标准规范的焊接节点
iso 钢结构焊接标准

ISO(国际标准化组织)关于钢结构焊接的标准主要包括以下几个:
1. ISO 9606-1:1998《钢制结构焊接通用技术条件》
该标准规定了钢制结构焊接的一般技术要求,包括焊接工艺、焊接材料、焊接质量控制等方面。
2. ISO 17639:2006《钢制结构焊接接头射线照相和质量分级》
该标准规定了钢制结构焊接接头的射线照相检测方法及质量分级要求。
3. ISO 17638:2006《钢制结构焊接超声波探伤方法和探伤结果分级》
该标准规定了钢制结构焊接接头的超声波探伤方法及质量分级要求。
4. ISO 15614-1:2004《钢制结构焊接工艺评定》
该标准规定了钢制结构焊接工艺评定的方法和要求,包括焊接工艺试验、焊接工艺评定等方面。
5. ISO 15614-2:2005《钢制结构焊接工艺评定》
该标准规定了钢制结构焊接工艺评定的验收要求,包括焊接质量、焊接强度、焊接稳定性等方面。
6. ISO 5817:1989《焊接质量评定》
该标准规定了焊接质量评定的方法和要求,包括焊接接头的外观质量、内部质量、力学性能等方面。
7. ISO 6520:1998《钢制结构焊接节点》
该标准规定了钢制结构焊接节点的设计、制造和检验要求。
钢筋焊接规范

钢筋焊接规范钢筋焊接是采用熔化焊接的方式,将钢筋连接在一起的一种技术,它可以用来在建筑物、桥梁等大型构件中连接或加强构件,是构筑物的枢纽节点。
焊接的质量直接影响建筑物的性能和使用寿命,因此,钢筋焊接规范制定是极其重要的。
一、钢筋焊技术要求1、焊接电流要求:焊接电流取决于钢筋的直径、焊接等级、焊支架支持结构和熔接材料类型。
一般,焊接电流范围在30~200A之间,电流过低或过高都会影响焊接质量。
2、焊条有效长度:焊条有效长度至少应大于等于熔接等级、焊接类型、钢筋直径和焊条特性的总和,以确保焊条的有效熔接。
3、熔接机参数:不同的熔接机有不同的熔接电流和焊接速度,要按照型号要求进行调节,以确保熔接质量。
4、焊接前和焊接后的检查:在焊接前,应检查焊条规格、焊接电流是否符合要求,焊缝处理平整,焊条支持结构是否正确;在焊接后,检查焊接外观是否清晰,焊缝无裂纹等。
二、钢筋焊接安全1、操作者必须熟悉焊接技术和所用焊具的性能,掌握焊接安全知识,并遵守焊接安全操作规程,正确使用焊接设备。
2、操作者应穿着防火服及安全帽,戴上防护眼镜与耳塞,焊接期间不得穿露肩衣及短裤,避免穿带带扣的服装,注意防止火花灼伤皮肤,特别是在焊接过程中,严禁在钢筋焊接架上穿露膝裤或裙裤。
3、应严格按照焊接技术要求进行焊接,注意火光、熔渣及热散射,严禁将焊接设备、导线等接触到电极。
4、易燃及易爆物品不得放置在焊接工作区,或运输、储存及使用的其他地方。
三、钢筋焊接操作过程1、检查钢筋和焊条:在焊接开始之前,应检查钢筋是否损坏,焊条型号是否符合要求,焊条尺寸、焊缝角度是否正确,熔接电流是否适当,焊条材料是否符合要求等。
2、清理焊接缝:钢筋接头处需要清理,以除去氧化涂层、油污、灰尘等,清理后需要检查焊接缝是否平整,缝隙是否填满,以确保焊接质量。
3、焊接:经检查后,方可开始焊接,应采用合理的焊接方式,焊缝完整,不得弯折,裂纹,同时要注意厚度一致;焊接完毕后,皮肤近的地方应用灰尘清扫,以保证焊接缝外观效果。
钢结构焊接标准图及节点构造大样图

钢结构焊接施工工艺标准规范标准

钢结构焊接施工工艺标准规范标准2.焊接工艺流程在进行焊接工艺流程之前,必须进行焊接安全设施的准备和检查。
同时,要确保焊接设施和焊接材料的准备工作已完成。
在进行焊接前,需要安装引弧板和出板,并进行坡口检查和表面清理。
预热是焊接前必要的步骤,而焊接完成后,还需要进行焊后处理和记录。
焊缝外观及UT检查也是必须的步骤,最后进行修整再检查,并记录预热温度。
在整个焊接过程中,需要进行焊接电流调整和焊道清理,以确保焊接质量。
最后,进行自检和返修再检查,并对焊接场所进行清理和转移。
3.焊接施工工艺及技术措施在进行焊前准备时,需要搭设良好的操作脚手平台,确保平台高度和宽度适合焊工操作。
同时,应该考虑防风措施,以确保焊接过程中的安全。
对于CO2气体保护焊,需要考虑焊枪线较短的情况,因此可以将焊机和送丝机置于操作平台上。
操作平台是专门为节点焊接而设计的,具体细节请参见安全设施一节。
焊工需要准备一些必要的工具,例如凿子、焊工专用榔头、刷子以及砂轮机等。
焊把线应该绝缘良好,如果有破损处,需要用绝缘布包裹好,以免在拖拉焊把线时与母材打火。
在进行正式焊接之前,焊接设备应该接线正确、调试好,并进行试焊,将电压、电流调至合适的范围。
检查坡口装配质量,应该去除坡口区域的氧化皮、水分、油污等影响焊缝质量的杂质。
如果坡口是用氧-乙炔切割过,还应该用砂轮机进行打磨,直到露出金属光泽。
