角度测量器具
测量器具简介
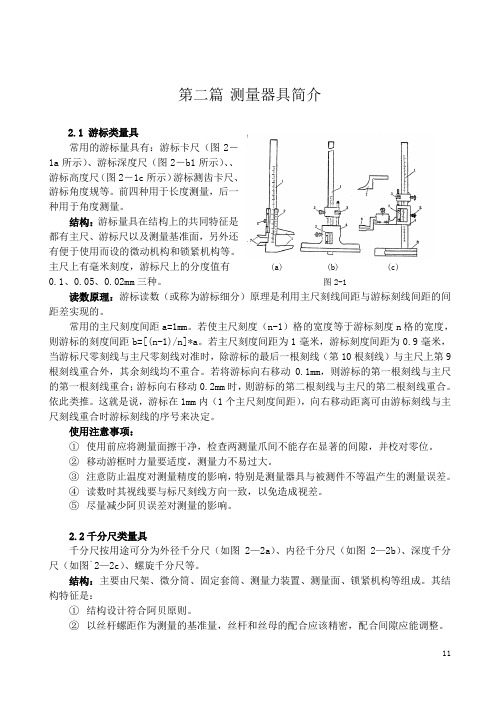
第二篇测量器具简介2.1 游标类量具常用的游标量具有:游标卡尺(图2-1a所示)、游标深度尺(图2-b1所示)、、游标高度尺(图2-1c所示)游标测齿卡尺、游标角度规等。
前四种用于长度测量,后一种用于角度测量。
结构:游标量具在结构上的共同特征是都有主尺、游标尺以及测量基准面,另外还有便于使用而设的微动机构和锁紧机构等。
主尺上有毫米刻度,游标尺上的分度值有(a) (b) (c)0.1、0.05、0.02mm三种。
图2-1读数原理:游标读数(或称为游标细分)原理是利用主尺刻线间距与游标刻线间距的间距差实现的。
常用的主尺刻度间距a=1mm。
若使主尺刻度(n-1)格的宽度等于游标刻度n格的宽度,则游标的刻度间距b=[(n-1)/n]*a。
若主尺刻度间距为1毫米,游标刻度间距为0.9毫米,当游标尺零刻线与主尺零刻线对准时,除游标的最后一根刻线(第10根刻线)与主尺上第9根刻线重合外,其余刻线均不重合。
若将游标向右移动0.1mm,则游标的第一根刻线与主尺的第一根刻线重合;游标向右移动0.2mm时,则游标的第二根刻线与主尺的第二根刻线重合。
依此类推。
这就是说,游标在1mm内(1个主尺刻度间距),向右移动距离可由游标刻线与主尺刻线重合时游标刻线的序号来决定。
使用注意事项:①使用前应将测量面擦干净,检查两测量爪间不能存在显著的间隙,并校对零位。
②移动游框时力量要适度,测量力不易过大。
③注意防止温度对测量精度的影响,特别是测量器具与被测件不等温产生的测量误差。
④读数时其视线要与标尺刻线方向一致,以免造成视差。
⑤尽量减少阿贝误差对测量的影响。
2.2千分尺类量具千分尺按用途可分为外径千分尺(如图2—2a)、内径千分尺(如图2—2b)、深度千分尺(如图`2—2c)、螺旋千分尺等。
结构:主要由尺架、微分筒、固定套筒、测量力装置、测量面、锁紧机构等组成。
其结构特征是:①结构设计符合阿贝原则。
②以丝杆螺距作为测量的基准量,丝杆和丝母的配合应该精密,配合间隙应能调整。
技术测量的基本知识及常用计量器具(2)
理解测量长度尺寸的常用计量器具,如游标卡尺、千分 尺、量块等的测量原理,掌握其使用方法。
理解常用的机械式量仪、如百分表、杠杆千分尺等的测 量原理,掌握其使用方法。
理解测量角度的常用计量器具,如万能角度尺、正弦远 见的测量原理,掌握其使用方法。
理解水平仪的测量原理,了解其应用。 了解塞尺、直角尺、检验平尺、检验平板的偏摆仪等的
百分表的使用
二、内径百分表
1-活动测头 2-可换测头 3-表架头 4-表架套杆 5-传动杆 6-测力弹簧 7-百分表 8-杠杆 9-定位装置 10-定位弹簧
内径百分表由百分表和专用表架组成,用于测量孔的直径 和孔的形状误差,特别适宜于深孔的测量。
用内径百分表测量孔径属于相对测量法,测量前应根 据被测孔径的大小,用千分尺或其它量具将其调整对零才 能使用。测量时将表杆在测量头的轴线所在平面内轻微摆 动,在摆动过程中读取最小读数,即为孔径的实际偏差 。
【例2-4】用一分度值为0.02mm/1000m(4″)的水平仪 测量一长度为600mm的导轨工作面的倾斜程度,测量时水 平仪的气泡移动了3格,问该的导轨工作面相对水平倾斜了 多少?
解题过程
五、检验平板
一般用铸铁或花岗岩制成,有非常精确的工作平面, 其平面度误差极小,在检验平板上,利用指示表和方箱、 V形架等辅助工具,可以进行多种检测。
六、偏摆仪
一般用铸铁制成,带有可调整的前后顶尖座和高精度 的纵向、横向导轨,并配有专用表架。利用百分表、千分 表可对回转体零件进行各种跳动量的检测。
分度值为0.001mm杠杆千分尺可用于测量IT6级的尺寸,分 度值为0.002mm杠杆千分尺可用于测量IT7级的尺寸。
杠杆千分尺的测量范围为0~25mm,25~50mm,50~75mm, 75~100mm四种。
几何量具测量器具术语及英文对照
几何量具测量器具术语及英文对照1.刀口型直尺:knife straigjht edge2.刀口尺: knife straigjht edge3.三棱尺three edges straigjht edge4.四棱尺four edges straigjht edge5.条式和框式水平仪 bar form and square levels6.合像水平仪imaging level meter7铸铁平板cast iron surface plate8.岩石平板granite surface plate9.铸铁平尺cast iron straigjht edge10.钢平尺和岩石平尺 steel and granite straigjht edge11.圆度仪roundness measuring instrument12.电子水平仪electronic level meter13.表面粗糙度比较样块铸造表面roughness comparison specimens cast surface14.表面粗糙度比较样块磨、车、铣、插及刨加工表面roughness comparison specimens-ground,turned,bored,milled,shape and planed15.表面粗糙度比较样块电火花加工表面roughness comparison specimens spark-erostion machining surfaces16.表面粗糙度比较样块抛光加工表面roughness comparison specimens pollshed surfaces17.接触式仪器的标称特性18.轮廓profiles19.轨迹轮廓traced profile20.基准轮廓reference profile21.总轮廓total profile22.原始轮廓primary profile23.残余轮廓residual profile24.触针式仪器stylus instrument25.感应位移数字存储触针式量仪displacement sensitive,digitally storing stylus instrument26.触针式仪器的部件stylus instrument components27.测量环measurement loop28.导向基准renfence guide29.驱动器drive unit30.测头(传感器)probe(pick-up)31.拾取单元tracing element32.针尖stylus tip33.转换器transducer34.放大器amplifier35.模/数转换器analog-to-digital converter36.数据输入data input37.数据输出data output38.轮廓滤波和评定profile filtering and evaluation39.轮廓记录器profile recorder40.仪器的计量特性metrological characteristics of the instrument41.静测力的变化change of static measuring force42.静态测力static measuring force43.动态测量力dynamic measuring force44.滞后hysteresis45.测头的测量范围transmission function for the sine waves46.仪器的测量范围measuring range of the instrument47.模数转换器的量化步距quantization step of the ADC48.仪器分辨力instrument resolution49.量程分辨力比range-to-resolution ratio50.测头线性偏差probe linearity deviation51.短波传输界限short-wave transmission limitation52.