钛及钛合金薄板、带材和板材AMST9046MIL-T-9046J
904l和316l成分
904l和316l成分
904L不锈钢是一种高合金不锈钢,其主要成分包括:铬(Cr)、镍(Ni)、钼(Mo)和铜(Cu)。
具体成分如下:
铬(Cr),约为20-23%,提供不锈钢耐腐蚀性的主要元素。
镍(Ni),约为23-28%,增加了不锈钢的耐腐蚀性和抗氧化性。
钼(Mo),约为4.0-5.0%,提高了不锈钢在酸性环境中的耐蚀性。
铜(Cu),约为 1.0-2.0%,改善了不锈钢的耐蚀性和抗氧化性。
而316L不锈钢是一种低碳型不锈钢,其主要成分包括:铬(Cr)、镍(Ni)、钼(Mo)和少量的碳(C)。
具体成分如下:
铬(Cr),约为16-18%,提供不锈钢耐腐蚀性的主要元素。
镍(Ni),约为10-14%,增加了不锈钢的耐腐蚀性和抗氧化性。
钼(Mo),约为2.0-3.0%,提高了不锈钢在酸性环境中的耐蚀性。
碳(C),低碳型不锈钢,碳含量低于0.03%,有利于焊接性和
耐腐蚀性。
总的来说,904L不锈钢相对于316L不锈钢含有更多的镍、铬、钼和铜等合金元素,因此具有更高的耐蚀性和抗氧化性,尤其在强
酸性和氯化物环境下表现更为突出。
而316L不锈钢则在一般腐蚀环
境中表现良好,具有较好的耐腐蚀性和机械性能。
这些成分的差异
使得904L和316L在不同的工业领域和应用场景中有各自的优势和
特点。
904l 美国原始标准化学成份
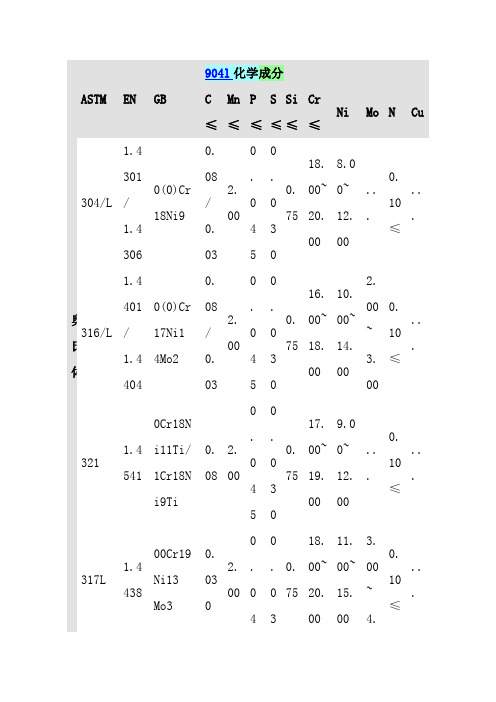
奥氏体ASTM EN GB904l 化学成分C≤ Mn ≤ P≤ S ≤ Si ≤ Cr≤Ni Mo N Cu304/L 1.4301/1.4306 0(0)Cr18Ni9 0.08/0.03 2.000.45 0.30 0.75 18.00~ 20.00 8.00~ 12.00...0.10≤... 316/L 1.4401/ 1.44040(0)Cr17Ni1 4Mo20.08/0.032.00 0.45 0.30 0.75 16.00~ 18.00 10.00~14.002.00~3.000.10≤ ...3211.4541 0Cr18N i11Ti/ 1Cr18Ni9Ti0.08 2.000.45 0.30 0.75 17.00~ 19.00 9.00~ 12.00...0.10≤... 317L1.443800Cr19Ni13Mo30.032.00 0.4.030.75 18.00~ 20.00 11.00~ 15.00 3.00~4.0.10≤...5 0 00 N08904(904 L) 1.453900Cr20Ni25Mo4.5Cu0.022.00.45.351.0019.00~23.0023.00~28.004.00~5.000.10≤1.0~2.S31254 (254S Mo) 1.454700Cr20Ni18Mo6CuN0.021.00.3.10.8019.50~20.5017.50~18.506.00~6.500.18~0.220.50~1.00S32654 (654S Mo) 1.465200Cr24Ni22Mo7Mn3CuN0.022.00~4.00.3.50.5024.00~25.0021.00~23.007.00~8.000.45~0.550.30~0.60310S1.4845 0Cr25Ni200.082.00.45.31.5024.00~26.0019.00~22.00.........S3081 1.40.0.00 1.20.10...0...5(253 MA) 835 05~0.180 .4.340~2.0000~22.0000~12.00. 14~0.20.S35315(353 MA) 1.48540.04~0.082.00.4.31.20~2.0024.00~26.0034.00~36.00...0.12~0.18... 特点主要用途304/L 用途广泛,用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件。