根据钢材化学成分、力学性能,对于Q345C级钢的焊材选配,可以参考表1.预热是防止低合金高强钢焊接氢致裂纹的有效措施,可以控制焊接冷却速度,减少或避免热影响区(HAZ)中淬硬马氏体的产生,降低HAZ硬度,同时还可以降低焊接应力,并有助于氢的逸出。
预热温度的确定与钢材材质、板厚、接头形式、环境温度、焊接材料的含氢量以及拘束度都有关系。
根据母材性能和以往的工程施工经验,对于Q345钢材,40~60mm的板厚,预热温度应为80~100℃左右;60~80mm的板厚,预热温度应为120℃。
焊接质量检验方法和规范标准
焊接质量检验方法和规范标准焊接质量检验方法和标准本文旨在规定焊接产品的表面质量和焊接质量,以确保产品能够满足客户的要求,并适用于焊接产品的质量认可。
生产部门和品质部门可参照本准则对焊接产品进行检验。
一、熔化极焊接表面质量检验方法和标准CO2保护焊的表面质量评价主要是对焊缝外观的评价,包括焊缝均匀性、假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝数量、长度和位置是否符合工艺要求。
具体评价标准详见下表:缺陷类型说明评价标准假焊未熔合、未连接焊缝中断等焊接缺陷(不能保证工艺要求的焊缝长度)不允许气孔焊点表面有气孔不允许穿孔焊缝表面不允许有穿孔裂纹焊缝中出现开裂现象不允许夹渣固体封入物不允许咬边焊缝与母材之间的过度太剧烈H≤0.5mm允许 H>0.5mm不允许烧穿母材被烧透不允许飞溅金属液滴飞出在有功能和外观要求的区域,不允许有焊接飞溅的存在此外,过高的焊缝凸起、焊缝太大H值不允许超过3mm,位置偏离焊缝位置不准不允许,配合不良板材间隙太大H值不允许超过2mm。
二、焊缝质量标准为保证焊接产品的质量,需要检查焊接材料是否符合设计要求和有关标准的规定,并检查焊工的合格证和考核日期。
I、II级焊缝必须经过探伤检验,并应符合设计要求和施工及验收规范的规定,检验焊缝探伤报告。
焊缝表面的I、II级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
II级焊缝不得有表面气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且I级焊缝不得有咬边、未焊满等缺陷。
焊缝外观方面,焊缝外形要均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
表面气孔方面,I、II级焊缝不允许,III级焊缝每50MM长度焊缝内允许直径≤0.4t,气孔2个,气孔间距≤6倍孔径。
咬边方面,I级焊缝不允许,II级焊缝咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
III级焊缝咬边深度≤0.1t,且≤1mm。
其中,t为连接处较薄的板厚。
钢结构焊接连接节点通用图
HUALU 1X02-2010华陆工程科技有限责任公司G O N G S I B I A O Z H U N S H E J I H U A L U 1X 02-2010目录目录………………………………………………………100 (共01张)钢结构节点详图说明…………………………… 101~106 (共06张)变截面H型钢柱工厂拼接……………………… 201、202 (共2张)H型钢柱工地拼接………………………………… 203、204 (共05张)梁与柱强轴刚接节点…………………………… 301~309 (共12张)梁与柱强轴铰接………………………………… 401、402 (共11张)梁与柱弱轴刚接节点…………………………………… 601 (共01张)梁与柱弱轴铰接………………………………… 701、702 (共11张)H型钢梁工厂拼接………………………………………801 (共01张)H型钢梁工地拼接………………………………………802 (共01张)H型钢柱节点域补强…………………………………901~906 (共06张)柱间支撑……………………………………………1001~1009 (共11张)H型钢柱间支撑工地拼接…………………………………1010 (共01张)梁与梁铰接连接……………………………………1101~1112 (共86张)水平支撑的连接节点………………………………1201~1206 (共06张)钢结构焊接连接节点通用图批准部门:华陆工程科技有限责任公司技管理术部标准编号:HUALU 1X02-2010主编单位:华陆工程科技有限责任公司土建室发布日期:2010年12月20日实行日期:2010年12月20日主编单位负责人:主编单位技术负责人:技术审定人:设计负责人:目录100说明:1.本套钢结构节点详图适用于非抗震及抗震等级低于或等于二级的一般工业与民用钢结构节点连接。
