NA-3操作维修手册
NA_SC03螺杆压缩机控制模块技术手册

汉钟 LB/鲍斯机组 SV1(进气/平衡阀) SV2(电机喷液阀)
此模式下将会检测 PT100 温度传感器,且开启电机喷液功能。 F19=1 时;
RFC 三段二容调能量关系表
RB10 三段
SV1(NC)
SV2(NC)
旁通阀(SV3)
100%负载
-
75%负载
-
50%负载
-
Stop
F19=2 时;
RB10 三段 100%负载 66%负载 33%负载
照本使用手册的接线图及使用方法。
传感器使用一段时间后会出现示值误差。如发现计量偏差,除了调节修正功
能外,同时建议校正或更换传感器。
所有接入的开关量信号都是无源的,请一定注意核对,禁止带有强电的电源
接入。
对违反安全操作规程及未按使用手册使用造成的损失,本公司不负有任何责任。
怎样开机或关机?
1
苏州新亚科技有限公司产品技术手册
V1.1
在主界面下按下开关机按钮,实现开机/关机切Hale Waihona Puke 。怎样从告警(保护)状态恢复?
当发生告警时,保护电路动作,断开相应负载并且锁定在断开状态。用户操作界面的告警 复位按钮即可从保护锁定状态恢复。 注:因错相会导致负载严重损坏,故错相告警无法通过自动/人工的方式来恢复,只有调整相 序后重新上电才可解除。
当检测到“开机信号”闭合,同时到达停机保护时间和启动压力时,压缩机即开机,当检 测到“开机信号”断开时,则停机。
“开机信号”来自于终端库温控制器的开机启动信号,取其交流接触器辅助触头的常开 触点或中间继电器的常开触点。
注意:不可带强电接入,只能输入开关量无源信号!
能量级别模式接线方法
2
苏州新亚科技有限公司产品技术手册
NA320 使用说明

主要功能及技术指标
主要功能:
制冷控制:温度显示、温度控制、压缩机开机延时保护、温控探头故障告警、温控探头故障时可以按 设定的开停比定期运行。 化霜控制:定时启动化霜、化霜结束条件为温度和时间双重控制、化霜滴水、手动化霜、化霜探头故 障告警。 外部告警:有一路外部告警,可设置成常开、常开锁定、常闭、常闭锁定、或禁用。 主要技术指标: 温度显示范围: -50~125C(显示单位在-9.9~99.9C 之间为 0.1C,其它温度范围为 1C) 温度设定范围: -45~120C(设置步长在-9.9~99.9C 之间为 0.1C,其它温度范围为 1C) 电源电压 : AC 220V±10%或 380V±10% 50Hz (参见产品后贴) 使用环境 : 温度-10℃~45℃,湿度≤85%,无凝露。 输出触点容量: 2A/380VAC(纯阻性负载) 温度传感器 : NTC R25=5kΩ,B(25/50)=3470K 执行标准 : Q/320585 XYK 01-2004 (NA320-C0
外部告警模式*
0 - 4
0
-
0 1 2 3 4
: : : : :
不使用外部告警 常开,不锁定 常开,锁定 常闭,不锁定 常闭,锁定
F00 退出设置 *注: “压缩机运行频率”是在温控探头故障时起作用,让压缩机工作在保护运转状态,在这个状态下,以 30 分钟为一个周 期,压缩机运转 F22 x 3 分钟,停止 30 – (F22 x 3)分钟,例如: F22 设置为 3,则当温控探头发生故障时压缩机运转 9 分钟,停 21 分钟,如此循环。如果不需要此功能,可将 F22 设为 0。 “外部告警模式” : “常开”表示在正常状态下外部警信号为开路状态,闭合则产生告警; “常闭”则反之。 “锁定”是 指当外部告警信号恢复正常后,控制器仍保持在告警状态,需要人工按键恢复。
NA-3操作及维修手册
Lincoln NA-3操作及维修手册Ⅰ机械安装:1,机头安装:安装应应牢固以防起弧时机头移动,注意机头与工作电缆应与地绝缘。
根据需要,可装在垂直调节器/水平调节器/行走小车上,所定的机头出厂前根据用户的订购模式安装送丝比率,当改变焊丝直径时需改变送丝导向管。
对于不同直径的焊丝需调节随动轮压力调节螺丝,焊丝分两档0.9-2.4㎜和3.0-5.6㎜。
根据需要调节,对较软的焊丝,压力宜小一点。
出厂时送丝轮设为正转(如图所示方向)。
但安装板可转动180°,并对换校直器和导电杆,送丝轮转动方向通过改变控制箱接线上626,627号线来实现。
一般用25㎏送丝盘。
NA-3S/NA-4/NA-3SF出厂时所装焊丝校直器的焊丝直径大于2㎜以上。
机头安装好后,通过校直器和送丝导向管安装焊丝(其入口处为倒圆)而出丝导向管入口处为倒角)。
2,控制箱安装控制箱在标准行走小车或其它的机架上,当装在其它的机架上时,打开控制箱后盖,按照控制箱底板上的安装孔固定控制箱。
3,导电杆组件国一般常用K231和K226●K231导电杆组件:一般用于600A,更高电流可能引起导电嘴磨损坏。
适用于¢2.4-5.6㎜,对不同焊丝需不同导电嘴。
对¢2.0-2.4㎜焊丝还需导电嘴选配件和导丝管。
把工件电缆控制接到导电杆上,用螺栓拧紧,不用完全校直焊线,以保持良好的电接触。
把焊剂漏斗的软管接到锥形组件的开口处。
要注意经常更换坏的导电嘴。
●K226压钳式导电杆:一般用于600-1000A。
K226-T由两个锥形夹组成用于¢2.4-3.2㎜.K226R由一个锥形夹和一个方形夹组成,用于¢3.2-5.6㎜.导电杆装在机头的下部,注意锥形夹的斜坡应朝向工件移动方向。
压钳应与导向管对直,通过调节钳一侧的螺丝来调节Ⅱ电气安装1,电缆连接需600W,115V/50AC(其中,350W给送丝电机和控制电路,250W给行走电路)●从机头到控制箱:所有的工件电缆都接到控制箱后部,每个机头都带1.2m长电机电缆和1.2m长焊剂斗电缆,插到控制箱一侧对应的接口。
2_0NA发动机电喷系统维修手册

47
47 48 48 49 50 51 52 53 54 55 56 57 58 59 60
2
PDF 文件使用 "pdfFactory Pro" 试用版本创建
奇瑞 A520 维修手册
2.0NA 发动机电喷部分
电喷系统维修手册
A21 车辆匹配的是联合电子开发的 ME7.9.7 电喷系统.本手册将对电喷系统一般维修 须知作简单的介绍,然后对发动机电喷系统各传感器元件的工作原理及特点作详细的介绍, 最后对一些典型问题的诊断方法及流程作一些说明.
10
3.电喷系统各元件工作原理及特性
3.1 电子控制单元 ECU 3.2 冷却液温度传感器 3.3 爆震传感器 3.4 氧传感器 3.5 转速传感器(曲轴位置传感器) 3.6 相位传感器(凸轮轴位置传感器) 3.7 电动燃油泵 3.8 电磁喷油器 3.9 空气流量传感器 3.10 双火花点火线圈 3.11 碳罐电磁阀 3.12 燃油压力调节器 3.13 电子节气门和加速踏板 3.14 电子风扇控制 3.15 空调控制
奇瑞 A520 维修手册
2.0NA 发动机电喷部分
目录
1,电喷系统维修须知
1.1,一般的维修须知 1.2,维修过程注意事项 1.3,维修工具 1.4,手册中出现的缩略词注释 4 6 6 6 6 8 9 9 10 10 3 3 3
2,ME7.9.7 系统介绍
2.1,系统基本原理 2.1.1 系统概述:ME7.9.7-Motronic 发动机管理系统(EMS) 2.2,控制信号:ME7.9.7 系统输入/输出信号 2.3,系统故障诊断功能介绍 2.3.1,故障信息记录 2.3.2,故障灯的控制策略 2.3.3,诊断仪连接 2.3.4,通过闪烁码读取故障信息
桑塔纳3000内部车身维修手册

--69-03--
前座安全带的拆卸与安装
拆卸
--拆下安全带下支点紧固螺栓装饰盖 --旋出安全带下支点紧固螺栓 --拆下安全带上支点紧固螺栓装饰盖 --旋出安全带上支点紧固螺栓 --拆下 B 柱内饰板,参见=〉70- 23 页 --拆下 B 柱上安全带内饰盖 --将安全带从 B 柱内饰板的安全带孔
安装
--与拆卸顺序相反 --68-16--
前座乘员侧首饰盒拆卸与安装
拆卸
--沿水平方向将前乘员侧首饰盒向后拉出,拆 下乘员侧首饰盒
安装
--安装顺序与拆卸顺序相反
遮阳板的拆卸与安装
拆卸
--将遮阳板从一侧固定制架钩上拆下 --旋出固定遮阳板螺栓
--如图所示断开化妆镜照明灯线束联接
--68-18--
--如图将固定支架钩转动 90 度拆下支架钩 --拆下遮阳板
2. 安全带边缘织物被撕开源自--69-11--3. 安全带上有烟头烧穿的孔
--69-12--
检查安全带惯性轮(锁紧功能)
检查 1:
--用力将安全带从自动圈缩器上拉出 若无锁紧作用,更换锁扣和整套安全带 检查安全带拉伸和收缩是否存在故障,自动卷缩器是否发 生位置变化
检查 2:
--扣紧安全带。 --汽车加速到 20Km/h,用脚制动实施完全制动。
--取下 C 柱内饰板 --旋出安全带张紧器紧固螺栓 --拆下安全带
安装
安装顺序与拆卸顺序相反
说明:
安装时请根据图示将安全带端部顺时针旋转 180 度(左侧) 或逆时针旋转 180 度(右侧)
--69-09--
安全带的检查 注意!
