高速五轴加工中心 加工工艺图解48页PPT
数控加工工艺及设备PPT课件:整体叶轮五轴加工中心加工工艺编制及程序生成

表2-4-4 整体叶轮数控加工合理的装夹方案
装夹序号
装夹方法
定位基准
使用夹具
表2-4-12 学生任务6参考答案:整体叶轮五轴加工中心加工合理的装夹方案
在五轴加工中心数控回转盘上安装专用夹具 夹紧工件,工件以底部外圆柱面+底面为定位基 准,底部中心M10螺纹锁紧。
装夹序号 1
装夹方法 底部中心 M10 螺纹锁紧
序号 1 2 3 4 5 6 7 8 9 10
表面名称
使用刀具名称 刀尖圆弧半径 刀具半径
表2-4-11学生任务5参考答案:整体叶轮数控加工选用的刀具及
参数
序号
加工内容
使用刀具名称
刀角半径 刀具半径
五轴加工用包络毛坯的粗加工
400R C32-32-160
1
(三轴数控加工)
(Ф 32 立铣刀杆)
0.8
D8R4 (Ф 8 球铣刀)
4
4
精加工叶片
D8R4
7
(此工序可完成 9 个叶精片加的工侧叶面片和前缘面的精加工)
(Ф 8 球铣刀)
4
4
(特别说明:此工序可完成 9 个叶片的侧面和前
D6R3
8
叶轮叶根圆角清根 缘面的精加工)
(Ф 6 球铣刀)
3
3
学生任务6:填写表2-4-4 整体叶轮数控加工合理的装 夹方案
表面加工刀路生成 CAVITY_方MI式LL ZLEVEL_PROFILE
ZLEVEL_PROFILE MULTI_BLADE_ROUG H HUB_FINISH BLADE_FINISH BLADE_FINISH BLEND_FINISH
学生任务4:填写整体叶轮加工 选来自的设备及主要规格和技术参数表2-4-1 整体叶轮需加工部位及表面
五轴数控机床全面介绍PPT幻灯片

❖ 不受约束的刀具(或工件)在空间有六个自由度。现实是,在金属 切削过程中,工件与刀具之间会产生巨大的切削力和摩擦力,为了
13
五轴数控机床之主轴倾斜型
14
五轴数控机床之主轴倾斜型
15
五轴数控机床之工作台/主轴倾斜型
❖ 一个旋转轴在主轴头的刀具侧,另一个在工作台侧。这类机床的旋 转轴结构布置有最大的灵活性,可以是在A.B.C轴中任意两个组合。
❖ 大部分工作台/主轴倾斜型的旋转轴配置形式是B轴与工作台绕C轴组 合。这种结构设置方式简单、灵活,同时具备主轴倾斜型与工作台 倾斜型机床的部分有点。这类机床的主轴可以旋转为水平状态和垂 直状态,工作台只需分度定位,即可简单的配置为立、卧转换的三 轴加工中心,将主轴进行立、卧转换再配合工作台分度,对工件实 现五面体加工,制造成本低,且非常实用。
❖ 特殊加工 ❖ 在熟练掌握了加工中心的功能之后,配合一定的工装和专用工具,
利用加工中心可完成一些特殊的工艺工作,如在金属表面上刻字、 刻线、刻图案;在加工中心的主轴上装上高频电火花电源,可对金 属表面进行线扫描表面淬火;用加工中心装上高速磨头,可实现小 模数渐开线圆锥齿轮磨削及各种曲线、曲面的磨削等。
23
LOGO
24
1 五轴数控机床之概论 2 五轴数控机床之五轴 3 五轴数控机床之结构 4 五轴数控加工之应用
2
五轴数控机床之概论
❖ 机床是一个国家制造业水平的象征。而代表机床制造业最高境界 的是五轴联动数控机床系统,从某种意义上说,它反映了一个国 家的工业发展水平状况。长期以来,以美国为首的西方工业发达 国家,一直把五轴联动数控机床系统作为重要的战略物资,实行 出口许可证制度。特别是冷战时期,对中国、前苏联等社会主义 阵营实行封锁禁运。 “东芝事件”:上世纪末,日本东芝公司卖 给前苏联几台五轴联动的数控铣床,结果让前苏联用于制造潜艇 的推进螺旋桨,上了几个档次,使美国间谍船的声纳监听不到潜 艇的声音了,所以美国以东芝公司违反了战略物资禁运政策,要 惩处东芝公司。
五轴加工工艺