UNS S66286

UNSS66286沉淀硬化合金UNSS66286是Fe-25Ni-15Cr基高温合金,加入钼、钛、铝、钒及微量硼综合强化。
在650℃以下具有高的屈服强度和持久、蠕变强度,并且具有较好的加工塑性和满意的焊接性能。
适合制造在650℃以下长期工作的航空发动机高温承力部件,如涡轮盘、压力机盘、转子叶片和紧固件等。
【上海奔来金属材料有限公司】可以生产各种形状的变形产品,如盘件、锻件、板、棒、丝和环形件等。
UNSS66286合金,是在UNSS66286合金基础上发展而来,只要是提高合金纯洁度,限制气体含量,控制低熔点元素含量,并调整热处理制度,从而使合金的热强性和长期使用性能提高。
UNSS66286材料牌号UNSS66286相近牌号UNSS66286(美国)UNSS66286材料的技术标准GJB 2611-1996 《航空用高温合金冷拉棒材规范》GJB 2612-1996 《焊接用高温合金冷拉丝材规范》GJB 3020-1997 《航空用高温合金环坯规范》GJB 3065-1998 《航空承力件用高温合金热轧和锻制棒材规范》GJB 3167-1998 《冷镦用高温合金冷拉丝材规范》GJB 3317-1998 《航空用高温合金热轧板规范》GJB 3782-1999 《航空用高温合金锻制圆饼规范》GB/T 14996-1994 《高温合金冷轧薄板》Q/3B4071-1993 《UNSS66286合金热轧棒材》Q/6S1032-1992 《高温紧固件用UNSS66286合金棒材》UNSS66286化学成分UNSS66286合金化学成分见表1-1,优质UNSS66286合金化学成分见表1-2。
%注:1 冷拉棒、圆饼和环坯标准规定ω(Ti)1.80%~2.35%。
2 热轧和冷轧板标准规定,ω(B)0.003%~0.010%,ω(Mn)≤2.00%,ω(P)≤0.020%,ω(S)≤0.015%。
3 冷拉焊丝标准规定,ω(Al)≤0.35%,ω(Ti)1.75%~2.35%,ω(Si)0.40%~1.00%,ω(P)≤0.020%,ω(S)≤0.015%。
钛及钛合金薄板、带材和板材 AMS-T-9046 MIL-T-9046J
宇航材料规范AMS-T-90461999年7月发布钛及钛合金薄板、带材和板材通告本文件直接取自美国军用标准MIL-T-9046J(第二版),而且为使其与美国汽车工程师协会(SAE)技术标准的出版要求一致,仅进行了局部编辑和格式上的修改。
本文件的原始版本被指定用于代替MIL-T -9046J (第二版)。
原始规范所建立的各部分的编号不变。
原始的军用规范作为一个美国汽车工程师协会(SAE)的标准在美国汽车工程师协会(SAE)技术标准委员会(TSB)章程以及与促进政府规范和标准的接受有关的细则(TSB 001)下被接受TSB章程规定,(a)未经SAE委员会表决同意不能修改的政府规范或标准的部分出版物及(b)当前政府规范或标准的使用格式。
据美国国防部的政策和程序(措施),对于国防部(DOD)的和同,任何限制条件和相关的产品目录均属强制性的。
涉及合格产品目录(QPLs)的任何要求都未被SAE接受,且不够成本SAE技术文件的一部分。
1范围1.1范围本规范适用于航空质量级钛及钛合金薄板、带材和板材。
1.2 分类产品规定了下述化学成分和状态(见6.2.1,6.5和表1和9)1.2.1成分1/ 1.0KSI=1000Psi2/ ELI指超低间隙型2适用文件在邀请报价或提出要求生效之日已出版的下列出版物,构成本技术条件的一部分。
2.1 美国政府出版物可从DODSSP获得,地址:Subscription Services Desk. Building 4D 700Robbins Avenue Philadelphia PA 19111-5094MIL-H-81200-钛及钛合金热处理FED-STD-151-金属试验方法。
MIL-STD-105-取样工艺和性能检验表。
MIL-STD- 129-装运和储存标记MIL-STD- 163-准备装运和储存的钢材轧制品MIL-STD- 410-无损检验人员的资格和证书。
