加热炉技术协总体说明
6T锅炉加热炉技术说明与方案
导热油炉燃烧控制系统技术方案无锡市科德燃烧设备有限公司无锡倍思特燃烧设备有限公司日期:二零壹贰年四月★第一部分:主要技术参数★(一)、设备用途:本设备主要用于加热导热油(二)、技术参数1、最高工作温度: 285 ℃2、燃料:天然气热值8300×4.1868KJ/m3天然气烧嘴工作压力:6-8KPa3、最大设计总功率:5000KW4、最大设计燃料消耗量:~500m3/h5、控温区段:1区控温6、控温方式:仪表+PID+连续比例7、燃烧器类型及数量:烧嘴GCO268 2台8、助燃风机:6300m3/H,8200Pa 功率:30KW 一台★第二部分:燃烧系统★2.1、德国krom技术烧嘴,多区进行温度控制,强化炉内对流传热,保证炉温均匀。
燃烧器布置:炉侧各布置天然气高速烧嘴1只,烧嘴能力为2000KW 2只,气流喷出速度为~140m/s。
2.2、采用风压自动控制系统、多区控温系统、烧嘴自控系统,对炉况进行综合控制,实现良好的温度均匀性,并保障炉子安全运行。
2.3、对炉子整个系统,包括天然气、助燃空气系统等,配备连锁保护等,以保证炉子安全运行。
2.4、为适应各种工艺的供热要求,达到严格的炉温均匀性。
本次设计采用多区控温,增加温度场的调节;空燃比在1.05~1.15之间,提高炉温均匀性。
2.5为了保证炉内温度均匀性及节能。
选用德国krom技术烧嘴,该烧嘴是在烧嘴内完成混合和燃烧,燃烧产生的高温烟气通过烧嘴的喷口高速喷出,速度可达140m/s,高速流动的炉气引射周围的气体,使炉内的气体循环量大为增加,对炉内气体的搅拌作用十分强烈,使炉内的温差缩小,炉温分布均匀,并且由于炉气和工件间相对速度增加,使换热速度提高,燃耗降低。
为保证供热均匀性,有效避免升温时造成因个别烧嘴的强供热所造成工件局部表面温度过热的现象,保证工件表面热处理的效率和质量。
2.6此项系统总成由减压系统、高低压保护系统、燃烧系统、控制系统等组成。
加热炉技术协议书

加热炉技术协议书
委托方(甲方):
名称:____________________
联系电话:____________________
服务方(乙方):
名称:____________________
联系电话:____________________
鉴于甲方委托乙方提供加热炉技术服务,双方经友好协商,达成如下协议:
第一条技术服务内容
1. 服务项目:___________________
2. 服务期限:____年__月至____年__月
第二条技术服务费用
1. 服务费用:人民币____元
2. 支付时间:____年__月__日
第三条双方权利与义务
1. 甲方提供设备信息。
2. 乙方确保服务质量。
第四条违约责任
1. 乙方未按时完成,每日按费用__%支付违约金。
2. 甲方未按时支付,每日按未付金额__%支付滞纳金。
第五条其他约定
1. 本协议一式两份,甲乙双方各执一份。
2. 未尽事宜,双方协商解决;协商不成,提交甲方所在地法院。
第六条生效条件本协议自双方签字盖章之日起生效。
甲方(签字/盖章):_____________________ 日期:____年__月__日
乙方(签字/盖章):_____________________ 日期:____年__月__日。
加热炉技术协议-总体说明
加热炉技术协议-总体说明第一篇:加热炉技术协议-总体说明永钢120万吨棒材蓄热步进梁式加热炉项目附件1:总体说明1.概述江苏永钢公司计划新建一条130万吨棒材生产线,需配套一座220t/h(冷装)步进梁式加热炉,采用高炉煤气双蓄热燃烧技术。
本方案遵循的指导原则是:“先进、实用、可靠、经济”。
2.买卖双方负责本工程范围的详细叙述卖方详细供货内容以《附件03:设备材料清单》为准。
卖方负责从上料台架开始到出炉辊道为止的设备和电气的设计。
主要有加热炉本体系统及炉底步进机械系统的设计、加热炉燃烧系统的设置、汽化冷却系统的设计、上料台架、上料辊道和出炉辊道等的设计,风机房、液压系统的设计,加热炉采用双预热蓄热技术,换向阀使用全功能隔断型三通换向阀。
加热炉设计时要考虑有一定的富裕能力。
液压、电气控制包括PLC、交流调速系统主要元器件要选用代表国外先进水平厂商的产品。
仪电控设计涵盖整个炉区部分,从上料台架开始到上料辊道为止。
加热炉采用高炉煤气、空气双蓄热燃烧技术,采用仿生六角形陶瓷蜂窝体。
2.1.设备的供货、安装2.1.1.加热炉设备的供货、安装卖方负责炉底步进机械、悬臂辊道、缓冲挡板、水封槽、水梁、耐热垫块、风机蓄热式烧嘴、三通换向阀、汽化冷却系统、液压系统、润滑系统等的供货和安装(其中汽化冷却补水系统由买方提供材料)。
买方负责炉外设备的供货和安装。
2.1.2.电气设备电气控制设备全部由卖方供货,买方负责安装及施工。
主要有:交流传动控制、顺控自动化装置(含上料系统电控制设备)等。
2.1.3.仪控设备压力、温度、流量的测量装置、调节阀等、完整的仪表自动化装置,钢坯的测长全套设备全部由卖方供货(入炉钢温测量用测温仪、蒸汽流量计、氮气流量计及压力表及变送器由买方提供),买方负责安装及施工。
2.1.4.自动化控制系统自动化(含PLC、通讯、显示、工业摄像头等)系统由卖方供货,买方负责安装及施工。
软件编程和调试由卖方负责。
工业加热炉使用说明书及安全规范
工业加热炉使用说明书及安全规范工业加热炉使用说明书及安全规范一、工业加热炉简介工业加热炉是一种用于加热原料、制造化学反应所需的高温设备。
它广泛使用于石油、化工、冶金、机械等行业中。
本产品使用高品质的金属材料制造,具有高温、长寿命、稳定可靠、节能环保等优点。
二、产品结构及工作原理工业加热炉由炉体、炉膛、控制系统等组成。
工作原理是把电能或者其他能源转化为热能,通过燃烧、电阻、磁耦合等方式将热能传递给加热材料,使其达到所需的温度。
三、使用前准备1.检查电源电压是否符合产品标识要求。
2.检查设备是否有损坏或者松动的部件。
3.检查电路连接是否正常。
4.阅读使用说明书,了解操作方法和注意事项。
4.操作步骤1.将设备适当地放置在通风良好的地方,保持设备与四周的距离,避免与易燃物接触。
2.将电源接通。
3.将要加热的原料放入炉膛内。
4.设置温度和时间,启动加热程序。
5.等待加热完成,关闭电源,清理炉膛内的残余物。
5.注意事项1.在使用过程中,不要将机身碰撞或者摔落,以免破坏设备。
2.禁止在设备周围放置易燃、易爆物品。
3.在设备工作时,不要将身体或者衣服接近炉膛,以避免烫伤。
4.在加热过程中,应定时对设备进行检查,如发现异常应立即关闭电源处理。
5.当设备需要保养时,应该由专业人员进行。
六、故障排除方法1.设备不工作或者停止工作可能原因:电源故障,控制系统故障,加热元件损坏处理办法:检查电源、控制系统、加热元件并维修。
2.设备温度过高或者过低可能原因:温度传感器损坏,控制系统故障,加热元件损坏处理办法:检查温度传感器、控制系统、加热元件并维修。
