处理热处理5 磨内外圆①Φ40mm外圆达图样要求②磨Φ28mm的内孔留余量0.01mm机加工磨工万能外圆磨床三爪自定心卡盘、千分尺6 研磨内孔研磨Φ28mm的内孔、研磨圆弧机加工车工卧式车床研磨工具描图7 检查检验各尺寸精度、表面粗糙度机加工检验描校底图号装订号编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称复合模零(部)件名称下模座第1页材料牌号45 毛坯种类棒料毛坯外型尺寸305×245×60mm 每毛坯件数 1 每台件数 1 每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 备料铸造毛坯准备铸造2 铣铣上、下平面,保证厚度55.8mm平行度0.2mm。
四川理工学院工序卡片2

机械加工工序卡片
产品型号
零(部)件图号
设计者:吴祎产品名称动 Nhomakorabea输出轴零(部)件名称
输出轴
共10页
第2页
车间
工序号
工序名称
材料牌号
机加
2
钻孔
45
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
模锻
80 257 181
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z35A
夹具编号
夹具名称
切削液
工位器具编号
6
2
0.406
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备(含:刀具、量具、专用工具)
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
1
钻小端中心孔B6/15
B型中心钻,塞规
1000
9.8
0.075
6
2
0.406
辅助
2
钻大端中心孔B6/15
B型中心钻,塞规
1000
9.8
0.075
毕业设计工序卡

外圆车刀
端面车刀
φ5mm麻花钻
φ6.6m专用扩孔钻
φ8mm麻花扩孔钻
专用车夹具
2
1
1
1
1.5mm
2.5mm
0.8mm
0.7mm
1.2mm/r
0.3mm/r
0.3mm/r
0.3mm/r
410r/min
410r/min
410r/min
410r/min
14.2
m/min
6.4
m/min
8.5
钻φ10mm的孔
钻φ14.4mm的孔
端面车刀
外圆车HB16×25mm
φ10mm麻花钻
φ14.4mm麻花扩孔钻
专用车夹具
1
1
1
1
3.5mm
2mm
5mm
7.2mm
1.2mm/r
0.5mm/r
0.4mm/r
0.5mm/r
410r/min
410r/min
410r/min
410r/min
28.3
m/min
27.04
φ100mm的C类的可转位面铣刀
1
2mm
0.2mm/z
150r/min
47.1
m/min
设计者
指导教师
共19页
第1页
机械制造与自动化
机械加工工序卡片
工序名称
粗铣上顶联接面
工序号
20
零件名称
组合活门壳体
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
HT200
HBS187-220
课程设计工艺过程卡片

机械加工工艺过程卡片产品型号零件图号产品名称零件名称共 2 页第 1 页材料牌号毛坯种类铸件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时夹具刀具量具准终单件铸造热处理涂底漆10 粗车粗车右端面,外圆Φ55mm,Φ90mm及台阶面CA6140三爪自定心卡盘20 粗车粗车左端面,外圆Φ52mm、台阶面、钻Φ16H7孔、粗镗Φ32H8孔、倒角CA6140三爪自定心卡盘30 钻钻6-Φ7孔Z525 专用夹具40 锪锪6-Φ11孔Z525 专用夹具50 钻钻3-Φ4孔Z525 专用夹具60 钻钻Φ10孔Z525 专用夹具70 钻钻Φ10孔Z525 专用夹具80 铰铰Rc1/4锥孔Z525 专用夹具90 半精车半精车Φ55mm外圆及右台阶面CA6140三爪自定心卡盘设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号零件图号产品名称零件名称 1 共 2 页第 2 页材料牌号毛坯种类铸件毛坯外形尺寸90x37 每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时夹具刀具量具准终单件100 扩扩Φ16H7孔Z525 专用夹具110 攻丝攻丝3-M5螺纹孔丝锥专用夹具120 攻丝攻丝Rc1/4圆锥管螺纹孔丝锥专用夹具130 精镗精镗Φ32H8孔CA6140 三爪自定心卡盘140 粗铰粗铰Φ16H7孔Z525 专用夹具150 精铰精铰Φ16H7孔Z525 专用夹具160 精车精车Φ55mm外圆及右台阶面CA6140三爪自定心卡盘170 去毛刺去除全部毛刺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工序卡卡片【范本模板】