发生车祸后,要全面地对安全带系统的进行检查。如果检查 确认安全带已损坏,必须向车主作出要求更换安全带的说明。
ASN3简易操作和维护说明书

ASN3金属检测仪 简易简易操作操作操作和维护和维护说明书注意注意::ASN3机器机器在新在新在新产品线使用前产品线使用前产品线使用前,,请按照1-4步骤步骤((主管级主管级密码密码密码))对产品对产品线线速度速度((步骤1)进行设置进行设置,,对金检对金检内部内部内部产品速度产品速度产品速度((步骤2)依据依据产品线的产品线的输送输送皮带速度进行调整皮带速度进行调整皮带速度进行调整,,产品编号产品编号设置设置(步骤3),设置完成进行确认和设置完成进行确认和调调整(步骤4),最终最终完成产品线速度和完成产品线速度和完成产品线速度和产品编号产品编号产品编号设置设置设置。
1. 输送皮带速度输送皮带速度调整调整输送皮带速度是依据产品线速度输送皮带速度是依据产品线速度要求来调节要求来调节要求来调节。
产品编号产品编号设置时设置时设置时,,针对每种产品针对每种产品,,对输送皮带运行速度进行调整运行速度进行调整,,满足满足生产产量生产产量生产产量需求需求需求。
(下一页下一页::金检头内部金检头内部产品产品产品速度调整速度调整速度调整))2. 金检金检内部内部内部产品产品产品速度速度速度调整调整 金检金检检测精度检测精度检测精度和皮带速度和皮带速度和皮带速度相互关联相互关联相互关联。
设置新的设置新的产品编号产品编号产品编号时时,依据依据所需产品线所需产品线所需产品线输送输送输送皮带输送速皮带输送速度,调节金检调节金检内部内部内部产品产品产品速度速度速度的值的值的值。
使得输送使得输送皮带实际速度和金检内部皮带实际速度和金检内部皮带实际速度和金检内部产品产品产品速度参数速度参数速度参数值值一致一致。
(下一页下一页::产品编号产品编号自动自动自动设置设置设置)) 输入安全密码 输入安全密码 输入安全密码 按3. 产品编号自动产品编号自动设置设置产品产品编号编号编号设置设置设置依据依据依据金检内部产品速度调节金检内部产品速度调节金检内部产品速度调节((产品编号设置到01以上以上能进行自动设置能进行自动设置能进行自动设置),),选择选择空置空置产品编号产品编号产品编号((例如01,),接下来介绍产品自动设置接下来介绍产品自动设置接下来介绍产品自动设置过程过程过程。
佳能复印机保养手册

佳能(中国)有限公司一. 准备: 公司 姓名确认工具箱内容: 球,溶剂(&润滑油),拭镜纸,棉布,页等必备物品。
身着得体的服装,确认上次上门检修的记录(准备需要定期更换的零件,例如轮,轮等。
确认本次需要重点检查的部位等。
)确认上门服务的时间。
(客户是否有要求一定在某时维修保养比较方便。
)原则上,每月需要维护保养次。
二. 上门拜访问候机器负责人并说明检修的目的,询问机器的状况,确认故障的部位和问题点(图像不良,卡纸等)。
由于检修过程中不能够使用机器,所以要得到认可后,再开始检修操作。
三. 确认机器状况1.机器复印状况:参考上次检修至今的复印数量,以及总复印数量,确定本次检修必须进行的操作内容。
(如果是MG合同的机器要与客户确认数量)通过维修模式确认A、 计数器数据(每个纸仓):counter->totalcounter->pick-up->c1,c2,c3,c4,MF,2-side;counter->feed卡纸、报错历史:counter->jamreport->error log listB、根据部件的来按照需要进行更换Counter->DRBL-1:定影单元、转印辊、显影单元、手送搓纸轮、手动输送分离片预期寿命均为万张。
2.使用测试页,以便取得检修操作调整前的图像样张。
(维修模式下test->->2(全黑),4(黑带)。
选择各纸盒(包括手送托盘)进行连续复印和双面复印的测试。
如果机器装有DADF的话,还要进行包括双面原稿的动作确认。
如果有分页装订,要进行测试。
确认内容包括:在复印时有无噪音;打印样张图像的前端和左右余白是否正常。
左右印刷深浅浓度有无不同。
全黑样本用于确认是否有白线,或不均匀的现象。
黑带样本用于确认打印有无收缩 NA-3或拉伸或脏污及黑线等。
标准样张四.检修开始 基本按照从上到下的顺序。
(这是由于灰尘和废物会向下掉落,所以如果按相反的顺序进行还要重复进行清洁操作。
DC1000说明书

安全预防……………………………………………………………………………
8
选择合适的位置…………………………………………………………………
8
叠放………………………………………………………………………………… 8
输入接线…………………………………………………………………………… 8
输出连接………………………………………………………………………………… 9
气瓶有爆炸的危险性 7.a.只能使用含有正确焊接保护气体的压缩气 体气瓶,并正确操作气体和压力调节器。所有 胶管和配件等等必须符合应用且状况良好。 7.b.使用角架或固定支座固定气瓶并保持气瓶 直立。 7.c.气瓶应位于: • 远离能够被打击或有形损坏的地方。 • 与焊接或切割操作和气体热源,火源,飞
溅等保持安全距离。 7.d.禁止用焊条,焊钳或其它带电物体接触气 瓶。 7.e.当打开气瓶阀门时操作者的头及脸应避免 正对阀门出口。 7.f.阀门保护应在正确位置并用手拧紧,除非 气瓶将要或正在使用。 7.g.从压缩气体组织 1235 Jefferson Daves Highway, Arlington, VA22202 处得到 CGA 发 行 P-1”正确处理气瓶中的压缩气体的安全防范
谨防焊接烟尘 5.a.焊接产生的废气等不利于身体健康。应避免吸入 这些废气。当焊接时,头部不要面对这些废气。使 用足够的通风设备以使废气远离呼吸区。在使用焊 条焊接不锈钢或覆硬层(参照有关容器或 MSDS 的条 款)或含铅或镀镉钢或其它材料或覆有其它能够产生 有毒烟雾的涂层等需要特殊通风设备材料时,尽量 减少暴露并且当低于最低限值(TLV)时使用局部排 气或机械通风设备。在限定区域或户外,需要防护 面罩。焊接镀锌钢时也需注意。 5.b.禁止在因润滑,清洁或喷雾操作而来的氯化碳氢 化合物蒸汽附近焊接。电弧热和弧光与其反应生成 有剧毒的气体碳酰氯和气体刺激物。 5.c.用于焊接的保护气体会对身体造成伤害甚至死 亡。需使用足够的通风设备,尤其在狭窄的工作 区,更应保证呼吸的安全。 5.d.阅读并理解厂家说明书中的设备,消耗品,包括 材料安全数据库(MSDS)并遵照雇主的安全经验。请 从分销商或厂家处获得 MSDS。 5.e.参照第 1.B 款。
tennant v3 操作与零部件手册 - cn - 说明书 用户手册 使用指南

ENCanister Dry Vacuum Cleaner圆桶形干式真空吸尘器/manualsV3Model Part No.:型号部件编号:1070776 -V3 220-240V CN9009724Rev.00 (09-2012)Operator and Parts Manual 操作与零部件手册CNENGLISH 2Tennant V3 (09-2012)EN IntroductionThis manual is furnished with each new model. It provides necessary operation and maintenance instructions and replacement parts information.Read all instructions before using machine.Intended UseThis canister dry vacuum cleaner is suitable for picking up dray, non-flammable dust and debris in an indoorenvironment. It is not suitable for picking up liquids or hazardous materials.General InformationThis machine will provide excellent service. However, the best results will be obtained at minimum costs if: • The machine is operated with reasonable care.• The machine is maintained regularly - per the machine maintenance instructions provided.• The machine is maintained with manufacturer-supplied or equivalent parts.Protect the EnvironmentPlease dispose of packaging materials and used machine components in an environmentally safe way according to local waste disposal regulations. Always remember to recycle.Machine DataPlease fill out at time of installation for future reference. Model No. - Serial No. - Installation Date -Technical Specifications Model V3 Voltage 220-240V Frequency 50-60Hz Rated Power 1200W Airflow Rate 33 l/s Bag capacity 11 L Power Cord Length 12 m Weight 5.75 kg Size (Height x Width) 43cm x 37cm Sound Pressure Level************Construction Class II Vibrations at Controls <2.5 m/s2 Protection Grade IP20Tennant CompanyPO Box 1452, Minneapolis, MN 55440 USA Phone: (800) 553-8033 or (753) 513-2850 Tennant Cleaning Systems & Equipment Co., Ltd Building 1, No. 3777 Caoying Road Qingpu Shanghai, China 201712 phone: (86-21) 6922-53333 fax: (86-21) 6922-5151 Original Instructions. Copyright ©2012 Tennant Company. All rights reserved. Printed in China.Specifications and parts are subject to change without notice.IMPORTANT SAFETY INSTRUCTIONSThis symbol warns the operator of hazards and unsafe practices which could result in severe personal injury or death.WARNING - To reduce the risk of fire, electric shock, or injury:1. Do not leave appliance when plugged in.2. Unplug cord from outlet when not in use and beforeservicing.3. Do not use outdoors or on wet surfaces. This machine isfor indoor and dry use only.4. Do not allow to be used as a toy. Close attention isnecessary when used by or near children.5. Use only as described in this manual. Use onlymanufacturer's recommended attachments.6. Operators shall be adequately instructed on the use ofthis machine.7. This machine is not intended for use by persons(including children) with reduced physical, sensory or mental capabilities, or lack of experience and knowledge, unless they have been given supervision or instruction concerning use of the appliance by a person responsible for their safety.8. Do not use with damaged cord or plug. Regularly inspectcord and plug for damage. If the cord is damaged, it must be replaced by the manufacturer, its service agent or a similarly qualified person in order to avoid a hazard. 9. Do not pull or carry by cord, use cord as handle, close adoor on cord, or pull cord around sharp edges or corners. Do not run appliance over cord. Keep cord away from heated surfaces.10. Do not unplug by pulling on cord. To unplug, grasp theplug, not the cord.11. Do not handle plug or appliance with wet hands. 12. Connect to a properly grounded outlet only.13. Make sure the power voltage corresponds with thevoltage shown on the machine's rating plate.14. Do not put any object into openings. Do not use with anyopening blocked; keep free of dust, lint, hair, and anything that may reduce air flow.15. Keep hair, loose clothing, fingers, and all parts of bodyaway from openings and moving parts. 16. Turn off all controls before unplugging.17. Do not use to pick up flammable or combustible liquids,such as gasoline, or use in areas where they may be present.18. Do not pick up any type of fluid, hazardous dust or toxicmaterials.19. Do not pick up anything that is burning or smoking, suchas cigarettes, matches, or hot ashes. 20. Use extra care when cleaning on stairs.21. Do not use without dust bag and/or filters in place. 22. If using an extension cord make sure the cord rating issuitable for this machine.23. Do not modify machine from its original design.24. Keep children and unauthorized persons away from themachine when in use.25. All repairs must be performed by a qualified serviceperson. Use only manufacturer-supplied or equivalent replacement parts.26. Do not expose to rain or moisture. Store indoors only.SAVE THESE INSTRUCTIONSStorage and TransportingCarefully wrap power cord around machine's cord hooks and store machine in a dry indoor environment. Do not expose machine to rain or moisture. Lift machine by the carrying handle to transport.操作坦能V3 (09-2012)3CN介绍本手册提供各款最新型号的说明。
Nova M3系列控制系统使用手册
西安诺瓦电子科技有限公司
西安诺瓦电子科技有限公司
在使用 NovaLCT-Mars V2.8.x 点屏之前,为了保证你的产 品发挥最优性能,请将 Data 包更新到版本 3.4.x
深圳诺瓦:深圳市宝安区石岩镇北大方正科技园 A1 栋 4 层 西安诺瓦:西安市高新区科技二路西安软件园秦风阁 D 座 4 层
深圳诺瓦:深圳市宝安区石岩镇北大方正科技园 A1 栋 4 层 西安诺瓦:西安市高新区科技二路西安软件园秦风阁 D 座 4 层
电话:0755-33592491
电话:029-84507048
3
西安诺瓦电子科技有限公司