轮廓垂直成分传输vertical profile component transmission153表面粗糙度比较样块抛丸、喷砂加工表面roughness comparison specimens shot blasted and blasted surfaces54产品结构几何量计术规范(GPS)geometrical product specifications(GPS)55表面结构surface texture56接触式仪器的标称特性nominal characteristics of contact instruments57公法线千分尺micrometer for mearsuring root tangent lenghths of gear teeth58最大允许误差maximum permissible error59圆柱直齿渐开线花键量规gauges for straight cylindrical involute splines60齿厚游标卡尺Gear tooth vernier calipers61齿轮渐开线样板the involute master of gear62齿轮螺旋线样板the helix master of gear63矩形花键量规gauges for straight –sided splines64测量蜗杆master worm65万能测齿仪universal gear measuring instrument66万能渐开线检查仪universal involute measuring instrument67齿轮齿距测量仪gear circular pictch measuring instrument68万能齿轮测量机Universal gear measuring machine69齿轮螺旋线测量仪gear helix measuring instrument70便携式齿轮齿距测量仪manual gear circular pitch measuring instrument71便携式齿轮基节测量仪manual gear base pitch measuring instrument72立式滚刀测量仪vertical hob measuring instrument73齿轮双面啮合综合测量仪Gear dual-flank measuring instrument74齿轮单面啮合整体误差测量仪Gear single-flank meshing integrated error measuring instrument 75梯形螺纹量规gauges for metric trapezoidal screw threads76工作螺纹量规work gauges for metric trapezoidal screw threads77校对螺纹量规check gauges for metric trapezoidal screw threads78.梯形螺纹量规型式与尺寸Types and dimensions of metric trapezoidal screw threads79.普通螺纹量规型式与尺寸Types and dimensions of gauges purpose screw threads80.非螺纹密封的管螺纹量规Gauges for pipe threads prcessure-tight joints are not made on the threads81.螺纹千分尺Screw thread micrometer82.最大允许误差maximum permissible error83.间隙螺纹量规Clearance screw gauge84.量针Bar gauge85.螺纹样板Screw thread template86.用螺纹密封的管螺纹量规Gauges for pipe threads where pressure-tight joints are made on the threads87.刀具预调测量仪精度Accuracy of the presetting instrument88.薄膜式气动量仪Membrane type pneumatic measuring instrument89.光栅线位移测量系统Grating linear displacement measuring system90.光栅角位移测量系统Grating angular displacement measuring system91.磁栅线位移测量系统Magnet-grid linear displacement measuring system92.量块附件Accessories for gauge blocks93.V形架Vee blocks94.比较仪座Comparator stand95.磁性表座Magnetic stand96.万能表座Universal stand for dial indicator一般术语:1. 几何量geometrical product2. 量值value(of a quantity)3. 真值true value(of a quantity)4. 约定真值conventional true value(of a quantity)5. 单位unit(of measurement)6. 测量measurement7. 测试measurement and test8. 检验inspecte9. 静态测量static measurement10. 动态测量dynamic measurement11. 测量原理principle of measurement12. 测量方法method of measurement13. 测量程序measurement procedure14. 被测量measurand15. 影响量influence quantity16. 变换值transformed value(of a measurand)17. 测量信号measurement signal18. 直接测量法direct method of measurement19. 间接测量法indirect method of measurement20. 定义测量法definitive method of measurement21. 直接比较测量法direct-comparison method of measurement22. 替代测量法substitution method of measurement23. 微差测量法differential method of measurement24. 零位测量法nulll method of measurement25. 测量结果result of a measurement26. 测得值measured value27. 实际值actual value28. 未修正结果uncorrected result (of a measurement)29. 已修正结果corrected result(of a measurement)30. 测量的准确度accuracy of measurement31. 测量的重复性repeatability of measurement32. 测量复现性reproducibility of measurements33. 实验标准偏差experimental standard deviation34. 测量不确定度uncertainty of measurement35. 测量绝对误差absolute error of measurement36. 相对误差relative error37. 随机误差random error38. 系统误差systematic error39. 修正值correction40. 修正系数correction factor41. 人员误差personal error42. 环境误差environmental error43. 方法误差error of method44. 调整误差adjustment error45. 读数误差reading error46. 视差parallax error47. 估读误差interpolation error48. 粗大误差parasitic error49. 检定verification50. 校准calibration51. 调准gauging52. 调整adjustment几何量测量器具术语1. 几何量具测量器具dimensional measuring instruments2. 长度测量器具length measuring instruments3. 角度测量器具angle measuring instruments4. 坐标测量机coordinate measuring machine5. 形状和位置误差测量器具form and position error measuring instruments6. 表面质量测量器具surface quality measuring instruments7. 齿轮测量器具gear measuring instruments8. 实物量具(简称“量具”)material measure9. 测量仪器(简称“量仪”)measuring instruments10. 测量链measuring chain11. 测量装置measuring system12. 