数控加工工艺及操作注意事项1.一般加工工艺划分开粗——粗清根——半精——半精清根——精加工——精清根2. 分析数模确定加工工艺根据毛胚或零部件的特性,制定加工工艺方案;粗加工预清根粗加工粗清根半精加工小刀粗清根精加工精清根粗加工a:加工原则:需从高到低(高低差超过刀具半径,角度大于70度时一定要这样做),刀路要尽量平缓,尽量减少程序的数据量。
b:粗加工,进刀方式为垂直圆弧。
注意刀具的切深不能太大,尽量减少对机床的损害。
最大切削深度不超过6mm,超过这一深度需分层加工。
c: 机床的线速度能上去,可以进行小切深﹑高进给的粗加工,对刀具和机床都非常有好处。
层切要工件外进刀或斜向进刀。
型面若存在较多陡峭面,则要增加陡峭面局部等高程序。
半精加工和精加工所有模型都必须进行半精加工,半精加工后才可以进行精加工。
精加工的加工精度和准确度由模型在整车上的位置决定。
外覆盖件模具的加工原则:由于外覆盖件本身不允许有微小的凸包、凹坑,细小的褶皱、裂纹等缺陷,这类零件表面质量要求高,型面尺寸精度好。
所以模具型面加工时要从光顺性及型面加工准确性两方面保证。
尽量一刀完成,必须接刀时要在不关键位置,加工后尽量减少钳工的修磨量,原则上只允许蹭光处理。
清根清根分粗清根和精清根。
清根要求:a:精加工前的清根为粗清根,粗清根时必须使用粗加工刀片,即柳叶刀片,禁止使用精加工刀片进行粗清根,即圆刀片。
b: 精清根如无特殊要求加工到R5。
特殊情况由工艺单独提出要求,最小加工可加工到R1.5。
平面的部位如能采用平底刀清根,尽量采用平底刀清根。
c:特殊部位如要求过切,编制程序时考虑过切程序是否安全,程序单需标明是过切程序。
3. 型面加工原则粗加工的范围要比精加工的范围大,原则要大于10mm,精清根的范围要比精加工的范围小。
对型面为平面部位,粗精加工在主轴摆角允许情况下都尽量使用平底刀,以提高加工效率。
4. 五轴数控加工中心加工工艺五轴数控加工中心的加工工艺与一般三轴数控机床的加工工艺大体一致;一般使用3+2模式进行开粗半精加工,使用3+2模式或五轴联动方式精加工产品。
数控加工工艺--加工中心加工工艺(PPT+50)
2020/3/25
加工中心加工的对刀与换刀
对刀方法: 水平方向对刀
Z向对刀 机外对刀仪对刀
杠杆百分表对刀 采用寻边器对刀 采用碰刀或试切方式对刀
机上对刀 外刀具预调+机上对刀
2020/3/25
制定加工中心加工工艺
零件的 工艺分
析 分析零件的技术要求:尺寸精度要求、几何形状精度要求、位置精 度要求、表面粗糙度表面质量要求、热处理及其他技术要求 ;
2020/3/25
加工中心夹具的确定
对夹具的基本要求:
夹紧机构不得影响进给,加工部位要敞开 夹具在机床上能实现定向安装 夹具的刚性与稳定性要好
2020/3/25
加工中心夹具的确定
2020/3/25
不影响进给的装夹示例
加工中心夹具的确定
常用夹具种类
2020/3/25
通 用 夹 具
组 合 夹 具
专 用 夹 具
加工方法的选择
加工顺序的合理按排
2020/3/25
制定加工中心加工工艺
工步设 计 先粗加工,半精加工,再精加工。 既有孔又有面的加工时先铣面后镗孔。 采用相同设计基准集中加工的原则。 相同工位集中加工,邻近工位一起加工可提高加工效率。 按所用刀具划分工步。 有较高同轴度要求的孔系,应该单独完成,再加工其他形位。 在一次装夹定位中,能加工的形位全部加工完。
复合加 工中心
主轴轴心线设置在竖直状态
主轴轴心线设置在水平状态
具有可移动的龙门框架、主轴头装在龙门 框架上、主轴轴心线设置在垂直状态 立卧两用加工中心,具有立式和卧式加 工中心的功能
立式、卧式加工中心的结构
(单击观看录像)
2020/3/25
加工中心的结构及类型
Powermill五轴功能 ppt课件
ppt课件
11
五轴刀轴控制
五轴刀轴控制:
• 垂直(三轴) • 前倾/侧倾 • 朝向点 • 自点 • 朝向直线 • 自直线 • 朝向曲线 • 自曲线 • 固定方向 • 自动避免碰撞 • SWARF精加工
ppt课件
12
五轴刀轴控制