七、合理使用1.在工业加热炉的使用过程中,应该按照产品说明书和技术规范进行使用。
2.避免非专业人员对设备进行维护和操作。
3.在设备保养中,应该选择合适的维修人员进行维护。
4.避免设备频繁开关。
5.在设备保养中,应该遵循产品规范,使用指定的维护配件。
八、设备的安全1.在使用工业加热炉时,必须要依照标准的操作程序进行操作。
加热炉主要和辅助技术操作的构成和算法

加热炉主要和辅助技术操作的构成和算法下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一、介绍加热炉是工业生产中常用的设备,用于对金属或其他材料进行加热处理。
段推钢式连续加热炉说明书
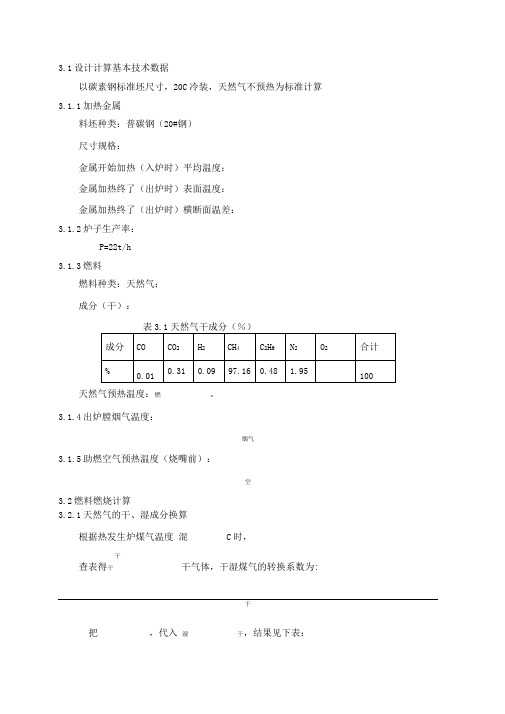
3.1设计计算基本技术数据以碳素钢标准坯尺寸,20C冷装,天然气不预热为标准计算3.1.1加热金属料坯种类:普碳钢(20#钢)尺寸规格:金属开始加热(入炉时)平均温度:金属加热终了(出炉时)表面温度:金属加热终了(出炉时)横断面温差:3.1.2炉子生产率:P=22t/h3.1.3燃料燃料种类:天然气;成分(干):表3.1天然气干成分(%)天然气预热温度:燃。
3.1.4出炉膛烟气温度:烟气3.1.5助燃空气预热温度(烧嘴前):空3.2燃料燃烧计算3.2.1天然气的干、湿成分换算根据热发生炉煤气温度混C时,干查表得干干气体,干湿煤气的转换系数为:干把,代入湿干,结果见下表:表3.2 天然气湿成分(%)322计算天然气湿成分计算天然气低位发热值湿湿湿湿湿低3.2.3理论空气需要量L0:湿湿湿湿湿湿3.2.4实际空气需要量L n:取n=1.05,有:湿(+ )3.2.5计算燃烧产物生成量及成分' 湿湿湿湿( + )表3.3 天然气燃烧产物生成量(Nm/Nrn?)及成分(%)326计算天然气燃烧产物密度44CO218H2O' 28N23202烟= 22.4 10044 8.47 18 21.02 28 69.67 32 0.8422.4 1003=1.22 kg / Nm3.2.7计算燃料理论燃烧温度由空,查表得:空查表得:产()=Q低+ L n C空t空+ c燃t燃一Q分33500.39.81 1.296 30011.1^1.672= 20020C。
因此,可以满足连续加热炉加热工艺要求。
328计算结果1.实际空气需要量:2.燃烧产物生成量:3.燃烧产物重度:烟。
第四章金属的加热计算金属加热是连续加热炉全部热工计算的核心,其主要目的是确定金属在炉内的加热时间。
4.1炉膛热交换计算计算目的是确定炉气经过炉壁对金属的导来辐射系数4.1.1预确定炉膛主要尺寸1)炉膛宽度本加热炉中,料坯厚度,料坯长度时,米用两段连续加热炉。
加热炉安全技术规程模版(2篇)
加热炉安全技术规程模版一、总则为了确保加热炉的正常运行和操作人员的安全,制定本安全技术规程。
本规程适用于所有使用加热炉或与加热炉相关的工作人员。
二、加热炉的基本要求1.加热炉必须具备以下基本要求:(1)加热炉应具备结构合理、功能完善、操作灵活、安全可靠的特点;(2)加热炉的使用和维护必须符合国家相关安全标准和规定。
三、操作人员要求1.操作人员必须具备以下条件:(1)理解和熟悉加热炉的结构、性能和操作要点;(2)具备相关的操作证书;(3)掌握使用和维护加热炉的技能;(4)接受定期的安全培训和教育。
四、操作程序1.加热炉的操作必须按照以下程序进行:(1)检查加热炉的各项安全设备,确保其正常运行;(2)检查加热炉的燃料和电源供应,确保供应充足;(3)打开加热炉的主电源,启动加热炉;(4)设定加热炉的温度和时间参数;(5)确保加热炉的运行过程中有专人看管;(6)加热炉运行结束后,关闭加热炉的电源,进行清洁和维护。
五、安全措施1.加热炉的周围必须保持清洁,禁止堆放易燃和易爆物品;2.在加热炉运行过程中,禁止在加热炉周围进行易燃和易爆物品的操作;3.加热炉设备必须定期进行维护和保养,确保其正常运行;4.加热炉设备必须配备完善的安全设备,如报警系统、灭火器等;5.加热炉设备的操作和维护必须按照操作手册进行;6.在加热炉运行结束后,必须关闭加热炉的电源,并进行安全检查。
六、事故应急措施1.在加热炉发生事故时,应立即采取以下措施:(1)切断加热炉的电源;(2)报警并通知相关人员;(3)进行紧急疏散,并确保人员的安全;(4)使用灭火器进行灭火;(5)等待事故调查组的到来,并积极配合调查工作。
七、责任与处罚1.对于违反本安全技术规程的行为,将依法进行处罚,包括但不限于口头警告、罚款、停工等处罚措施;2.对于因违反本技术规程造成事故的,将依法追究相应的法律责任。
八、附则1.本技术规程由加热炉的使用单位制定和管理,并根据需要进行修订和完善;2.本技术规程的解释权归使用单位所有。
真空加热炉技术协议书
吐哈油田800KW常压加热炉技术规格书一、设计、制造过程中执行的标准规范原油加热炉的设计、材料、制造、检验与检测、包装、运输及铭牌等应遵循下列标准规范的新版本要求。
如果相同条件的规范标准不止一种,应执行最严格的。
1 SY/T5265-2000 《火筒式加热炉规范》2 SY5265-94 《火筒式加热炉设计技术规定》3 SY10031-2004 《石油工业用加热炉安全规定》4 SY/T0540-94 《石油行业加热炉型式与整体参数》5 JB/T7985-95 《常压热水锅炉应用标准》6 国家技术监督局2000年11号令《小型和常压热水锅炉安全监察规定》6 JB/T 4709-92 《钢制压力容器焊接规程》7 JB4730-94 《压力容器无损检验》8 JB 2536-80 《压力容器油漆、包装后运输》9 GB/T13306-1991 《标牌》10 HG20592-97 《钢制法兰》11 GB8163-86 《输送流体用无缝钢管》12 GWPB-1999 《锅炉大气污染物排放标准》13 EN676 《欧共体关于燃烧机安全安装规定》二、原油加热炉设计条件及参数:1、被加热介质:水被加热介质额定流量:35m3/H被加热介质进口温度: 65℃被加热介质出口温度: 95℃管程设计压力:1.6MPa管程压降:<0.1 MPa2、环境温度:-28.7℃~+45 .2℃3、风速:平均最大风速20m/S,极端最大风速40 m/S4、使用地点及条件:在吐哈油田鄯善采油厂,系统露天布置,使用。
要做到防雨、防风、防沙。
5、地震设防烈度:≥7度。
6、设备使用海拔高度:1000米。
7、加热炉本体承压按0.6MPa设计,并按压力容器制造。
8、燃料燃料:石油伴生天然湿气供气压力:0.2~0.5MPa (表压)操作温度:常温燃气热值:36.8MJ/Nm3三、原油加热炉系统设计要求和功能1、原油加热炉本体和自控壳体内压低于大气压的高效加热炉。
加热炉安全技术规程
加热炉安全技术规程加热炉是一种广泛应用于工业生产中的设备,用于加热物体或材料。
然而,由于加热炉的工作原理和操作过程涉及到高温和燃烧等危险因素,因此需要制定一套严格的安全技术规程来保证操作人员的人身安全和设备的正常运行。