涡流,液体渗透,磁粉颗粒、射线照相、超声2..2 美国汽车工程师协会(SAE)出版物可向美国机动车工程师学会索取。
金属材料高新技术产品目录及界定标准(全)
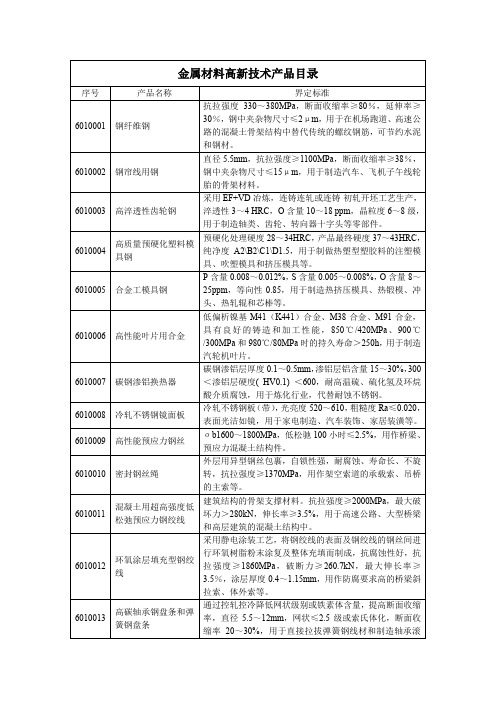
序号
产品名称
界定标准
6010001
钢纤维钢
抗拉强度330~380MPa,断面收缩率≥80%,延伸率≥30%,钢中夹杂物尺寸≤2μm,用于在机场跑道、高速公路的混凝土骨架结构中替代传统的螺纹钢筋,可节约水泥和钢材。
6010002
钢帘线用钢
直径5.5mm,抗拉强度≥1100MPa,断面收缩率≥38%,钢中夹杂物尺寸≤15μm,用于制造汽车、飞机子午线轮胎的骨架材料。
建筑结构的骨架支撑材料。抗拉强度≥2000MPa,最大破坏力>280kN,伸长率≥3.5%,用于高速公路、大型桥梁和高层建筑的混凝土结构中。
6010012
环氧涂层填充型钢绞线
采用静电涂装工艺,将钢绞线的表面及钢绞线的钢丝间进行环氧树脂粉末涂复及整体充填而制成,抗腐蚀性好,抗拉强度≥1860MPa,破断力≥260.7kN,最大伸长率≥3.5%,涂层厚度0.4~1.15mm,用作防腐要求高的桥梁斜拉索、体外索等。
6010009
高性能预应力钢丝
σb1600~1800MPa,低松驰100小时≤2.5%,用作桥梁、预应力混凝土结构件。
6010010
密封钢丝绳
外层用异型钢丝包裹,自锁性强,耐腐蚀、寿命长、不旋转,抗拉强度≥1370MPa,用作架空索道的承载索、吊桥的主索等。
6010011
混凝土用超高强度低松弛预应力钢绞线
6010015
高速重载铁道用钢轨
60、75kg/m全长淬火处理高速重载铁道用钢轨,包括100m超长钢轨。
6010016
耐指纹镀锌板
T弯试验达到“0T”、冲击>9J、盐雾试验>500小时、镀层附着力100%,99℃沸水中2小时不起泡、不脱落,耐指纹、耐腐蚀,无氰、铬污染,用于制造家电外壳、建筑型材等。
钛及钛合金牌号和化学成分

《钛及钛合金牌号和化学成分》(2009/11/30 15:05)(引用地址:未提供)目录:行业知识浏览字体:大中小《钛及钛合金牌号和化学成分》目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。
制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。
按此,从采矿到制成钛材的工艺过程的主要步骤为:钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗TiCl4->精制->纯TiCl4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。
另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。
上述工艺过程中的加工过程是指塑性加工和铸造而言。
塑性加工方法又包括锻造、挤压、轧制、拉伸等。
它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。
故钛和钛合金的加工工艺必须考虑它们的这些特点。
钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。
钛材生产的原则流程如图1—1。
针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。
钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。
它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。
这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。
钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。