4.8.1 联机校正.........................................................................................................58 4.8.2 系数管理.........................................................................................................59
3.1 菜单 ............................................................................................................................... 6 3.2 工具栏............................................................................................................................6 3.3 监控信息栏....................................................................................................................7 四. 主要功能说明............................................................................................................................7 4.1 点亮显示屏........................................................................................................................7507048
HP打印机维修技术手册第一部

中国办公论坛
惠普打印机维修技术手册
四:HP 办公一体机系列 复位方法
1.OfficeJet 725 冷复位方法:
组合键:2+3 开机,5 选中国,1 确认
1) 先将一体机电源关闭。
坛 2) 等待 10 秒钟左右,同时按住面板上的拨号键的数字 "2"和"3"再开机器电源。注意此 c 时候"2" "3"按键不要松手,直到当面板的液晶屏提示 "reformatting" 字样后,并且有一 论 c 个 "!"感叹号从右往左移动的时候再将手松开。如果没有出现 reformtting 字样,表示没 . 有成功,需要重新再来。 术 na 3) 松开手以后面扳提示 " Enter X for XXX " 选择国家,这时候我们按一下拨号键的" 5 i " 面板提示变成"China 1=Yes 2=No " 选择 " 1 ",目的是选成中国的电信标准,然后面板 技 h 会提示输入时间,这时候可以按面板上的"停止"按键 3 次来跳过时间的设置,使得液晶屏 c 显示 Jan 00 00 00:00 字样。 办公 .oa 4)之后将 725 的电源关闭再重新开机,完成这一步可以解决冷复位后按键不灵的问题,重 w 新开机后,冷复位完成。 业 ww 2.OfficeJet V40/5110 冷复位方法: 专 / 组合键:#+6 插线;11 选英语,1 确认;16 选中国电信标准,1 确认 国 :/ 1) 首先通过面板上的开关按键来关掉机器的电源,然后拔掉机器背后的电源插头; 中 tp 2) 等待 10 秒钟以后,同时按住一体机按钮面板上" # "和数字键 "6"的同时插上机器背
迪亚尔brand电子厨Sink 50N 32使用指南与维护指南说明书

Instructions for use and maintenance of gas, gas-electric and electric cookers. Series:32-Thank you for choosing one of our quality products, capable of giving you the very best service. To make full use of its perfor-mance features, read the parts of this manual which refer to your appliance carefully. The Manufacturer declines all responsibility for injury or damage caused by poor installation or improper use of the appliance.-To ensure its appliances are always at the state of the art, and/or to allow constant improvement in quality, the manufacturer reserves the right to make modifications without notice, although without creating difficulties for users.-When ordering spare parts, inform your dealer of the model number and serial number punched on your appliance’s nameplate, visible inside the warming compartment or on the back of the cooker.-APPLIANCE COMPLYING WITH THE FOLLOWING DIRECTIVES:- EEC 90/396- EEC 73/23 and 93/88-EEC 89/336 (radio-frequency inter-ference)- EEC 89/109 (contact with foods)FOREWORD-Refer only to the headings and sections covering accessories actually installed on your cooker.Technical data andspecifications.............................33Installation..........................34 - 36Ventilation......................................34Positioning.....................................34Gas connection .............................34Adapting to different typesof gas ............................................35Replacing the injectors ..................35Regulating the air ..........................35Minimum setting ............................35Electrical connection .....................36Safety device (36)For the user....................... 37 - 40Ventilation......................................37Igniting the burners....................... 37Igniting the gas oven .................... 37Igniting the gas grill .......................37Safety device.................................37Using the gas hob .........................37Using the electric hot-plates ..........37Using the gas oven........................38Using the gas or electric grill ........38Using the conventionalelectric oven ..................................38Using the conventionalmultifunction electric oven .............39Oven with thermostat ....................39Warming compartment ..................39Advice and precautions.. (39)Figures .............................. 41 - 43ELECTRIC HOTPLATESø 1451,0 kW - Normal hotplate1,5 kW - Rapid hotplateø 1801,5 kW - Normal hotplate2,0 kW - Rapid hotplate ELECTRIC OVEN POWEROven: (1,1kW bottom0,7kW top element)2,2 kW Grill:2,0 kW Cat.: see nameplate on cover; Class 1 or 2.1 Type “X” cookersEQUIPMENTAll models are equipped with safety device for oven and grill burners.Depending on the models, cooker may also have:-Oven thermostat (or tap)-Electric oven lighting-Grill burner or element-One or more electric hotplatesFor the LAYOUT OF HOB BURNERS see the models illustrated in figure 1 at the back of this manual.For the ELECTRIC WIRING DIAGRAM see figure 2 at the back of this manual.The electrical power is stated on the name-plate visible inside the warming compartment (if present) or on the back of the cooker.A copy of the nameplate is glued to the coverof this manual (for gas or gas-electric prod-ucts only).33INSTALLATIONThe appliance must be installed by qualified staff working in accordance with the regula-tions in force.Before installing, ensure that the appliance is correctly preset for the local distribution conditions (gas type and pressure).The presettings of this appliance are indi-cated on the nameplate shown on the cover. This appliance is not connected to a flue gas extractor device. It must be installed and connected in accordance with the regulations in force.This appliance may only be installed and may only operate in rooms permanently ventilated in accordance with national regulations in force.VENTILATIONThe rooms in which gas appliances are in-stalled must be well ventilated in order to al-low correct gas combustion and ventilation. The air flow necessary for combustion is at least 2 m3/h for each kW of rated power. POSITIONINGRemove the packaging accessories, includ-ing the films covering the chrome-plated and stainless steel parts, from the cooker. Position the cooker in a dry, convenient and draft-free place. Keep at an appropriate dis-tance from walls which may be damaged by heat (wood, linoleum, paper, etc.).The cooker may be free-standing (class 1) or between two units (in class 2 st 2-1) the sides of which must withstand a tempera-ture of 100°C and which must not be higher than the working table.CONNECTING TO THE GAS SUPPLY Before connecting the cooker, check that it is preset for the gas to be used. Otherwise, make the conversion as described in the section headed “Adapting to different gas types”. The connection is on the right; if the pipe has to pass behind the cooker, it must be kept low down where the temperature isabout 50°C.-Rigid connection (see fig. 3 A + B)The connection to the mains gas supplymay be made using a rigid metal pipe orwith a metal hose. Remove the hose con-nector (if already fitted) and screw the rigidunion onto the threaded connection of thegas train (see fig. 3A). The union for rigidconnection may already be fitted on the gastrain, or may be amongst the cooker ac-cessories. Otherwise, it can be obtainedfrom your dealer.If national regulations permit, a metal hosecomplying with the national standards canbe screwed directly onto the threaded con-nection of the gas train, fitting a seal (seefig. 3B). However, users are strongly rec-ommended always to fit the rigid union.-Connection using a rubber hose (see fig.3C). (For butane/propane gas only).Connect a rubber hose carrying the con-formity mark currently in force to the hoseconnector. The hose must be replaced atthe date indicated at the latest, and mustbe secured at both ends using stand-ard hose clamps. It must be absolutelyaccessible to allow its condition to bechecked along its entire length.CAUTION:-Use of the hose connector is only per-mitted for free-standing installation. Ifthe appliance is installed between twoclass 2 st. 2-1 unions, the rigid union isthe only form of connection permitted.IMPORTANT:-After installation, check that the connec-tions are airtight.-For operation with butane/propane, checkthat the gas pressure is as indicated on thenameplate.-Use only standard rubber hoses. For LPG,use a hose which complies with the nationalregulations in force.