前倾
前倾角:
•
为刀具沿刀具路径
方向的给定角度;如果
这个角度的设置为零,
轴矢量。
ppt课件
38
五轴机床仿真
• 机床仿真全面 碰撞检查
机床仿真将 指出超出机床加 工范围的区域以 及可能碰撞的区 域,及时调整装 夹位置和预防碰 撞的发生,避免 造成不必要的损 失。
ppt课件
39
ppt课件
22
五轴刀轴控制
SWARF加工
ppt课件
23
五轴刀轴控制
自动避免碰撞
• 自动避免碰撞
ppt课件
24
五轴刀轴控制
刀轴限界
刀轴限界:
1:通过方位角控制
2:通过仰角控制
ppt课件
25
五轴加工策略
POWERMILL8几乎所 有的三轴加工策略 (包括粗加工和精 加工),只要对刀 轴进行编辑处理, 都可以用来作为五 轴的加工策略。
ppt课件
14
五轴刀轴控制
朝向点
朝向点:
在加工过程中, 刀具的轴向方向总 是朝着指定的加工 位置(X、Y、Z)。
适合于加工外部 形状(如型芯)
ppt课件
15
五轴刀轴控制
自点
自点:
在加工过程中, 刀具的轴向由指定 的点位置(X、Y、 Z)放射状出去,刀 轴总是背向指定的 那一点。
适合加工内部形 状(如型腔)
五轴联动概念PPT课件
Aluminium
Anzahl der Werkzeuge: Number of tools: Bearbeitungszeit: Machining time:
4 4 214 min. 214 min.
25
加工实例鉴赏
Anwendung: Application:
Reflektor Ø90 mm 反射镜 Ø90 mm
1.2312
Anzahl der Werkzeuge: 15
Number of tools:
15
Bearbeitungszeit:
140 min
Machining time:
140 min.
Anwendung: Form für Plastikschale Application: 塑料筐模具
Material: Material:
16
控制系统功能强大且简便易学
快速监测并校正各空间轴的精度
17
18
加工实例鉴赏
19
加工实例鉴赏
20
加工实例鉴赏
21
加工实例鉴赏
22
加工实例鉴赏
23
加工实例鉴赏
Component: Darstellung:
Machine: Maschine:
Material: Werkstoff:
Pressure-die for automobile wheel rims Presswerkzeug für Automobil-Felgen D M C 75V Linear
Material: Material:
1.2343
Anzahl der Werkzeuge:
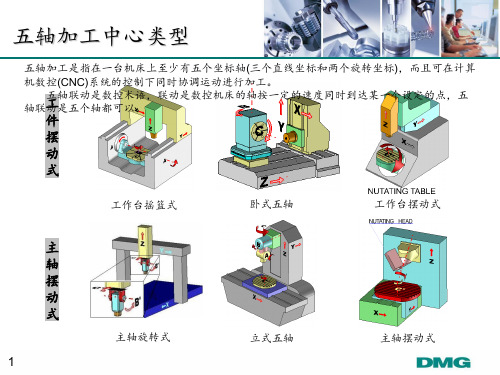
五轴加工中心类型
五轴加工是指在一台机床上至少有五个坐标轴(三个直线坐标和两个旋转坐标),而且可在计算 机数控(CNC)系统的控制下同时协调运动进行加工。
五轴固定加工方法和工艺流程详解
五轴固定加工方法和工艺流程详解下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一、引言在现代制造业中,五轴数控机床已经成为高精度加工的重要工具。
详细讲解:高速龙门桥式五轴加工中心机床结构

详细讲解:高速龙门桥式五轴加工中心机床结构现有的高速龙门加工中心机主要包括基座,在基座上铺设有 X 轴向的轨道,沿X 轴向位移的龙门立柱,该龙门立柱上设有横向的轨道,该轨道上设有Y 轴的加工头移动装置,使该加工头可进行Y 轴向位移调整位置或位移进行加工进给。
该加工头处设有 Z 轴滑轨以组装 Z 轴的加工头升降装置,使该加工头可进行Z 轴向位移调整位置或位移进行加工进给。
现有的加工机的基座多为单臂式结构,基座上设置龙门立柱、承受的压力过大,采用单电机驱动,加工过程不稳固,占用空间大,不易于调整,便携性差。