扬州市职业大学机械工程学院机械加工工序卡片产品型号零件图号产品名称二级减速器零件名称减速器上盖共17 页第 1 页车间工序号工序名称材料牌号铸造10 铸造HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造毛坯994×406×290 1 1设备名称设备型号设备编号同时加工件数熔炉 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 利用木模进行铸造卷尺、游标卡尺2 参照图纸尺寸备毛坯994×406×2903 检验设计(日期) 校对(日期)审核(日期)标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期扬州市职业大学机械工程学院机械加工工序卡片产品型号零件图号产品名称二级减速器零件名称减速器上盖共17页第 2 页车间工序号工序名称材料牌号机加工20 清砂HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造毛坯994×406×290 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 清除铸件型砂、飞边,非加工面不允许有粘砂。
挫刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期扬州市职业大学机械工程学院机械加工工序卡片产品型号零件图号产品名称二级减速器零件名称减速器上盖共17 页第 3 页车间工序号工序名称材料牌号热30 热处理HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造毛坯994×406×290 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 人工时效处理设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期扬州市职业大学机械工程学院机械加工工序卡片产品型号零件图号产品名称二级减速器零件名称减速器上盖共17 页第 4 页车间工序号工序名称材料牌号油漆间40 涂漆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造毛坯994×406×290 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 非加工面涂防锈漆设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期扬州市职业大学机械工程学院机械加工工序卡片产品型号零件图号产品名称二级减速器零件名称减速器上盖共17 页第 5 页车间工序号工序名称材料牌号机加工50 粗铣视孔面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造毛坯994×406×290 1 1设备名称设备型号设备编号同时加工件数铣床 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时(S)r/min m/min mm/r mm 机动辅助1 以配合面为装夹基面,按线找正,夹紧工件,铣顶部视孔平面,粗铣深度2。
毕业设计工艺卡片

附表1 机械加工工艺卡片机械加工工艺过程卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共(3)页第(1)页材料牌号20CrMnTi 毛坯种类型材毛坯外型尺寸φ140mm×685mm 每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件型钢金工下料金工切割机专用切割夹具除刺金工10 平端面打中心孔,60°中心钻金工X60W专用铣夹具20 在B端面钻孔扩孔φ17×53 金工组合机床专用钻夹具描图扩孔φ21×12 金工组合机床专用钻夹具攻丝M20—6H 金工组合机床专用攻螺纹夹具描校30 反装在A端面钻孔φ5×75 金工组合机床专用钻夹具扩孔φ16H7×44 金工组合机床专用钻夹具底图号攻丝M8左—6H 金工组合机床专用攻螺纹夹具40 粗车外圆面D,φ119.819h11,粗车外圆面F,φ120d9 金工C6132 专用车夹具装订号50 粗车外圆面C,φ95m5,粗车外圆面G,φ80m6 金工C6132 专用车夹具设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期附表1 