2.设计依据:《建筑结构可靠度设计统一标准》GB 50068-2001《钢结构设计规范》GB 50017-2003《建筑抗震设计规范》GB 50011-2010《高层民用建筑钢结构技术规程》JGJ 99-98《钢结构工程施工质量验收规范》GB 50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002《建筑结构制图标准》GB/T 50105-2001《热扎H型钢和剖分T型钢》GB/T 11263-2005《焊接H型钢》YB 3301-20053.材料:3.1钢材采用Q235等级B、C、D的碳素结构钢及Q345等级B、C、D、E的低合金高强度结构钢。
焊接质量检验方法和规范标准

//焊接质量查验方法和标准1目的规定焊接产品的表面质量、焊接质量、保证产品知足客户的要求,合用范围:合用于焊接产品的质量认同。
2责任生产部门,质量部门可参照本准则对焊接产品进行查验。
一、融化极焊接表面质量查验方法和标准CO2保护焊的表面质量评论主假如对焊缝外观的评论,看能否焊缝平均,能否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺点,以及焊缝的数目、长度以及地点能否切合工艺要求,详细评论标准详见下表缺点种类说明评论标准假焊系指未熔合、未连结焊缝中止等焊接缺点(不可以保证工艺要求的焊缝长度)不一样意气孔焊点表面有穿孔焊缝表面不一样意有气孔裂纹焊缝中出现开裂现象不一样意夹渣固体封入物不一样意咬边焊缝与母材之间的过分太强烈H≤ 0.5mm 同意H> 0. 5 m m 不一样意烧穿母材被烧透不一样意飞溅金属液滴飞出在有功能和外观要求的地区,不一样意有焊接飞溅的存在//过高的焊缝突出焊缝太大H 值不一样意超出3mm地点偏离焊缝地点禁止不一样意配合不良板材空隙太大H 值不一样意超出2mm二、焊缝质量标准保证项目1、焊接资料应切合设计要乞降有关标准的规定,应检查质量证明书及烘焙记录。
2、焊工一定经查核合格,检查焊工相应施焊条件的合格证及查核日期。
3、 I 、 II 级焊缝一定经探伤查验,并应切合设计要乞降施工及查收规范的规定,查验焊缝探伤报告焊缝表面 I、 II 级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺点。
II 级焊缝不得有表面气孔夹渣、弧坑、裂纹、电焊擦伤等缺点,且I 级焊缝不得有咬边,未焊满等缺点基本项目焊缝外观:焊缝外形平均,焊道与焊道、焊道与基本金属之间过渡光滑,焊渣和飞溅物消除洁净。
表面气孔: I、II 级焊缝不一样意; III级焊缝每 50MM长度焊缝内同意直径≤0.4t ;气孔 2 个,气孔间距≤6倍孔径咬边: I 级焊缝不一样意。
II级焊缝:咬边深度≤0.05t, 且≤0.5mm,连续长度≤100mm,且双侧咬边总长≤10%焊缝长度。
矩形钢管三角梁节点处焊接规范
矩形钢管三角梁节点处焊接规范矩形管焊接标准经过技术实验和技术剖析,断定螺旋焊管对接焊缝选用双层CO2气体维护焊。
焊接资料用H08Mn2SiA,1.2mm焊丝;维护气体为纯CO2气体。
电弧电压为24~26V。
技术要求是:焊缝有必要焊透,确保反面成形;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备类型调理。
矩形管焊接次序为削减变形,矩形对接焊的焊接次序应按以下准则:采纳由向两头分层分段对称跳焊,发生的焊接变形比直通焊小,有利于应力的涣散和开释,防止在焊件中发生杂乱的应力。
直通摇摆焊时,焊接开端所构成的较窄的塑性变形区只呈现一次,并且因为接连摇摆焊接,热输入量大,受热面积大,被紧缩形成的塑性变形区域大,因此焊后缩短变形很大。
直缝焊管分层分段跳焊时,每一层截面都很小,所需热量就小,且每一层又分若干段进行跳焊,每焊一段基本上都是在冷钢板上从头树立一次温度场,每次都呈现一个较窄的塑性变形区,因此塑性变形区的均匀宽度(即横向缩短的尺度)要比相应分层直通焊小,纵向缩短也小,比起直通接连一次填满的摇摆焊接变形就小。
钢筋焊接规范

钢筋焊接规范钢筋焊接规范是指在建筑结构中使用钢筋进行焊接时应遵守的具体操作规范和要求。
下面将详细介绍钢筋焊接规范。
一、焊接设备和材料:1. 焊接设备应符合国家标准,并经过合格的检测和验收。
2. 使用的焊条应具有良好的焊接性能和质量保证,必须符合国家标准。
3. 使用的电焊机应有稳定的电流和电压输出,并经定期检测和维修。
二、焊接工艺和要求:1. 钢筋焊接前应进行清洁,清除锈蚀、灰尘和杂物。
2. 钢筋焊缝的坡口必须满足规定的尺寸和形状,并且母材应平整、横向和纵向无明显变形。
3. 焊接前应针对不同钢筋的种类和规格选择适当的焊接材料和工艺。
4. 焊接操作人员应持有合格的焊工证书,并严格按照焊接工艺规程进行作业。
5. 焊接点的定位应符合图纸要求,并且要在细部节点处做好放线和测量。
三、焊接质量要求:1. 焊缝应牢固,焊接接头应均匀、整齐,无裂纹、夹杂物和明显的气孔。
