氧化铝耐磨粉 涂料专用
阿克苏诺贝尔粉末涂料Interpon RDX PZ ALZ66CS产品说明书
Product Data SheetAkzoNobel Powder CoatingsInterpon RDX PZALZ66CSProduct Description Interpon RDX PZ is a powder coating primer containing zinc which is designed to give enhanced corrosion protection of mild steel.This duplex system combines cathodic protection and barrier effect. It consists of a two-layersystem with a zinc rich primer Interpon RDX PZ overcoated with a Interpon powder topcoator PU liquid topcoat.Dedicated to steel protection with a surface pre-treatment obtained by grit/shot. InterponRedox PZ is based on a specific epoxy zinc rich formulation that brings conductivity to enablethe cathodic protection. Interpon Redox PZ includes a specific anticorrosive function whichimproves the protection in case of scratch.Powder Properties Chemical type Thermosetting epoxyAppearance SmoothGloss level (60°)40-70%Color Zinc greyRecommended FilmThickness (µm)60 - 120 µmDensity (g/cm3)2,0 g/cm³Application ElectrostaticStorage Under dry, cool (≤ 25°C) conditionsShelf life At least 12 months from production dateCuring schedule See section curing bellowTest Conditions The results shown below are based on mechanical and chemical tests which (unlessotherwise indicated) have been carried out under laboratory conditions and are given forguidance only. Actual product performance will depend upon the circumstances under whichthe product is used.Substrate/Pretreatment Steel; Grit blastingPrimer Thickness 60-80 micronsPrimer Curing 10 minutes at 170°C (Object Temperature)Topcoat Interpon 600 / D1010Topcoat Thickness 60-80 micronsTopcoat Curing 10 minutes at 200°C (Object Temperature)Mechanical Tests Bending test(Cylindrical Mandrel)ISO 1519 Pass 5 mm (Primer)Adhesion ISO 2409(2mm crosshatch) Class 0 (Primer) Class 0 (system)Cupping ISO 1520 Pass 8 mm (Primer) Direct Impact GB 1732-93 Pass 50 kg.cm (Primer)Pass 30 kg.cm (System)Corrosion Tests Mild Steel The results shown are based on tests which (unless otherwise indicated) have been carried out under laboratory conditions and are given for advice only, actual performance depends upon the circumstances under which the product is used.Neutral Salt Spray ISO 9227 Results are detailed in Table1 of AppendixPretreatment Surface preparation depends upon the metal, the type of surface, its conditions and theApplication Interpon