机械加工工艺卡片(续)机械加工工艺过程卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共(3)页第(2)页材料牌号20CrMnTi 毛坯种类型材毛坯外型尺寸φ140mm×685mm 每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件60 在B端面刻字“2.4×4”金工人工专用刻刀70 精车外圆面φ119.819h11,倒角1×45°金工C6132 专用车夹具精车外圆面φ80m6,倒角1×45°金工C6132 专用车夹具80 车外圆面D、E的过渡斜面,倾斜角φ70°金工C6132专用车夹具90 精车外圆面φ95m5,倒角1×45°,留退刀槽金工C6132 专用车夹具描图精车外圆面φ120d9,倒角30°金工C6132 专用车夹具留退刀槽,倒角4.5×45°金工C6132 专用车夹具描校100 铣键槽,宽22N9,长160mm 金工X60W 专用铣夹具110 滚斜齿,Mn=4.5,Z=23,β=15°,αn=20°,左旋金工Y3150 专用夹具底图号120 表面渗碳热处理车间热130 齿形表面淬火及低温回火热处理车间热装订号140 磨外圆面φ95m5, φ120m6 金工M1331 专用磨夹具设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期附表1 机械加工工艺卡片(续)机械加工工艺过程卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共(3)页第(3)页材料牌号20CrMnTi 毛坯种类型材毛坯外型尺寸φ140mm×685mm每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件150 修磨斜齿轮,φ107.151,清理中心孔金工M2110 专用磨床夹具160 检验检170 入库描图。
夹具设计毕业设计工序卡片
切削速度 /m·min-1
0.355
进给量 /mm·r-1
0.57
背吃刀量 /mm
进给 次数
3
1
工步工时/s
机动
辅助
32.4
标记 处数 更改文件号 签字 日期 标记
处数
设计(日期) 审核(日期) 更改文件号 签字 日期
标准化(日期)
会签(日期)
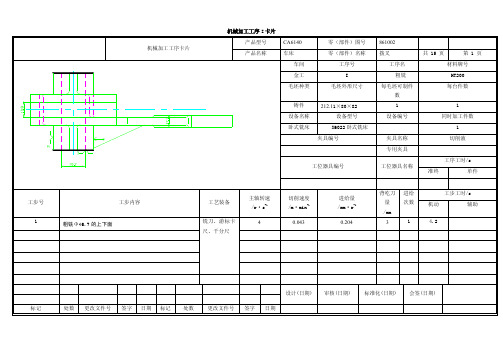
机械加工工序卡片
机械加工工序 V 卡片
产品型号
CA6140
212.11×80×82
设备名称
设备型号
卧式铣床
X5028
夹具编号
工位器具编号
861002
拨叉
共 15 页 第 2 页
工序名
材料牌号
粗铣
HT200
每毛坯可制件数
每台件数
1
1
设备编号
同时加工件数
1
夹具名称
切削液
专用夹具
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
1
粗铣平下端孔侧面的工艺凸台
工艺装备
铣刀、 游标 卡尺 、千 分尺
工步号 1
机械加工工序卡片
机械加工工序 I 卡片
产品型号
CA6140
产品名称
车床
车间
金工
毛坯种类
零(部件)图号 零(部件)名称
工序号 I
毛坯外形尺寸
铸件 设备名称
212.11×80×82 设备型号
卧式铣床
X6022 卧式铣床
夹具编号
工位器具编号
861002 拨叉
工序名 粗铣
每毛坯可制件 数 1
设备编号
夹具名称 专用夹具
工序卡片标准格式参考示例
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工业职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
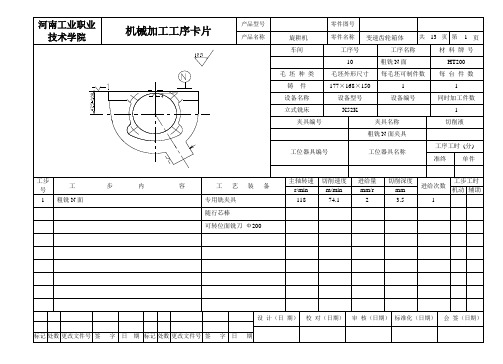
旋耕机
零件名称
变速齿轮箱体
共
13
页
第
4
页
车间
工序号
工序名称
材料牌号
40
铣凹台面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
177×168×150
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻R面4—M12螺纹底孔4—Ф10.2,孔口倒角1×45°
专用钻夹具
630
20
0.3
5.1
1
2
钻R面Ф8N8至Ф7H10
麻花钻Ф7、Ф10.2
1000
24
0.3
3.5
1
3
扩R面Ф8N8至Ф7.9N9
1000
22
0.3
3.5
1
0.1
0.37
3
扩钻孔2—Ф8.8,孔口倒角1×45°
麻花钻Ф13、Ф7
400
11
0.3
0.9
1
0.22
0.33
4
铰孔2—Ф9
扩孔钻Ф8.8
630
17.8
毕业设计——心形凸台零件的数控铣削加工工艺及其编程