2. 焊接缺陷,如焊缝高度低、气孔等,不应超过国家标准规定的质量等级。
3. 焊接点应具有良好的抗震性能,焊缝与母材的强度应达到设计要求。
四、焊接验收和检测:1. 焊接结束后,应进行视觉检查,确保焊缝质量符合规定。
2. 对重要的焊接接头,应进行无损检测,例如超声波探伤。
3. 焊接节点应进行拉伸试验或弯曲试验,以验证焊缝的强度和可靠性。
五、焊接安全:1. 焊接时应严格遵守焊接安全操作规程,戴好防护用品。
2. 焊接区域应通风良好,有防火措施,并保持周围区域整洁。
3. 使用的电焊机应符合安全要求,焊接电缆要正确接地,避免触电危险。
总结:钢筋焊接规范是保证焊接质量和安全的重要要求,要求焊接设备和材料符合标准,焊缝应牢固、整齐,质量应达到设计要求。
同时,焊接操作人员应持证上岗,严格按照焊接工艺规程进行操作。
通过正确符合规范的焊接操作,可以保证钢筋焊接质量,提高建筑结构的安全性和稳定性。
钢结构的焊接要求标准规范
钢结构焊接规范钢结构从下料、组对、焊接、检验等工艺钢结构手工电弧焊焊接施工工艺标准依据标准:《建筑工程施工质量验收统一标准》GB50300-2001《钢结构工程施工质量验收规范》GB50205-2001《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345《钢熔化焊对接接头射线照相和质量分级》GB3323《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.1《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.2《建筑钢结构焊接技术规程》JGJ811、范围本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。
2、施工准备2.1材料及主要机具2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。
按要求施焊前经过烘焙。
严禁使用药皮脱落、焊芯生锈的焊条。
设计无规定时,焊接Q235 钢时宜选用E43系列碳钢结构焊条;焊接16Mn钢时宜选用E50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。
按说明书的要求烘焙后,放入保温桶内,随用随取。
酸性焊条与碱性焊条不准混杂使用。
2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。
2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉条、测温计等。
2.2作业条件2.2.1熟悉图纸,做焊接工艺技术交底。
2.2.2施焊前应检查焊工合格证有效期限,应证明焊工所能承担的焊接工作。
2.2.3现场供电应符合焊接用电要求。
2.2.4环境温度低于0℃,对预热,后热温度应根据工艺试验确定。
3、操作工艺3.1工艺流程:作业准备→电弧焊接(平焊、立焊、横焊、仰焊)→焊缝检查。
3.2钢结构电弧焊接3.2.1平焊3.2.1.1选择合格的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通过焊接工艺试验验证。
3.2.1.2清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物。
钢筋焊接接头规范及要求

钢筋焊接接头规范及要求
钢筋焊接接头是指将两根钢筋焊接在一起形成一个节点,以确保结构安全有效的构件。
钢筋焊接接头是构建现代建筑物的重要组成部分,它的重要性不言而喻。
因此,对钢筋焊接接头的规范化和要求是必要的。
首先,在钢筋焊接接头的规范中,焊接接头的结构和组件必须符合规定的规格,焊缝的规格也必须符合要求,以确保结构安全和稳定。
此外,焊接接头的焊接技术质量也必须符合要求,尤其是焊缝的位置和尺寸,必须严格控制,以保证焊接接头的质量。
其次,在钢筋焊接接头的要求中,钢筋的材质和类型必须符合规定的要求,焊接技术的安全性也必须得到保证,以确保结构的安全和稳固。
此外,钢筋焊接接头也需要用防腐蚀剂处理,以防止钢筋腐蚀,保证钢筋焊接接头的使用寿命。
最后,在钢筋焊接接头的施工过程中,必须遵守安全规则和技术规范,以确保焊接接头的安全性和使用寿命。
此外,钢筋焊接接头的检查也必须严格按照规定的要求,以确保焊接接头的质量。
总之,钢筋焊接接头的规范和要求非常重要,只有严格遵守这些规范和要求,才能保证构件的安全和质量。
因此,在施工过程中,要严格遵循规定的规范和要求,以确保结构的安全性和可靠性。
弯起钢筋焊接点规范

弯起钢筋焊接点规范篇一:钢筋弯钩、焊接长度、最多接头个数、等规范钢筋弯钩、焊接长度、最多接头个数、等规范钢筋工程5.1 材料要求5.1.1钢筋应有出厂质量合格证明书、检验报告单,并按规定分批抽取试样作机械性能检验,合格后方可使用。