以下是一份____字的加热炉安全技术规程。
第一章:总则第一条:为了保障加热炉的安全运行,预防事故的发生,保护操作人员的生命安全和身体健康,本技术规程制定。
第二条:本技术规程适用于所有种类的加热炉,包括但不限于电加热炉、燃气加热炉、燃油加热炉等。
第三条:本技术规程应作为加热炉的使用和维护人员的操作规范,强制执行。
第四条:加热炉的使用和维护人员应严格遵守本技术规程的要求,提高安全意识,切实履行安全管理职责,共同维护安全生产。
第二章:加热炉的安全管理第五条:加热炉的使用和维护人员应熟悉加热炉的工作原理、结构和操作程序,严禁无相关资质的人员进行操作。
第六条:加热炉的使用和维护人员应每年进行定期的安全培训和考核,提高安全意识和应急能力。
和管道是否存在破损、漏气等安全隐患,并及时采取措施修复。
第八条:加热炉的使用和维护人员应定期检查和更换加热炉的防护装置和安全附件,确保其正常运行和有效性。
第九条:加热炉的使用和维护人员应保持加热炉周围的清洁和整洁,防止废料和杂物积存,防止火灾和事故的发生。
第十条:加热炉的使用和维护人员应使用符合标准的个人防护装备,包括安全帽、防护眼镜、耐高温手套等,严禁裸露身体部位进行操作。
第三章:加热炉的安全操作第十一条:加热炉的使用和维护人员应在操作之前,检查加热炉的各个部位是否有松动、破损和异常现象,确保所有安全装置的正常运行。
第十二条:加热炉的使用和维护人员应按照操作手册中规定的工作程序进行操作,不得随意变动或省略任何环节。
第十三条:加热炉的使用和维护人员应严格控制加热炉的温度、压力和气氛等参数,避免超温、超压和有毒有害气体的产生。
第十四条:加热炉的使用和维护人员应定期清洗和检查加热炉的燃烧器,防止堵塞和燃烧不完全现象的发生。
加热炉的工作原理与主要技术参数
•一.加热炉工作原理液体(气体)燃料在加热炉辐射室(炉膛)中燃烧,产生高温烟气并以它作为热载体,流向对流室,从烟囱排出。
待加热的原油首先进入加热炉对流室炉管,原油温度一般为29。
炉管主要以对流方式从流过对流室的烟气(9)中获得热量,这些热量又以传热方式由炉管外表面传导到炉管内表面,同时又以对流方式传递给管内流动的原油。
原油由对流室炉管进入辐射室炉管,在辐射室内,燃烧器喷出的火焰主要以辐射方式将热量的一部分辐射到炉管外表面,另一部分辐射到敷设炉管的炉墙上,炉墙再次以辐射方式将热辐射到背火面一侧的炉管外表面上。
这两部分辐射热共同作用,使炉管外表面升温并与管壁内表面形成了温差,热以传导方式流向管内壁,管内流动的原油又以对流方式不断从管内壁获得热量,实现了加热原油的工艺要求。
加热炉加热能力的大小取决于火焰的强弱程度(炉膛温度)、炉管表面积和总传热系数的大小。
火焰愈强,则炉膛温度愈高,炉膛与油流之间的温差越大,传热量越大;火焰与烟气接触的炉管面积越大,则传热量越多;炉管的导热性能越好,炉膛结构越合理,传热量也愈多。
火焰的强弱可用控制火嘴的方法调节。
但对一定结构的炉子来说,在正常操作条件下炉膛温度达到某一值后就不再上升。
炉管表面的总传热系数对一台炉子来说是一定的,所以每台炉子的加热能力有一定的范围。
在实际使用中,火焰燃烧不好和炉管结焦等都会影响加热炉的加热能力,所以要注意控制燃烧器使之完全燃烧,并要防止局部炉管温度过高而结焦。
二、加热炉的运行参数炉膛温度(挡墙温度)炉膛温度一般指烟气离开辐射室的温度,也就是烟气未进入对流室的温度或辐射室挡火墙前的温度,是加热炉运行的重要参数。
在炉膛内(辐射室)燃料燃烧产生的热量,是通过辐射和对流传给炉管的。
传热量的大小与炉膛温度和管壁温度有关。
原油从加热炉中获得的热量其中有以辐射传热为主。
辐射换热与火焰的绝对温度的四次方成正比,因此,在高温区中,辐射受热面的吸热效果要比对流受热面的效果好,吸收同样数量的热量,辐射换热所需的受热面积即金属消耗量要比对流换热的少。
加热炉说明书
管式加热炉的设计摘要:管式加热炉是一种火力加热设备,它利用燃料在炉膛内燃烧时产生的高温火焰与烟气作为热源,加热在炉管中高速流动的介质,使其达到工艺规定的温度,以供给介质在进行分馏、裂解或反应等加工过程中所需要的热量,保证生产正常进行。
在本设计中主要完成对辐射段、对流段以及烟道的工艺尺寸的计算、热量的衡算、钢结构的计算及校核和加热炉各零部件的选用。
其中辐射室工艺尺寸包括辐射室炉管的直径、炉管的壁厚、炉管的长度、炉管的根数、辐射室的外形尺寸等;对流室的工艺尺寸包括对流炉管的形式、炉管的直径、炉管的壁厚、炉管的排数及每排的根数、热量衡算的部分包括计算燃料量、燃烧器的规格和根数。
本设计的要点是加热炉高的热效率,提高燃油的利用率。
常采用的措施有降低炉子的排烟温度、减小过热空气系数、减少化学部完全燃烧损失、减少机械不完全燃烧损失、减少炉壁散热等。
也可以设置烟气余热回收系统来提高加热炉的热效率。
关键字:加热炉;钢结构;炉管;辐射;对流The Design of Tubular HeaterABSTRACT:Tubular-furnace heating equipment is a kind of firepower, which the use of fuel combustion in the furnace when the flame and flue gas temperature as a heat source, heating in the furnace tube in the high-speed flow of medium to reach the process temperature requirements, in order to supply medium during fractionation, decomposition or reaction process, such as the heat required to ensure normal production.In the completion of the design of the main paragraph of radiation, convection, as well as the size of the stack process, the heat balance, steel structure and the calculation and checking Selection of the various furnace components. Room size radiation technology, including radiation chamber furnace tube diameter, tube wall thickness, tube length, the root of the number of tube radiation, such as room dimensions; convection process room size, including the form