/心形凸台零件的数控铣削加工工艺及其编程【摘要】本文主要介绍了心形凸台零件的数控铣削加工工艺及其编程,开篇首先介绍了数控技术的概述并对数控技术原理加以解释,紧接着对零件图进行了简要的分析并确定其加工方式,然后确定零件的毛坯、定位基准、装夹方式、刀具、量具、切削用量等等,再制定出合理的加工方案,并制定相关的工艺文件,最后编制出零件的加工程序,在编制程序时运用了自动编程与手工编程相结合的方法编制,自动编程的应用大大减少了编程时的计算量,同时也使得程序更加准确无误。
本文对本公司一项心形凸台产品阐述加工中心对其复杂形状的工件加工,主要分析了心形凸台零件的结构特点、加工要求、制定加工工艺、选择刀具夹具以及确定切削用量等。
利用数控车床高精度的特性,对于高精度要求再适合不过。
对于高精度要求的加工,位置误差的把握。
在加工中零件对尺寸的高要求,自己对数控车床使用也越发熟悉。
我相信自己一定能独立的完成一项加工。
【关键词】:数控编程;工艺分析;切削用量;加工方案;目录绪论错误!未定义书签。
一、零件的图样分析 6(一)零件的结构特点分析 (6)(二)零件的技术要求分析 (6)二、零件的工艺规程设计7(一)毛坯的选择 (7)(二)定位基准的选择 (7)(三)装夹方式的选择 (7)(四)表面加工方法的选择 (7)(五)加工顺序的安排 (8)(六)工艺路线的确定 (8)(1)可能采取的工艺路线方案 (8)(2)工艺路线方案比较 (9)(3)工艺路线的最终确定 (9)三、设备及其工艺装备的确定10(一)机床的选择 (10)(二)夹具的选择 (10)(三)刀具的选择 (10)四、切削用量的选取12五、工艺卡片12(一)工艺过程卡 (12)(二)数控加工工序卡 (13)六、数控加工程序的编制14(一)编程方法的选择 (14)(二)编程坐标系的确定 (14)(三)加工程序清单 (14)引言本课题来源于丹阳市永和铝材有限公司。
数控机床指的是信息(程序指令)的形式数字代码,是由给定了工具的工作程序、速度、轨迹进行自动加工的机器,称之为数控机床的控制。
喷油器体数控车削加工研究工序卡毕业设计

进给量 mm/r 0.4
切削深度 mm 1
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标 记 处 更改文件号 签 字 数 标 记 处 数
日 期
更改文件号 签
字 日 期
理工大学科技 学院
机械加工工序卡片
产品型号 产品名称 车间
零件图号 零件名称 工序号 Ⅷ 毛 坯 种 类 铸铁 设备名称 线轨立式加工中心 夹具编号 喷油器体 工序名称 粗铣面 共 26 页 第 6 页
零件图号 零件名称 工序号 Ⅳ 毛 坯 种 类 铸铁 设备名称 线轨立式加工中心 夹具编号 喷油器体 工序名称 粗铣面 共 26 页 第 2 页
材 料 牌 号 QT450-10 每 台 件 数 1 同时加工件数 1 切削液
毛坯外形尺寸 (mm) 每毛坯可制件数
Φ 44×145.5
设备型号 VMCL850 夹具名称
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标 记 处 更改文件号 签 字 数 标 记 处 数
日 期
更改文件号 签
字 日 期
理工大学科技 学院
机械加工工序卡片
产品型号 产品名称 车间
零件图号 零件名称 工序号 Ⅴ 毛 坯 种 类 铸铁 设备名称 线轨立式加工中心 夹具编号 喷油器体 工序名称 精铣面 共 26 页 第 3 页
日 期
更改文件号 签
字 日 期
理工大学科技 学院
机械加工工序卡片
产品型号 产品名称 车间
零件图号 零件名称 工序号 Ⅵ 毛 坯 种 类 铸铁 设备名称 线轨立式加工中心 夹具编号 喷油器体 工序名称 精铣面 共 26 页 第 4 页
材 料 牌 号 QT450-10 每 台 件 数 1 同时加工件数 1 切削液
毕业设计工序卡片

16.965
0.2
3.6
1
0.162
1.83
天平学院
机械加工工序卡片
产品型号
零(部)件图号
设计者:
产品名称
零(部)件名称
左支座
共(15)页
第(10)页
车间
工序号
工序名称
材料牌号
机加工
10
铣削尺寸为5 mm的纵向槽
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
铸件
140×140×105.5mm
1
1
设备名称
设备型号
设备编号
同时加工件数
万能卧式铣床
X61W
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备(含:刀具、量具、专用工具)
主轴转速r/minΒιβλιοθήκη 切削速度m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
1
铣削尺寸为5 mm的横向槽
高速钢锯齿铣刀
进给次数
工步工时
机动
辅助
1
珩磨Φ80H10的内孔
1A8 50×4×10×3D100B75石油磨条