5.1.2钢筋表面或每捆(盘)钢筋均应有标识;钢筋表面不得有裂纹、结疤、折痕和锈蚀现象。
5.2钢筋加工5.2.1钢筋加工制作在现场进行,配置钢筋弯曲机、钢筋切断机和卷扬机用于钢筋加工。
5.2.2技术人员负责编制钢筋配料单,操作人员严格按钢筋配料单进行钢筋加工,确保尺寸正确。
5.2.3对特殊复杂部位钢筋,加工前应放大样,经复核无误后再进行加工制作,做到尺寸依图纸,操作按规范。
5.2.4严格按操作规程及质量标准执行,成型后的钢筋要挂牌分类堆放,存于钢筋棚内,并做好防锈。
5.2.5焊工须有上岗操作证,钢筋焊接施工前,应先进行钢1筋试验焊接,合格后方可进行施工焊接。
钢筋焊接接头按规范要求做抽样试验。
5.2.6箍筋弯钩应满足135?,平直部分长度不小于箍筋直径的10倍。
5.2.7一级盘圆钢筋加工前先进行调直,冷拉率控制在4%以内。
5.3钢筋安装5.3.1基础钢筋安装5.3.1.1基础钢筋四周两根钢筋交叉点每点扎牢,中间部分交叉点每隔一根呈梅花绑牢,双向受力主筋的钢筋网,应将全部钢筋相交点扎牢,相邻绑扎点的绑扣要成八字形,以免网片歪斜变形。
5.3.1.2现浇柱、墙与基础连接用的插筋下端,用90?弯钩与基础钢筋进行绑扎,插筋位置应用钢筋架成井字形固定牢固,以免造成柱子钢筋位移。
5.3.1.3基础配有双层钢筋网时,应在上层钢筋网下面设置钢筋撑脚(螺纹φ14@1000,双向),以保证上下层钢筋间距和位置的正确。
5.3.1.4承台、承台连梁及防水底板钢筋均采用闪光对焊连接,接头百分率控制在50%内。
5.3.2剪力墙、柱(剪力墙边缘构件)钢筋的安装5.3.2.1平面位置和垂直度均在绑扎前进行校正。
焊接工艺规范标准
焊缝质量标准4.1 保证项目4.1.1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
4.1.3 Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4.1.4 焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4.2 基本项目4.2.1 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
4.2.2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
4.2.3 咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
4.3 允许偏差项目,见表5-1。
5成品保护5.1 焊后不准撞砸接头,不准往刚焊完的钢材上浇水。
低温下应采取缓冷措施。
5.2 不准随意在焊缝外母材上引弧。
5.3 各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。
隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。
5.4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意的质量问题6.1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
6.2 焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中不允许搬动、敲击焊件。
6.3 表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
焊接工艺规范及操作规程
焊接工艺规范及操作规程焊接工艺规范及操作规程本规范旨在控制焊接过程,确保技术先进、经济合理、安全适用、质量可靠。
适用于各类工业与民用建筑的钢结构工程,钢材厚度≥4mm的碳素结构钢和低和金高强度结构钢的焊接,包括手工电弧焊、气体保护焊、埋弧焊及相应焊接方法的组合。
引用的标准包括《建筑钢结构焊接技术规程》、《钢结构工程施工质量验收规范》和《钢结构设计规范》。
焊接设备的性能应满足选定工艺的要求。
手工电弧焊选用ZX3-400型、BX1-500型焊机,CO2气体保护焊选用KRⅡ-500型、HKR-630型焊机,埋弧自动焊选用ZD5(L)-1000型焊机。
焊接材料的选用应符合设计图纸的要求,并应具有钢厂和焊接材料厂出具的质量证明书或检验报告。
焊条应符合现行国家标准《碳钢焊条》(GB/T5117),《低合金钢焊条》(GB/T5118)的规定。
焊丝应符合现行国家标准《熔化焊用钢丝》(GB/T)、《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T8110)及《碳钢药芯焊丝》(GB/T)、《低合金钢药芯焊丝》(GB/T)的规定。