of convection furnace tubes, furnace tube diameter, wall thickness of the tube, the tube row number and the root of the number of each row, the heat balance calculation of the part, including fuel, the specifications of the burner and root number. The gist of the present furnace design with high thermal efficiency and fuel utilization. Measures often used to reduce the furnace flue gas temperature, reducing the over-heated air coefficient, the Department of incomplete combustion to reduce the loss of chemicals to reduce the mechanical loss of incomplete combustion, reduce heat, such as furnace wall. Flue gas can also be set up waste heat recovery system to increase the thermal efficiency offurnace.Keywords: Furnace;Steel;Furnace tube;Radiation;Convection目录第1章前言 (1)1.1 课题背景 (1)1.2 本课题发展方向 (1)1.3 国内外研究综述 (2)1.3.1 我国加热炉发展现状 (2)1.3.2 国外加热炉发展现状 (2)第2章设计要求和设计参数 (3)2.1 设计要求 (3)2.2 设计参数 (3)2.2.1 原料油参数 (3)2.2.2 烟气参数 (3)2.2.3 过剩空气系数 (3)第3章工艺计算 (4)3.1 加热炉热负荷计算 (4)3.1.1 工艺计算所需的基础数据 (4)3.1.2 加热介质的焓 (4)3.1.3 被加热介质的热负荷 (4)3.2 燃烧过程计算 (4)3.2.1 燃烧的低发热值 (5)3.2.3 炉效率 (5)3.2.4 燃料用量 (5)3.2.5 烟气流量 (5)3.3 辐射段计算 (5)3.3.1 辐射段热负荷 (5)3.3.2 辐射段管壁平均温度估算 (6)3.3.3 辐射管表面热强度 (6)3.3.4 辐射管加热面积 (6)3.3.5 辐射管管径 (6)3.3.6 管心距 (7)3.3.7 辐射段炉体尺寸 (7)3.3.8 对流段长 (7)3.3.9 对流段宽 (7)3.3.10 确定节圆直径、辐射段高度和炉膛直径 (8)3.3.11 当量冷平面 (8)3.3.12 求有效暴露砖墙面积与当量冷平面之比 (9)3.3.13 气体辐射率 (9)3.3.14 交换因数 (9)3.3.15 辐射段热平衡 (9)3.3.16 辐射段烟气出口温度 (10)3.3.17 计算辐射段热负荷 (11)3.3.18 计算辐射段表面热强度 (11)3.3.19 计算辐射段油料入口温度 (12)3.4 对流段计算 (12)3.4.1 对流段热负荷 (12)3.4.2 对数平均温度差 (12)3.4.3 内膜传热系数 (12)3.4.4 管外膜传热系数 (13)第4章炉管内压力降计算 (16)4.1 气化点 (16)4.2 气化段炉管的当量长度 (16)4.3 气化段的压力降 (17)4.3.1 气化段气液混合重度 (17)4.3.2 气化段气液混合流速 (18)4.3.3 气化段压力降 (18)4.3.4 气化点压力 (18)4.4 气化点前压力 (20)4.4.1 辐射段气化点前压力 (20)4.4.2 对流段压力降 (21)4.5 炉管总压力降 (21)第5章烟囱计算 (22)5.1 烟气的阻力 (22)5.1.1 对流段的阻力 (22)5.1.2 各部分的局部阻力 (22)5.1.3烟气在烟囱中的摩擦损失级动能损失 (23)5.2 烟囱高度 (24)第6章炉体强度校核 (25)6.1 薄壁圆筒筒体壁厚计算 (25)6.2 稳定性校核 (25)6.3 水压试验 (26)6.4 炉体重量 (26)6.4.1 内构件重量 (26)6.4.2 附件重量 (27)6.5 风载荷 (27)6.5.1 各段风载荷的计算 (28)6.5.2 截面风弯矩的计算 (29)6.6.1 截面0-0的地震弯矩 (29)6.6.2 截面1-1的地震弯矩 (30)6.6.3 截面2-2的地震弯矩 (30)6.7 计算各种载荷产生的轴向应力 (30)6.7.1 设计压力产生的轴向应力 (30)6.7.2 操作重量产生的轴向应力 (31)6.7.3 最大弯矩产生的轴向应力 (31)6.8 按组合轴向应力验算筒体壁厚 (32)结论 (33)符号说明 (34)参考文献 (37)致谢 (38)英文翻译 (39)附件 (57)第1章前言1.1 课题背景近年来,随着石油化学工业的迅速发展,管式加热炉技术越来越引起人们的重视。
中频加热炉技术协议书范本大全
中频加热炉技术协议书范本大全## Induction Heating Furnace Technical Agreement Template ##。
This template is designed to provide a comprehensive framework for establishing a mutually agreeable technical agreement between two parties for the development, use, or procurement of an induction heating furnace.1. Introduction.a) Purpose of Agreement.b) Scope of Work.c) Definitions.2. Technical Specifications.a) Furnace Type and Design.b) Power Rating.c) Frequency Range.d) Coil Configuration and Materials.e) Temperature Control System.f) Safety Features.g) Auxiliary Equipment.3. Performance Requirements.a) Heating Rate.b) Temperature Uniformity.c) Energy Efficiency.d) Environmental Compliance.4. Quality