高速龙门桥式五轴加工中心包括基座 1、横梁 2 和主轴滑枕 3。
基座 1 为凹形结构,凹形结构上端面分为两侧的导轨安装面和中间的凹槽区,导轨安装面上设有X 轴轨道 11,凹槽区设有双轴摇篮式工作台 4。
横梁 2 设于基座 1 的导轨安装面并沿导轨安装面上的 X 轴轨道 11 滑动,横梁 2 上设有两条 Y 轴轨道 21,主轴滑枕 3 设于横梁2 上并沿两条 Y 轴轨道 21 滑动,两条 Y 轴轨道 21 固定在横梁 2 前侧面的上部和下部。
主轴滑枕3 上设有 Z 轴轨道 31,Z 轴轨道 31 上设有加工主轴头 5 ;主轴滑枕3 两侧设有固定滑座32,固定滑座框架32 呈栅格状结构。
摇篮式工作台 4 通过基座上的双支撑平台 41 固定,双支撑平台 41 两端固定在基座 1 侧壁上,基座 1 侧壁上设有两组安装双支撑平台 41 的孔洞 42 ;双支撑平台底部沿 C 轴转动,双支撑平台两端沿 A 轴转动。
X 轴轨道11 为四直线导轨结构,13 为双滚珠丝杠传动结构,双滚珠丝杆 13 连接有两台同步驱动伺服电机,伺服电机与双滚珠丝杠之间采用同轴固定的连接方式。
Y 轴轨道21 为双直线导轨结构,单滚珠丝杠丝杆传动结构。
Z 轴轨道 31 为四直线导轨结构,单滚珠丝杠传动结构。
Cimatron13五轴数控加工实用教程最新精品课件-第四章课件ppt

第四章 Cimatron五轴加工——专有策略实践
学习目的:掌握专有策略加工பைடு நூலகம்块内容以及编程方法
4.2专有策略-叶片清根综合训练 重点学习使用专有策略编制叶片清根程序:同时复习以前学过的知识,详细的练习步骤 见p122-p138 • 创建叶片粗加工程序 • 创建叶片榫头部位精加工程序 • 创建叶片精加工程序 • 创建叶片清根程序
第四章 Cimatron五轴加工——专有策略实践
学习目的:掌握专有策略加工模块内容以及编程方法
4.3专有策略-电极编程综合训练: 重点学习使用专有策略编制加工电极的程序:同时复习以前学过的 知识,详细的练习步骤见p139-p145 • 创建电极的粗加工程序 • 创建电极水平区域精加工程序 • 创建电极五轴精加工程序
5轴数控加工实用教程
第四章课件内容
第四章 Cimatron五轴加工——专有策略实践
学习目的:掌握专有策略加工模块内容以及编程方法
4.1专有策略——叶轮编程 重点学习使用专有策略编制简单的叶轮程序:详细的步骤见p109-p122 • 叶轮粗加工参数设置 • 毛坯的使用(要了解毛坯的作用) • 叶轮流道精加工参数设置 • 叶片精加工参数设置
第四章 Cimatron五轴加工——专有策略实践
Cimatron五轴加工——专有策略内容的巩固练习(课后作业):
学习编制流道精加工程序的两种方法 ,参考文档在本节课件的文件夹 里,参考下 图椭圆里的两条程序的参数设置,在最下面的TP创建相同流道部位的程序。
谢谢!
加工中心加工工艺ppt课件
6.1 加工中心的主要特点及功能 6.2 加工中心的刀具、夹具及加工工艺 6.3 典型零件加工工艺分析
;.
1
6.1 加工中心的主要特点及功能
加工中心(Machining Center,简称MC) 是一种具有复合加工功能的数控机床,是集 铣削、钻削、铰削、镗削、攻螺纹于一体的 多功能机械加工设备。
;.
22
2)刀头的选择
选择合适的刀具形状和精度,以满足零件形 状精度和尺寸精度的加工要求;
选择合适的刀片材料和刀片形状,以充分发 挥刀具的切削性能
刀具几何尺寸的选择则根据加工条件具体确 定
;.
23
6.2.2 加工中心夹具
(1)加工中心夹具的基本要求
夹具要求
敞开加工面
换刀换工作台 时不干涉
刚性和 稳定性好
减少换刀次数,节省辅助时间。一般情况下, 每换一把新刀后,运用平移工作台或回转工 作台等完成尽可能多的工作
每道工序尽量减少刀具的空行程移动量,按 照路线最短安排加工表面的加工顺序
;.