RDX PZ can be applied by manual or automatic electrostatic spray equipment. For tribo spray, it should be tested before commencing production.Application settings Fluidizing air pressure: 1.5kg/cm2 initially then 1kg/cm2Transport air pressure: 0.5 to 0.8 kg/cmRecommended voltage: 65 to 70kVCuring limits Primer should be cured using the recommended curingschedules, before application of the topcoat. The objecttemperature must not be below 110°C or above 220°C.Recommended DFT 60-120 µmRecycling Trials, with suitable recycling equipment, must be carriedout before commencing production. Attention should bepaid to the ratio of new powder, a minimum of 80% mustbe used. Gun nozzles must be cleaned every 30 minutes.Note: Failure to comply with the recommended curing conditions may affect the adhesion ofthe topcoat and cause performance degradation. Parts coated with Interpon RDX PZ shouldnot be handled if possible. If unavoidable, clean lint-free gloves must be worn.Curing Interpon RDX PZ shows a wide curing range must allowing application on substrates of different nature and thicknesses.Green curing Full semi-curingObject temperature Min Max Min Max110°C 15’ 40’130°C 12’ 30’160°C 12’ 23’170°C 8’ 17’180°C 6’13’200°C 2’ 8’220°C 1’30’’ 5’30’’The Interpon RDX PZ system provides excellent protection against corrosion on the surface to which it is applied. However, the efficiency of this protection depends on the surface, its preparation before coating and the topcoat applied.If there is penetrating damage through the coating system to the substrate, there may be localized signs of corrosion where damage has occurred but this will not affect the adhesion of the film to the adjacent surface. Interpon RDX PZ considerably limits the extent of spread of corrosion in the event of coating damage.Topcoat Application Primer should be over-coated on the same site within 12 hours of applying the primer. If the delay exceeds 12 hours the parts should be heated for 12 minutes at 160°C. (object temperature). The delay must not exceed 24 hours.Refer to the Product Data Sheet for the powder topcoat for application parameters.To ensure the integrity of the system, as well as optimum performance, the whole system must be cured in accordance with the recommended curing conditions for the topcoat. Curing should be carried out in a