Assurance.a) Inspection and Testing Procedures.b) Acceptance Criteria.c) Warranty and Guarantee.5. Intellectual Property Rights.a) Ownership of Design and Technology.b) Confidentiality and Non-Disclosure.c) Patent and Trademark Protection.6. Safety and Environmental Compliance.a) Compliance with Applicable Regulations.b) Safety Hazard Identification and Mitigation.c) Environmental Impact Assessment.7. Project Management.a) Roles and Responsibilities.b) Communication and Coordination.c) Project Timeline and Deliverables.8. Payment and Delivery.a) Payment Terms.b) Delivery Schedule.c) Inspection and Acceptance Upon Delivery.9. Dispute Resolution.a) Negotiation and Mediation.b) Arbitration or Litigation.10. Amendments and Modifications.a) Procedure for Amendments.b) Approval and Implementation.11. Termination and Notice Period.a) Grounds for Termination.b) Notice Period and Consequences.12. Signature.a) Authorized Representatives.b) Date.中文回答:1. 引言。
加热炉技术协议书

加热炉技术协议书甲方:(使用方/采购方)乙方:(制造方/供应方)项目名称:加热炉采购与技术协议协议编号:签订地点:签订日期:---一、设备概述1.1 设备名称:加热炉1.2 设备型号:1.3 使用场景:用于(如钢铁、石化、热处理等)的工艺加热1.4 设计使用寿命:(年)1.5 执行标准:符合国家及行业相关标准和规范二、技术要求2.1 基本性能参数1. 加热炉容量:(KW/小时或吨/小时)2. 设计温度范围:(°C),温度均匀性±(°C)3. 炉膛结构:(如多炉膛/单炉膛,耐火材料、保温材料选用)4. 燃料类型:(如天然气、电、燃油等)5. 效率要求:效率不低于 %,符合节能标准6. 安全系数:满足工艺安全系数(如≥1.5)2.2 控制系统1. 控制模式:自动控制/手动控制,支持远程监控2. 仪表配置:配备温控仪、压力表、流量计等,精度要求±(%)3. PLC配置:配备西门子或其他品牌PLC,支持数据远程监控和存储4. 报警系统:设有超温、超压、紧急停机等报警功能,报警阈值可调2.3 安全防护1. 泄压装置:配备合规的泄压阀,确保压力超标时自动泄压2. 防火防爆设计:炉体材料防火等级符合国家规范,关键部位设有防爆阀3. 应急停机装置:具有紧急停机按钮,手动/自动模式可切换4. 防护等级:电控系统IP(等级),防护罩耐热、防护等级达到(标准)三、质量要求1. 质量标准:符合ISO 9001及行业相关质量管理标准2. 制造工艺:采用标准工艺生产,焊接、装配、调试等符合工艺要求3. 外观要求:表面无裂纹、锈蚀、剥落,符合美观标准4. 材料使用:炉膛材料、耐火材料、保温材料符合设计规范四、验收与测试4.1 工厂验收1. 验收标准:依据设计图纸及技术协议进行全面验收2. 检测项目:温度均匀性、炉膛压力、燃烧效率等,满足标准3. 测试结果提交:提交完整测试报告和相关合格证明4.2 安装验收1. 安装调试:乙方负责现场安装调试,达到设计标准2. 使用培训:乙方需提供技术培训,涵盖操作、日常维护等内容3. 最终验收:甲乙双方现场联合验收,并签署验收报告五、技术服务与培训1. 技术服务:乙方提供设备安装、调试及试运行服务2. 现场培训:提供现场操作、维护培训,不少于(天/小时)3. 资料提供:乙方提供完整的操作手册、维修手册、设备图纸等六、售后服务1. 保修期:自验收合格后(年)保修,保修期内免费提供维修服务2. 维修响应时间: 24小时内响应,重大故障48小时内到场3. 备件供应:提供主要备件清单及采购渠道,确保备件供应充足4. 定期维护:乙方在保修期内提供定期维护服务,每年至少(次)七、知识产权和保密条款1. 知识产权:乙方保证提供的技术资料、设计图纸等不侵犯第三方知识产权2. 保密要求:双方承诺对涉及的商业信息、技术资料等严格保密八、协议生效及终止1. 协议生效:双方签字盖章后生效2. 协议终止:保修期满或合同约定事项履行完毕后终止3. 不可抗力:如因不可抗力导致协议无法履行,双方协商解决甲方代表:(签字/盖章)日期:乙方代表:(签字/盖章)日期:。
加热炉种类主要部件和技术指标

加热炉种类主要部件和技术指标引言加热炉是一种常见的热处理设备,广泛应用于工业生产中。
不同类型的加热炉具有不同的主要部件和技术指标。
本文将以Markdown文本格式介绍加热炉的种类、主要部件和技术指标。
一、加热炉种类根据不同的加热方式和工业应用需求,加热炉可以分为以下几种类型:1. 电阻加热炉电阻加热炉是利用电阻加热原理进行加热的设备。
其主要部件包括加热元件、温度控制系统和外壳等。
电阻加热炉的技术指标主要包括额定功率、最高工作温度、加热区大小等。
2. 燃气加热炉燃气加热炉是通过燃烧燃气产生高温气体进行加热的设备。
主要部件包括燃烧器、燃气供应系统、排烟系统等。
燃气加热炉的技术指标主要包括额定热效率、最高工作温度、燃气消耗量等。
3. 工频感应加热设备工频感应加热设备是利用工频感应加热原理进行加热的设备。
其主要部件包括感应线圈、水冷系统、温度控制系统等。
工频感应加热设备的技术指标主要包括频率、功率、加热效率等。
4. 高频感应加热设备高频感应加热设备是利用高频感应加热原理进行加热的设备。
主要部件包括高频电源、感应线圈、冷却系统等。
高频感应加热设备的技术指标主要包括频率、功率、加热效率等。
二、加热炉主要部件不同类型的加热炉具有不同的主要部件,下面将介绍各种加热炉的主要部件:1. 电阻加热炉的主要部件•加热元件:通常由耐高温合金材料制成,用于产生热量。
•温度控制系统:用于测量和控制加热炉内的温度。
•外壳:用于保护加热炉内部部件,同时能够起到隔热作用。
2. 燃气加热炉的主要部件•燃烧器:用于将燃气与空气混合并燃烧产生高温气体。