指示式测量仪器indicating(measuring )instrument13. 记录式测量仪器recording(measuring)instrument14. 累计式测量仪器totalizing(measuring)instrument15. 积分式测量仪器integrating(measuring)instrument16. 模拟式测量仪器analogue(measuring)instrument17. 数字式测量仪器digital(measuring)instrument18. 测量变换器measuring transducer19. 传感器sensor20. 指示装置indicating device21. 记录装置recording device22. 记录载体recording medium23. 标尺标记scale mark24. 指示器index25. 标尺scale26. 度盘dail测量器具术语1. 标称值nominal value2. 示值indication(of a measuring instrument)3. 标尺范围scale range4. 标称范围nominal range5. 标尺长度scale length6. 标尺分度scale division7. 分度值value of a scale division8. 标尺间距scale spacing9. 线性标尺linear scale10. 非线性标尺non-linear scale11. 标尺标数scale numbering12. 测量仪器的零位zero of a measuring instrument13. 量程span14. 测量范围measuring range15. 额定工作条件vated operating conditions16. 极限条件reference condition17. 标准条件reference condition18. 仪器常数instrument constant19. 响应特性response characteristic20. 灵敏度senstivity21. 鉴别力discrimination22. 分辨力resolution(of an indicating device)23. 死区dead band24. 准确度accuracy of a measuring instruments25. 准确度等级accuracy class26. 重复性repeatability of a measuring instrument27. 示值变动性varation of indication28. 稳定度stability29. 可靠性reliability30. 回程hysteresis31. 漂移drift32. 响应时间response time33. 测量力(简称“测力”)measuring force测量器具术语1. 实物量具示值误差error of indication of a material measure2. 测量仪器示值误差error of indication of a measuring instrument3. 重复性误差repeatability error of a measuring instrument4. 回程误差hysteresis error5. 测量力变化variation of measuring force6. 测量力落差hysteresis of measuring force7. 偏移误差bias error (of a measuring instrument)8. 允许误差maximum permissible errors(of measuring instruments)9. 跟踪误差tracking error (of a measuring instrument)10. 响应率误差response-law error (of a measuring instrument)11. 量化误差quantization error (of a measuring instrument)12. 基值误差datum error (of a measuring instrument)13. 零值误差zero error (of a measuring instrument)14. 影响误差influence error15. 引用误差fiducial error16. 位置误差position error17. 线性误差linear error18. 响应特性曲线response characteristic curve19. 误差曲线error curve20. 校准曲线calibration curve21. 修正曲线correction curve。
机修钳工工艺学第四版教学课件第二章机修钳工常用测量器具

1. 表面粗糙度比较样块的分类
根据加工方法的不同,表面粗糙度比较样块分为铸造、 机械加工、抛丸喷砂加工、电火花加工和抛光加工(含 研磨和锉削)表面粗糙度比较样块等几类。
组合式
外磨、平磨、车、刨、立铣、平铣
单组式
手研、锉削
2. 表面粗糙度比较样块的使用方法及注意事项
(1)所选用的样块和被检查工件的加工方法必须相同, 同时,样块的材料、纹理、表面色泽等应尽可能地与被检 查工件一致。
其中,圆柱直径具有被检孔径下极限尺寸的一端为孔 用通规,具有被检孔径上极限尺寸的一端为孔用止规。
塞规是一种专用测 量器具,它不能读出被 测零件的实际尺寸数值, 但是能判断被测零件的 尺寸是否合格。
塞规
二、塞尺
塞尺是指具有准确厚度尺寸的单片或成组的薄片,用 于检验间隙的实物量具。
单片塞尺
成组塞尺
三、游标卡尺
2.外径千分尺的结构
外径千分尺主要由尺架、测砧、固定套管、测微螺 杆、微分筒和测力装置等组成。
外径千分尺的结构
3.外径千分尺的标记原理
固定套管上主标尺的标记间距为1mm,另一排为每毫 米标记的中分线,即上、下两相邻标记的间距为0.5mm;
微分筒圆锥面上的标记为副标尺,在圆周上有50个等分标 记。由于外径千分尺测微螺杆的螺距为0.5mm,因此,当 微分筒(与测微螺杆相连接)旋转1周时,测微螺杆就轴 向移动0.5mm。若微分筒旋转1/50周时(转过1格),则 测微螺杆移动的轴向距离为0.5/50=0.01mm。由此可知, 该外径千分尺的分度值为0.01mm。
2. 百分表的标记原理
百分表测杆的周节是0.625 mm。当齿杆上升16齿时(即 上升0.625×16=10mm),16齿的小齿轮正好转1周,与之 同轴的大齿轮(z=100)也转1周,就带动齿数为10的小齿 轮和长指针转10周。当齿杆移动1mm时,长指针转一周。 由于度盘上共等分100格,所以长指针每转一格,表示齿杆 移动0.01mm。故百分表的分度值为0.01mm。
测量设备英文对照 2
几何量测量器具术语1. 几何量具测量器具dimensional measuring instruments2. 长度测量器具length measuring instruments3. 角度测量器具angle measuring instruments4. 坐标测量机 coordinate measuring machine5. 形状和位置误差测量器具form and position error measuring instruments6. 表面质量测量器具surface quality measuring instruments7. 齿轮测量器具gear measuring instruments8. 实物量具(简称“量具”)material measure9. 测量仪器(简称“量仪”)measuring instruments10. 测量链measuring chain11. 测量装置measuring system12. 指示式测量仪器indicating(measuring )instrument13. 记录式测量仪器recording(measuring)instrument14. 累计式测量仪器totalizing(measuring)instrument15. 积分式测量仪器integrating(measuring)instrument16. 模拟式测量仪器analogue(measuring)instrument17. 数字式测量仪器digital(measuring)instrument18. 测量变换器measuring transducer19. 传感器sensor20. 指示装置indicating device21. 记录装置recording device22. 记录载体recording medium23. 