convection oven, optionally with infra-red heaters. There must be a uniform heat distribution inside the oven.Note: Failure to comply with the recommended final curing conditions may cause variations in color and gloss and cause performance degradation of the system. A detailed protocol for applying Interpon RDX PZ system is available on request.Damage repair Any damage of the Interpon RDX PZ coating system must be repaired as soon as possible.Surface preparationDamaged areas must be clean and free of grease or rust. Dry-sand the area with 600grade paper down to the substrate. The area must be completely free of dust and cleanedwith a non-aggressive solvent before proceeding.ApplicationFor repairs the following two-coat liquid paint system from International Protective Coatingsis recommended:1st Coat: two-pack zinc-rich epoxy primer, Interzinc 722nd Coat: two-pack polyurethane topcoat, Interthane 990Safety Precautions This product is intended for use only by professional applicators in industrial environments and should not be used without reference to the relevant health and safety data sheetwhich Akzo Nobel has provided to its customers.Disclaimer IMPORTANT NOTE: The information in this data sheet is not intended to be exhaustive and is based on the present state of our knowledge and on current laws: any person using the product for any purpose other than that specificallyrecommended in the technical data sheet without first obtaining written confirmation from us as to the suitability ofthe product for the intended purpose does so at his own risk. It is always the responsibility of the user to take allnecessary steps to fulfil the demands set out in the local rules and legislation. Always read the Material Data Sheetand the Technical Data Sheet for this product if available. All advice we give or any statement made about theproduct by us (whether in this data sheet or otherwise) is correct to the best of our knowledge but we have no controlover the quality or the condition of the substrate or the many factors affecting the use and application of the product.Therefore, unless we specifically agree in writing otherwise, we do not accept any liability whatsoever for theperformance of the product or for any loss or damage arising out of the use of the product. All products supplied andtechnical advices given are