埋弧焊用焊丝和焊剂应符合现行国家标准《埋弧焊用碳钢焊丝和焊剂》(GB/T5293)、《低合金钢埋弧焊用焊剂》(GB/T)的规定。
气体保护焊使用的CO2气体应符合国家的现行标准《焊接用二氧化碳》(HG/T2537)的规定,大型、重型及特殊钢结构工程中主要构件的重要焊接节点采用的CO2气体质量应符合该标准中优等品的要求,即其CO2含量(V/V)不得低于99.9%,水蒸气与乙醇总含量(m/m)不得高于0.005%,并不准检出液态水。
焊缝金属应与主体金属相适应。
当不同强度的钢材连接时,可采用与低强度钢材相适应的焊接材料。
热矫温度应控制在800℃左右,对于普通碳素钢,其热矫温度应控制在900℃以下。
同一部位加热次数不应超过2次,矫正后应缓慢冷却。
焊缝质量检验应按照GBJ205三级进行检验。
对于重要部位或设计要求高的构件,应进行二级检验。
焊接质量标准
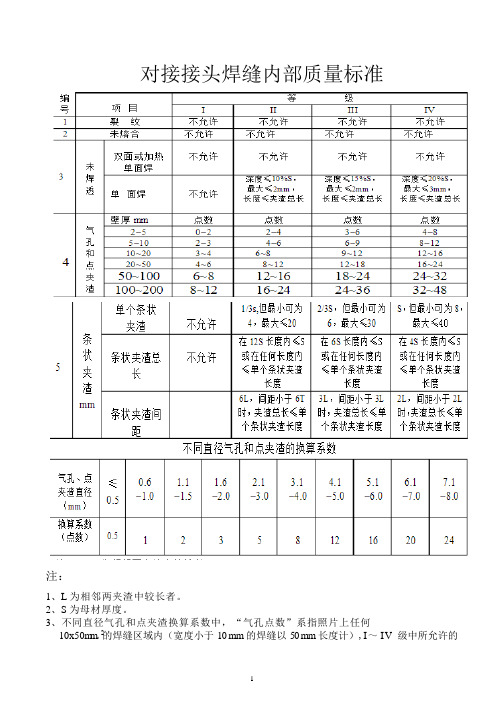
接头不良 表面夹渣 表面气孔
不允许 不允许 不允许
缺口深度 0.05t,且 ≤0.5
缺口深度 0。1t,且≤1。0
每 1000。0 焊缝不应超过 1 处
不允许
深≤0.2t 长≤0。2t,且≤20。0
每 50。0 焊缝长度内允许直径≤0。
不允许
4t,且≤3.0 的气孔 2 个,孔距 6 倍孔
径
注:表内 t 为连接较薄的板厚
焊缝外观质量应符合下列规定:
1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊
缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;
2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;
3 三级焊缝的外观质量应符合下表有关规定
焊缝质量等级
检测项目
二级
三级
未焊满
4
5。5 设计变更、洽商记录。 5.6 隐蔽工程验收记录. 5.7 其它技术文件。
焊缝等级分类及无损检测要求
焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况, 按下述原则分别选用不同的质量等级, 1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为 1) 作用力垂直于焊缝长度方向的横向对接焊缝或 T 形对接与角接组合焊缝,受拉时应 为一级,受压时应为二级; 2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。 2 。不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,当间隙b≤1。5 时,He=0。7Hf,当间隙1.5<b≤1.5时,He=0.7(Hf-b), 综合上述公式得到角焊缝厚度计算He为0。42t1和1.05 t2 之最大,t1为腹板板厚,t2为翼
焊接规范——精选推荐

焊接规范焊检⼯艺规范3.⽓保护焊、⾃保护焊全焊透坡⼝形状和尺⼨宜符合下表要求:4.焊接⼯艺参数应符合下列规定:1)要求完全焊透的焊缝,单⾯焊时应加衬垫,双⾯焊时应清根;2)焊条电弧焊焊接时焊道最⼤宽度不应超过焊条标称直径的4倍,实⼼焊丝⽓体保护焊,药芯焊丝⽓体保护焊焊接时焊道最⼤宽度不应超过20mm;3)导电嘴与⼯件距离:埋弧⾃动焊40mm±10 mm;⽓体保护焊20 mm ±7 mm;4)保护⽓种类:⼆氧化碳;富氩⽓体,混合⽐例为氩⽓80%+⼆氧化碳20%;5)保护⽓体流量:20L/min~50L/min;6)⼆氧化碳⽓体保护焊接免于⼯艺评定时,采⽤以下⼯艺参数焊接:常⽤结构钢材⽓体保护埋弧焊焊接材料的选配6.焊缝坡⼝表⾯及组装质量应符合下列要求:1)焊接坡⼝可⽤⽕焰切割或机械或机械⽅法加⼯.当采⽤⽕焰切割时,切割⾯质量应符合国家现⾏标准的相应规定..缺棱为1~3mm时,应修磨平整;缺棱超过3mm时,应⽤直径不⼩于3.2mm的低氢型焊条补焊,并修磨平整。
当采⽤机械⽅法加⼯坡⼝时,加⼯表⾯不应有台阶;坡⼝尺⼨组装允许偏差:2)施焊前,焊⼯应检查焊接部位的组装和表⾯清理的质量,如不符合要求,应修磨补焊合格后⽅能施焊。
各种焊接⽅法焊接坡⼝组装允许偏差值设计图纸和规范要求。
坡⼝组装间隙超过规范规定时,可在坡⼝单侧或两侧堆焊、修磨使其符合要求,但当坡⼝组装间隙超过较薄板厚度2倍或⼤于20mm时,不应⽤堆焊⽅法增加构件长度和减⼩组装间隙;3)搭接接头及T形⾓接接头组装间隙超过1mm或管材T,K,Y形接头组装间隙超过1.5mm时,施焊的焊⾓尺⼨应⽐设计要求值增⼤且符合规范规定。
但T形⾓接接头组装间隙超过5mm时,应事先在板端堆焊并修磨平整或在间隙内堆焊填补后施焊。