-Avoid sharp bends in the pipe and keep itwell way from hot surfaces.References to the regulations covering the gas connection to the appliance: ISO 7-1.34ADAPTING TO DIFFERENT TYPES OF GASIf the cooker is not already preset to operate with the type of gas available, it must be con-verted. Proceed as follows:-Replace the injectors (see table on page 33);-regulate the primary air flow;-regulate the minimum settings.N.B.: every time you change the type of gas, indicate the new type of gas on the serial number label.REPLACING THE HOB BURNER INJEC-TORS (fig. 4)-Remove the lid of the cooker by lifting it off its supports;-remove the grids, burner caps and burn-ers, lifting them off;-unscrew the 2 screws (above) or nuts (be-low) at the back which secure the work top, and pull it out forward.-remove the mixer pipes and replace the injectors using a 7 mm socket wrench. REPLACING THE OVEN BURNER INJEC-TOR (Fig. 5)-Loosen the screw which secures the bot-tom of the oven;-remove the oven bottom (pulling it forward); -remove the oven burner, after taking out the screw which secures it;-replace the injector using a 7 mm socket wrench.REPLACING THE GRILL BURNER INJEC-TOR (Fig. 6)-Remove the burner after taking out the two screws which secure it;-replace the injector using a 7 mm socket wrench.IMPORTANT:-Never over-tighten the injectors;-after replacing, check that all the injectors are airtight.Burner G20 20mbar G30 28-30mbarG31 37mbar Auxiliary3 4Semi-rapid3 3Rapid4 6Oven- -Grill3 8REGULATING THE BURNER AIRRefer to the table below (indicative values) for regulation of the gap H in mm (fig. 4 for the hob, fig. 6 for the grill).Check operation of the burner:-Ignite the burner at maximum flame;-the tongue of the flame must be clear andwith no yellow tip, and must adhere closelyto the burner. If too much air is supplied,the flame detaches from the burner andmay be dangerous. If the air supply is in-sufficient, the flame has a yellow tip andsoot may form.SETTING HOB BURNER MINIMUM LEV-ELSIf the cooker is to work on bottled gas (bu-tane/propane), the tap by-pass must be screwed right down.The cooker may be equipped with type A taps, with by-pass inside (accessed by in-serting a small screwdriver into the rod) or type B taps, with by-pass on the outside on the right (accessed directly). See figure 7.If the cooker is to work on natural gas, pro-ceed as follows for both types of tap:-Ignite the burner at maximum flame;-pull off the knob, without using a leveragainst the control panel, which might bedamaged;-access the by-pass with a small screwdriverand back off by about 3 turns (turning thescrewdriver anti-clockwise);-turn the tap rod anti-clockwise again until itstops: the burner will be at maximum flame;-screw the by-pass slowly back in, withoutpushing the screw-driver, until the flame hasapparently shrunk to 1/4 of the maximumsize, checking that it is sufficiently stable35even in quite strong draughts.SETTING OVEN BURNER MINIMUM LEV-ELSIf the cooker is to work on bottled gas (bu-tane/propane), the thermostat by-pass must be screwed right down.If the cooker is to work on natural gas, pro-ceed as follows:-Remove the oven bottom (loosen the screw to remove the bottom);-ignite the oven burner, turning the knob pointer to the maximum setting;-shut the oven door;-access the thermostat or tap by-pass (see fig. 8);-back off the thermostat by-pass by about 3 turns;-after 5 or 6 minutes, turn the knob pointer to the minimum setting;-slowly re-tighten the by-pass, watching the flame decrease in size through the window in the closed oven door until the tongue of the flame is about 4 mm long. Never keep the flame too low. It must be stable even when the oven door is opened or closed quickly;-turn off the burner and replace the oven bottom.CONNECTING TO THE ELECTRICAL MAINSBefore making the connection, check that: -the mains voltage is as indicated on the nameplate;-the earth connection is in good working or-der.If the socket is not easily accessible, the in-stallation engineer must provide a switch with a contact breaking gap of 3 mm or more.If the appliance power lead is not fitted with a plug, use an approved standard type, re-membering that:-the green-yellow wire must be used for the earth connection;-the blue wire is the neutral;-the brown wire is live;-the lead must never touch hot surfaces overabout 75 degrees C;-replacement leads must be of type H05RR-F or H05V2V2-F of suitable size (see dia-grams in fig. 2).-if the appliance is supplied without lead,using type H05RR-F or H05V2V2-F cableof suitable size (see diagrams in fig. 2).IMPORTANT: the manufacturer declines all liability for damage due to failure to comply with the regulations and standards in force.Check that the appliance is correctly con-nected to the earth (see diagrams in fig. 2 at the back of the manual).THE SAFETY DEVICEThe correct gap between the end of the ther-mocouple sensor and the burner is shown in figures 5 and 6.To check that the valve is working properly, proceed as follows:-ignite the burner and leave it to work forabout 3 minutes;-turn off the burner by returning the knob tooff position (-turn the knob pointer to the "on" position;-release the knob in this position and movea burning match towards the burner; ITMUST NOT IGNITE.Time needed to excite the magnet during ignition: 10 seconds approx.Automatic tripping time, after flame has been turned off: not more than 60 seconds for oven and grill burners.IMPORTANT-Before doing any work inside the cooker, dis-connect the mains plug and shut the gas tap.-Never use matches to check the gas cir-cuit for leaks. If a specific control device isnot available, foam or very soapy water canbe used.-When re-closing the hob, check that theelectrical wires of the spark plugs (ifpresent) are not close to the injectors, sothat they cannot run across them.36HOW TO USE THE COOKER VENTILATIONAll gas cooking appliances produce heat and moisture in the rooms where they are in-stalled. Take care to ensure that the kitchen is well ventilated; keep the ventilation open-ings unobstructed or install an extractor hood with fan.In case of intensive or prolonged use, addi-tional ventilation may be required; open a window, or increase the extractor fan power. IGNITING THE HOB BURNERS-Press the knob and turn it anti-clockwise-at the same time, move a burning match towards the burner head;-to reduce the flame, turn the knob further in the same direction until its pointer issition).IGNITING THE OVEN BURNER-Open the oven door;-press the knob and turn it anti-clockwise to the maximum flame position;-move a burning match towards the hole in the centre of the oven bottom and press the knob right down (see fig. 9);-check that the burner has ignited, looking through the hole in the centre of the bot-tom, keeping the knob pressed all the time; -after about 10 seconds, release the knob and check that the burner remains on. Oth-erwise, repeat the operation.IGNITING THE GRILL BURNER (GAS GRILLS)-Fit the control knob guard as shown in fig. 12;-press the oven knob and turn it to the right until it reaches the stop;-move a burning match towards the perfo-rated burner pipe and press the knob right down (see fig. 10);-check that the burner has ignited, keepingthe knob pressed down;-after about 10 seconds, release the knoband check that the burner remains on. Oth-erwise, repeat the operation.IMPORTANT-Difficulty in igniting burners is normal if thecooker has been out of use for some time.The air accumulated in the pipes will beexpelled in a few seconds;-Never allow too much unburnt gas to flowfrom the burners. If ignition is not achievedwithin a relatively short time, repeat the pro-cedure after returning the knob to the offposition (-time, a smell may be noticed and smokemay come out of the oven. This is becauseof the surface treatment and oily residueson the burners.SAFETY DEVICEBurners equipped with this device have the advantage that they are protected if they accidentally go out. If this occurs, the supply of gas to the burner concerned is automati-cally cut off, preventing the hazards deriving from a leak of unburnt gas. The gas supply must be cut off within no more than 60 sec-onds for the oven and grill