•燃气供应系统:包括燃气管道、调压阀等,用于将燃气输送到燃烧器中。
•排烟系统:用于将燃烧产生的废气排出室外。
3. 工频感应加热设备的主要部件•感应线圈:由导电材料制成,通过工频电流产生磁场以感应材料内部的涡流,从而产生热量。
•水冷系统:用于冷却感应线圈,以防止过热损坏。
•温度控制系统:用于测量和控制加热炉内的温度。
加热炉手册.
加热炉炉设备技术简明手册1 管式加热炉简介管式加热炉是石油炼制、石油化工、化肥、化纤工业中使用的重要加热设备,在乙烯、加氢精制等生产过程中已成为进行裂解、转化反应的心脏设备,对整个装置的生产质量、产品收率、能耗、长周期安全运行起着重要作用。
它在生产工艺过程中的作用,是利用燃料在炉内燃烧时产生高温火焰与烟气的热能加热炉管中高速流动的物料,使其达到后续工艺过程所要求的温度或在炉管中进行化学反应。
管式加热炉与其它工业炉相比:在炉管内流动的液体或气体通常是高温、高压、易燃、易爆的烃类物质;大多数被加热介质易在炉管内结焦;炉膛温度和物料温度的控制要求精;加热方式为直接受火式;主要燃料为易燃易爆的液体或气体燃料;危险性大且操作条件苛刻;长周期连续运转(一般3年左右才允许停工检修)。
所以,管式加热炉在石油化工生产中占有举足轻重的地位。
1.1 管式加热炉的分类及结构特点管式加热炉的分类一般按用途、炉内传热方式、燃烧方式和炉型结构分类。
(1)按用途分四类a管内进行化学反应的加热炉:它不仅要求从炉内吸热,而且要满足各段炉管的化学反应和正常运行的温度、压力、流量、热量等条件,管内发生复杂的吸热化学反应,代表了目前加热炉技术的最高水平。
它分两种:炉管内装催化剂的烃类蒸汽转化炉等;炉管内不装催化剂的乙烯裂解炉等。
b加热液体的加热炉,它分三种:管内无相变的单纯液体加热炉(把液体加热到沸点以下,加热终温低,管内结焦和腐蚀小,易操作);炉管入口为液相,出口为气液混相的加热炉;炉管入口为液相而出口为气相的加热炉(易裂解结焦,温度压力须随反应器工艺条件而变,不易操作)。
c加热气体的加热炉:炉管内介质出入口为纯的气相,温度高,常用于气体预热及蒸汽过热。
d加热混相流体的加热炉:常用于加氢精制、裂化等装置反应器进料加热,因炉管的出、入口均为气、液混相,很难保证各路流量均匀,设计上要合理选取管径、流速、分叉配管,合理操作调节。
(2)按炉内传热方式分为三类:辐射式;对流式;辐射对流式。
技术协调员工作说明书
技术协调员工作说明书一、职位概述技术协调员是公司内部技术部门的关键成员之一,负责协调和管理技术团队的工作。
其主要职责是确保技术项目的顺利进行,推动技术团队间的沟通与协作,解决技术难题,为公司技术发展提供支持和帮助。
二、工作职责1. 技术协调- 负责技术项目的组织与协调,制定项目计划、时间表和资源分配方案;- 监督项目进展情况,及时发现和解决项目中的问题,并及时向上级报告;- 协调技术团队与其他相关团队的沟通与合作,推动项目的推进。
2. 技术支持- 解答技术团队成员的问题,提供技术指导和建议,帮助其解决技术难题;- 掌握并熟悉公司内部技术体系,为技术团队提供技术支持;- 研究和评估新技术、新产品,为公司技术发展提供参考和建议。
3. 技术研发- 参与技术方案的研发与实施,与技术团队共同完善产品功能与性能;- 跟踪和研究行业动态,及时掌握最新的技术发展趋势;- 针对技术项目的需求,进行技术创新和改进,提高技术工作的效率。
4. 报告与汇报- 编写技术报告,详细汇总和总结技术项目的进展情况和成果;- 向上级汇报工作进展及相关问题,提出改进建议;- 准备和组织技术团队的会议,提高团队合作效率和凝聚力。
三、任职要求1. 教育背景- 本科及以上学历,计算机相关专业优先。
2. 技术能力- 热爱技术工作,具备扎实的计算机基础知识和技术理论;- 熟悉常用的编程语言,掌握至少一门编程语言;- 具备良好的问题解决能力和创新思维。
3. 沟通能力- 具备良好的沟通与协调能力,能有效与不同岗位的人员进行沟通和协作;- 能够清晰表达技术问题,向非技术人员解释复杂的技术概念。
4. 团队合作- 具备良好的团队合作精神,能够与技术团队紧密配合,共同推动项目的进展;- 具备领导能力和团队管理经验者优先考虑。
四、工作环境与条件1. 工作地点:公司总部/技术部门办公室;2. 工作时间:根据公司安排;3. 薪资待遇:根据能力和经验待遇优厚;4. 福利待遇:提供完善的五险一金和其他福利待遇。
管式炉技术协议
盘锦和顺达油品有限公司8万吨/年煤焦油项目圆筒形管式加热炉技术协议买方:盘锦和顺达油品有限公司(盖章)买方代表签字:签订日期:卖方:(盖章)卖方代表签字:签订日期:二零一六年三月一日目录1 概述 (3)2 标准规范 (3)3 双方工作内容 (4)4 供货范围 (5)5 制造、检验、和交付要求 (6)6加热炉制造的质量控制 (8)7 设备涂漆、包装标识和运输方案 (9)8 交货和进度安排 (10)9 质量保证和售后服务 (11)10其他 (12)11方案图见附件 (12)1 概述机械厂(卖方)就盘锦和顺达油品有限公司(买方)8万吨/年煤焦油加工项目用“180万大卡/时管式加热炉一台”经双方友好协商签订如下技术协议:卖方应按买方所给的加热炉设计条件和有关标准规范的要求进行该加热炉的设计、制造和检验1.2 卖方应对其所报价之管式加热炉的工艺性能及机械、材料性能负完全责任。
1.3 买方所给的加热炉设计数据表和相关标准、规范、规定是对本加热炉设计、制造、检验、验收、交付、安装指导和售后服务的最低要求,卖方应严格执行。
1.4 本协议中某些规定、标准、规范对同一问题的规定不一致时,应按要求高的执行;对结构设计,当加热炉数据表中已有明确规定时,应优先执行加热炉数据表的规定。
1.5本协议适用于非标设备的采购工作,适用的设备按下表:2.2公用工程条件电源条件低压供电电源380/220V (中性点直接接地,TN-S)电源频率波动范围50Hz±0.5 %电机电压等级规定电压等级380 V相数 3绝缘等级 F2 标准规范设计、制造、检验和验收按照本节所列标准规范和工程规定的最新版本执行。