标尺标记scale mark24. 指示器index25. 标尺 scale 26. 度盘dail测量器具术语1. 标称值nominal value2. 示值indication(of a measuring instrument)3. 标尺范围 scale range4. 标称范围nominal range5. 标尺长度 scale length6. 标尺分度 scale division7. 分度值value of a scale division8. 标尺间距 scale spacing9. 线性标尺linear scale10. 非线性标尺non-linear scale11. 标尺标数scale numbering12. 测量仪器的零位 zero of a measuring instrument13. 量程 span14. 测量范围measuring range15. 额定工作条件vated operating conditions16. 极限条件reference condition17. 标准条件reference condition18. 仪器常数instrument constant19. 响应特性response characteristic20. 灵敏度senstivity21. 鉴别力discrimination22. 分辨力resolution(of an indicating device)23. 死区 dead band24. 准确度accuracy of a measuring instruments25. 准确度等级accuracy class26. 重复性repeatability of a measuring instrument27. 示值变动性varation of indication28. 稳定度stability29. 可靠性reliability30. 回程hysteresis31. 漂移 drift32. 响应时间response time33. 测量力(简称“测力”)measuring force测量器具术语1. 实物量具示值误差error of indication of a material measure2. 测量仪器示值误差error of indication of a measuring instrument3. 重复性误差repeatability error of a measuring instrument4. 回程误差hysteresis error5. 测量力变化variation of measuring force6. 测量力落差hysteresis of measuring force7. 偏移误差 bias error (of a measuring instrument)8. 允许误差maximum permissible errors(of measuring instruments)9. 跟踪误差tracking error (of a measuring instrument)10. 响应率误差 response-law error (of a measuring instrument)11. 量化误差quantization error (of a measuring instrument)12. 基值误差datum error (of a measuring instrument)13. 零值误差 zero error (of a measuring instrument)14. 影响误差influence error15. 引用误差fiducial error16. 位置误差position error17. 线性误差linear error18. 响应特性曲线response characteristic curve19. 误差曲线error curve20. 校准曲线calibration curve21. 修正曲线correction curve长度测量器具量具类1. 量块gauge block2. 光滑极限量规plain limit gauge3. 塞规plug gauge4. 环规ring gauge卡规snap gauge5. 塞尺feeler gauge6. 钢直尺steel gauge7. 精密玻璃线纹尺precision glass linear scale8. 精密金属线纹尺precision metal linear scale9. 半径样板radius template卡尺类1. 游标卡尺vernier caliper2. 带表卡尺dial caliper3. 电子数显卡尺calliper with electronic digital display4. 深度标游卡尺depth vernier caliper5. 电子数显深度卡尺depth caliper with electronic digital display6. 带表高度卡尺dial height calliper7. 高度游标卡尺height vernier caliper8. 电子数显高度卡尺height caliper with electronic digital display9. 焊接检验尺calliper for welding inspection。
万能角度尺计量校准资料

万能角度尺计量校准资料、计量标准的工作原理及其组成工作原理:万能角度尺是利用两测量面相对移动所分隔的角度进行读数的通用角度测量器具,其主要结构型分为1、2 型游标万能角度尺和带表万能角度尺。
其组成部分为:直角尺、游标、主尺、制动头、扇形板、基尺、直尺、卡块、测量面等。
、选用的计量标准器及主要配套设备、计量标准的主要技术指标校准万能角度尺主要技术指标如下:测量范围:0〜320°测量总不确定度:U< 2四、环境条件五、计量标准的量值溯源和传递框图 XX 市计量技术研究所万能角度尺 测量范围:0〜320 测量精度:2'、5'2级角度块、0级平板测量范围:0〜320° 最大允许误差:2'上一级计量器具本单位计量器具六、计量标准的测量重复性考核选一把万能角度尺,对一块角度块在相同条件下,在15° 10'这一点反复检定10次,计算重复性。
X =15° 1010__________________ 2标准偏差i4(Xi-X) = 0.82 '根据测试不确定度此计量标准的测量重复性符合要求。
七、计量标准的稳定性考核根据测试不确定度得出,此万能角度尺的实际测试值的稳定性都符合该标准的要求。
八、测量不确定度评定一、概述:1 •测量方法:依据JJG33-2002《万能角度尺检定规程》。
2.环境条件:温度(20 ± 10) C,相对湿度w 80%3.测量标准:2级角度块,最大允许示值误差为土2'。
4.被测对象:万能角度尺。
5.测量过程:测量时把2级角度块放在已调整好的0级平板上,用相应角度值的2级角度块与游标万能角度尺两测量面均匀接触,在制动器松开与紧固时各校准一次,各点的示值误差均符合其校准的要求。
二、数学模型a = a 1 — a 0式中:a——角度块的角值偏差;a 0――2级角度块的读数值;a 1――被测万能角度尺的读数值。
钳工常用测量器具

游标卡尺外测量的最大允许误差
测量范围/mm
0~70 0~150 0~200 0~300 0~500 0~1000
0.02 ±0.02
±0.03
±0.04 ±0.05 ±0.07
最大允许误差
分度值/mm
0.05
0.10
±0.05
±0.06 ±0.07 ±0.10
±0.10 ±0.15
3. 游标卡尺的标记原理与示值读取方法
百分表的结构 1-测头 2-测杆 3-小齿轮(z=16) 4、9-大齿轮(z =100) 5-度盘 6-表圈 7-长指针 8-转数指针10-小齿轮(z=10) 11-拉簧
2.百分表的标记原理与示值读取方法
百分表测杆上的齿距是0.625 mm。当测杆上升16齿时(即上升 0.625×16=10 mm),16齿的小齿轮正好转1周,与其同轴的大齿数(z =100)也转1周,从而带动齿数为10的小齿轮和指针转10周。即当测杆移 动1 mm时,长指针转一周。由于度盘上共等分100格,所以指针每转一 格,表示齿杆移动0.01 mm。故百分表的分度值为0.01 mm。
三用游卡尺
双面量爪游标卡尺
单面量爪游标卡尺
2.游标卡尺的基本参数
(1)标尺间距 标尺间距是指沿着标尺长度的同一条线测得的两相 邻标尺标记之间的距离。
(2)测量范围 测量范围是指测量器具的误差在规定极限内的一组 被测量的值。
(3)分度值 对应两相邻标尺标记的两个值之差。 (4)最大允许误差(允许误差极限) 对于测量器具,由技术规范、 规程等允许的误差极限值称为最大允许误差。