32
5)加工路线的确定
确定加工路线时,要保证精度前提下,保证 计算简单、走刀路线短、空刀时间少。主要 是孔加工和铣削加工
主要结构是由多个曲面组成的凹型型腔,型 腔四周的斜平面之间采用半径为7.6㎜的圆 弧面过渡,斜平面与底平面之间采用半径为 5㎜的圆弧面过渡,在模具的底平面上有一 个四周也为斜平面的锥台。模具的外部结构 较为简单,是一个标准的长方体。
因此零件的加工以凹型型腔为重点。
;.
65
(2)选择设备
根据被加工零件的外形和材料等条件, 选用VP1050立式镗铣床加工中心。
;.
41
3)确定装夹方案和选择夹具
《五轴UG加工》课件

校准操作。
刀具夹持与校准
正确安装刀具,并进行刀具的 校准,确保刀具与机床的准确 配合。
执行加工操作
按照设定的加工路径和参数, 执行五轴UG加工操作。
监控与调整
在加工过程中实时监控各项参 数和状态,根据需要进行调整 ,确保稳定、高效的加工过程
。
04
《五轴UG加工》PPT课 件
CATALOGUE
目 录
• 五轴UG加工简介 • 五轴UG加工的基本原理 • 五轴UG加工的操作流程 • 五轴UG加工的实例分析 • 五轴UG加工的未来发展与挑战
01
CATALOGUE
五轴UG加工简介
定义与特点
定义
五轴UG加工是一种先进的数控加 工技术,通过同时控制五个轴的 运动,实现复杂形状的高效加工 。
总结词
多轴刀具选择
详细描述
根据零件的加工需求,选择适合的多轴刀具,确保加工过程的稳定性和高效性。
实例一:复杂零件的五轴加工
总结词
加工参数调整
详细描述
根据实际情况调整加工参数,如切削深度、切削速度等,以 获得最佳的加工效果。
实例二:高效五轴加工的优化策略
总结词
加工路径规划
详细描述
合理规划加工路径,减少空行程和换刀次数,提 高加工效率。
03
CATALOGUE
五轴UG加工的操作流程
建立加工模型
导入CAD模型
01
将需要加工的零件CAD模型导入到UG软件中。
模型修复与调整
02
对CAD模型进行必要的修复和调整,确保模型适合于五轴加工
。
建立加工坐标系
03
为加工模型设置合适的加工坐标系,确保加工过程中的定位和
径流式整体叶轮五轴高速加工工艺结课汇报
3、刀具轨迹
• 整体叶轮精加工刀具轨迹由于本叶轮叶片曲 率大且流道过于狭小。尺寸太大的刀具不能 进入流道底部,过去采用锥度铣刀分两层铣 削,优化后加入一把刚性较好的圆柱球刀, 以大吃刀量进行余量去除,能大幅度提高切 削效率,所以在工艺上采取分三层铣削的办 法,加工内容所示,即先使用圆柱球刀去除 流道上层50%余量后,使用锥度球头刀切除 50%-70%的余量,最后使用较小的锥度球头 刀完成剩余余量的去除。粗加工轨迹如图3 图4所示,这样既可以保证加工效率,又能 保证刀具使用寿命。
如何提高径流式整体叶轮五轴高速加 工效率案例
机械工程 xxx
分析 建模 刀具轨迹 加工实验
目录
引言
• 叶轮五轴联动整体高速加工是指叶轮毛坯采 用锻压件,经过车削形成叶轮毛坯体基本形状, 在一台具有良好动态性及稳定性全闭环控制系 统高速五轴联动加工中心上使轮毂与叶片在一 个毛坯上一次加工成型。从毛坯投入通过粗、 精加工的工艺过程,材料的总去除率高达90% 以上,受到较大切削力、切削热和金属纤维的 断裂、变形影响最终造成整体叶轮叶片曲面、 流道曲面变形较大,从而影响整体叶轮的动平 衡性能和产品性能,严重时还会导致叶片断裂, 因此要制造出高度还原设计理念符合技术文件 要求的叶轮,需要良好的工艺作保障。
1、建模
• 应用UG NX软件中的CAD造型模块,根据叶轮 技术文件中叶片、轮毂的参数及技术要求进行三 维造型。
2、工艺路线
• 叶轮中,需加工的区域主要有叶轮叶片、流道及 叶根圆角,为保证叶轮的制造精度、表面质量、 加工效率并最大限度地还原设计理念,需遵循工 序集成、基准先行、先粗后精、先主后次,分面 加工和先面后孔The end! thank you!