《石油工业用加热炉安全规程》 SY0031-95《管式加热炉规范》 SY/T0538-2004《一般炼油装置用火焰加热炉》 SH/T3036-2003《锅炉、过热器和换热器用铁素体与奥氏体合金钢无缝管》 ASTM A213M《钢制压力容器》 GBl50-1998《石油化工装置详细工程设计内容规定》 SHSG-053-2003《承压设备无损检测》 JB/T4730.1~6-2005《石油裂化用无缝钢管》 GB9948-2013《高压锅炉用无缝钢管》 GB5310-2008《中低压锅炉用无缝钢管》 GB3087-2014《炼油厂加热炉炉管壁厚计算》 SH/T3037-2002《石油化工管式炉热效率设计计算》 SH/T3045-2003《石油化工管式炉急弯弯管技术标准》 SH/T3065-2005《石油化工管式炉钢结构设计规范》 SH/T3070-2005《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》 SH3085-1997《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》 SH/T3523-2009《石油化工管式炉钢结构工程及部件安装技术条件》 SH3086-1998《石油化工管式炉耐热钢铸件技术标准》 SH3087-1997《石油化工管式工业炉燃烧器工程技术条件》 SH/T 3113-2000《石油化工管式炉轻质浇注料衬里工程技术条件》 SH/T 3115-2000《石油化工筑炉工程施工及验收规范》 SH3534-2001《管式炉安装工程施工及验收规范》 SH/T 3506-2007《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》 GB/T985.1-2008《钢制管法兰、垫片、紧固件》 (美洲体系) HG20615~20635-2009 《一般货物运输包装通用技术条件》 GB/T 9174-1988《石油化工设备和管道涂料防腐蚀技术规范》 SH3022-1999《涂装前钢材表面锈蚀等级和除锈等级》 GB8923-1988规范所使用的各标准如有新版本,以最新版本为准。
加热炉的介绍技术报告

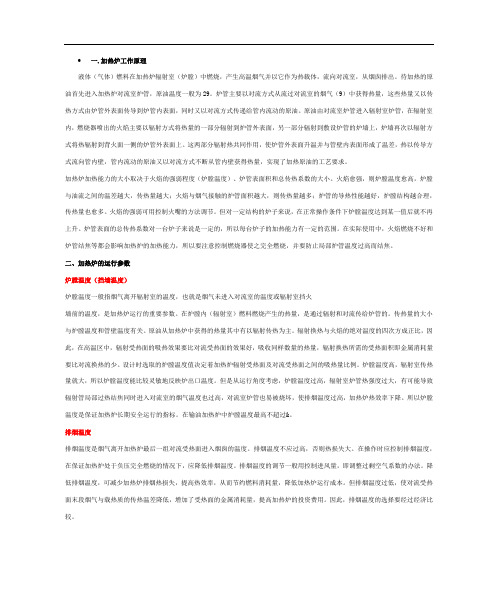
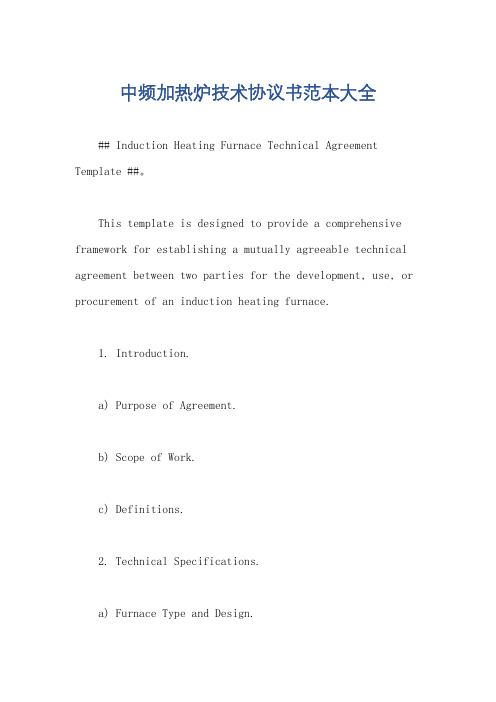
典型的抽力概貌
– 必须在全炉维持负压,炉内的正压会引起烟气泄漏,破坏炉壳和结 构。对操作者来说,炉内的正压是安全隐患。在辐射室顶部抽力读 数在1到2.5mmH2O是理想的。太大的抽力会增加空气的泄漏,在这 种情况下,效率会降低,操作受限制。
加热炉的操作
抽力控制
过剩空气调节 – 过剩空气和抽力是相互关联的,可以通过空气挡板或调风器调节过剩空 气,这种调节会影响抽力与烟气流量的变化。可以借助于烟道挡板或引 风设备来调节抽力,这种校正由于燃烧器的压力变化会影响通过燃烧器 的空气流动。为了得到合适的抽力及过剩空气系数,有可能需要反复调 整调风器和挡板。 – 调整的目标是获得最适宜的过剩空气系数以供燃烧,且不在加热顶产生 正压。在保持加热炉顶部微负压的同时,获得理想的过剩空气系数。 – 不得单独使用烟道挡板或燃烧器调风器来控制抽力和过剩空气。要获得 合适的抽力和过剩空气,必须两者联合调节。
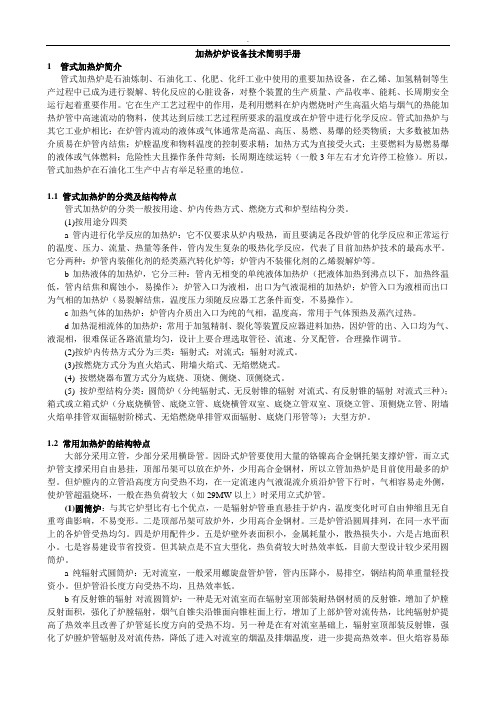
优点:燃烧稳定性好,运行可靠,不存在回火问题, 也不容易脱火;结构简单;可利用低压燃料气做燃料 (200-300Pa); 缺点:燃烧强度低火焰较长;过剩空气系数较大1.15, 才能保证充分燃烧;在过剩空气系数较小时或混合较 差时会产生不完全燃烧。 应用最广泛
燃烧器的选择
外混式燃烧器
运行指标 – 经济指标(热效率、氧含量、排烟温度、燃料、电、汽消耗)
– 鼓励废热的综合利用
– 安全指标 – 超指标的危害
加热炉热效率
热平衡及热效率
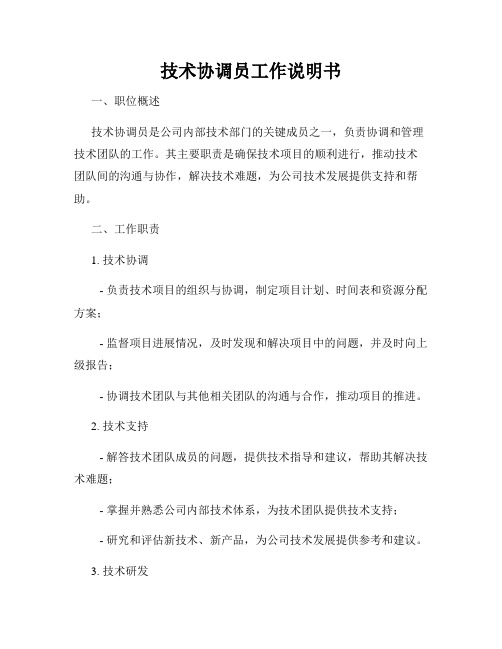
热平衡
– – – – – QGG =QYX十 QSS热效率 η =QYX/ QGG . QGG—供给能量, kW . QYX—有效能量, kW . QSS—损失能量, kW .
燃烧器的选择
预混式燃烧器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.概述江苏永钢公司计划新建一条130万吨棒材生产线,需配套一座220t/h(冷装)步进梁式加热炉,采用高炉煤气双蓄热燃烧技术。
本方案遵循的指导原则是:“先进、实用、可靠、经济”。
2.买卖双方负责本工程范围的详细叙述卖方详细供货内容以《附件03:设备材料清单》为准。
卖方负责从上料台架开始到出炉辊道为止的设备和电气的设计。
主要有加热炉本体系统及炉底步进机械系统的设计、加热炉燃烧系统的设置、汽化冷却系统的设计、上料台架、上料辊道和出炉辊道等的设计,风机房、液压系统的设计,加热炉采用双预热蓄热技术,换向阀使用全功能隔断型三通换向阀。
加热炉设计时要考虑有一定的富裕能力。
液压、电气控制包括PLC、交流调速系统主要元器件要选用代表国外先进水平厂商的产品。
仪电控设计涵盖整个炉区部分,从上料台架开始到上料辊道为止。
加热炉采用高炉煤气、空气双蓄热燃烧技术,采用仿生六角形陶瓷蜂窝体。
2.1.设备的供货、安装2.1.1.加热炉设备的供货、安装卖方负责炉底步进机械、悬臂辊道、缓冲挡板、水封槽、水梁、耐热垫块、风机蓄热式烧嘴、三通换向阀、汽化冷却系统、液压系统、润滑系统等的供货和安装(其中汽化冷却补水系统由买方提供材料)。
买方负责炉外设备的供货和安装。
2.1.2.电气设备电气控制设备全部由卖方供货,买方负责安装及施工。
主要有:交流传动控制、顺控自动化装置(含上料系统电控制设备)等。
2.1.3.仪控设备压力、温度、流量的测量装置、调节阀等、完整的仪表自动化装置,钢坯的测长全套设备全部由卖方供货(入炉钢温测量用测温仪、蒸汽流量计、氮气流量计及压力表及变送器由买方提供),买方负责安装及施工。
2.1.4.自动化控制系统自动化(含PLC、通讯、显示、工业摄像头等)系统由卖方供货,买方负责安装及施工。
软件编程和调试由卖方负责。
上述所有设备安装的主辅材由买方供货;安装用地脚螺栓、螺母、垫片、电缆、桥架、电线、引压管等由买方供货安装;安装后的设备涂装由买方负责;所有设备的卸车、倒运、转场、装车等均由买方负责。
2.2.钢结构供货制作安装(含装出料炉门)·炉下部、上部、顶部钢结构的设计由卖方负责,供货、制作、安装由买方负责;·进出料侧钢结构及固定在它上面的耐热铸钢件、进出料侧水冷梁等的设计由卖方负责,供货制作安装由买方负责;·炉区钢结构平台、楼梯、走道、栏杆等的设计由卖方负责,供货、制作、安装由买方负责;·炉区所有介质管道,主要有:燃烧系统(含点火系统)的风管、煤气管道、水冷系统管道、通风、压缩空气、氮气管道、液压润滑系统管道等的供货制作安装均由买方负责;所有介质管道的加强筋、加强板、支架、吊架等的供货制作安装均由买方负责;管道的保温包扎由买方负责供货及施工;所有管路系统的管道附件及辅材均由买方负责供货安装;(包括所有通径的手动调节阀、防爆装置、伸缩节等管道附件、取样管路,以及法兰、垫圈、垫片、螺栓等辅材均由买方供货安装)。
设计由卖方负责。
·钢结构的涂装由买方负责。
2.3.耐火材料的供货施工及烘炉·炉子本体、炉顶等的耐火材料设计由卖方负责,供货施工由买方负责;·水梁、立柱、炉门、风机、烧嘴等热工设备的耐火(含保温)材料的供货施工由买方负责;·固定、连接耐火(含保温)材料的锚固钉、锚固钩、吊钩、锚固砖等锚固装置供货施工均由买方负责;·烘炉、开炉指导及烘炉器具由卖方负责,买方仅提供作为烘炉用的燃料。
2.4.蓄热式燃烧系统的设计供货安装蓄热式燃烧系统由卖方负责设计、供货。
相应的热工设备主要有:蓄热式烧嘴、换向阀、助燃风机、引风机、燃烧系统的气动调节阀、孔板等。