4.使用游标卡尺的注意事项
(1)游标卡尺适用于IT10~IT16尺寸的测量和检验,应按工件的 尺寸及精度要求合理选用。
镀铬游标量角器使用方法

镀铬游标量角器使用方法
镀铬游标量角器是一种测量角度的工具,下面是其使用方法:
1. 将镀铬游标量角器固定在适当的位置,使直尺的边与所需测量的物体边缘对齐。
2. 观察转盘上的游标刻线,找到与物体边缘重合或最接近的刻度。
3. 读取游标刻度上的数字,并将其与转盘上的刻度进行比较。
4. 根据转盘上的刻度和游标刻度的相对位置,计算出物体的角度。
需要注意的是,在使用镀铬游标量角器时,要确保量角器稳定且水平放置,以获得准确的测量结果。
同时,应避免在潮湿或腐蚀性环境中使用,以延长其使用寿命。
常用量具使用方法简介

百分表 使用: 分度值为0.01mm,量程 为0.5mm,表盘对称刻度, 测量面与测头,使用时 须水平(配合高度尺归 零时不适用) 注意事项: 检查测头是否松动 测量杆的灵活性 夹持架是否可靠
千分尺
外径千分尺
多测头千分尺
实际应用 外径千分尺测量外径和材料厚度
多测头等分尺折弯成形后的厚度
千分尺
操作步骤 1.归零 旋转微分筒使测砧平面与测微 螺杆面重合 2.测量 将被测工件正放在外径千人分 尺导杆内,千分尺的两测量面与被测工 件的测量紧贴及平行,顺时针旋转微分 筒至两测量接近测量物时,再旋转测力 装置使两测量面接触测量面,当听到” 喀嚓”声3次时停止旋转.(确保用力一 致) 3.读数 数显千分尺可以从数字显示器
半径规
定义:又称R规是利用光隙法测量圆弧半径的 工具。用途:用于内外接圆弧和折弯半径的测 量。 优点:效率高 缺点:是目测,故准确度不是很高
R1-R7
R7.5-R15
R15.内外角度的量具
应用:折弯角度测量
2.9塞尺、PIN
• 塞尺又称测微片或厚薄规用于检验间隙的 测量器具之一
专用量具:指专门为检测工件某一技术 参数而设计制造的量具。如内外沟槽卡 尺、钢丝绳卡尺、步距规等。(了解)
通用量具按原理分类: 游标类(卡尺类) 千分尺类(测微类) 指示表类 以上一般称三大量具
量具选用: 合理选用量具,可以大大提高生 产效率和测量精度,也可以为公 司节省生产费用,也为计量管理 带来方便,要做到合理选用。 选用合适测量范围量具 满足测量精度要求 考虑选用测量效率高,使用方 便快捷量具 从经济上选择
2.9塞尺、PIN
PIN规 光滑塞规是一种用来测量工件内尺 寸的精密量具,光面塞规做成最大 极限尺寸和最小极限尺寸两种。它 的最小极限尺寸一端叫做通端,最 大极限尺寸一端叫做止端,在测量 中通端塞规应通过小径,且止端塞 规则不应通过小径。
直角尺的正确使用方法【干货技巧】
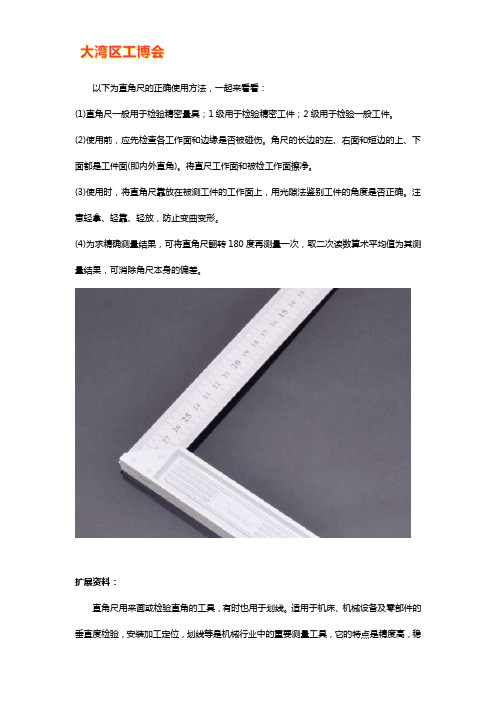
以下为直角尺的正确使用方法,一起来看看:(1)直角尺一般用于检验精密量具;1级用于检验精密工件;2级用于检验一般工件。
(2)使用前,应先检查各工作面和边缘是否被碰伤。
角尺的长边的左、右面和短边的上、下面都是工件面(即内外直角)。
将直尺工作面和被检工作面擦净。
(3)使用时,将直角尺靠放在被测工件的工作面上,用光隙法鉴别工件的角度是否正确。
注意轻拿、轻靠、轻放,防止变曲变形。
(4)为求精确测量结果,可将直角尺翻转180度再测量一次,取二次读数算术平均值为其测量结果,可消除角尺本身的偏差。
扩展资料:直角尺用来画或检验直角的工具,有时也用于划线。
适用于机床、机械设备及零部件的垂直度检验,安装加工定位,划线等是机械行业中的重要测量工具,它的特点是精度高,稳定性好,便于维修。
直角尺规格有:750×40、1000×50、1200×50、1500×60、2000×80、2500×80、3000×100、3500×100、4000×100等等,铸铁平尺产品别名:方尺,铸铁方尺,检验方尺,矩形角尺,方型角尺,平行方尺,等边方尺角度平尺及专用平尺用于机床导轨,工作台的精度检查、几何精度测量,精密部件的测量,刮研工艺加工等,是精密测量的基准。
用途:直角尺主要用于工件直角的检验和划线,在安装和调修设备时,检验零件或部件有关表面的垂直度。
也用于量具,仪器,机床。
共建的调整和鉴定工件,如检定仪器导轨运动的垂直度,检测工件相互位置的垂直度误差等。
分类:直角尺按材质可分为铸铁直角尺、镁铝直角尺和花岗石直角尺。
铸铁直角尺采用优质石料经机械加工和手工精磨制成。
黑色光泽、结构精密,质地均匀,稳定性好,强度大,硬度高,能在重负荷及一般温底下保持高精度,并且具有不生锈,耐酸碱,耐磨性,不磁化、不变型等优点。
用于检测、测量、划线、设备安装、工业工程的施工。
国产PRO360 PRO3600 DP-45型角度测量仪校准规范说明书
JJF 中华人民共和国民用航空部门计量技术规范JJF( 民航)0103-2009PRO360、PRO3600、DP-45型角度测量仪PRO360/PRO3600/DP-45 Protractor2009-05-11发布2009-06-01实施中国民用航空局发布PRO360、PRO3600、DP-45型角度测量仪Calibration Specification for JJF(民航) 0103-2009 PRO360/PRO3600/DP-45 Protractor本规范经中国民用航空局2009年05月11日批准,并自2009年06月01日起施行。
归口单位:中国民用航空局航空器适航审定司起草单位:北京飞机维修工程有限公司本规范由起草单位负责解释。
本规范起草人:吴华波(北京飞机维修工程有限公司)王伟(北京飞机维修工程有限公司)冯琳(北京飞机维修工程有限公司)目录1 范围 (1)2 概述 (1)3 计量特性 (2)4 校准条件 (4)4.1 环境条件 (4)4.2 校准设备 (4)5 校准项目和校准方法 (5)5.1 校准项目 (5)5.2 校准方法 (5)6 校准结果的处理 (10)7 复校时间间隔 (10)附录A 校准证书内容 (11)附录B 校准记录格式 (12)附录C 不确定度评定方法 (14)附录D 不确定度评定示例 (17)附录E 零位再调整方法 (20)PRO360、PRO3600、DP-45型角度测量仪校准规范1范围本规范适用于民用航空系统飞机维修中应用的技术手册为《PRO 360 OWNER’S MANUAL FOR SUPERSET CALIBRATION INSTRUCTIONS》的PRO360型、技术手册为《PRO 3600 OWNER’S MANUAL FOR SUPERSET CALIBRATION INSTRUCTIONS》PRO3600型,以及技术手册为《DP45 DIGITAL PROTRACTOR INSTRUCTION MANUAL CHAEVITZ SENSORS》DP-45型飞机专用角度测量仪(以下简称测角仪)的校准。
测量器具的分类

测量器具的分类
测量器具是指用来测量物理量的工具。
它们在科学、工程、医学等领域中都发挥着重要作用。
根据测量对象的不同,测量器具可以分为以下几类:
1. 电量测量器:主要用于测量电流、电压、电阻等电学量。
2. 光学测量器:主要用于测量光学量,如光强、波长、色度等。
3. 热量测量器:主要用于测量温度、热流量等热学量。
4. 机械测量器:主要用于测量长度、角度、压力、力量等机械量。
5. 化学测量器:主要用于测量化学量,如 pH 值、溶解度等。
6. 时间测量器:主要用于测量时间,如钟表、秒表等。
除此之外,还有一些多功能的综合测量器,可以同时测量多种物理量。
测量器具的分类可以帮助人们更好地选择适合自己需要的测量器具,提高测量的准确度。
- 1 -。
测量器具的分类
测量器具的分类
测量器具是现代工业生产不可或缺的一部分,它用于测量物理量,如长度、质量、温度、压力等等。
测量器具按其功能的不同可以分为多种类型,下面将逐一介绍。
1.长度测量器具
长度测量器具用于测量物体的长度、宽度和高度等等,如:尺子、卡尺、量角器、百
分表、高度规等等。
这些器具精度高、使用方便,通常用于工业加工、检测和组装过程中
的线性尺寸测量。
质量测量器具主要用于测量物体的质量,如电子秤、弹簧秤、天平等等。
这些器具通
常用于工业制造企业的生产、质量控制和质量检测等范畴中。
温度测量器具用于测量物体的温度,如:温度计、红外线热像仪等等。
这些器具是工
业制造企业和科学实验室中必备的一部分,能够实时反映物质温度变化,提供及时的温度
数据分析。
压力测量器具用于测量物体受到的压力的大小,具体有压力计、压差计、压力传感器
等等。
这些器具用于工业加工、制造、测试等多个领域中。
光学测量器具主要用于测量光学量,包括长度、角度、曲率半径、波长、聚焦能力等,如:光学显微镜、望远镜、激光测距仪等等。