270
67.86
0.015
0.015
7
0.33
1.23
ф43的高速钢锪孔钻
180
24.316
0.2
11
1
0.03
1.21
天平学院
机械加工工序卡片
产品型号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械制造及自动化专业机械加工工序卡片工序名称粗铣基导轨面A 工序号10零件名称CW6163B进给箱零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗铣基导轨面A 套式立铣刀游标卡尺763mm 13.7mm0.2mm/r150r/min37.68m/min设计者何孟雨指导教师秋霞共 17 页第 1 页机械制造及自动化专业 机 械 加 工 工 序 卡 片工序名称 钻、扩、铰导轨面287H ⨯Φ定位销孔工序号 20零件名称 CW6163B 进给箱 零件号零件重量同时加工零件数材 料 毛 坯 牌 号 硬 度 型 号 重 量HT150180-200HB S铸件 设 备夹 具 名 称 辅 助 工 具名 称 型 号 钻床Z2035 专用夹具安 装 工 步 安装及工步说明 刀 具 量 具走 刀 长 度 走 刀 次 数切 削 深 度 进给量主 轴 转 速切 削 速 度 基 本 工 时1 钻7.5Φ孔 麻花钻 径千分尺10㎜13.75mm0.4 mm/r 850 r/min 21 m/min 2 扩7.8Φ孔 扩孔刀 0.15㎜ 0.9 mm/r 420 r/min10.3m/min3铰8Φ孔 铰刀 0.1㎜ 0.67 mm/r 530 r/min13.3m/min设 计 者何孟雨指 导 教 师秋霞共 17 页 第 2 页 机械制造及自动化专业 机 械 加 工 工 序 卡 片工序名称 粗铣E 、F 、G 、H 、I 、B 、J面和R102弧形槽面和沟槽工序号 30 零件名称CW6163B 进给箱零件号零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时2 4 精铣左端面G镶齿端面铣刀游标卡尺341.5mm10.6mm 0.2mm/r150r/min27.47m/min 5 精铣右端面H 341.5mm 0.6mm 0.2mm/r150r/min27.47m/min 6 粗铣三个脐子面J 30mm 2.5mm0.2mm/z125r/min3.14 m/min 7 粗铣R102圆弧面套式立铣刀- 15mm0.1mm/z150r/min3.14m/min设计者何孟雨指导教师秋霞共 17 页第 4 页机械制造及自动化专业机械加工工序卡片工序名称粗铣E、F、G、H、I、B、J面和R102弧形槽面和沟槽工序号30零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时3 8 粗铣下端面F 镶齿端面铣刀游标卡尺763mm 1 2.7mm 0.2mm/z150r/min37.68m/min 9 铣沟槽三面韧铣刀763mm 1 5mm 0.2mm/z150r/min37.68m/min设计者何孟雨指导教师秋霞共 17 页第 5 页机械制造及自动化专业机械加工工序卡片工序名称粗镗各横向孔工序号40零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗镗C轴上各孔整体双韧镗刀块径千分尺66.5mm 12.75mm0.19mm/r80r/min21.2m/min2 粗镗D轴上各孔整体双韧镗刀块径千分尺96.5mm 12.75mm0.19mm/r100r/min21.2m/min设计者何孟雨指导教师秋霞共 17 页第 6 页机械制造及自动化专业机械加工工序卡片工序名称粗磨、精磨导轨面A 工序号50零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号磨床M7140 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗磨导轨面A 黑色碳化硅砂轮游标卡尺763mm0.2mm0.02mm/r1440r/min21m/min2 精磨导轨面A 黑色碳化硅砂轮游标卡尺763mm0.1mm0.015mm/r1440r/min25m/min设计者何孟雨指导教师秋霞共 17 页第 7 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时1 1 半精铣上端面E镶齿端面铣刀游标卡尺763mm11.3mm0.8 mm/r250r/min62.8m/min 2 半精铣前端面I 763mm 1.5mm98.13m/min3 半精铣后端面B 763mm 1.5mm98.13m/min设计者何孟雨指导教师秋霞共 17 页第 8 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时4 