施工及安装由买方负责。
2.5.土建部分设计及施工加热炉的土建部分设计及施工主要包括加热炉基础及公辅设施的土建工程,如:电控室、操作室、液压站、泵房及有关的设备基础等。
卖方提供条件图,买方负责施工图设计及施工;2.6.调试·设备的单机调试由设备供货方负责;·炉区的联动调试由买方组织,卖方实施。
3.设计条件如有不能满足下列生产能力要求的,卖方应负责改进。
·额定加热能力:220t/h(冷装标准坯)·钢坯加热质量:水印温差≤30℃·单位能耗:冷装≤1.05GJ/t。
·卖方所选用材料及钢结构制作要求、尺寸等,应以买方审核过的施工图为准;卖方制作过程中,如发现图纸有误或不合理,应积极配合进行修改,但修改方案应得到买方认可;卖方所选用材料应有材料合格证和质量保证书、严禁用不合格材料;·卖方所选用的炉子系统中所有关键“设备”及“材料”的选用,应提供2~3个厂家,并得到买方的认可。
·卖方制作安装过程中须接受买方的监督,卖方应给以积极配合。
·卖方在投标文件中对燃烧系统、炉体、机械液压系统、仪电系统等要有详细的方案、主要设备选型及清单。
4.加热炉技术措施根据用户条件,加热炉采用低热值的纯高炉煤气作为燃料。
为满足加热工艺要求,必须采用蓄热式燃烧技术,将空、煤气同时预热到1000℃左右,满足加热温度的要求。
蓄热式燃烧技术还具有提高产量、改善加热质量、节约能源、降低成本和减少环境污染等诸多众所周知的优点。
4.1.本加热炉主要技术特点采用炉内悬臂辊道侧进侧出的上下加热步进梁式加热炉,以提高钢坯加热温度均匀性和表面质量。
本设计主要技术特点:·采用蓄热式高温燃烧技术—采用我公司专有技术六角型蜂窝蓄热体,将空、煤气预热到1000℃左右,其蓄热体的使用寿命在一年以上。
—蓄热式烧嘴在炉长方向分三段供热,三段炉温自动控制,对侧换向。
上下加热可手动调节。
—采用全功能隔断型二位三通空气、煤气换向阀顺序换向,换向时间0.5-1分钟。
换向阀动作时间小于1秒。
炉压波动小,空、煤气管路流量变化小更利于炉温自动控制。
·高温段采用G-XNiCr28W耐热垫块、低温段采用ZGCr25Ni20耐热滑块,使用寿命长,钢坯黑印低。
·采用双层框架斜坡双滚轮式步进机械,全液压驱动。
设有可靠的防跑偏装置。
实现易于安装调试、运行可靠和跑偏量极小的目的。
·采用步进梁交错技术,可消除传统直线形式步进梁与钢坯接触点位置始终不变而形成较大水冷“黑印”的缺点。
交错步进梁可使“黑印”温差降至15-20℃。
·采用对齐推钢机把钢坯在入炉辊道上推正,减少钢坯在炉报偏量。
·加大了液压系统能力,使得步进周期缩短到28s,并通过优化炉区平面布置及设备性能、优化顺控程序等手段保证生产标准坯时出钢周期达到36s。
·采用先进、适用、可靠的基础自动化控制。
4.2.加热能力的技术策略·加热炉的设计能力需要具有一定潜力。
本方案按照冷装额定产量220t/h进行供热负荷设计,并在此基础上增加了~20 %的富裕系数。
·采用蓄热式燃烧技术燃用高炉煤气,对于大型宽加热炉来说,采用空煤气完全隔开布置的烧嘴,既可保证烧嘴有较大的供热能力,又能实现炉前上下及单个烧嘴能力灵活自如地进行调节,可以确保加热炉高产、低耗、同时没有相互窜气的可能,十分安全。
·空气、烟气管路的设计要留有充分的余地,鼓风机、引风机的选择留有足够的富余能力。
·提高蓄热温度,加大蓄热体的装载量,提高蓄热体的比表面积,从而提高空煤气预热温度,本加热炉的蓄热体总量在45m3以上。
·蓄热体采用六角型仿生蜂窝蓄热体,确保不堵塞,确保使用寿命1年以上。
·换向阀采用全功能隔断型二位三通换向阀,使得整个燃烧系统运行更加可靠。
换向阀及烧嘴蓄热体可在线检修维护。
·先进可靠且完善的自动化控制系统,对加热炉燃烧系统所有烧嘴排烟温度、换向阀、炉压全面进行监控及保护,对烧嘴蓄及换向阀及时在线监测,保证系统可靠运行。
4.3.炉膛压力控制策略目前,国内大型空煤气双蓄热加热炉普遍存在炉压过高,或炉压不稳定问题,此种状况尤其在侧进侧出的加热炉或冷装高负荷生产时尤为突出,过高炉膛压力将烧坏炉子的装出钢设备及基础,降低炉体寿命,严重影响炉子的正常操作。
为此,本方案设计将炉膛压力有效控制在15±5Pa。
·采用全功能隔断型大型二位三通换向阀实现换向,可解决换向瞬间的压力波动,一般波动在5Pa左右。
·烧嘴设计蓄热体的装载量留有足够的余量,避免蓄热式烧嘴排烟温度过高而影响炉压的正常控制。
·引风机及排烟管道的能力,留有足够的调节余地。
·换向阀性能优越,有很好的严密性,保证不短路,避免少部分空、煤气直接从换向阀被引入烟道,影响排烟。
4.4.节能措施·采用双蓄热方式,空煤气双双蓄热至1000℃以上,实现极限预热回收。
·采用全功能隔断型大型二位三通换向阀,减少换向时的的煤气损失。
·采用浇注料整体炉顶和带复合层炉墙结构,最大限度减少炉体散热损失。
正常使用条件下炉子整体寿命不低于5年,炉顶表面温度和炉墙表面温度均应低于部颁标准。
·加热炉炉底水管采用汽化冷却·采用适当间距支撑梁立柱及水管纵梁结构,合理布置支撑梁和立柱,尽量减少水冷构件的表面积,对支撑梁和立柱采用耐火纤维毯和高强浇注料双层绝热,以节约用水和减少冷却水的吸热损失。
·优化配置炉门,结构设计做到开启灵活,关闭严密,减少炉气外溢和冷风吸入的热损失。
5.加热炉主要尺寸侧进侧出蓄热式步进梁式加热炉主要尺寸为:·炉子总长度: 33128mm·炉子有效长度: 31640mm·炉子内宽: 13000mm·炉子外宽: 14008mm·有效炉底面积: 31.64×13.0=412.1m2·上炉膛高度: 1600mm·下炉膛高度: 2200mm6.炉子技术性能·炉型炉内辊道侧进料、辊道侧出料,双蓄热步进梁式连续加热炉·炉子用途钢坯轧制前加热·加热钢种碳素结构钢、优质碳素结构钢、低合金钢、合金结构钢、冷墩钢、管坯钢等。
·钢坯规格坯料规格:1502 ~1802 x 12000mm(标准坯);1502 ~1802×6000mm·装炉温度常温·钢坯出炉温度: 950~1200℃·额定产量冷装220t/h(标准坯)·炉底强度冷装578kg/m2h,·燃料种类高炉煤气·燃料热值 3200~3400kJ/Nm3 (取780Kcal/Nm3)·额定单耗 1.05GJ/t·额定燃料消耗量 70750Nm3/h·最大燃料消耗量 90000Nm3/h·额定空气量 49500Nm3/h·额定烟气量 113200Nm3/h·空气预热温度蓄热式烧嘴950-1050℃·煤气预热温度蓄热式烧嘴950-1050℃·炉前空气压力≧7000Pa·炉前煤气压力 5000~8000Pa·冷却水压力≧0.4Mpa·冷却水耗量净环水100t/h,浊环水30t/h软化水20t/h·步进机械型式双层框架斜坡双滚轮式·步进梁升降行程 200mm(上、下各100mm)·步进梁水平行程 260~320mm·步进周期~28秒7.承诺卖方对该工程质量、工期、投资全面负责,并对该工程技术上的先进性、完整性、可靠性、适用性全面负责,对准确性、全面性负责。