burners.HOW TO USE THE HOB BURNERSUse pans of diameter suitable for the burner type. The flames must not project beyond the base of the pan. Recommended sizes: -for auxiliary burners = pans of at least 8 cm -for semi-rapid burners = pans of at least 14 cm -for rapid burners = pans of at least 22 cm.N.B.: Never keep the knob at settings be-off position .FOR COOKERS EQUIPPED WITH ELEC-TRIC HOTPLATESThe different heat settings are obtained as follows:37- 1 = minimum setting for all hotplates;- 6 = maximum setting for normal and rapid hotplates (with red disc);- 0 = off.Pans must never be smaller in diameter than the hotplates and their bottoms must be as flat as possible (see fig. 11). IMPORTANT:-Never leave hotplates on without pans, except when first used; leave for about 10 minutes to dry oil or moisture residues;-if the hotplate is to be out of use for a long time, apply a little grease to its painted surface; -do not allow spills to burn onto the hotplate, requiring the use of abrasive cleaners. HOW TO USE THE GAS OVEN-After igniting the burner, leave the oven to heat up for about 10 minutes;-place the food for cooking in an ordinary oven dish and place it on the chrome-plated shelf; -place the food in the oven, using the shelf on the third pair of runners whenever possi-ble, and turn the knob pointer to the desired setting;-cooking can be observed through the window in the door with the oven light on. This will avoid opening and closing the door frequently, unless oil or fat has to be added to the dish. IMPORTANT: never place foods directly on the drip tray for cooking; it is there only to collect any drips of fat during grilling.N.B.: For cookers without thermostat:-270 degrees C-150 degrees C-All other temperatures between 150 and 270 degrees C are obtained approximately by positioning the knob between the maxi-mum and minimum settings.Never leave the knob in positions between theHOW TO USE THE GAS OR ELECTRIC GRILL-fit the knob guard (see fig. 12);-ignite the burner and wait a few minutes toallow it to warm up, or switch on the heat-ing element;-place the foods on the chrome-plated shelf;-insert on the highest runner;-insert the drip tray on the bottom runner;-gently close the oven door, resting it againstthe knob guard;-after a few minutes, turn the food to exposethe other side to the infrared radiation (thecooking time depends on the type of foodand personal taste).N.B.: the first time the grill is used smoke will come out of the oven. Before inserting foods for cooking, wait until any oil residues on the burner have completely burnt away.The grill must only be used at its full rated heat.IMPORTANT: accessible parts may be hot when the grill is in use! Keep children well away.The grill element in the top of the oven is switched on by turning the thermostat knob clockwise to the grill symbol on the control panel.The red light will come on to show the ele-ment is in operation.The table below will serve as a guide; bear-ing in mind that cooking times and tempera-tures may vary depending on the type and amount of foods cooked and personal taste.Food to be Time (minutes)grilled1st side2nd sideThin pieces of meat 6 4Fairly thick pieces ofmeat 8 5Thin fish or fishwithout scale10 8Fairly thick fish1512Sausages1210Toasted sandwiches 5 2Small poultry2015CONVENTIONAL ELECTRIC OVEN-The oven shelf is designed to take normaloven dishes for cooking sweets or roasts,3839-The oven shelf is designed to take normal oven dishes for cooking sweets or roasts,or is used without a pan for cooking foods under the grill.-The drip tray is only there to collect any juice from foods and must never be used as a cooking surface.OVENS WITH THERMOSTATIf cooking temperatures are not as set, call in an engineer to check the thermostat.WARMING COMPARTMENTTo open the warming compartment, open the flap door with one hand (see figure 13).To close the warming compartment, simply press the flap door back into place.GENERAL PRECAUTIONS-Always disconnect the power supply before any work inside the oven or where live parts may be accessed.-Never use the warming compartment for storing inflammable liquids or items which do not withstand heat, such as wood, pa-per, aerosol cans, matches, etc.-Make frequent checks on the rubber con-nection hose, ensuring that it is well away from hot surfaces, that there are no sharp bends or kinks, and that it is in good condi-tion. The hose must be replaced at the lat-est at the indicated date and must be se-cured at both ends using a standard hose clamp.-If taps become stiff to operate over time,contact the After-Sales service.-Wash enamelled or chrome-plated parts with soapy lukewarm water or non-abrasive detergents. A metal brush may be used to remove deposits from hob burners and flame caps. Dry thoroughly.-Never use abrasives to clean enamelled or chrome-plated parts.-Do not use too much water when washing the hob. Take care that no water or other substances enter the burner housing holes,as this may be dangerous.or is used without a pan for cooking foods under the grill.-The drip tray is only there to collect any juice from foods and must never be used as a cooking surface.There is a single control knob for the oven or grill.Starting from the 0 (off) position, the knob can be turned clockwise to the following settings:--The spark plugs for electric ignition mustbe kept clean and dry; always check after use, particularly if there have been drips or overflows from pans.-Never close glass lids until the hob burn-ers or hotplates have cooled completely; it might shatter or crack.-Never knock enamelled parts or ignition spark plugs (where present).-The main or wall gas tap should be turnedoff when the cooker is not in use.-Never lift the cooker by taking hold of the oven door handle.No liability is accepted for injury or damage caused by poor installation or improper useof the cooker.In case of malfunctions, particularly gas leaks or short-circuits, contact your en-gineer without delay.404142587634mm 2 - 4HBA43121011ED. 09.02.1999334813B1/44。
板式换热器 操作手册说明书
操作手册Lit. Code200000279-2-ZH-CN由...出版阿法拉伐 Lund AB箱74参观:Rudeboksvägen 1226 55 Lund, 瑞典+46 46 36 65 00+46 46 30 50 90******************The original instructions are in English© Alfa Laval Corporate AB 2019-11本文件及其内容受阿法拉伐集团公司拥有的著作权及其他知识产权权利的保护。
未经阿法拉伐集团公司的事先明确书面许可,任何人不得以任何形式或通过任何方式,或出于任何目的,复制、重新制作或传输本文件的任何内容。
本文件所提供的信息和服务仅为用户提供便利和服务,对该信息和服务的准确性和适用性不做出于任何目的的陈述或保证。
保留所有权利。
EnglishDownload local language versions of this instruction manual from /gphe-manuals or use the QR codeбългарскиИзтеглете версиите на това ръководство заупотреба на местния език от / gphe-manuals или използвайте QR кода.ČeskýStáhněte si místní jazykovou verzi tohoto návodu k obsluze z /gphe-manuals nebo použijte QR kód.DanskHent lokale sprogversioner af denne brugervejledning på /gphe-manuals eller brug QR-koden.DeutschSie können die landessprachlichen Versionen dieses Handbuch von der Website /gphe-manuals oder über den QR-Code herunterladen.ελληνικάΠραγματοποιήστε λήψη εκδόσεων του παρόντοςεγχειριδίου οδηγιών σε τοπική γλώσσα από το/gphe-manuals ή χρησιμοποιήστετον κωδικό QR.EspañolDescárguese la versión de este Manual de instrucciones en su idioma local desde/gphe-manualso utilice el código QR.EestiSelle kasutusjuhendi kohaliku keele versiooni saate alla laadida lingilt /gphe-manuals või kasutades QR-koodi.SuomalainenLaitaa tämän käyttöohjeen suomenkielinen versio osoitteesta /gphe-manuals tai QR-koodilla.FrançaisTéléchargez des versions de ce manuel d’instructions en différentes langues sur /gphe-manuals ou utilisez le code QR.HrvatskiPreuzmite lokalne verzije jezika ovog korisničkog priručnika na poveznici /gphe-manuals ili upotrijebite QR kod.MagyarAz Ön nyelvére lefordított használati útmutatótletöltheti a /gphe-manuals weboldalról, vagy használja a QR-kódot.ItalianoScarica la versione in lingua locale del manuale di istruzioni da /gphe-manuals oppure utilizza il codice QR.日本の/gphe-manuals からご自分の言語の取扱説明書をダウンロードするか、QRコードをお使いください。
上海大众桑塔纳3000维修手册五