subject to our standard terms and conditions of sale. You should request a copy of thisdocument and review it carefully. The information contained in this data sheet is subject to modification from time totime in the light of experience and our policy of continuous development. It is the user's responsibility to verify thatthis data sheet is current prior to using the product.Brand names mentioned in this data sheet are trademarks of or are licensed to AkzoNobel.Appendix 1: Performance tables Neutral Salt SprayCoating System Interpon RDX PZ / ALZ66CS + Interpon D1010 Conditions Substrate Steel 2mmPretreatment Grit blastingSA 2.5 – Ra 6-12µmPrimer thickness 60 - 80 µmTopcoat thickness 80 - 100 µmAdhesion on surface before test Class 0Neutral Salt Spray ISO 9227 Time Quotation Average corrosion creep (mm) 1 440 hours Scribe 1,74 mm ± 0,36Coating System Interpon RDX PZ / ALZ66CS + Interpon D1010 Conditions Substrate Steel 2mmPretreatment Grit blastingSA 2.5 – Ra 6-12µmPrimer thickness 60 - 80 µmTopcoat thickness 80 - 100 µmAdhesion on surface before test Class 0Cyclic corrosion test ISO 20340 Time Quotation Average corrosion creep (mm) 25 weeklycyclesScribe 6,13 mm ± 1,32/contact-us/Copyright © 2020 Akzo Nobel Powder Coatings Ltd. Interpon is a registered trademark of AkzoNobel Interpon RDX PZ - Issue #1Last Revision Date: 20.11.2020 Author: Lab Songjiang Shanghai。
耐磨铝粉纯环氧漆 Intershield300
产品叙述一种淡色、耐磨、纯环氧铝粉涂料,具有极佳的长期耐腐蚀性和低温施工特性。
预期用途一种通用底漆,可直接施工在经机械处理的车间底漆上。
适于与控制型阴极保护保护一起使用。
用于新船或保养和维修。
产品资料颜色ENA300-古铜色, ENA301-铝色面漆/光泽无光转化剂/固化剂ENA303体积固体份60% ±2% (ISO 3233:1998)混合比例 2.50 体积的甲组份比 1 体积的乙组份 标准膜厚150 微米干膜厚 (250 微米湿膜厚)理论涂布率 4.00 (平方米/公升) 在150微米的干膜厚度时,允许合适的损耗系数。
施工方法无气喷涂, 刷涂, 辊涂闪点甲组份 28°C ; 乙组份 26°C ; 混合的 28°C 诱导期不需要干燥资料-5°C 5°C 25°C 35°C指干[ISO 1517:73]7小时5小时3小时2小时 硬干[ISO 9117:90]10小时8小时6小时3小时活化寿命6小时6小时150分钟60分钟说明:当Intershield 300被用作Intersleek 配套的一部分时,见“限定”一节。
复涂数据-见“限定”底材温度-5°C5°C25°C35°C用……复涂最小最大最小最大最小最大最小最大Interfine 691 10小时 3天 8小时 3天 6小时 3天 3小时 3天 Interfine 979 - - 8小时 7天 6小时 7天 3小时 7天 Intergard 263 14小时 14天 9小时 14天 7小时 14天 4小时 14天 Intergard 269 14小时 6月数 9小时 6月数 7小时 6月数 4小时 3月数 Intergard 740 14小时 14天 9小时 7天 7小时 4天 4小时 4天 Intershield 300浸水区域14小时14天9小时14天7小时14天4小时14天Intershield 300 非浸水区域 14小时 6月数 9小时 6月数 7小时 6月数 4小时 3月数 Intersleek 717 - - 9小时 14天 7小时 14天 4小时 14天 Intersleek 737 - - 7小时 24小时 5小时 10小时 3小时 7小时 Interthane 990 14小时 5天 9小时 5天 7小时 3天 4小时 2天 Intertuf 674 14小时 7天 9小时 7天 7小时 5天 4小时 5天说明:采用 Intersleek 386进行复涂时,参阅 Intersleek 731的数据。