这些器具在科学研究、生产制造等领域中得
到广泛应用。
液体测量器具主要用于测量液体质量和体积,如:液体秤、比重计、流量计等等。
这
些器具在化工、医药等行业中得到广泛应用。
总而言之,测量器具种类众多,每种器具都有其特殊的功能和应用场合。
选择正确的
测量器具对于现代工业生产以及科学研究都具有重要意义。
量具类产品国家标准编号
量具类产品国家标准一、长度测量器具1. 量具类GB/T 1957-1981 光滑极限量规GB/T 6093-2001 几何量技术规范(GPS)长度标准量块GB/T 6322-1986 光滑极限量规型式与尺寸GB/T 9056-1988 钢直尺JB/T 7980-1999 半径样板(替代GB 9054-88)JB/T 8788-1998 塞尺JB/T 10313-2002 量块检验方法2. 卡尺类GB/T 1214.1-1996 游标类卡尺通用技术条件GB/T 1214.2-1996 游标类卡尺游标卡尺GB/T 1214.3-1996 游标类卡尺高度游标卡尺GB/T 1214.4-1996 游标类卡尺深度游标卡尺GB/T 6317-1993 带表卡尺GB/T 14899-1994 电子数显卡尺JB/T 5608-1991 电子数显深度卡尺JB/T 5609-1991 电子数显高度卡尺JB/T 8370-1996 游标类卡尺游标卡尺(测量范围为0-1500mm、0-2000mm)3. 千分尺类GB/T 1216-1985 外径千分尺GB/T 1218-1987 深度千分尺GB/T 6312-1986 壁厚千分尺GB/T 6313-1986 尖头千分尺GB/T 6314-1986 三爪内径千分尺GB/T 8061-1987 杠杆千分尺GB/T 8177-1987 内径千分尺GB/T 9057-1988 单杆内径千分尺GB/T 9058-1988 奇数沟千分尺JB/T 2989-1999 板厚千分尺(替代JB 2989-1981)JB/T 4166-1999 带计数器千分尺(替代JB 4166-1985)JB/T 6079-1992 电子数显外径千分尺JB/T 10005-1999 小测头千分尺(替代ZB J42 002-1987)JB/T 10006-1999 内测千分尺(替代ZB J42 003-1987)JB/T 10007-1999大外径千分尺(测量范围为1000~3000mm)(替代ZB J42 004-87) JB/T 10032-1999 微米千分尺JB/T 10033-1999 测微头4. 指示表类GB/T 1219-2000 几何量技术规范长度测量器具:指示表设计及计量技术要求GB/T 4755-1984 扭簧比较仪GB/T 6311-1986 大量程百分表GB/T 6320-1997 杠杆齿轮比较仪GB/T 6321-1986 光学扭簧测微计GB/T 8122-1987 内径百分表GB/T 8123-1998 杠杆指示表GB/T 18761-2002 电子数显指示表JB/T 3237-1991 杠杆卡规JB/T 3712-1998 小扭簧比较仪JB/T 5214-1991 曲轴量表JB/T 5216-1991 硫化机测力表JB/T 6081-1992 深度百分表JB/T 7429-1994 电子塞规JB/T 8346-1996 带表卡尺指示表JB/T 8499-1996 电子柱电感测微仪JB/T 8787-1998 峰值电感测微仪JB/T 8790-1998 钢球式内径百分表JB/T 8791-1998 涨簧式内径百分表JB/T 10014-1999 数显电感测微仪JB/T 10016-1999 测厚规JB/T 10017-1999 带表卡规JB/T 10035-1999 厚度表JB/T 10036-1999 电感式测微仪二、角度测量器具GB/T 6092-1985 90°角尺GB/T 6315-1996 游标万能角度尺GB/T 10943-1989 1:4圆锥量规GB/T 11852-1989 圆锥量规公差与技术条件GB/T 11853-1989 莫氏与公制圆锥量规GB/T 11854-1989 7:24工具圆锥量规GB/T 11855-1989 钻夹圆锥量规JB/T 3325-1999 角度量块及其附件(替代JB 3325-83)JB/T 7973-1999 正弦规(替代GB 4973-85)JB/T 8789-1998 1:24(UG)圆锥量规JB/T 10015-1999 直角尺检查仪JB/T 10018-1999 正多面棱体JB/T 10026-1999 带表万能角度尺JB/T 10027-1999 方形角尺(方箱)三、形位误差测量器具GB/T 6091-1985 刀口形直尺GB/T 16455-1996 条式和框式水平仪JB/T 3238-1999 合像水平仪(替代JB 3238-83)JB/T 7974-1999 铸铁平板(替代GB 4986-85)JB/T 7975-1999 岩石平板(替代GB 4987-85)JB/T 7977-1999 铸铁平尺(替代GB 6318-86)JB/T 7978-1999 钢平尺和岩石平尺(替代GB 6319-86)JB/T 10038-1999 电子水平仪JB/T 10028-1999 圆度仪四、表面质量测量器具GB/T 6060.1-1997 表面粗糙度比较样块铸造表面(替代GB 6060.1-85) GB/T 6060.2-1985 表面粗糙度比较样块机械加工表面GB/T 6060.3-1986 表面粗糙度比较样块电火花加工表面GB/T 6060.4-1988 表面粗糙度比较样块抛光加工表面GB/T 6060.5-1988 表面粗糙度比较样块喷砂抛丸加工表面GB/T 6062-1985 轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计五、齿轮测量器具GB/T 1217-1986 公法线千分尺GB/T 5106-1985 圆柱直齿渐开线花键量规GB/T 6316-1996 齿厚游标卡尺GB/T 10919-1989 矩形花键量规JB/T 6080-1992 电子数显齿厚卡尺JB/T 10008-1999 测量蜗杆JB/T 10012-1999 万能测齿仪JB/T 10013-1999 万能渐开线检查仪JB/T 10019-1999 齿轮齿距测量仪(原齿轮周节测量仪)JB/T 10020-1999 万能齿轮测量机JB/T 10021-1999 齿轮螺旋线测量仪JB/T 10022-1999 便携式齿轮齿距测量仪JB/T 10023-1999 便携式齿轮基节测量仪JB/T 10024-1999 立式滚刀测量仪JB/T 10025-1999 齿轮双面啮合综合测量仪JB/T 10029-1999 齿轮单面啮合整体误差测量仪六、螺纹测量器具GB/T 1581-1979 米制锥螺纹量规GB/T 3934-1983 普通螺纹量规GB/T 8124-1987 梯形螺纹量规技术条件GB/T 8125-1987 梯形螺纹量规型式与尺寸GB/T 10920-1989 普通螺纹量规型式与尺寸GB/T 10922-1989 非螺纹密封管螺纹量规GB/T 10932-1989 螺纹千分尺JB/T 1128-1999 间隙螺纹量规(替代JB 1128-70)JB/T 3326-1999 量针(替代JB 3326-83)JB/T 7981-1999 螺纹样板(替代GB 9055-88)JB/T 10031-1999 用螺纹密封的管螺纹量规七、其它测量器具JB/T 5213-1991 内、外圆磨加工主动测量仪技术条件JB/T 5215-1991 开关触发式三维传感系统JB/T 7982-1999 刀具预调测量仪精度(替代GB 10921-89)八、测量链JB/T 3760-1991 浮标式气动量仪JB/T 4167-1999 薄膜式气动量仪(替代JB 4167-85)JB/T 5212-1991 气动测量头技术条件JB/T 5610-1991 双频激光干涉仪JB/T 8371-1996 容栅线位移测量系统数显单元0.01mmJB/T 10037-1999 磁栅线位移测量系统JB/T 10030-1999 光栅线位移测量系统JB/T 10034-1999 光栅角位移测量系统九、通用器件及附件JB/T 8047-1999 V形架(替代GB 4972-85)JB/T 3323-2001 量块附件JB/T 10009-1999 比较仪座(替代ZB J42 007-87)JB/T 10010-1999 磁性表座(替代ZB J42 008-87)JB/T 10011-1999 万能表座(替代ZB J42 009-87)十、术语GB/T 17163-1997 