2004上海大众桑塔纳3000维修手册(五)电器设备页码57蓄电池固定底座的检查如果不检查蓄电池会产生下列危险◆强烈的振动将影响蓄电池的使用寿命◆如蓄电池固定不当易损坏蓄电池的格形板◆如果固定卡子受损可能发生蓄电池酸液溢出的严重后果碰撞安全性变差◆--27-07--蓄电池充电说明◆在给蓄电池充电时必须注意安全因为蓄电池的充电过程中会形成易燃气体◆精密仪器应远离充电场所因为充电过程中会产生腐蚀性的气体蓄电池与充电设备连接之前必须◆断开关闭充电设备的电源开关◆蓄电池放电时的温度不得低于10°C◆如果在车辆上继续使用蓄电池必须遵守适用于恒定电压和酸液浓度的说明◆充电电压最高不得超过144V--27-08--需要用到的专用工具操作设备检测仪器以及辅助工具- VAS5095蓄电池充电器fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备67页码未亏电的蓄电池充电- 拆下蓄电池负极接地线拆下蓄电池全部正极导线 -将充电设备的正极导线连接蓄电 -池的正极将充电设备的负极导线连接蓄电 -池的负极根据蓄电池充电器操作说明进行 -蓄电池充电--27-09--过度放电蓄电池的充电说明◆过度放电蓄电池116V和较小的恒定电压充电的时间不得少于24小时◆最大充电电流I不得超过蓄电池也容量的10就是说一个 60Ah的蓄电池最大I 6A 充电电流为安培◆最大充电电压U不得超过144V 伏特关于快速充电的说明只有在特殊情况下才能对蓄电池◆进行快速充电◆蓄电池由于快速充电有可能发生故障--27-10--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器77页码蓄电池的检查带电眼没有电池密封塞的蓄电池图中所2和盖板您可以从电眼 1 示上识别出该蓄电池注意盖板2仅用于批量生产时进行加注绝对不允许去除盖板否则会造成蓄电池损坏蓄电池不能再被使用通过修改设计已经生产出一代免维护蓄电池可以通过电眼 1进行蓄电池状态的检查利用电眼对蓄电池进行检查电眼为您提供有关蓄电池酸液液位和充电状态的信息提示由于电眼只是位于蓄电池的一个单格中因此它显示的也只是这个电池格的情况–在进行目测之前请用螺丝起子的手柄小心地轻敲电眼--27-11--提示当给蓄电池充电后会在电眼下产生气泡这些气泡会使电眼的颜色显示不真实轻轻地敲击电眼就能除掉可能影响显示的气泡使电眼的颜色显示更准确提示电眼可能位于蓄电池的不同位 -置可能有三种不同的颜色显示 -绿色 - 蓄电池已充够电黑色 - 没有电荷或电荷过低蓄电池必须充电必须更新 - 无色或黄色–蓄电池--27-12--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备12页码起动电机注意操作电气装置前先断开蓄电池接地线说明在断开蓄电池之前对于有防盗 - 码的无线电设备应先查询密码预备重新连接后使用- 当蓄电池断开和重新接线时请根据维修手册和或操作说明对车辆装备收音机时钟舒适性电器电动车窗升降机等进行检查拆卸和安装起动电机需要的专用工具操作设备检测仪器以及辅助工具扭力扳手5-50Nm - com1--27-13--拆卸- 断开蓄电池的接地线- 拆卸车辆底部挡板- 举起车辆松开起动电机前部固定支架 --1-的三个固定螺栓和-2-拆卸起动电机前部支架拔下导线插头-1-松开导线固 - 取下-2-定螺母导线-3---27-14--拆卸将起动电机固定在变速 - -箱上的两个固定螺栓.箭头-- 拆卸起动电机fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码安装安装以拆卸的相反顺序进行说明起动电机的后部固定螺栓的拧紧60 Nm力矩--27-15--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码11拆卸和安装三相交流发电机注意操作电气装置前先断开蓄电池接地线提示在断开蓄电池之前对于有防 -盗码的无线电设备应先查询密码预备重新连接后使用- 当蓄电池断开和重新接线时请根据维修手册和或操作说明对车辆装备收音机时钟舒适性电器电动车窗升降机等进行检查需要的专用工具操作设备检测仪器以及辅助工具扭力扳手 -com15-50Nm--27-16--发电机安装简图六角螺栓短 1-25Nm三个◆ _2-张紧轮支架3-内六角螺栓短_◆ 25Nm支架 4-皮带 5-内六角螺栓长 6-◆ _ 25Nm三相交流发电 7- 机 8-六角螺帽--27-17--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码12楔形皮带的检查说明◆在拆卸之前需标明三角皮带的运转方向安装时应注意正确的运行方向如果皮带的旋向装反将会导致皮带的损坏如果皮带已损坏必须立即更换以◆免使其功能受到影响--27-18--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码拆卸和安装楔形皮带拆卸如图所示用扳手按顺时针方 -向扳动张紧轮将销子穿过张紧轮插入发动机机体上的孔中使张紧轮固定将皮带放松- 取下楔形皮带安装- 把楔形皮带按顺序绕放在曲 -皮带轮冷却液泵轴皮带轮转向助力泵皮带轮过渡轮和张紧轮上用扳手按顺时针方向转动张 -紧轮拔出销子使扳手逆时针转动直至将皮带张紧起动发动机检查皮带运行情 -况--27-19--更换三相交流发电机上楔形皮带轮需要的专用工具操作设备检测仪器以及辅助工具- 按照图示的方法使用需要专用套筒3310旋松或拧紧三相交流发电机上的锲形皮带轮楔形皮带轮紧固螺母的旋紧力矩为65Nm±5Nm--27-20--电气系\3000型维修手册3000大众桑塔纳\大众车型\汽车维修手册fileG\ 2006-10-6电器设备页码12组合仪表组合仪表安装简图组合仪表 1-垫圈 2-螺钉 3-组合仪表饰 4-板--90-01--拆卸和安装组合仪表注意在电气设备上作业之前必须先断开蓄电池接地线拆卸底盘修理拆下方向盘参见 -手册方向盘的拆卸向外拉出组合仪表饰板 -箭个紧固螺钉旋出箭头2- --头拉出组合仪表 ---90-02---按图中箭头所示方向将组合仪表背面线束连接插头上的拨杆向左推至极限位置fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码-拔下线束插头- 取出组合仪表安装与拆卸步骤相反--90-03--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器12页码组合仪表表安装组合仪简图1- 组合仪表2- 垫圈3- 螺钉组合仪表饰 4-板--90-01--拆卸和安装组合仪表注意在电气设备上作业之前必须先断开蓄电池接地线拆卸底盘修理拆下方向盘参见 -手册方向盘的拆卸向外拉出组合仪表饰板 -- 旋出箭头2个紧固螺钉-箭头- - 拉出组合仪表--90-02---按图中箭头所示方向将组合仪表背面线束连接插头上的拨杆向左推至极限位置fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码-拔下线束插头- 取出组合仪表安装与拆卸步骤相反--90-03--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器11页码收放机拆卸和安装收放机注意在电气设备上作业之前必须先断开蓄电池接地线需要的专用工具操作设备检测仪器以及辅助工具收放机拆卸专用工具-3316拆卸将专用工具如图所示插入收放 - 机两边的四个孔中拉出收放机 -拔下收放机背后天线扬声器及 - 电源插头取出收放机 -安装安装与拆卸的顺序相反--90-04--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器13页码前扬声器注意在电气设备上作业之前必须先池开断蓄电接地线前高音扬声器安装简图1- 扬声器防护盖1- 螺栓◆四个扬声器 3-导线 4---90-05--前低音音扬声器安装简图1- 固定螺钉 3个2- 低音扬声器--90-06--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器23页码拆卸与安装前高音扬声器拆卸-驾驶员侧拆卸仪表板下护板车身维修手册内部车身修理组68-前座乘客侧拆卸杂物箱-拔下侧面出风口管道暖风与空调维修手册暖风修理组80-从底部用螺丝刀松开扬声器防护盖与仪表板的四个固定卡子-箭头---90-07--从仪表板上拆卸扬声器防护-盖拔下线束插头-取出高音扬声器总成-安装与拆卸步骤相反--90-08--拆卸和安装前低音扬声器- 拆卸车门内饰板车身维修手册车身内部修理组70 - 拆卸线束插头-箭头A-fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器33页码.- 拆卸三个固定螺钉-箭头B-安装与拆卸步骤相反--90-09--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器11页码后扬声器拆卸和安装后扬声器拆卸-旋出箭头所示的四个螺母-拔出扬声器电线插头安装与拆卸步骤相反--90-10--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器11页码天线注意在电气设备上作业之前必须先断开蓄电池接地线天线的安装简图天线 1-天线底座 2-带功率放大器密封件 3-固定件 4-线束插头 5- --90-11--拆卸和安装天线拆卸- 拆卸车顶内饰车身维修手册内部车身修理组70拆卸固定螺母-箭头C- -松开天线插头-箭头AB- -从车顶外取下天线总成和导 -线安装与拆卸步骤相反--90-12--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备13页码风窗雨刮系统雨刮器装置安装简图雨刮 1- 橡皮条线束插头 2-刮器电雨 1-机2- 螺栓◆ 5Nm3- 支座4- 电机连杆螺母 5-连杆 6-◆球面用油脂润滑--92-017- 连杆支架 8- 垫圈9- 螺母◆ 2Nm10- 螺母◆ 6Nm11- 雨刮器臂--92-02--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器23页码拆卸和安装雨刮器系统注意在电气设备上作业之前必须先断开蓄电池接地线说明拆卸雨刮器摇臂之前要确保雨刮器马达处于起始位置只有这样在安装时才能调整雨刮器摇臂的极限位置雨刮器摇臂的拆卸用螺丝刀撬开图示雨刮器摇臂 - 轴上的罩盖--92-03---旋松图中箭头所示的六角螺母不用完全旋出-摇动雨刮器摇臂直到松动为止-旋出六角螺母取下雨刮器摇臂雨刮器马达及框架的拆卸和安装拆卸拔出图中上方箭头所示雨刮器 - 马达线束插头-箭头A-B- -旋出图中箭头所示的螺栓--取出雨刮器马达及框架--92-04--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码33安装调整曲柄定位位置将雨刮器马达转到起始位置 - 装上电机连杆并将其调整到图 - 中箭头所示的位置以仍能看见管内螺纹为限拆卸和安装雨刮器橡胶片在雨刮器橡胶片被定位到雨 -刮器板的一侧使用.扁口钳压紧雨刮器橡胶片中的金属导轨片使橡胶片从从上面的夹板边脱出然后将雨刮器橡胶片从雨刮器板的夹板中拔出--92-05--把新的雨刮器橡胶片沿其金 -属导轨片插入到雨刮器板上在橡胶片被定位到雨刮器板 -上的位置使用扁口钳重新压紧两个导轨片将橡胶片插入到上面的.夹板中使两侧夹板凹缘锁定到雨刮器橡胶片的固定槽图中箭头所示中雨刮器橡胶片终端偏差的调整- 雨刮器板必须与连杆对准即雨刮器橡胶片离风窗底边20mm距离--92-06--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器12页码风窗清洗装置风窗清洗装置安装简图1- 喷嘴a 435mmb 450mmc 435mmd 320mm软管接头 2- 软管 3-洗清窗 4-风液罐.5-密封套6-风窗清洗液泵--92-07--拆卸和安装风窗清洗液罐和清洗液泵拆卸拆卸保险杠罩盖 - 外部车身修63 理组断开风窗清洗液泵的插头- -箭头A-将清洗液泵向上拉出其底部的密封圈- 松开固定风窗清洗液罐的三个螺栓-箭头B-- 拆卸风窗清洗液罐安装与拆卸步骤相反--92-08--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码大众桑塔纳大众车型汽车维修手册fileG\\\3000\3000型维修手册电气系2006-10-6电器设备17页码拆卸和安装灯光开关拆卸注意在电气设备上作业之前必须先断开蓄电池接地线按照图示箭头的方向依照顺 -序将灯光开关从仪表板上拔出拆卸开关后部的线束 -安装- 安装以相反顺序进行fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备27页码大灯注意在电气设备上作业之前必须先断开蓄电池接地线说明按照大必要时灯的调整要求检.查大灯大灯安装简图1- 密封圈大灯后盖 2-垫圈 3-垫圈 4-远光灯插头 5-6- 驻车等灯泡12V5W --94-01--7- 驻车灯灯座8- 近光灯灯座9- 转向灯灯座10-垫圈11-转向灯灯泡12V21W12-近光灯灯泡12V55W13-远光灯灯泡12V55W14-大灯壳体15-垫圈16-螺栓--94-02--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器37页码更换大灯灯泡说明安装时手不要接触玻璃灯泡手指可能在玻璃泡上留下油腻痕迹油腻痕迹在灯泡接通时雾化并且使玻璃灯泡模糊拆卸大灯后盖说明拆卸左侧大灯后盖时需要拆卸蓄电池和蓄电池底板将大灯后盖的紧固弹簧按箭 -头方向松开拆卸大灯后盖 ---94-03--更换远光灯灯泡-拆卸大灯后盖参见第94-03页- 按图中箭头所示的步骤将连同底座的远光灯泡固定弹簧松开并翻到一边从大灯反射罩中连同插头取 -出远光灯底座从远光灯底座上拔下导向插 -头将其插入到新的灯泡底座上按相反顺序安装远光灯底座 -和紧固弹簧安装大灯后盖 -安装完新的大灯灯泡后进行大 - 灯调整.--94-04--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器47页码更换近光灯灯泡第灯大后盖参见卸 - 拆页94-03按箭头方向转动插头直到在 -灯座上的两个卡片从两个螺栓的垫片下脱出- 从大灯反射罩中连同插头取出近光灯底座- 从近光灯底座上拔下近光灯灯泡插入新的灯泡按相反顺序安装远光灯底座 -到反射罩内安装大灯后盖 -安装完新的大灯灯泡后进行大 - 灯调整--94-05--更换转向灯灯泡按箭头方向转动转向灯灯泡 -底座使其从反射罩中松开- 取出转向灯底座- 略微按下转向灯灯泡并逆时针转动灯泡将其从灯座上取下-安装新的灯泡安装时略微按 -下并顺时针转动灯泡将其安装到位按相反步骤安装灯泡底座 ---94-06--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码57更换驻车灯灯泡拆卸大灯后 - 盖参见第页94-03按箭头方向拉出小灯灯泡底 -座上的塑料条将底座连同灯泡一起拉出从底座上拔下小灯灯泡安装 -新的灯泡- 安装底座在安装时注意底座塑料条上印有UP字样的一面向上- 安装大灯后盖--94-07--拆卸和安装大灯注意在电气设备上作业之前必须先断开蓄电池接地线说明必要时按照大灯的调整要求检查大灯说明拆卸左大灯时要先拆卸蓄电池拆卸- 拆卸前保险杠罩盖车身修理手册车身外部修理63组拆卸前保险杠导向件 -车身修理手册车身外部修理63组拆卸四个螺栓-箭头- -拔下大灯插头 -- 取下大灯总成--94-08--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备67页码安装安装与拆卸步骤相反说明安装后按照大灯的调整要求进行大灯校正--94-09--调整大灯说明使用大灯调整仪调整大灯时应严格按照大灯校正仪的说明- 图中箭头为右大灯调整螺母◆左右大灯的调整方法相同-用螺丝刀旋转两个调整旋钮直到符合技术标准--94-10--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6备设器电.页码77更换前雾灯灯泡说明安装灯泡时手不要触摸灯泡手指在玻璃灯泡上留下的油腻痕迹会在打开灯光时雾化使玻璃灯泡模糊举起车辆 -按图示方向扳动雾灯后盖压 -簧使其松开拔下后盖上的雾灯插头 -按图示方向扳动雾灯灯泡底 -座压簧使其松开- 取出连同雾灯灯泡的底座- 取下雾灯灯泡安装上新的雾灯灯泡--94-11--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器12页码前雾灯注意在电气设备上作业之前必须先.断开蓄电池接地线前雾灯安装简图1- 支架固定-1- 螺钉雾 2- 灯固定螺钉三个前雾灯后 3-盖支架 4-定固架 5- 支-2- 螺钉.6- 密封圈7- 灯泡12V 55W8- 雾灯灯罩--94-12--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码拆卸和安装前雾灯拆卸- 拆卸前保险杠罩壳车身维修手册外部车身修理组63- 拔下雾灯灯罩上的导线插头拆卸将雾灯支架固定到前保险杠 -罩壳上的两个固定螺- 箭头钉 -根据图示的位置用螺丝刀将雾灯 -壳体固定夹从前保险杠罩壳的固定卡子上撬出- 取下雾灯总成安装说明安装雾灯后进行雾灯的调整参见第页安装的顺序与拆卸相反--94-13--调整雾灯必须按照法律法规的规定对雾灯进行调整必要时举升车辆 -松开将雾灯罩盖紧固到前保险杠 -罩盖上的紧固螺钉--箭头AB用螺丝刀在图示的位置-箭头 --撬出雾灯盖板- 用螺丝刀转动孔中的调整螺栓-箭头-对雾灯进行调整--94-14--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器11页码侧面转向灯侧面转向灯的安装简图1- 灯盖2- 灯炮3- 灯座拆卸和安装侧面转向灯拆卸在螺丝刀内侧垫一层软布轻轻撬 -下侧面转向灯-箭头-- 拔下线束插头安装安装以拆卸相反顺序进行--94-15--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码12高位制动灯高位制动灯安装简图固定螺钉 1-高位制动 2- 灯总成高位制动 3- 灯线束插头连接线束 4- 插头--94-16--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备22页码拆卸和安装高位制动灯拆卸拆卸车顶内部后饰件 -70 车身维修手册车身内部修理组- 拆卸线束插头- 旋出固定螺钉安装与拆卸步骤相反--94-17--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器12页码尾灯和后转向灯注意在电气设备上作业之前必须先断开蓄电池接地线尾灯和后转向灯的装配简图1-灯罩2-固定螺母3-后转向灯灯泡制动尾灯灯泡 4-插头 5-灯座 1---94-18--更换后转向灯及后制动灯灯泡说明安装时手不要接触玻璃灯泡手指可能在玻璃泡上留下油腻痕迹油腻痕迹在灯泡接通时雾化并且使玻璃灯泡模糊- 按下尾灯导线插头两侧的卡舌 A-从灯座上-箭头拔下导线插头按下灯座两侧的卡舌-箭头 - B -取下灯座按住灯泡逆时针转动并拆卸灯 -泡安装新的灯泡 -- 按相反顺序安装灯座和插头--94-19--拆卸和安装尾灯和后转向灯fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备22页码。