粉末涂料中氧化铝的作用

粉末涂料中氧化铝的作用
粉末涂料始于20 世纪50 年代,是由聚合物、填料和助剂组成的粉状涂料。
目前粉末涂料存在边角上粉率较低、流动性较差、固化要求较高以及固化后的涂膜存在缺陷等主要缺点。
气相法氧化铝具有颗粒细、可分散性好和表面带正电等特征,可作为粉末涂料的有效填料,添加后能明显改善粉末涂料的流动性、上粉率、耐腐蚀等各方面性能。
粉末涂料中添加气相法氧化铝后,喷涂后其在涂膜表面会形成紧密、均匀的氧化膜保护结构,屏蔽了腐蚀介质,实现对涂层表面防护,起到耐腐蚀的作用;氧化铝自身是带大量正电荷,能够有效改善粉末的摩擦带电性,并在喷涂过程中有效克服法拉第笼效应,从而提高粉末上粉率;氧化铝还能有效降低颗粒与颗粒之间的静电引力,同时避免由于范德华力、吸潮、颗粒磨擦等现象产生的粉末间的粘连,有效提升了粉末的流动性和防止粉末涂料的结块现象。
通常气相法氧化铝的加入量是粉末涂料总质量的0.1%-0.3%。
实验表明氧化铝的加入量达到一定限度才能有效提升,粉末上粉率,在未达到限度之前是没有作用的,这个加入量和氧化铝本身的比表面积大小和粒径分布有关。
氧化铝的分类及应用
氧化铝的晶体结构
活性氧化铝
多孔性、高分散度的氧化铝,有大的表面积 (300m2/g),优良的热稳定性等
活性氧化铝的用途 吸附 催化剂 催化剂载体
活性氧化铝的吸附特性
比表面积大,吸附性能高于硅胶 能够干燥气体、液体。活性氧化铝干燥剂具有很强的
吸湿性,且吸附后外观不胀不裂保持原状,正因为活 性氧化铝这个优良的特性,因此活性氧化铝被作为新 型的干燥剂产品使用,主要用于石油化工气液相用深 度干燥和自控仪表风变压吸附干燥,
活性氧化铝废水处理
活性氧化铝除氟剂的用途 氧化铝脱氯剂的用途 双氧水专用活性氧化铝吸附剂 脱除磷酸根
氧化铝催化剂
催化剂:cluss催 化剂,脱硫催化剂
催化剂载体
α-Al2O3的生产
添加剂 保温时间 烧结温度
氧化铝
添加剂
生产窑炉 倒焰窑
梭式窑 隧道窑 回
混合
转炉
粉碎及分级
烧结
单体磨 连续磨
Bulk density/g/cm3
3.95
3.90
3.85
3.80
3.75
3.70 1560
1580
1600
1620
1640
Temperature/℃
1660
1680
1700
微晶氧化铝陶瓷
断面 1620℃
表面1620℃
断面 1680℃
表面1680℃
其它应用简介
磨料 化工 抛光 新能源 锂离子电池 蓝宝石
检验
包装
生产设备-倒焰窑
投资小 能耗高 劳动强度大 操作环境恶劣 生产效率低 周期长
生产设备-梭式窑
梭式窑的改进
生产设备-隧道窑
生产设备-回转窑
氧化铝

氧化铝氧化铝,又称三氧化二铝,俗称“矾土”。
是一种白色无定形粉状物。
与氧化铝有关的基本知识因氧化铝有不同的晶形,它可能属于不同的晶体类型:刚玉型晶体接近于原子晶体,其它晶型的基本上是离子晶体。
熔点为2050℃,沸点为3000℃,真密度为3.6g/cm。
它难溶于水,能溶解在熔融的冰晶石中。
它是铝电解生产中的主要原料,化学反应方程式为:2Al2O3=4Al+3O2。
工业上可从铝土矿中提取,化学方程式:溶解:将铝土矿溶于NaOH:Al2O3+2NaOH=2NaAlO2+H2O,过滤:除去残渣氧化铁,铝硅酸钠等酸化:向滤液中通入CO2.NaAlO2+CO2+H2O=Al(OH)3+NaHCO3.过滤,灼烧Al(OH)32Al(OH)3=Al2O3+3H2O.注释:电解时为使氧化铝融熔温度减低,在其中添加冰晶石电解:2Al2O3=4Al+3O2。
它有四种同素异构体β-氧化铝δ-氧化铝γ-氧化铝α-氧化铝,主要有α型和γ型两种变体,α型氧化铝熔点、沸点很高,不溶于水和酸,工业上也称铝氧,是制金属铝的基本原料;也用于制各种耐火砖、耐火坩埚、耐火管、耐高温实验仪器;还可作研磨剂、阻燃剂、填充料等;高纯的α型氧化铝还是生产人造刚玉、人造红宝石和蓝宝石的原料;还用于生产现代大规模集成电路的板基.γ型氧化铝是氢氧化铝在140-150℃的低温环境下脱水制得,工业上也叫活性氧化铝、铝胶.γ型氧化铝不溶于水,能溶于强酸或强碱溶液,将它加热至1200℃就全部转化为α型氧化铝.γ型氧化铝活性高吸附能力强,耐压性好.在石油炼制和石油化工中是常用的吸附剂、催化剂和催化剂载体;在工业上是变压器油、透平油的脱酸剂,还用于色层分析;在实验室是中性强干燥剂,其干燥能力不亚于五氧化二磷,使用后在175℃以下加热6-8h还能再生重复使用.我们所熟知的纯净的金属铝与空气中的氧气所生成的一层致密的氧化铝薄膜便是α型氧化铝。
我们所熟知的红宝石、蓝宝石的主成份也为氧化铝,但因为其它杂质而呈现不同的色泽。
耐磨漆种类

耐磨漆种类随着现代社会生活节奏的加快,人们对于家居装修的要求也越来越高。
在家居装修中,选择一种耐磨漆是非常重要的,因为它可以有效延长墙面的使用寿命,提高墙面的耐久性和美观性。
下面我们来了解一些常见的耐磨漆种类。
1. 丙烯酸漆丙烯酸漆是一种水性漆,具有优良的耐磨性和耐污染性。
它不含有害物质,对人体和环境无害,是一种绿色环保的涂料。
丙烯酸漆的颜色饱满,干燥快,不易褪色,是家庭装修中常用的一种耐磨漆。
2. 聚氨酯漆聚氨酯漆是一种溶剂型漆,具有较好的耐磨性和耐候性。