几何量测量器具术语基本术语GB/T 17164-1997 几何量测量器具术语产品术语JB/T 7976-1999 轮廓法测量表面粗糙度的仪器术语(替代GB 6061-85) GB/T 8372-1996 几何量测量仪器型号编制方法十一、产品分等标准JB/T 54247.1-1996 量具量仪产品质量分等通则JB/T 54247.2-1996 量具量仪产品质量分等抽样验收细则JB/T 50047-1999 量具量仪产品质量分等电子塞规JB/T 50114-1998 量具量仪产品质量分等游标万能角度尺JB/T 50146-2000 量具量仪产品质量分等涨簧式内径百分表JB/T 50147-2000 量具量仪产品质量分等小扭簧比较仪JB/T 50148-2000 量具量仪产品质量分等钢球式内径百分表JB/T 54248-2000 量具量仪产品质量分等指示表JB/T 54250-1994 杠杆百分表产品质量分等标准(替代JB/GQ.F 5053-86) JB/T 54251-1994 杠杆千分表产品质量分等标准(替代JB/GQ.F 5054-86)JB/T 54252-1998 量具量仪产品质量分等游标卡尺JB/T 54253-1994 带表卡尺产品质量分等标准(替代JB/GQ.F 5057-86)JB/T 54254-1999 量具量仪产品质量分等外径千分尺JB/T 54255-1999 量具量仪产品质量分等杠杆千分尺JB/T 54256-1994 量块产品质量分等标准(替代JB/GQ.F 5061-86)JB/T 54257-1994 刀口尺产品质量分等标准(替代JB/GQ.F 5062-86)JB/T 54258-1994 水平仪产品质量分等标准(替代JB/GQ.F 5063-86)JB/T 54259-1999 量具量仪产品质量分等光滑极限量规JB/T 54260-1999 量具量仪产品质量分等铸铁平板JB/T 54261-1999 量具量仪产品质量分等岩石平板JB/T 54262-1999 量具量仪产品质量分等铸铁平尺JB/T 54263-1999 量具量仪产品质量分等钢平尺和岩石平尺JB/T 54265-1999 量具量仪产品质量分等浮标式气动量仪JB/T 54272-1999 量具量仪产品质量分等公法线千分尺JB/T 54273-1998 量具量仪产品质量分等齿厚游标卡尺JB/T 54274-1994 杠杆齿轮比较仪产品质量分等标准(替代JB/GQ.F 5079-88) JB/T 54275-1999 量具量仪产品质量分等小测头千分尺JB/T 54276-1999 量具量仪产品质量分等奇数沟千分尺JB/T 54277-1999 量具量仪产品质量分等壁厚千分尺JB/T 54278-1998 量具量仪产品质量分等高度游标卡尺JB/T 54279-1999 量具量仪产品质量分等尖头千分尺JB/T 54280-1999 量具量仪产品质量分等深度千分尺JB/T 54281-1998 量具量仪产品质量分等深度游标卡尺JB/T 54282-1999 量具量仪产品质量分等微米千分尺JB/T 54283-1999 量具量仪产品质量分等电子数显卡尺JB/T 54285-1999 量具量仪产品质量分等测微头JB/T 54286-1994 塞尺产品质量分等标准(替代JB/GQ.F 5092-90)JB/T 54288-1999 量具量仪产品质量分等电子数显深度卡尺JB/T 54289-1999 量具量仪产品质量分等电子数显高度卡尺JB/T 54819-1992 电子数显外径千分尺产品质量分等标准JB/T 54820-1992 万能渐开线检查仪产品质量分等标准JB/T 54821-1992 万能齿轮测量机产品质量分等标准JB/T 54822-1992 齿轮螺旋线测量仪产品质量分等标准JB/T 54823-1992 齿轮双面啮合综合测量仪产品质量分等标准十二、出口产品标准LB 001-95 英制指示表LB 002-98 带标尺的直角钢尺ZB J42 031 89 游标卡尺(测量上限为1500mm和2000mm)JB 5608-91 电子数显深度卡尺JB 5609-91 电子数显高度卡尺JB 5680-92 电子数显齿厚卡尺GB 1218-87 深度千分尺GB 9057-88 单杆式内径千分尺GB 9058-88 奇数沟千分尺ZB J42 038-90 微米千分尺ZB J42 039-90 测微头JB 6079-92 电子数显外径千分尺ZB J42 021-88 涨簧式内径百分表ZB J42 041-90 厚度表JB 3237-91 杠杆卡规JB 5214-91 曲轴量表JB 5216-91 硫化机测力表JB 6081-92 深度百分表ZB J42 007-87 比较仪座ZB J42 008-87 磁性表座ZB J42 009-87 万能表座ZB J42 016-87 正多面棱体ZB J42 028-88 方形角尺GB 9056-88 钢直尺GB 6060.4-88 表面粗糙度比较样块抛光加工表面GB 6060.5-88 表面粗糙度比较样块抛(喷)丸、喷沙加工表面GB 9054-88 半径样板GB 9055-88 螺纹样板GB 11852-89 圆锥量规公差与技术条件GB 11853-89 莫氏与公制圆锥量规GB 11854-89 7:24工具圆锥量规GB 11855-89 钻夹圆锥量规GB 10919-89 矩形花键量规GB 10920-89 普通螺纹量规型式与尺寸GB 10922-89 非螺纹密封的管螺纹量规ZB J42 037-89 用螺纹密封的管螺纹量规ZB J42 013-87 直角尺检查仪ZB J42 012-87 数显电感测微仪ZB J42 018-88 齿轮周节测量仪ZB J42 019-88 万能齿轮测量仪ZB J42 020-88 齿轮螺旋线测量仪ZB J42 022-88 便携式齿轮周节测量仪ZB J42 023-88 便携式齿轮基节测量仪ZB J42 024-88 立式滚刀测量仪ZB J42 025-88 齿轮双面啮合综合周节测量仪GB 10921-89 刀具预调测量仪精度ZB J42 027-88 电子水平仪ZB J42 030-88 圆度仪ZB J42 032-89 齿轮单面啮合整体误差测量仪ZB J42 033-89 瓷栅线位移测量系统ZB J42 034-89 瓷栅线位移传感器技术条件ZB J42 036-89 光栅线位移测量系统ZB J42 040-90 光栅角位移测量系统ZB J42 042-90 电感式测微仪JB 3760-91 浮标式气动量仪JB 5212-91 气动测量头技术条件JB 5213-91 内、外圆磨加工主动测量仪技术条件JB/T 6082-92 触发传感器系统系列型谱JB 5215-91 开关触发式三维传感器系统JB 5610-91 双频激光干涉仪。
测量角度的常用计量器具(320度角度尺直角尺)
(三)、扇形万能角度尺使用注意事项
(1)使用前先检查0°,基尺和直尺贴合面应不漏 光,尺身和游标的零线应对齐。 (2)要根据被测工件的不同角度,正确搭配使用 直尺和角尺。 (3)测量时,工件应与扇形万能角度尺的两个测 量面在全长上接触良好,避免误差。
二、正弦规
(一)正弦规的原理
正弦规是用于准确检验 零件及量规角度和锥度 的量具。 它是利用三角函数的正 弦关系来度量的,故称 正弦规或正弦尺、正弦 台。
(二)、结构
正弦规主要由带有 精密工作平面的主体和 两个精密圆柱组成,四周 可以装有挡板(使用时 只装互相垂直的两块), 测量时作为放置零件的 定位板。
(三)、使用方法
应用正弦规测量零 件角度时,先把正弦规 放在精密平台上,被测 零件(如圆锥塞规)放在 正弦规的工作平面上, 被测零件的定位面平靠 在正弦规的挡板上, (如圆锥塞规的前端面 靠在正弦规的前挡板 上) 。
在正弦规的一个圆柱下面 垫入量块,用百分表检查零件 全长的高度,调整量块尺寸, 使百分表在零件全长上的读数 相同。此时,就可应用直角三 角形的正弦公式,算出零件的 角度。 式中 sin ——正弦函数符号, 2α——圆锥的锥角(度), H ——量块的高度(mm), L ——正弦规两圆柱的中 心距(mm)。
测量角度的常用 计量器具
万能角度尺 正弦规 直角尺
一、扇形万能角度尺
万能角度尺是用来测量工件内外角度的量 具。按其分度值可氛围5′和2′两种;按其 尺身的形状不同分为扇形(1型)和圆形 (2型)两种。我们介绍扇形万能角度尺。 扇形万能角度尺由尺身、基尺、游标、角 尺、直尺、夹块、扇形板和制动器组成。 万能角度尺是用来测量工件内、外角度的 量具。
量具有哪些_量具的种类
量具有哪些种类,量具分类对于很多人来说,量具经常使用的。