UNS S66286(W.Nr.1.4980)铁镍铬基高温合金
上海商虎/张工:158 –0185 -9914铁基变形高温合金美国商标:Incoloy A-286/A286/UNSS66286/P.Q.A286法国商标:ZbNCT25一、Incoloy A-286 概述Incoloy A-286是Fe-25Ni-15Cr基高温合金,参加钼、钛、铝、钒及微量硼综合强化。
在650℃以下具有高的屈服强度和持久、蠕变强度,而且具有较好的加工塑性和满意的焊接功能。
适合制造在650℃以下长时间工作的航空发动机高温承力部件,如涡轮盘、压力机盘、转子叶片和紧固件等。
该合金能够生产各种形状的变形产品,如盘件、锻件、板、棒、丝和环形件等。
优质Incoloy A-286合金,是在Incoloy A-286合金基础上发展而来,只要是进步合金纯真度,约束气体含量,操控低熔点元素含量,并调整热处理准则,从而使合金的热强性和长时间使用功能进步。
1.1 Incoloy A-286 资料商标Incoloy A-2861.2 Incoloy A-286 相近商标A286,UNSS66286(美国),ZbNCT25(法国),P.Q.A286(美国)1.3 Incoloy A-286 资料的技术规范1.4 Incoloy A-286 化学成分Incoloy A-286合金化学成分见表1-1,优质Incoloy A-286合金化学成分见表1-2。
表1-1 %C Cr Ni Mo Ti Fe V B MnAl Si P S不大于≤0.0813.5~16.0 24.0~27.0 1.00~1.50 1.75~2.30 余0.10~0.50 0.001~0.010 1.00~2.00 0.04 1.00 0.030 0.020 注:1 冷拉棒、圆饼和环坯规范规定ω(Ti)1.80%~2.35%。
2 热轧和冷轧板规范规定,ω(B)0.003%~0.010%,ω(Mn)≤2.00%,ω(P)≤0.020%,ω(S)≤0.015%。
测试标准
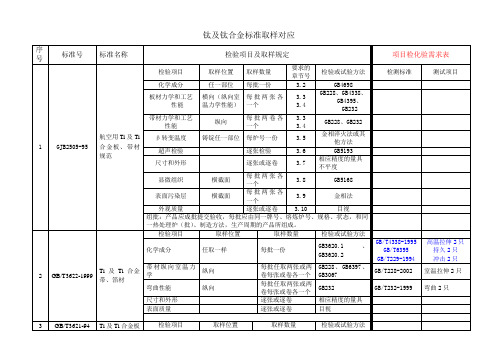
钛及钛合金标准取样对应
包装、标志、运输和贮存GB8180
组批:产品应成批提交验收,每批应由同一牌号、熔炼炉号、厚度规格、制造方法、状态、热处理炉次的产品组成(GB/T3622-1999)。
组批:产品应成批提交验收,每批应由同一牌号、熔炼炉号、厚度规格、制造方法、热处理炉(批)次的产品组成(GB/T3621-94)。
高温合金标准取样对应
包装、标志、运输和贮存GB/T14995-94,GB247-80,GB/T14996-94
耐蚀合金标准取样对应
包装、标志、运输和贮存标准GB/T247
不锈钢标准取样对应
包装、标志、运输和贮存标准GB2101、GB2103 GB/T247
GB/T13297
YB/T5242-93
工模具钢产品规格:4-80mm*600mm-2500*2-8m 产品状态:热轧钢板
GB247,GB/T247。
904L特种钢及合金特种合金牌号统一数字代号体系

904L特种钢及合金特种合金牌号统一数字代号体系
具有较高的铬含量和足够的镍含量,铜的加入使它具有很强的抗酸能力,尤其对氯化物间隙腐蚀和应力腐蚀崩裂有高度抗性,抗点蚀能力略优与其他钢种,在纸浆以及造纸工业和化学工业等方面被广泛应用相近牌号美国:UNS N08904
德国:W.Nr.1.4539
英国:904S13
应用领域
含硫, 磷和乙酸处理设备
纸浆以及造纸工业
海水冷却的设备
化工行业机械制造
供应状态
热轧或冷轧,经热处理、氧化态或经酸洗处理
抗腐蚀能力
在抗剧烈腐蚀性相当高,能抵抗以下情况的侵蚀
不易出现蚀损斑和裂缝
抵抗颗粒侵蚀
抗压性好
常见侵蚀
带材
棒材
物理性能
溶化温度范围:850-1050℃
比热容:500 J/(kg·℃)
密度:8.0 g/m3
硬度:160-210 HV10
加工
热加工
1.温度范围1200℃~900℃,冷却方式为水淬或快速空冷。