它的涂层坚固耐用,可以长时间保持墙面的光泽和色彩。
聚氨酯漆适用于对耐磨性要求较高的地方,如地板、家具等。
3. 硅酸盐漆硅酸盐漆是一种无机涂料,具有极强的耐磨性和耐候性。
硅酸盐漆的涂层坚硬耐磨,不易被刮伤,是一种非常耐用的涂料。
硅酸盐漆适用于对墙面耐磨性要求较高的场所,如走廊、门厅等。
4. 纳米漆纳米漆是一种新型的涂料,具有超强的耐磨性和耐污染性。
纳米漆的分子结构非常稳定,可以有效防止漆膜龟裂和脱落。
纳米漆适用于对耐磨性和美观性要求都很高的场所,如客厅、卧室等。
5. 环氧地坪漆环氧地坪漆是一种专门用于地面的耐磨涂料,具有极强的耐磨性和耐腐蚀性。
环氧地坪漆的涂层坚硬耐用,可以长时间承受人员和车辆的磨损。
环氧地坪漆适用于车库、仓库等对地面耐磨性要求较高的场所。
总的来说,选择一种适合自己需求的耐磨漆是非常重要的。
不同的耐磨漆种类有着不同的特点和适用场所,我们可以根据自己的需求来进行选择。
希望以上介绍的耐磨漆种类可以帮助到大家,让你的家居装修更加耐用和美观。
佐敦涂料Penguard EXA II Comp B耐磨环氧铝粉漆安全技术说明书
液体。
产品类型应急咨询电话(带值班时间)::企业标识:化学品的推荐用途和限制用途产品代码:33463中国化学事故应急服务 Tel: +86 532 83889090佐敦涂料(张家港)有限公司中国江苏扬子江国际化学工业园南海路39号 215634电话: +86 512 58937988传真: +86 512 58937986Jotun Coatings (Zhangjiagang) Co. LtdNO.39 Nanhai Road Jiangsu Yangtze River International Chemical Industry Park,Jiangsu Province 215634 China Tel: +86 512 58937988Fax: +86 512 58937986中远佐敦船舶涂料(青岛)有限公司中国山东省青岛市高新区春阳路800号总机电话: +86-532-68689888总机传真: +86-532-66726750Jotun COSCO Marine Coatings (Qingdao) Co. Ltd.No. 800, Chunyang Road, High-tech Zone, Qingdao, P. R. China Tel: +86-532-68689888Fax: +86-532-66726750产品名称Penguard EXA II Comp B :耐磨环氧铝粉漆EXA II 组份B产品描述:固化剂。
易燃液体 - 类别 3皮肤腐蚀/刺激 - 类别 2严重眼损伤/眼刺激 - 类别 1致癌性 - 类别 2特异性靶器官毒性 一次接触 (呼吸道刺激) - 类别 3危害水生环境一急性危险 - 类别 3GHS危险性类别:警示词:危险.象形图:标签要素H315 - 造成皮肤刺激。
H318 - 造成严重眼损伤。
H335 - 可能造成呼吸道刺激。
H351 - 怀疑致癌。
H402 - 对水生生物有害。
功能性粉体材料
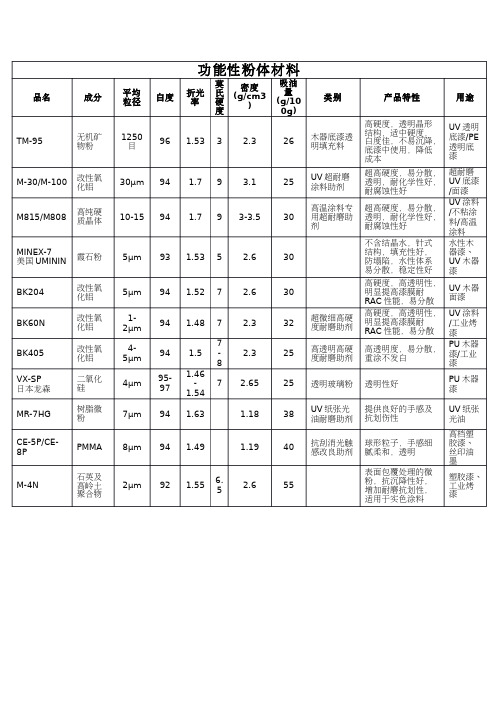
UV 透明 底漆/PE 透明底 漆
M-30/M-100
改性氧 化铝 高纯硬 质晶体
30μm
94
1.7
9
3.1
25
UV 超耐磨 涂料助剂 高温涂料专 用超耐磨助 剂
M815/M808
10-15
94
1.7
9
3-3.5
30
MINEX-7 美国 UMININ BK204 BK60N BK405 VX-SP 日本龙森 MR-7HG CE-5P/CE8P
霞石粉
5μm
93
1.53
5
2.6
30
改性氧 化铝 改性氧 化铝 改性氧 化铝 二氧化 硅 树脂微 粉 PMMA 石英及 高岭土 聚合物
5μm 12μm 45μm 4μm 7μm
94 94 94 9597 94
1.52 1.48 1.5 1.46 1.54 1.63
7 7 7 8 7
2.6 2.3 2.3 2.65 1.18
功能性粉体材料
品名 成分 平均 粒径 白度 折光 率 莫 氏 硬 度 密度 (g/cm3 ) 吸油 量 (g/10 0g) 26 类别 产品特性 高硬度,透明晶形 结构,适中硬度, 白度佳,不易沉降, 底漆中使用,降低 成本 用途
TM-95
无机矿 物粉
1250 目
96
1.53
3
2.3
木器底漆透 明填充料
30 32 25 25 38
超微细高硬 度耐磨助剂 高透明高硬 度耐磨助剂 透明玻璃粉 UV 纸张光 油耐磨助剂 抗刮消光触 感改良助剂
超高硬度,易分散, 超耐磨 透明,耐化学性好, UV 底漆 耐腐蚀性好 /面漆 UV 涂料 超高硬度,易分散, /不粘涂 透明,耐化学性好, 料/高温 耐腐蚀性好 涂料 水性木 不含结晶水,针式 器漆、 结构,填充性好, UV 木器 防塌陷,水性体系 易分散,稳定性好 漆 高硬度,高透明性, UV 木器 明显提高漆膜耐 面漆 RAC 性能,易分散 高硬度,高透明性, UV 涂料 明显提高漆膜耐 /工业烤 RAC 性能,易分散 漆 PU 木器 高透明度,易分散, 漆/工业 重涂不发白 漆 透明性好 提供良好的手感及 抗划伤性 球形粒子,手感细 腻柔和,透明 表面包覆处理的微 粉,抗沉降性好, 增加耐磨抗划性, 适用于实色涂料 PU 木器 漆 UV 纸张 光油 高档塑 胶漆、 丝印油 墨 塑胶漆、 工业烤 漆8μm941.491.19
氧化铝陶瓷