那量具是怎样分类的呢?量具又有哪些种类呢?在工业生产测量中,为了确保零部件的加工质量,需要对加工出来的零部件按照要求进行表面粗糙度、尺寸精度、形状精度、位置精度等进行测量,这也就是我们常常需要使用的称为量具的工具。
量具的种类很多,测量的项目各有特色,分类的方式也很多。
在钳工工艺学中,按其特点和用途我们主要可以将其分为万能量具、标准量具和专用量具几大类。
但是量具按照用途和结构性能分可分为长度量具,角度量具,形位公差量具,表面质量量具,齿轮量具,螺纹量具等。
1. 长度量具是指在平面内对长度量进行测量的量具。
主要有卡尺类,千分尺类,指示表类以及量块、线纹尺等,其中前三类就是比较常用的三大量具,也称为万能量具,属于一般的机加人员在车间现场使用的。
量块线纹尺等属于计量室内使用的高精度量具。
长度类量具也包括光滑塞规、光滑环规、塞尺等这些极限类量具。
长度量具除了这些标准的量具外,还有很多根据客户需要专门定制的专用量具,可对某一个或一类参数进行检测,如沟槽类卡尺等。
2. 角度量具是指在平面内对角度量进行测量的量具。
主要有角度块、直角尺、角度尺、各类分度头、正弦规等。
其中比较常见的是万能角度尺、正弦规等。
角度量块及各类分度头在计量室内做为基准使用的比较多。
3. 形位公差量具是指专用于形位误差测量的量具。
主要有平晶、平尺、刀口形直尺、水平仪等。
其中平晶和平尺是对平面度进行测量,刀口形直尺是对直线度进行测量。
标准的形位公差量具比较少,检测参数也比较单一,经常需要专门制定一些专用的非标准量具进行检测。
据好域安科技统计,每年在非标量具方面,收到形位公差量具的需求也是最多的。
4. 表面质量量具是指专用于测量表面粗糙度、波度等表面几何参数值的量具。
比较常见的是粗糙度比较样块。
5. 齿轮量具是指专用于测量齿轮几何参数值的量具。
常用的有齿厚卡尺、公法线千分尺、齿厚规、渐开线样板、各种花键量规等。
角度尺的使用说明

•
•
•
图六 读数举例
• •
万能角度尺的测量方法
• 测量时,根据产品被测部 位的情况,先调整好角尺 或直尺的位置,用卡块上 的螺钉把它们紧固住,再 来调整基尺测量面与其它 有关测量面之间的夹角。 这时,要先松开制动头上 的螺母,移动主尺作粗调 整,然后再转动扇形板背 面的微动装置作细调整, 直到两个测量面与被测表 面密切贴合为止。然后拧 紧制动器上的螺母,把角 度尺取下来进行读数。 • (1)测量0°-50°之间 角度 • 角尺和直尺全都装上, 产品的被测部位放在基尺 各直尺的测量面之间进行 测量。
万能角度尺的测量方法
• (2)测量50°-140°之 间角度 • 可把角尺卸掉,把直尺装 上去,使它与扇形板连在 一起。工件的被测部位放 在基尺和直尺的测量面之 间进行测量。 • 也可以不拆下角尺,只把 直尺和卡块卸掉,再把角 尺拉到下边来,直到角尺 短边与长边的交线和基尺 的尖棱对齐为止。把工件 的被测部位放在基尺和角 尺短边的测量面之间进行 测量
万能角度尺使用说明
目
录
• 1.万能角度尺的主要构件-------------P3
• 2.万能角度尺的使用方法------------P4-P8 • 3.万能角度尺维护和保养------------P9 • 4.计量器具的送 检定-------------P10-11
主要构件
直角尺 游标 主尺 制动头
万能角ቤተ መጻሕፍቲ ባይዱ尺使用前后
• 1、使用前,先将万能角度尺擦拭干净,再 检查各部件的相互作用是否移动平稳可靠、 止动后的读数是否不动,然后对零位;
• 2、测量完毕后,应用汽油或酒精把万能角 度尺洗净,用干净纱布仔细擦干,涂以防 锈油,然后装入匣内。
一种测量精密小角度器具的定位夹具[发明专利]
![一种测量精密小角度器具的定位夹具[发明专利]](https://img.taocdn.com/s3/m/4c394e3d360cba1aa911da34.png)
专利名称:一种测量精密小角度器具的定位夹具专利类型:发明专利
发明人:黄安顺,丁洵,任志忠,蒋文松,王敏辉
申请号:CN201811383126.6
申请日:20181116
公开号:CN109341639A
公开日:
20190215
专利内容由知识产权出版社提供
摘要:本发明公开了一种测量精密小角度器具的定位夹具,其特征在于:包括莫氏锥体、圆盘、定位装置;所述的圆盘安装在莫氏锥体的大端,与莫氏锥体同轴;所述的定位装置安装在圆盘上,位于圆盘的边缘处,定位装置能够对小角度计量器固定。
本发明使用时安装固定各种光学或数显分度台、分度盘,根据被检件的精度要求,按照测量器具的精度高于被测件的4倍原则,来选择相对应的分度台、分度盘来完成测量工作;本发明结构简单,操作方便,降低了测量成本,且能够保证测量精度,解决了各类小角度测量计量器具示值误差的计量问题。
申请人:江南工业集团有限公司
地址:411207 湖南省湘潭市雨湖区楠竹山镇
国籍:CN
代理机构:湘潭市汇智专利事务所(普通合伙)
代理人:宋向红
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宽座直角尺是指基面宽度大于测量面宽度的直角尺。
第二章 钳工常用测量器具
二、游标万能角度尺
游标万能角度尺是利用活动直尺测量面相对于基尺测量面的旋转, 对该两测量面间分隔的角度利用游标原理进行读数的角度测量器具。游 标万能角度尺用来测量工件和样板的内、外角度和进行角度划线。它有 Ⅰ型、Ⅱ型两种类型,其测量范围分别为0°~320°和0°~360°。 其中0°~320°游标万能角度尺应用较为普遍。
第二章具
一、直角尺
1.刀口形直角尺
刀口形直角尺是指两测量面为刀口形的直角尺。
平面刀口形直角尺
宽座刀口形直角尺
第二章 钳工常用测量器具
常用刀口形直角尺基本参数
精度等级
平面刀 口形直
长边
50
63
角尺
短边
32
40
0级、1级 80 100 125
第二章 钳工常用测量器具
100mm正弦规
第二章 钳工常用测量器具
正弦规的使用方法
第二章 钳工常用测量器具
所需量块组的高度可按下式计算:
式中
h= L sin2α h——量块组高度(mm); L——正弦规中心距(mm); 2α——被测工件角度。
第二章 钳工常用测量器具
例1 使用中心距为100mm的正弦规,检验圆锥角为5°的圆锥塞规 ,试求圆柱下应垫量块组的高度?
第二章 钳工常用测量器具
1.0°~320°游标万能角度尺的结构
第二章 钳工常用测量器具
2.0°~320°游标万能角度尺的标记原 理
游标万能角度尺的分度值有5′和2′两种。 分度值为2′的万能角度尺的标记原理是:主标尺每格标记的弧长对 应的角度为1°,游标尺标记是将主标尺上29°所占的弧长等分为30格 ,每格所对的角度为29°/30,因此游标尺1格与主标尺1格相差:
精度等级
0级、1级、2级
平面形 直角尺
长边/mm
50 75
100
150 200 250 300
短边/mm
40 50
70
100 130 165 200
精度等级
0级、1级
宽座直 角尺
长边/mm
63 80
100
125 160 200 250
短边/mm
40 50
63
80 100 125 160
第二章 钳工常用测量器具
160 200
50
63
80 100 125
精度等级
0级、1级
宽座刀
长边
50
75
100 150 200 250 300
口形直
角尺
短边
40
50
70 100 130 165 200
第二章 钳工常用测量器具
2.平面形直角尺
平面形直角尺是指测量面与基面宽度相等的直角尺。
第二章 钳工常用测量器具
常用平面形和宽座直角尺基本参数
解:由题意知 L=100mm,2α=5° 则 h= L sin2α=100×0.0871557=8.716(mm) 答:正弦规圆柱下应垫量块组尺寸为8.716mm。
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
1°- = =2′
29 1 30 30
第二章 钳工常用测量器具
0°~320°游标万能角度尺的标记原理
第二章 钳工常用测量器具
3.0°~320°游标万能角度尺的示值读取方法
游标万能角度尺的示值读取方法 a) 2°+8×2′=2°16′ b) 16°+6×2′=16°12′
第二章 钳工常用测量器具
4.游标万能角度尺的测量范围及测量方法
第二章 钳工常用测量器具
第二章 钳工常用测量器具
第二章 钳工常用测量器具
第二章 钳工常用测量器具
三、正弦规
正弦规是根据正弦函数原理,利用量块的组合尺寸,以间接方法 进行测量角度的测量器具。它有Ⅰ型、Ⅱ型两种类型,且有0级、1级 两种准确度等级。钳工常用的普通正弦规由平台工作面和直径相同且 轴线互相平行的两个支承圆柱所组成。正弦规的规格用两个圆柱体的 中心距表示,一般有100mm、200mm两种。