ELANTRA 3
T125/70R16 420kPa(60psi)
D040B01A-AAT
控制备胎
D050A01A-AAT
爆胎 在行车时爆胎:
1. 松开加速踏板,并减速行驶。切勿 即刻运用刹车系统或试图离开车 行道,这使您失去控制。当车辆慢 速行驶时,可以安全运用刹车系统 并离开车行道停放在安全,平稳的 地面。若在高速公路行驶,切勿停 放在路段的中间部位。
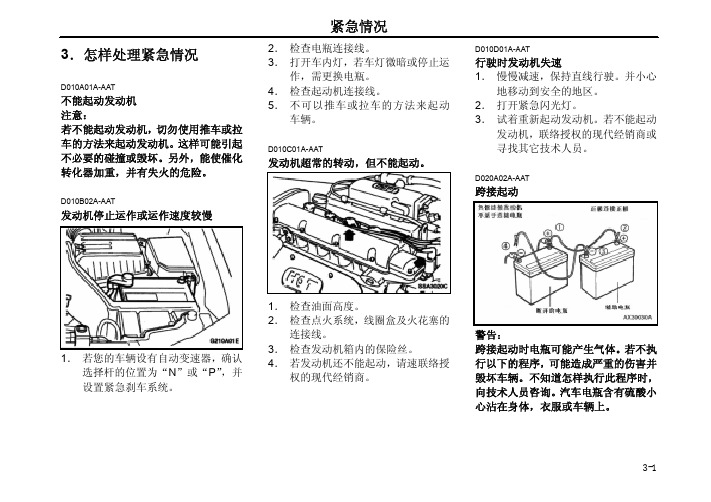
紧急情况
D060F02E-AAT
5. 顶高车辆
D060E01A-AAT
4. 放置千斤顶
D060G02Y-AAT
6. 更换轮胎
将把千斤顶放置在靠近更换轮胎的前 或后顶高位置。可以在同图画所示的位 置里放置千斤顶。
在图画所示的部位安装千斤顶把手。要 顶车辆,顺时针方向转动把手。千斤顶 顶车辆时确认其位置以免滑下。若千斤 顶在松软的地面或在沙滩时,您需按一 个合适的平板放在千斤顶的下面,以免 陷入。充分顶车辆,以便安装备胎。安 装备胎时需要更大的离地间隙。
有关防盗系统,您可以参照 1—3 页的 内容。
紧急情况
3-9
3-8
注意: 如果车辆四轮都着地时牵引时,它可以 从前面进行牵引工作。变速器杆应挂在 空档。牵引时变速不要超过 50km/h 并 比 25km 更长的距离。 确认钥匙在“ACC”位置时进行操作。 驾驶员应在被牵引的车辆里,操作方向 并踩刹车。
D120A01A-GAT
丢失钥匙 如果您丢失车辆的钥匙,您可以用钥匙 号码从现代经销商手中获得新钥匙。若 钥匙在车内的情况下锁住车门及不能 得到新钥匙时,现代经销上可以使用特 殊工具来打开车门。
3-2
5. 若水泵传动皮带损坏冷却液流出, 即刻停止发动机并联络现代经销 商。
上海大众桑塔纳3000维修手册五
2004上海大众桑塔纳3000维修手册(五)电器设备页码57蓄电池固定底座的检查如果不检查蓄电池会产生下列危险◆强烈的振动将影响蓄电池的使用寿命◆如蓄电池固定不当易损坏蓄电池的格形板◆如果固定卡子受损可能发生蓄电池酸液溢出的严重后果碰撞安全性变差◆--27-07--蓄电池充电说明◆在给蓄电池充电时必须注意安全因为蓄电池的充电过程中会形成易燃气体◆精密仪器应远离充电场所因为充电过程中会产生腐蚀性的气体蓄电池与充电设备连接之前必须◆断开关闭充电设备的电源开关◆蓄电池放电时的温度不得低于10°C◆如果在车辆上继续使用蓄电池必须遵守适用于恒定电压和酸液浓度的说明◆充电电压最高不得超过144V--27-08--需要用到的专用工具操作设备检测仪器以及辅助工具- VAS5095蓄电池充电器fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备67页码未亏电的蓄电池充电- 拆下蓄电池负极接地线拆下蓄电池全部正极导线 -将充电设备的正极导线连接蓄电 -池的正极将充电设备的负极导线连接蓄电 -池的负极根据蓄电池充电器操作说明进行 -蓄电池充电--27-09--过度放电蓄电池的充电说明◆过度放电蓄电池116V和较小的恒定电压充电的时间不得少于24小时◆最大充电电流I不得超过蓄电池也容量的10就是说一个 60Ah的蓄电池最大I 6A 充电电流为安培◆最大充电电压U不得超过144V 伏特关于快速充电的说明只有在特殊情况下才能对蓄电池◆进行快速充电◆蓄电池由于快速充电有可能发生故障--27-10--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器77页码蓄电池的检查带电眼没有电池密封塞的蓄电池图中所2和盖板您可以从电眼 1 示上识别出该蓄电池注意盖板2仅用于批量生产时进行加注绝对不允许去除盖板否则会造成蓄电池损坏蓄电池不能再被使用通过修改设计已经生产出一代免维护蓄电池可以通过电眼 1进行蓄电池状态的检查利用电眼对蓄电池进行检查电眼为您提供有关蓄电池酸液液位和充电状态的信息提示由于电眼只是位于蓄电池的一个单格中因此它显示的也只是这个电池格的情况–在进行目测之前请用螺丝起子的手柄小心地轻敲电眼--27-11--提示当给蓄电池充电后会在电眼下产生气泡这些气泡会使电眼的颜色显示不真实轻轻地敲击电眼就能除掉可能影响显示的气泡使电眼的颜色显示更准确提示电眼可能位于蓄电池的不同位 -置可能有三种不同的颜色显示 -绿色 - 蓄电池已充够电黑色 - 没有电荷或电荷过低蓄电池必须充电必须更新 - 无色或黄色–蓄电池--27-12--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备12页码起动电机注意操作电气装置前先断开蓄电池接地线说明在断开蓄电池之前对于有防盗 - 码的无线电设备应先查询密码预备重新连接后使用- 当蓄电池断开和重新接线时请根据维修手册和或操作说明对车辆装备收音机时钟舒适性电器电动车窗升降机等进行检查拆卸和安装起动电机需要的专用工具操作设备检测仪器以及辅助工具扭力扳手5-50Nm - com1--27-13--拆卸- 断开蓄电池的接地线- 拆卸车辆底部挡板- 举起车辆松开起动电机前部固定支架 --1-的三个固定螺栓和-2-拆卸起动电机前部支架拔下导线插头-1-松开导线固 - 取下-2-定螺母导线-3---27-14--拆卸将起动电机固定在变速 - -箱上的两个固定螺栓.箭头-- 拆卸起动电机fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码安装安装以拆卸的相反顺序进行说明起动电机的后部固定螺栓的拧紧60 Nm力矩--27-15--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码11拆卸和安装三相交流发电机注意操作电气装置前先断开蓄电池接地线提示在断开蓄电池之前对于有防 -盗码的无线电设备应先查询密码预备重新连接后使用- 当蓄电池断开和重新接线时请根据维修手册和或操作说明对车辆装备收音机时钟舒适性电器电动车窗升降机等进行检查需要的专用工具操作设备检测仪器以及辅助工具扭力扳手 -com15-50Nm--27-16--发电机安装简图六角螺栓短 1-25Nm三个◆ _2-张紧轮支架3-内六角螺栓短_◆ 25Nm支架 4-皮带 5-内六角螺栓长 6-◆ _ 25Nm三相交流发电 7- 机 8-六角螺帽--27-17--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码12楔形皮带的检查说明◆在拆卸之前需标明三角皮带的运转方向安装时应注意正确的运行方向如果皮带的旋向装反将会导致皮带的损坏如果皮带已损坏必须立即更换以◆免使其功能受到影响--27-18--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码拆卸和安装楔形皮带拆卸如图所示用扳手按顺时针方 -向扳动张紧轮将销子穿过张紧轮插入发动机机体上的孔中使张紧轮固定将皮带放松- 取下楔形皮带安装- 把楔形皮带按顺序绕放在曲 -皮带轮冷却液泵轴皮带轮转向助力泵皮带轮过渡轮和张紧轮上用扳手按顺时针方向转动张 -紧轮拔出销子使扳手逆时针转动直至将皮带张紧起动发动机检查皮带运行情 -况--27-19--更换三相交流发电机上楔形皮带轮需要的专用工具操作设备检测仪器以及辅助工具- 按照图示的方法使用需要专用套筒3310旋松或拧紧三相交流发电机上的锲形皮带轮楔形皮带轮紧固螺母的旋紧力矩为65Nm±5Nm--27-20--电气系\3000型维修手册3000大众桑塔纳\大众车型\汽车维修手册fileG\ 2006-10-6电器设备页码12组合仪表组合仪表安装简图组合仪表 1-垫圈 2-螺钉 3-组合仪表饰 4-板--90-01--拆卸和安装组合仪表注意在电气设备上作业之前必须先断开蓄电池接地线拆卸底盘修理拆下方向盘参见 -手册方向盘的拆卸向外拉出组合仪表饰板 -箭个紧固螺钉旋出箭头2- --头拉出组合仪表 ---90-02---按图中箭头所示方向将组合仪表背面线束连接插头上的拨杆向左推至极限位置fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码-拔下线束插头- 取出组合仪表安装与拆卸步骤相反--90-03--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器12页码组合仪表表安装组合仪简图1- 组合仪表2- 垫圈3- 螺钉组合仪表饰 4-板--90-01--拆卸和安装组合仪表注意在电气设备上作业之前必须先断开蓄电池接地线拆卸底盘修理拆下方向盘参见 -手册方向盘的拆卸向外拉出组合仪表饰板 -- 旋出箭头2个紧固螺钉-箭头- - 拉出组合仪表--90-02---按图中箭头所示方向将组合仪表背面线束连接插头上的拨杆向左推至极限位置fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码-拔下线束插头- 取出组合仪表安装与拆卸步骤相反--90-03--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器11页码收放机拆卸和安装收放机注意在电气设备上作业之前必须先断开蓄电池接地线需要的专用工具操作设备检测仪器以及辅助工具收放机拆卸专用工具-3316拆卸将专用工具如图所示插入收放 - 机两边的四个孔中拉出收放机 -拔下收放机背后天线扬声器及 - 电源插头取出收放机 -安装安装与拆卸的顺序相反--90-04--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器13页码前扬声器注意在电气设备上作业之前必须先池开断蓄电接地线前高音扬声器安装简图1- 扬声器防护盖1- 螺栓◆四个扬声器 3-导线 4---90-05--前低音音扬声器安装简图1- 固定螺钉 3个2- 低音扬声器--90-06--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器23页码拆卸与安装前高音扬声器拆卸-驾驶员侧拆卸仪表板下护板车身维修手册内部车身修理组68-前座乘客侧拆卸杂物箱-拔下侧面出风口管道暖风与空调维修手册暖风修理组80-从底部用螺丝刀松开扬声器防护盖与仪表板的四个固定卡子-箭头---90-07--从仪表板上拆卸扬声器防护-盖拔下线束插头-取出高音扬声器总成-安装与拆卸步骤相反--90-08--拆卸和安装前低音扬声器- 拆卸车门内饰板车身维修手册车身内部修理组70 - 拆卸线束插头-箭头A-fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器33页码.- 拆卸三个固定螺钉-箭头B-安装与拆卸步骤相反--90-09--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器11页码后扬声器拆卸和安装后扬声器拆卸-旋出箭头所示的四个螺母-拔出扬声器电线插头安装与拆卸步骤相反--90-10--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器11页码天线注意在电气设备上作业之前必须先断开蓄电池接地线天线的安装简图天线 1-天线底座 2-带功率放大器密封件 3-固定件 4-线束插头 5- --90-11--拆卸和安装天线拆卸- 拆卸车顶内饰车身维修手册内部车身修理组70拆卸固定螺母-箭头C- -松开天线插头-箭头AB- -从车顶外取下天线总成和导 -线安装与拆卸步骤相反--90-12--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备13页码风窗雨刮系统雨刮器装置安装简图雨刮 1- 橡皮条线束插头 2-刮器电雨 1-机2- 螺栓◆ 5Nm3- 支座4- 电机连杆螺母 5-连杆 6-◆球面用油脂润滑--92-017- 连杆支架 8- 垫圈9- 螺母◆ 2Nm10- 螺母◆ 6Nm11- 雨刮器臂--92-02--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器23页码拆卸和安装雨刮器系统注意在电气设备上作业之前必须先断开蓄电池接地线说明拆卸雨刮器摇臂之前要确保雨刮器马达处于起始位置只有这样在安装时才能调整雨刮器摇臂的极限位置雨刮器摇臂的拆卸用螺丝刀撬开图示雨刮器摇臂 - 轴上的罩盖--92-03---旋松图中箭头所示的六角螺母不用完全旋出-摇动雨刮器摇臂直到松动为止-旋出六角螺母取下雨刮器摇臂雨刮器马达及框架的拆卸和安装拆卸拔出图中上方箭头所示雨刮器 - 马达线束插头-箭头A-B- -旋出图中箭头所示的螺栓--取出雨刮器马达及框架--92-04--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码33安装调整曲柄定位位置将雨刮器马达转到起始位置 - 装上电机连杆并将其调整到图 - 中箭头所示的位置以仍能看见管内螺纹为限拆卸和安装雨刮器橡胶片在雨刮器橡胶片被定位到雨 -刮器板的一侧使用.扁口钳压紧雨刮器橡胶片中的金属导轨片使橡胶片从从上面的夹板边脱出然后将雨刮器橡胶片从雨刮器板的夹板中拔出--92-05--把新的雨刮器橡胶片沿其金 -属导轨片插入到雨刮器板上在橡胶片被定位到雨刮器板 -上的位置使用扁口钳重新压紧两个导轨片将橡胶片插入到上面的.夹板中使两侧夹板凹缘锁定到雨刮器橡胶片的固定槽图中箭头所示中雨刮器橡胶片终端偏差的调整- 雨刮器板必须与连杆对准即雨刮器橡胶片离风窗底边20mm距离--92-06--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器12页码风窗清洗装置风窗清洗装置安装简图1- 喷嘴a 435mmb 450mmc 435mmd 320mm软管接头 2- 软管 3-洗清窗 4-风液罐.5-密封套6-风窗清洗液泵--92-07--拆卸和安装风窗清洗液罐和清洗液泵拆卸拆卸保险杠罩盖 - 外部车身修63 理组断开风窗清洗液泵的插头- -箭头A-将清洗液泵向上拉出其底部的密封圈- 松开固定风窗清洗液罐的三个螺栓-箭头B-- 拆卸风窗清洗液罐安装与拆卸步骤相反--92-08--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码大众桑塔纳大众车型汽车维修手册fileG\\\3000\3000型维修手册电气系2006-10-6电器设备17页码拆卸和安装灯光开关拆卸注意在电气设备上作业之前必须先断开蓄电池接地线按照图示箭头的方向依照顺 -序将灯光开关从仪表板上拔出拆卸开关后部的线束 -安装- 安装以相反顺序进行fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备27页码大灯注意在电气设备上作业之前必须先断开蓄电池接地线说明按照大必要时灯的调整要求检.查大灯大灯安装简图1- 密封圈大灯后盖 2-垫圈 3-垫圈 4-远光灯插头 5-6- 驻车等灯泡12V5W --94-01--7- 驻车灯灯座8- 近光灯灯座9- 转向灯灯座10-垫圈11-转向灯灯泡12V21W12-近光灯灯泡12V55W13-远光灯灯泡12V55W14-大灯壳体15-垫圈16-螺栓--94-02--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器37页码更换大灯灯泡说明安装时手不要接触玻璃灯泡手指可能在玻璃泡上留下油腻痕迹油腻痕迹在灯泡接通时雾化并且使玻璃灯泡模糊拆卸大灯后盖说明拆卸左侧大灯后盖时需要拆卸蓄电池和蓄电池底板将大灯后盖的紧固弹簧按箭 -头方向松开拆卸大灯后盖 ---94-03--更换远光灯灯泡-拆卸大灯后盖参见第94-03页- 按图中箭头所示的步骤将连同底座的远光灯泡固定弹簧松开并翻到一边从大灯反射罩中连同插头取 -出远光灯底座从远光灯底座上拔下导向插 -头将其插入到新的灯泡底座上按相反顺序安装远光灯底座 -和紧固弹簧安装大灯后盖 -安装完新的大灯灯泡后进行大 - 灯调整.--94-04--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器47页码更换近光灯灯泡第灯大后盖参见卸 - 拆页94-03按箭头方向转动插头直到在 -灯座上的两个卡片从两个螺栓的垫片下脱出- 从大灯反射罩中连同插头取出近光灯底座- 从近光灯底座上拔下近光灯灯泡插入新的灯泡按相反顺序安装远光灯底座 -到反射罩内安装大灯后盖 -安装完新的大灯灯泡后进行大 - 灯调整--94-05--更换转向灯灯泡按箭头方向转动转向灯灯泡 -底座使其从反射罩中松开- 取出转向灯底座- 略微按下转向灯灯泡并逆时针转动灯泡将其从灯座上取下-安装新的灯泡安装时略微按 -下并顺时针转动灯泡将其安装到位按相反步骤安装灯泡底座 ---94-06--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码57更换驻车灯灯泡拆卸大灯后 - 盖参见第页94-03按箭头方向拉出小灯灯泡底 -座上的塑料条将底座连同灯泡一起拉出从底座上拔下小灯灯泡安装 -新的灯泡- 安装底座在安装时注意底座塑料条上印有UP字样的一面向上- 安装大灯后盖--94-07--拆卸和安装大灯注意在电气设备上作业之前必须先断开蓄电池接地线说明必要时按照大灯的调整要求检查大灯说明拆卸左大灯时要先拆卸蓄电池拆卸- 拆卸前保险杠罩盖车身修理手册车身外部修理63组拆卸前保险杠导向件 -车身修理手册车身外部修理63组拆卸四个螺栓-箭头- -拔下大灯插头 -- 取下大灯总成--94-08--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备67页码安装安装与拆卸步骤相反说明安装后按照大灯的调整要求进行大灯校正--94-09--调整大灯说明使用大灯调整仪调整大灯时应严格按照大灯校正仪的说明- 图中箭头为右大灯调整螺母◆左右大灯的调整方法相同-用螺丝刀旋转两个调整旋钮直到符合技术标准--94-10--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6备设器电.页码77更换前雾灯灯泡说明安装灯泡时手不要触摸灯泡手指在玻璃灯泡上留下的油腻痕迹会在打开灯光时雾化使玻璃灯泡模糊举起车辆 -按图示方向扳动雾灯后盖压 -簧使其松开拔下后盖上的雾灯插头 -按图示方向扳动雾灯灯泡底 -座压簧使其松开- 取出连同雾灯灯泡的底座- 取下雾灯灯泡安装上新的雾灯灯泡--94-11--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器12页码前雾灯注意在电气设备上作业之前必须先.