五、氧化铝陶瓷的烧结 氧化铝制品在烧结过程中不出现液相,是通过固 相间反应来烧结。同传统陶瓷相比较烧结过程要简单 些。 1)烧结前阶段。随温度升高,坯体收缩,致密度 和强度变化都不大,微观组织上晶粒尺寸没有变化, 由于水分和粘结剂被排除,颗粒间仅有点接触,坯体 中孔隙很大。为防止开裂和变形,必须严格控制升温 速度,缓慢排物。 2)烧结初期阶段。温度有较小幅度变化,体积收 缩,致密度等会发生很大变化。尽管微观组织上晶粒 尺寸仍无显著变化,但颗粒不在是点接触,孔隙率大 大减小。这一阶段坯体发生因烧结而出现的体积收缩, 较易引起坯体开裂和变形。
3)烧结后期阶段。随温度的上升,坯体进一步收 缩,致密性和强度的变换达到最大后又缓慢变化, 最后达到几乎不变的程度。微观组织上晶粒尺寸 明显变大,孔隙率变得很小,而且互不连通,形 成孤立气孔,部分气孔残留在晶粒内。
六、氧化铝陶瓷的应用 1)机械方面。有耐磨氧化铝陶瓷衬砖、衬板、衬 片,氧化铝陶瓷钉,陶瓷密封件(球阀),黑色氧 化铝陶瓷切削刀具,红色氧化铝陶瓷柱塞(柱塞泵) 等。 2)电子、电力方面。有各种氧化铝陶瓷底板、 基片、陶瓷膜、高压钠灯透明氧化铝陶瓷以及各种 氧化铝陶瓷电绝缘瓷片,电子材料,磁性材料等。 3)化工方面。有氧化铝陶瓷化工填料球,氧化 铝陶瓷滤膜,氧化铝陶瓷耐腐蚀涂层等。 4)医学方面。有氧化铝陶瓷人工骨、人工牙齿、 人工关节等
三、氧化铝陶瓷的分类 氧化铝陶瓷分为高纯型与普通型两种。 高纯型氧化铝陶瓷系Al2O3含量在99.9%以上的陶 瓷材料,其烧结温度高达1650—1990℃,一般制成熔融 玻璃以取代铂坩埚;利用其透光性及可耐碱金属腐蚀性 用作钠灯管;在电子工业中可用作集成电路基板与高频 绝缘材料。 普通型氧化铝陶瓷系按Al2O3含量不同分为99瓷、 95瓷、90瓷、85瓷等品种,有时Al2O3含量在80%或75% 者也划为普通氧化铝陶瓷系列。其中99氧化铝瓷材料 用于制作高温坩埚、耐火炉管及特殊耐磨材料,如陶瓷 轴承、陶瓷密封件及水阀片等;95氧化铝瓷主要用作 耐腐蚀、耐磨部件;85瓷中由于常掺入部分滑石,提 高了电性能与机械强度,可与钼、铌、钽等金属封接, 有的用作电真空装置器件。
氧化铝陶瓷的发展与应用
氧化铝陶瓷的发展与应用(总5页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除氧化铝陶瓷的发展与应用前言氧化铝陶瓷具有机械强度高,绝缘电阻大,硬度高,耐磨、耐腐蚀及耐高温等一系列优良性能,其广泛应用于陶瓷、纺织、石油、化工、建筑及电子等各个行业,是目前氧化物陶瓷中用途最广、产销量最大的陶瓷新材料。
通常氧化铝陶瓷分为2 大类,一类是高铝瓷,另一类是刚玉瓷。
高铝瓷是以Al2O3 和SiO2 为主要成分的陶瓷,其中Al2O3 的含量在45 %以上,随着Al2O3 含量的增多,高铝瓷的各项性能指标都有所提高。
由于瓷坯中主晶相的不同,又分为刚玉瓷、刚玉—莫来石瓷、莫来石瓷等。
根据Al2O3 含量的不同,习惯上又称为75瓷、80 瓷、85 瓷、90 瓷、92 瓷、95 瓷、99 瓷等。
高铝瓷的用途极为广泛,除了用作电真空器件和装置瓷外,还大量用来制造厚膜、薄膜电路基板,火花塞瓷体,纺织瓷件,晶须及纤维,磨料、磨具及陶瓷刀,高温结构材料等。
目前市场上生产、销售和应用最为广泛的氧化铝陶瓷是Al2O3 含量在90 %以上的刚玉瓷。
1 原料作为陶瓷原料主要成分之一的氧化铝在地壳中含量非常丰富,在岩石中平均含量为15. 34 % ,是自然界中仅次于SiO2 存量的氧化物。
一般应用于陶瓷工业的氧化铝主要有2 大类,一类是工业氧化铝,另一类是电熔刚玉。
1. 1 工业氧化铝工业氧化铝一般是以含铝量高的天然矿物铝土矿(主要矿物组成为铝的氢氧化物, 如一水硬铝石(xAl2O3·H2O> 、一水软铝石、三水铝石等氧化铝的水化物组成> 和高岭土为原料,通过化学法(主要是碱法,多采用拜尔法———碱石灰法> 处理,除去硅、铁、钛等杂质制备出氢氧化铝,再经煅烧而制得,其矿物成分绝大部分是γ- Al2O3 。
工业氧化铝是白色松散的结晶粉末,颗粒是由许多粒径< 0. 1μm 的γ- Al2O3 晶体组成的多孔球形聚集体,其孔隙率约为30 % ,平均粒径为40~70μm。
常用喷涂熔覆粉末(如Ni65等)

①:Ni60镍基合金粉末(执行GB5316)特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末中应用最广泛的一种。
具有优良的综合性能,耐腐蚀,抗氧化性,耐热,耐低应力磨粒磨损及良好的冲击韧性。
熔点低,固液相温度区间宽,对多种基体和WC颗粒等有强的润湿能力,操作简便。
主要用途及工艺:建议用于750°C以下耐磨,耐蚀,抗氧化的场合,如抽油泵柱塞,轴套,拉丝轮,风机叶片等部件的修复与预保护。
适用于火焰喷焊,等离子喷焊及喷涂,超音速喷涂等工艺。
化学成分与硬度:规格 C B Si Cr Fe Ni HRC Ni60A 0.7〜1.1 3.0〜4.0 3.5〜5.0 15.0〜17.0 W5 余量58〜62Ni60B 0.7〜1.1 3.0〜4.0 3.5〜5.0 15.0〜17.0 <17 余量58〜②:Ni65镍基合金粉末特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末,较高含量的铬使镍基产生固溶强化,并增强其耐蚀性和抗高温氧化能力,过量的铬与C,B生成硬度极高的硬质相,弥散分布在基体中,大大提高了合金焊层的耐磨性能。