半精铣左端面G镶齿端面铣刀游标卡尺341.5mm10.6mm0.4mm/r300r/min117.75m/min5 半精铣右端面H 341.5mm 0.6mm117.75m/min6 半精铣脐子面J 763mm 1.0mm150r/min6.18 m/min设计者何孟雨指导教师秋霞共 17 页第 9 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时7 半精铣下端面F镶齿端面铣刀游标卡尺763mm 1 1.3mm 0.8mm/r250r/min62.8m/min设计者何孟雨指导教师秋霞共 17 页第 10 页机械制造及自动化专业机械加工工序卡片工序名称精镗各横向孔工序号70零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号镗床T68 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1精镗C轴上各孔浮动双韧镗刀块径千分尺66.5mm 1 0.25mm 0.1mm/r250r/min66.7m/min2精镗D轴上各孔浮动双韧镗刀块径千分尺96.5mm 1 0.25mm 0.1mm/r250r/min66.7m/min设计者何孟雨指导教师秋霞共 17 页第 11 页机械制造及自动化专业机械加工工序卡片工序名称精铣G、H、B面工序号80零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号摇臂钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削进给量主轴转速切削速度工时深度1 1 精铣左端面G镶齿端面铣刀游标卡尺341.5mm 10.6mm0.4mm/r300r/min117.75m/min2 精铣右端面H镶齿端面铣刀游标卡尺341.5mm 10.6mm0.4mm/r300r/min117.75m/min2 3 精铣后端面B 镶齿端面铣刀游标卡尺763mm 10.8mm0.4mm/r300r/min117.75m/min设计者何孟雨指导教师秋霞共 17 页第 12 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度1 1 钻628⨯Φ的阶梯孔麻花钻径千分尺125mm114mm 0.9mm/r 265r/min 23.3m/min 2 钻17.5Φ孔麻花钻20mm 8.75mm 0.9 mm/r 420r/min 23 m/min 3 钻8M螺纹底孔麻花钻24mm 3.45mm 0.4 mm/r1051r/min22.77m/min 4 攻M8的螺纹丝锥18mm 0.55mm389r/min10.55m/min设计者何孟雨指导教师秋霞共 17 页第 13 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次切削深度进给量主轴转速切削速度数2 5 配钻7Φ的孔麻花钻径千分尺13.5mm 0.4 mm/r 850r/min 18.68m/min 6 铰8Φ的锥形孔铰刀0.5mm 0.67mm/ 530r/min 13.3 m/min 7配钻、铰12Φ的锥形孔中钻11Φ的孔麻花钻 1 5.5mm 0.56mm/r 530r/min 18.3m/min 8 铰12Φ的锥孔铰刀 1 0.5mm 0.9 mm/r 335r/min 11.57m/min设计者何孟雨指导教师秋霞共 17 页第 14 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 铣床夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时3 9钻6106M H⨯-螺纹孔的8.9Φ螺纹底孔麻花钻径千分尺30mm14.45mm0.56mm/r670r/min18.7m/min 10 攻M10的螺纹丝锥24mm 0.55mm420r/min13.2m/min设计者何孟雨指导教师秋霞共 17 页第 15 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时4 11 钻M33的螺纹底孔麻花钻径千分尺8mm 15 mm 0.9 mm/r 265r/min 24.96m/min 12 攻M33的螺纹丝锥12mm 1.5mm 0.9 mm/r 170r/min 16 m/min设计者何孟雨指导教师秋霞共 17 页第 16 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90钻230的孔麻花钻零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具。