断开蓄电池接地线前雾灯安装简图1- 支架固定-1- 螺钉雾 2- 灯固定螺钉三个前雾灯后 3-盖支架 4-定固架 5- 支-2- 螺钉.6- 密封圈7- 灯泡12V 55W8- 雾灯灯罩--94-12--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器22页码拆卸和安装前雾灯拆卸- 拆卸前保险杠罩壳车身维修手册外部车身修理组63- 拔下雾灯灯罩上的导线插头拆卸将雾灯支架固定到前保险杠 -罩壳上的两个固定螺- 箭头钉 -根据图示的位置用螺丝刀将雾灯 -壳体固定夹从前保险杠罩壳的固定卡子上撬出- 取下雾灯总成安装说明安装雾灯后进行雾灯的调整参见第页安装的顺序与拆卸相反--94-13--调整雾灯必须按照法律法规的规定对雾灯进行调整必要时举升车辆 -松开将雾灯罩盖紧固到前保险杠 -罩盖上的紧固螺钉--箭头AB用螺丝刀在图示的位置-箭头 --撬出雾灯盖板- 用螺丝刀转动孔中的调整螺栓-箭头-对雾灯进行调整--94-14--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器11页码侧面转向灯侧面转向灯的安装简图1- 灯盖2- 灯炮3- 灯座拆卸和安装侧面转向灯拆卸在螺丝刀内侧垫一层软布轻轻撬 -下侧面转向灯-箭头-- 拔下线束插头安装安装以拆卸相反顺序进行--94-15--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码12高位制动灯高位制动灯安装简图固定螺钉 1-高位制动 2- 灯总成高位制动 3- 灯线束插头连接线束 4- 插头--94-16--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备22页码拆卸和安装高位制动灯拆卸拆卸车顶内部后饰件 -70 车身维修手册车身内部修理组- 拆卸线束插头- 旋出固定螺钉安装与拆卸步骤相反--94-17--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电备设器12页码尾灯和后转向灯注意在电气设备上作业之前必须先断开蓄电池接地线尾灯和后转向灯的装配简图1-灯罩2-固定螺母3-后转向灯灯泡制动尾灯灯泡 4-插头 5-灯座 1---94-18--更换后转向灯及后制动灯灯泡说明安装时手不要接触玻璃灯泡手指可能在玻璃泡上留下油腻痕迹油腻痕迹在灯泡接通时雾化并且使玻璃灯泡模糊- 按下尾灯导线插头两侧的卡舌 A-从灯座上-箭头拔下导线插头按下灯座两侧的卡舌-箭头 - B -取下灯座按住灯泡逆时针转动并拆卸灯 -泡安装新的灯泡 -- 按相反顺序安装灯座和插头--94-19--拆卸和安装尾灯和后转向灯fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备22页码。
上海大众桑塔纳3000维修手册(四)
2004上海大众桑塔纳3000维修手册(四)电器设备页码12目录27 起动电机电源蓄电池- 蓄电池处理说明- 关于铅酸蓄电池的警告提示和安全规定- 蓄电池拆卸前的目测- 拆卸和安装蓄电池- 蓄电池固定底座的检查- 蓄电池充电- 蓄电池的检查起动电机- 拆卸和安装起动机拆卸和安装三相交流发电机楔形皮带的检查- 楔形皮带的检查- 拆卸和安装楔形皮带- 三相交流发电机上楔形皮带轮的更换 90 组合仪表拆卸和安装组合仪表收放机- 拆卸和安装收放机前扬声器- 拆卸和安装前高音扬声器- 拆卸和安装前低音扬声器后扬声器- 拆卸和安装后扬声器天线- 拆卸和安装天线92 雨刮装置和风窗清洗装置风窗雨刮系统- 风窗雨刮系统安装简图- 拆卸和安装雨刮器系统- 拆卸和安装雨刮器橡胶片- 雨刮器橡胶片终端偏差的调整风窗清洗装置- 拆卸和安装风窗清洗液罐和清洗液泵 94 光源灯开关- 外部大灯- 大灯安装简图- 更换大灯灯泡- 拆卸和安装大灯- 调整大灯- 更换前雾灯灯泡前雾灯- 前雾灯安装简图- 拆卸和安装前雾灯- 调整雾灯侧面转向灯高位制动灯- 拆卸和安装高位制动灯尾灯和后转向灯- 更换尾灯和后转向灯- 拆卸和安装尾灯和后转向灯fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码22倒车灯及后雾灯- 更换倒车灯及雾灯灯泡- 拆卸和安装倒车灯及雾灯后牌照灯- 后牌照灯的拆卸更换及安装96 光源灯开关- 车内前阅读灯- 拆卸和安装前阅读灯带天窗控制 - 前阅读灯泡的更换带天窗控制- 拆卸和安装前阅读灯不带天窗控制 - 前阅读灯泡的更换不带天窗控制后阅读灯- 拆卸和安装后阅读灯- 更换后阅读灯泡拆卸和安装化妆镜照明灯发动机舱照明灯和开关- 拆卸和安装发动机舱照明灯- 拆卸和安装发动机舱照明灯开关行李箱照明灯和开关- 拆卸和安装行李箱照明灯- 拆卸和安装行李箱照明灯开关防盗控制单元- 拆卸和安装防盗控制单元集控锁控制单元- 拆卸和安装集控锁控制单元中央电器- 拆卸和安装中央电器fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码17蓄电池说明处于生产技术的原因车辆上安装的蓄电池的外形可能与图示的不相同本手册所描述的注意事项和操作说明适用于所有的蓄电池蓄电池是车辆中最重要的电器部件免维护的蓄电池对用户满意大有裨益为了确保长期的耐用性蓄电池必须根据本维修手册中的操作指南说明进行检查维修和保养除了起动功能之外蓄电池还作为发电机负载并为车辆中电器设备提供电能蓄电池经历着技术上的演变人们一直在对其进行不断的开发但是目前还不可能在车辆中使用一个完全无需维修的蓄电池--27-01--蓄电池处理说明蓄电池接线柱不得上油脂蓄电池接线柱只允许用手接上不要太用力以避免损坏蓄电池壳体蓄电池接线柱的拧紧力矩为5Nm箭头所示当蓄电池重新接线时不要忘记按照维修手册和或操作说明对车辆装备收音机时钟舒适性电器电动车窗升降机等进行检查--27-02--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码27关于铅酸蓄电池的警告提示和安全规定1 -禁止火火花明火和吸烟–避免在处理导线和电气装置时因为静电放电而产生火花–避免短路不允许将任何工具置于蓄电池之上2 –进行蓄电池维修工作时必须带护目镜3 -儿童远离酸和蓄电池4 -废弃物处理–旧蓄电池必须由专业部门处置5 -绝对不能将旧蓄电池作为生活垃圾进行处理6 -爆炸危险–蓄电池充电时将会形成一种高爆炸性的混合气体7 -遵守电气设备维修手册和使用说明中关于蓄电池的提示内容8 -腐蚀危险–蓄电池酸液有强腐蚀性因此应戴上防护手套和护目镜--27-03--蓄电池拆卸前的目测请您在开始全面测量前务必通过目检检查蓄电池的外部状态和连接情况通过这项检查应确定蓄电池壳体是否有损坏因为壳体损坏可能引起酸液溢出蓄电池接线柱蓄电池导线接头是否有损坏蓄电池接线柱损坏将无法保证蓄电池接线柱接触良好在蓄电池接线柱接线时还要注意要以本手册中所规定的扭矩旋紧如果蓄电池接线柱未正确连接和拧紧可能引起导线起火并可能引起电气设备的功能故障在这种情况下车辆的性能状况在很大程度上无法保证--27-04--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码37fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6电器设备页码47拆卸和安装蓄电池注意在电气设备上作业之前必须先断开蓄电池接地线拆卸- 断开蓄电池负极接地线- 断开蓄电池正极导线- 旋松六角螺栓-2-- 拆卸固定卡子--27-05--安装1- 蓄电池底板2-固定卡子◆必须扣压到蓄电池护底板上蓄电池的底板厚度为20mm3-六角螺栓◆ 22Nm4-蓄电池固定的支架说明连接蓄电池前必须根据维修手册检查车辆装备收放机时钟车窗电动升降机--27-06--fileG\汽车维修手册\大众车型\大众桑塔纳3000型维修手册\3000电气系2006-10-6。
傲拓科技 NA2000系列PLC硬件手册说明书

NA2000 可编程控制器硬件手册V2.50傲拓科技股份有限公司2023年04月基本说明✧感谢您购买了傲拓科技股份有限公司(简称傲拓科技)系列可编程序控制器。
✧在使用产品之前,请仔细阅读本手册,并在充分理解手册内容的前提下,进行使用。
✧软件及编程方面的介绍,请查阅相关手册。
✧请将本手册交付给最终用户。
用户须知✧使用产品要求在控制系统的设计和编程方面有经验。
只允许具有此类经验的人士编程、安装、改动和应用此产品。
电气设备的安装、操作、维修和维护工作仅限于合格人员执行。
✧手册等其他技术资料中所列举的示例仅供用户理解、参考用,不保证一定动作。
✧将该产品与其他产品组合使用的时候,请确认是否符合相关规定、原则、技术要求等。
✧使用该产品时,请自行确认是否符合要求以及安全,对于本产品故障而可能引发机器故障或损失时,请自行设置后备及安全功能。
不遵守本产品的相关警告可能导致人身伤害或设备损坏。
✧在安装和使用本产品时,必须遵守国家/地区、区域和当地的所有相关的安全法规。
出于安全方面的考虑和为了确保符合归档的系统数据,只允许制造商对各个组件进行维修。
✧对于使用本资料所引发的任何后果,傲拓科技概不负责。
✧我们已核对本手册中的内容、图表与所述硬件设备相符,但误差难以避免,并不能保证完全一致。
我们会定期对手册的内容进行检查、修改和维护,恕不另行通知。
版权申明✧本手册内容,包括文字、图表、标志、标识、商标、产品型号、软件程序、版面设计等,均受《中华人民共和国著作权法》、《中华人民共和国商标法》、《中华人民共和国专利法》及与之适用的国际公约中有关著作权、商标权、专利权或其他财产所有权法律的保护,为傲拓科技专属所有或持有。
✧未经傲拓科技明确书面许可,不得以任何形式、通过任何电子或机械手段(包括复印)复制本文档的任何部分。
✧傲拓科技保留全部权利。
✧手册中涉及到的其他商标或注册商标属于他们各自的拥有者。
联系方式如果您有任何关于本产品的使用问题,请与购买产品的代理商、办事处联系,也可以直接与傲拓科技联系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ⅲ. 日常操作
2
元适工程贸易(上海)有限公司 Website:
一般通过下列步骤检查: 1. 确保有足够的焊丝能焊完整道焊缝 2. 用新的焊剂,回收使用的焊剂需筛选,把焊剂斗上的开关放在“开”的位置 3. 打开电源 4. 把控制箱电源打开 5. 把机头置于起始焊接处,确保行走方向正确 6. 把行走开关设置于“自动行走”,当不焊接时设成“手工行走” 7. 为起弧方便,把焊丝头部剪尖 8. 按 “Inch down” (送丝)按钮向下送丝,用热起弧(划擦起弧)时,焊丝距工件约 6mm,
一般设成 5 5.把焊丝端部 150mm 校直,按 “inch down”按钮,通过机头送丝,通过焊丝矫直器矫直
焊丝,对 K231 导电杆,不用完全校直 6. 在一块合适的工件上安装地线 7. 试焊,并按工艺调节电流,电压,旋钮
Ⅴ. 起弧和收弧程度
1. 起弧程序 把焊丝端部剪尖,将 NA-3 开路电压值设置为与弧电压控制值相同。一般先将 OCV 开 路电压值设置为 6-7。进行试焊。设置合适的电流、电压值与行走速度。将冷送丝速度 设置为 2-3。观察 NA-3 电压表并调节开路电压值,反复启动,直至达到最好的启动效 果。如电压表指针平稳地升至所需值,则开路电压值设置恰当。如指针先超出了所设置 的电压值,然后返回至所需值,则开路电压设置得过高,这将导致启动不良。如指针无 法平稳的升至所需的电压值,则说明开路电压设置得过低。
亮
返烧 时间
焊接 时(有 电弧)
亮 亮 亮 亮
5
元适工程贸易(上海)有限公司 Website:
2A,开路电压及冷送丝速 度控制
亮亮 亮 亮
亮
2B,按下起弧开关
亮*
亮*
2C,按下停弧开关
亮* 亮*
2D,有焊接电流
逻暗 暗 暗 暗 亮 亮 亮
2E,有送丝励磁电压信号 辑
4.如 1B 和 2B 灯都亮,从
“Start”开关(S5)上拆
下 581”连线,如问题解决,
则开关坏,如拆下后,2B
灯仍亮,则逻辑板可能坏;
焊剂斗 行走小车 电源启动继电器
电压板 控制端子排
控制板
逻辑板
指示灯
灯号
1A,按抽丝开关 1B,有电机转动信号 1C,有送丝励磁电压 1D,有抽丝励磁电压
1E,有电枢电压
指示灯状态(NA3 设置为恒压 CV)
位待 置机
控 制 板亮
按抽 丝开 关 亮*
亮 亮
按送 丝开
关
亮 亮
亮
按起 弧开
关
亮 亮
亮
按停 弧开 关
择。 C. 把位置开关设为“VV Submerged Arc”(恒流特性埋弧焊) D. 把 NA-3 冷送丝速度设为“2” E. 把 NA-3 OCV(开路电压)设在刻度 6-7
AC1200 电源 A. 在 NA-4 控制箱面板上设“current control”(电流控制)设为“5” B. 在 NA-4 上设“voltage control”为“6” 2. 送丝速度
Ⅱ.电气安装
1. 电缆连接 需 600W,115V/50AC(其中,350W 给送丝电机和控制电路,250W 给行走电路)
● 从机头到控制箱: 所有的工件电缆都接到控制箱后部,每个机头都带 1.2m 电机电缆和 1.2m 焊剂斗电缆(如 带漏斗),插到控制箱一侧对应的插座内。 把工作电缆从机头导电杆接到控制箱右侧(面对控制箱面板),用螺栓固定。
2,4 为焊机输出信号,短接后焊机应有输出 31,31 为 115Vac,有焊机提供 21 工件反馈线,一般接到电源的输出控制端子排上,也可直接接到工件上 75,76,77 为焊机输出大小控制 电源接到控制箱左侧(面对控制箱面板),用螺栓固定。
焊接电缆接焊枪
焊接电缆接电源
对 NA-4/AC1200 其控制电缆与工作电缆最好应分开大约 0.3 米,以防表测量不准,碰 到严重不准时,把控制电缆的 21 号线直接连到工件,67 号连到导电杆组件,21、67 号线应尽量分开。 2. 机械维修 1. 送丝机头齿轮箱 齿轮每一年需润滑(MS 润滑油) 2. 送丝机构 三种送丝范围:Ф0.9-1.3mm, Ф1.6-2.4mm, Ф2.4-5.6mm, 如在范围之外改变焊丝直径, 需更换送丝轮内、外导向管。 3. 焊丝校直器 定期检查上部的滑块和下部的入口。 3. 电气维修 1. 控制箱 每三个月检查控制箱,用低压空气吹灰。 2. 电路保护 电路断路器装在控制箱左边,保护电路以防短路或过载。当断路器打开后,先检查是否 短路或过载,然后把弹出的红钯按钮按下,复位。 3. 砺磁电路在控制板上有一个限流发热电阻保护砺磁电路,下列原因可能导致电阻一直冒 烟或烧坏。 A. 电机砺磁短路,正常电阻为 700-800Ω B. 焊丝与熔池经常短路 C.21-67 号线间阻抗小,一般要大于 500Ω 在控制板上 0.3A 保险,以防电路板上元件损坏或 240DC 电源过载,控制板上另外 0.3A 保险丝以防止错误的遥控(新的电路板已没有保险丝,改用限流电阻)。
a.冷起弧/热起弧 b.按起弧按钮/电弧决定开始行走 c.选择电弧和行走停止的步骤 5. 装焊丝/焊剂 B. 控制器调节
电源开关
电流表
电流调节
行走开关 向上为自动控制行走 中间为关闭 向下为开始行走
退丝
电压表
电压调节 开始焊接
送丝 停止焊接
3
元适工程贸易(上海)有限公司 Website:
剂斗开始设为“on”)。 2) 按“Start”按钮起弧 2. 行走开始/停止设置
出厂时设成按 Start 按钮后开始行走,按 Stop 按钮后停止行走 A.“on the fly”行走开始模式,划擦起弧
出厂时预设过程如下:当焊丝未接触工件时按起弧按钮,送丝、行走电机同时工件,当 焊丝接触工件时起弧,焊丝末接触工件有相对运动。 B.“Standstill”行走开始模式,接触引弧 当需在精确位置起弧时,需这种模式 C.停止行走 出厂时为按 Stop 按钮后停止行走
亮亮
亮
2G,焊剂阀工作信号 板
亮
亮
2H,自动行走信号
亮
2J,按送丝开关
亮*
2K,使电焊机有输出
亮
亮亮
2L,焊接电流,电压控制
亮
3A,电压输出 3B,电压输入
电亮 亮 亮 亮 亮 亮 亮
压 板
亮亮 亮 亮 亮
*表示只有按开关时亮
指示灯
指示灯状态(NA3 设置为恒流 CC,NA4)
灯号
位 置
待 机
按抽 丝开 关
用冷起弧(接触起弧)时,焊丝接触到工件。 9. 按“Start” 起弧按钮 10.用焊丝角度调节器微调节焊丝角度以保证电弧与焊缝对中
Ⅳ. 设置埋弧交流/直流/CC 特性电源
A. 设置 1.把直流电源设为 CC 特性 2. 把送丝机设为 CC 特性 3. 按照焊接工艺设置焊丝极性 4. 根据工艺决定:
● 电源到控制箱: 按照要求选择 CC(恒流)或 CV(恒压),并要在电源面板开关和控制箱面板及内部电
1
元适工程贸易(上海)有限公司 Website:
压板开关设定。
九芯控制插座的接线为: A-2,B-4,C-31,D-32,E-21,F-75,G-76(74),H-77(73),I-保护地
当用热起弧时,冷送丝速度比焊接时送丝速度小 1-2 个刻度 当用冷起弧时,一般设为 2 3.如安装“Start Control”和“Crater Control”(起弧/收弧控制),一般“Time in Seconds”设成 1 秒,Current/Voltage 设置一般与焊接时设置相当 4.内部控制面板的“Contactor-time Delay”(返烧时间),用于防止停弧时焊丝粘在工件上,
按送丝开关
工件未 接触工
按起 弧开
关
按停 弧开
关
返烧 时间
焊接 时(有 电弧)
接触
件
1A,按抽丝开关 1B,有电机转动信号 控
亮* 亮
亮亮
亮
1C,有送丝励磁电压 制
亮
亮亮
亮
1D,有抽丝励磁电压 板 亮 亮
亮
亮
1E,有电枢电压
亮亮
亮亮
亮Hale Waihona Puke 2A,开路电压及冷送丝速 度控制
亮亮 亮
亮
亮
亮
2B,按下起弧开关
亮*
亮*
2C,按下停弧开关
亮* 亮*
2D,有焊接电流
逻暗 暗 暗
暗 暗亮亮
亮
2E,有送丝励磁电压信号 辑
亮
亮
亮
2G,焊剂阀工作信号 板
亮
亮
2H,自动行走信号
亮
2J,按送丝开关
亮* 亮*
2K,使电焊机有输出
亮亮亮 亮
2L,焊接电流,电压控制
亮
3A,电压输出
电
3B,电压输入
压 板
亮
亮亮亮 亮
亮
亮亮亮 亮
6
元适工程贸易(上海)有限公司 Website:
2. 控制箱安装 控制箱在标准行走小车或其它的机架上,当装在其它机架上时,打开控制箱后盖,按照 控制箱底板上的安装孔固定控制箱。
3. 导电杆组件 国内一般常用 K231 和 K226
● K231 导电杆组件: 一般用于 600A,更高电流可能引起导电嘴磨损加快。 适用于Ф2.4-5.6mm,对不同焊丝需不同导电嘴。对Ф2.0-2.4mm 焊丝还需导电嘴选配件 和导丝管。 把工件电缆控制接到导电杆上,用螺栓拧紧,不用完全校直焊丝,以保持良好的电接触。 把焊剂漏斗的软管接到锥形组件的开口处。 要注意经常更换坏的导电嘴。