主要用途及工艺:建议用于耐高温冲蚀磨损,低应力磨粒磨损,硬面磨损等场合,如高压泵活塞杆,泥浆泵柱塞,炼油厂耐酸泵,烟道风机叶片,造纸机磨盘等部件表面硬化。
适用于氧-乙炔喷焊及高频重熔工艺,超音速喷涂等工艺。
化学成分与硬度:③:Ni60C镍基合金粉末特性说明:该粉末保留了Ni60A所有优良的综合性能,同时提高了铬的含量,加入少量的钼、铜、稀土,使晶粒细化,进一步提高了涂层的高温强度和红硬性,能显著提高合金在高温氧化物和高温硫化物以及在非氧化性酸、有机酸和海水等工矿条件下的在耐蚀能力。
主要用途及工艺:建议用于油田含硫化物较低的油井抽油泵柱塞表面处理及耐海水耐蚀的工况。
适用于火焰喷焊,等离子喷焊及喷涂,超音速喷涂等工艺。
化学成分与硬度:④:Ni55镍基合金粉末(执行GB5316)特性说明:该粉末是高硬度Ni-Cr-B-Si系自熔性合金粉末中的一种。
Intershield

一种双组份,抗磨损纯环氧含铝粉涂料,具有卓越持久防腐性能。
配方基于聚合物专利技术,可快速固化和复涂甚至在低温环境。
产品说明作为一种耐磨涂料,能够减少机械损伤导致的腐蚀,在侵蚀性环境中提供屏蔽防护。
非常适合于用作通用底漆,用于海上平台和浮式生产与储存设备的水下船体、干舷部、外部上层结构、甲板、油舱和压载舱等区域.可直接涂覆在经机械处理的车间底漆或经适当处理的裸钢上。
设计用途古铜色, 铝色不适用60% ± 2%干膜厚100-200微米 (4-8密耳) 相当于 湿膜厚167-333微米 (6.7-13.3密耳)在150微米干膜厚度和所述体积固体份的情况下,4 平方米/公升在 6 密耳干膜厚度和所述体积固体份的情况下,160 平方英尺/美制加仑允许适当的损耗系数适用于无气喷涂, 刷涂, 滚涂涂装数据INTERSHIELD 300颜色光泽体积固体份典型厚度理论涂布率实际涂布率施工方法干燥时间温度表干硬干最小最大¹ 当 Intershield 300 复涂于Intergard 263或269用于浸水用途时,请参阅此复涂数据² 所给出的值是针对可能发生浸没的情形;对于大气工况,见“产品特性”章节。
当采用 Intersleek 737 进行复涂时,请参阅 第三页自重涂间隔-5°C (23°F) 7 小时10 小时14 小时¹14 天²5°C (41°F) 5 小时8 小时9 小时¹14 天²15°C (59°F) 4 小时7 小时8 小时¹14 天²25°C (77°F) 3 小时 6 小时7 小时¹14 天²40°C (104°F)1.5 小时2.5 小时3 小时¹10 天²A组份 28°C (82°F); B组份 26°C (79°F); 混合后 28°C (82°F)1.23 千克/升 (10.3 磅/加仑)法规符合性数据闪点(典型)产品重量挥发性有机化合物关于更多详细资料,请见关于“产品特性”的章节3.22 磅/加仑 (386 克/升) 美国环境保护局第24号方法318 克/公斤欧共体溶剂排放指令含量1999年第13号委员会指令329 克/升中国国家标准 GB 23985第1 页,共 4页发行日期:2020/12/17Protective Coatings所有待涂表面应清洁、干燥且无污染物。
氧化铝耐磨细粉
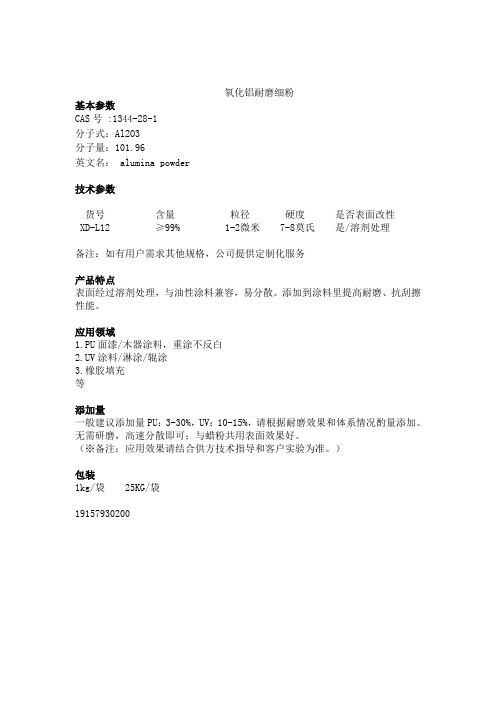
氧化铝耐磨细粉
基本参数
CAS号 :1344-28-1
分子式:Al2O3
分子量:101.96
英文名: alumina powder
技术参数
货号含量粒径硬度是否表面改性
XD-L12 ≥99% 1-2微米 7-8莫氏是/溶剂处理
备注:如有用户需求其他规格,公司提供定制化服务
产品特点
表面经过溶剂处理,与油性涂料兼容,易分散。
添加到涂料里提高耐磨、抗刮擦性能。
应用领域
1.PU面漆/木器涂料,重涂不反白
2.UV涂料/淋涂/辊涂
3.橡胶填充
等
添加量
一般建议添加量PU:3-30%,UV:10-15%,请根据耐磨效果和体系情况酌量添加。
无需研磨,高速分散即可;与蜡粉共用表面效果好。
(※备注:应用效果请结合供方技术指导和客户实验为准。
)
包装
1kg/袋 25KG/袋
19157930200。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
アルミナ耐磨粉(涂料专用)
★製品概要
CAS#:1344-28-1
塗料専用耐磨粉はアルミナで特殊処理でもらったものです。
各種塗料、ペンキに使って、耐磨性は増強できるし、硬度も向上できるし、よく使われています。
該当製品は硬度と透明性も良いです。
目前地板表ペンキ、裏ペンキ、鍋に貼らない表ペンキを使用が多いです、効果も良いです。
★技術インデックス
項目品質標準
品番VK-L15T VK-L16T
外観白い粉末白い粉末
含有量﹪>99>99
粒子径1-5um45-50um
★使用性能
1、塗料専用耐磨粉を入れて、塗料コーディングに補強作用がします、コーデ
ィングの硬度と耐磨性も向上できます。
硬度も投与量の増加に伴い増えます。
2、塗料専用耐磨粉を入れて、塗料、コーディングの付着力と透明性に影響が
有りません。
3、塗料専用耐磨粉を入れて、コーディング固化する時の体積収縮を軽くでき
て、コーディングと基体間の付着力を改善できます。
4、塗料専用耐磨粉の添加量は増えるほど、コーディングの熱安定性も向上できます。
★投与量
推薦投与量は2%~10%です、お客様は実際の試験により、適当な添加量をお決めてください。