4)严禁在接头间隙中填塞焊条头、铁块等杂物。
7.引弧板、引出板、垫板应符合下列要求:1.)严禁在承受动载荷且需经疲劳验算构件焊缝以外的母材上打⽕、引弧或装焊夹具。
焊接钢平台及常用钢结构安装节点标准图[za]
![焊接钢平台及常用钢结构安装节点标准图[za]](https://img.taocdn.com/s3/m/bc9f1324bb68a98271fefa97.png)
结结 构构 标标 准准 图图TTHHEE SSTTAANNDDAARRDDDDRRAAWWIINNGGSS FFOORRSSTTRRUUCCTTUURRE焊接钢平台及常用钢结构安装节点标准图THE STANDARD DETAIL DRAWINGS OF WELDED STEEL PLATFORMSAND ERECTION JOINTS IN COMMON USE FOR STEEL STRUCTURE图集号:Collective drawings №:NGDJ5江苏省建筑材料研究设计院有限公司JIANGSU BUILDING MATERIAL RESERCH & DESIGN INSTITUTE二OO七年目录 CATALOGUE1、说明114、钢吊杆节点详图14Legend of weld and dimension symbolsJoint details for steel sag rod2、常用焊缝符号及尺寸符号215、钢柱脚连接节点详图115Legend of weld and dimension symbolsConnection joint details 1 for steel column base3、常用焊缝连接方式及标注方法1316、钢柱脚连接节点详图216Legend 1 of welding expressionsConnection joint details 2 for steel column base4、常用焊缝连接方式及标注方法2417、钢梁与钢梁连接详图17Legend 2 of welding expressionsConnection details between steel beams5、常用焊缝连接方式及标注方法3518、钢梁与工字钢柱平接连接节点图18Legend 3 of welding expressionsButt connection joint details between steel beam6、各级焊缝的质量检验项目、数量及检验方法6and I steel columnQuality inspecting items, quantities and inspecting19、钢梁与圆柱、双拼槽钢柱平接连接节点图19method for weldButt connection joint details between steel beam7、钢平台平面铺板示意图7and circular column or double channel-steel columnSchematic drawing of decking for steel platform钢柱拼接图,小型钢平台柱脚地坪处理图8、钢仓仓顶开孔图8Details of opening on the top of steel bin9、小型设备基础在梁板上时处理大样图9Detail drawing for foundation of pint-sized equipment on floor10、轻钢结构檩条、檩托大样图10Detail drawing for purlin and cradle of lightweight steel structure11、轻钢结构连接节点详图111Connection joint details 1 for lightweight steel structureSteel column joint drawing, ground treatment drawing for column base of pint-sized steel platform 20、钢梁与钢柱搁放连接节点图 Lap connection joint details between steel beam and steel column 21、柱间支撑及水平支撑连接节点图1 Connection joint details 1 for column bracing and horizontal bracing 22、柱间支撑及水平支撑连接节点图2 Connection joint details 2 for column bracing and horizontal bracing20 21 2212、轻钢结构连接节点详图21223、建筑楼梯钢平台详图123Connection joint details 2 for lightweight steel structureSteel platform details 1 for architectural stair13、钢梁与混凝土结构连接节点图1324、建筑楼梯钢平台详图224Connection joint details between steel beam and reinforced concrete srtuctureSteel platform details 2 for architectural stair说明1、设计依据《钢结构设计规范》GB50017-2003《建筑钢结构焊接技术规程》JGJ81-2002《焊缝符号表示方法》GB324-88《钢结构工程施工质量验收规范》 GB50205-20012、适用范围2.1 图集是本公司为了提高设计质量和设计效率而对常用节点构造加以整理、合并的钢节点构造图册,供设计者直接选用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≤4 6、8 10、12、14
3
16、18
6
4
20-25
7
5
2020/6/11
杭州恒达钢结构实业有限公司
标准、规范的焊接节点
《钢结构设计规范》(GB50017-2003) ❖ 角焊缝的焊脚高度一般: hf≥1.5 t 。 ❖ 同时角焊缝的焊脚高度: hf≤ 1.2t。
2020/6/11
杭州恒达钢结构实业有限公司
当b >35, X=b+10
x
R
b
2020/6/11
杭州恒达钢结构实业有限公司
标准、规范的焊接节点
❖ 焊缝质量等级分为一、二、三级,具体范围由设 计确定;原则上一级或二级焊缝为全熔透焊,需 要进行探伤检查;三级焊缝为非熔透焊或角焊缝, 不进行探伤检查。
1. 在需要进行疲劳计算的构件中,凡对接焊缝均应 焊透,其质量等级为:横向对接焊缝或轴向受力 的T形接头与角接组合焊缝受拉时应为一级,受压 时应为二级;纵向对接焊缝为二级。
《钢结构工程施工质量验收规范》(GB50205-2001)
❖ 焊接H型钢腹板与翼缘板的连接主焊缝,一 般均为角焊缝,当设计有要求时,亦可采用 “T”形接头对接与角接组合全熔透焊缝。
❖ 对所有材料的拼接焊缝均为全熔透的对接焊 缝,应按设计要求的焊缝质量等级进行超声 波探伤检查合格。
2020/6/11
杭州恒达钢结构实业有限公司
2020/6/11
杭州恒达钢结构实业有限公司
标准、规范的焊接节点
2. 不需要进行疲劳计算的构件中,凡要求与母材等 强的对接焊缝应予焊透,其质量等级当受拉时应 不低于二级,受压时宜为二级。
3. 重级工作制(A6-A8)和起重量Q≥50t的中级工 作制(A4-A5)吊车梁的腹板与上翼缘板之间以 及吊车桁架上弦杆与节点板之间的T形接头焊缝均 要求焊透,焊缝形式一般为对接与角接组合焊缝, 其质量等级不低于二级。
2020/6/11
杭州恒达钢结构实业有限公司
标准、规范的焊接节点
4. 腹板与翼缘之间不要求焊透的T形接头焊缝 可采用角焊缝或部分熔透的对接与角接组合 焊缝,其质量等级为:对吊车梁构件为三级, 但外观质量宜符合二级;对一般结构件可采 用三级。
2020/6/11
杭州恒达钢结构实业有限公司
标准、规范的焊接节点
示 B
≥200
K
2
≥300 ≥300
2020/6/11
≥200 ≥600
杭州恒达钢结构实业有限公司
≥2B
标准、规范的焊接节点
《钢结构工程施工质量验收规范》(GB50205-2001)
H型钢或工字钢对接,需在腹板上开“过焊孔”其要 求见下图:
R
t 当t≤ 20,R=30;当t>20,R=35.
当b ≤20,X=30;当20<b≤35,X=45;
8.2.1:焊接H钢的翼缘板拼接缝和腹板的拼 接缝的间距不应小于200mm。翼缘板拼接 长度不应小于2倍板宽;腹板拼接宽度不应小 于300mm ,长度不应小于600mm。(箱形 截面比照进行)
2020/6/11
杭州恒达钢结构实业有限公司
标准、规范的焊接节点
《钢结构工程施工质量验收规范》(GB50205-2001) 8.2.1:图
标准、规范的焊接节点
《建筑钢结构焊接技术规程》(JGJ81-2002)
❖ 角焊缝的最小计算长度应为焊脚尺寸(hf)的8倍,且 不得小于40mm。
❖ 角焊缝当被焊构件之较薄厚度≥25mm时,宜采用 局部开坡口的角焊缝。
❖ 单层角焊缝之允许最小焊脚尺寸:
母材厚度
焊脚最小尺寸hf 母材厚度 焊脚最小尺寸hf
标准、规范的焊接节点
《钢结构工程施工质量验收规范》(GB50205-2001) 5.2.5:图 示
t
1/4t 1/4t
t
1/4t 1/4t
t
1/4t 1/2t
t
1/2t
(a)
2020/6/11
(b)
(c)
(d)
杭州恒达钢结构实业有限公司
标准、规范的焊接节点
《钢结构工程施工质量验收规范》(GB50205-2001)