2.加热时,材料可以直接送入已升温最高工作温度的炉子中,保温足够的时间后(每100mm 的厚度需要60 分钟保温时间)迅速出炉,在规定的温度范围的高温段进行热加工。
当材料温度降到低于热加工温度时,需重新加热。
钛及钛合金薄板、带材和板材AMST9046MIL-T-9046J
宇航材料规范AMS-T-90461999年7月发布钛及钛合金薄板、带材和板材通告本文件直接取自美国军用标准MIL-T-9046J(第二版),而且为使其与美国汽车工程师协会(SAE)技术标准的出版要求一致,仅进行了局部编辑和格式上的修改。
本文件的原始版本被指定用于代替MIL-T -9046J (第二版)。
原始规范所建立的各部分的编号不变。
原始的军用规范作为一个美国汽车工程师协会(SAE)的标准在美国汽车工程师协会(SAE)技术标准委员会(TSB)章程以及与促进政府规范和标准的接受有关的细则(TSB 001)下被接受TSB章程规定,(a)未经SAE委员会表决同意不能修改的政府规范或标准的部分出版物及(b)当前政府规范或标准的使用格式。
据美国国防部的政策和程序(措施),对于国防部(DOD)的和同,任何限制条件和相关的产品目录均属强制性的。
涉及合格产品目录(QPLs)的任何要求都未被SAE接受,且不够成本SAE技术文件的一部分。
1范围1.1范围本规范适用于航空质量级钛及钛合金薄板、带材和板材。
1.2 分类产品规定了下述化学成分和状态(见6.2.1,6.5和表1和9)工业级纯钛(CP)1/ 1.0KSI=1000Psi2/2适用文件在邀请报价或提出要求生效之日已出版的下列出版物,构成本技术条件的一部分。
2.1 美国政府出版物可从DODSSP获得,地址:Subscription Services Desk. Building 4D 700Robbins Avenue Philadelphia PA 19111-5094MIL-H-81200-钛及钛合金热处理FED-STD-151-金属试验方法。
MIL-STD-105-取样工艺和性能检验表。
MIL-STD- 129-装运和储存标记MIL-STD- 163-准备装运和储存的钢材轧制品MIL-STD- 410-无损检验人员的资格和证书。
涡流,液体渗透,磁粉颗粒、射线照相、超声2..2 美国汽车工程师协会(SAE)出版物可向美国机动车工程师学会索取。
ams 4954 标准 -回复
ams 4954 标准-回复以下是根据AMS 4954标准所编写的一篇关于该标准主题的文章。
AMS 4954 标准:钛合金板材、坯料和带材,更具体地说,是用α-β结构的钛合金生产的板材、坯料和带材的标准。
在本文中,我们将详细地介绍这一标准,并探讨其影响和应用。
AMS 4954 标准规定了钛合金板材、坯料和带材的要求和测试方法。
这些要求和测试方法涉及了材料的化学成分、机械性能、尺寸和表面质量等方面。
该标准的目的是确保所生产的钛合金板材、坯料和带材满足特定的质量标准,以确保其安全性和可靠性。
首先,我们将从化学成分方面讨论AMS 4954 标准。
该标准规定了钛合金板材、坯料和带材的化学成分要求。
这些要求包括各种元素的含量范围,如钛、铝、铁、氧等。
通过控制元素的含量,可以确保材料的性能和特性满足工程要求。
此外,标准还规定了化学分析的测试方法,用于验证材料的化学成分是否符合要求。
其次,AMS 4954 标准还涉及钛合金板材、坯料和带材的机械性能要求。
这些要求包括抗拉强度、屈服强度、延伸率和硬度等方面。
这些性能指标反映了材料的强度、塑性和耐久性,是评价材料质量的重要指标。
在测试机械性能时,标准还规定了相应的试验方法和参数,以确保测试结果的准确性和可靠性。
然后,AMS 4954 标准还对钛合金板材、坯料和带材的尺寸进行了规定。
这些尺寸规定包括板材和带材的厚度、宽度和长度等方面,以及坯料的直径和长度等方面。
通过对尺寸的控制,可以保证材料在加工过程中具有一致的几何尺寸,以满足工程设计要求。
最后,AMS 4954 标准还对钛合金板材、坯料和带材的表面质量进行了要求。
表面质量包括表面光洁度、划痕和氧化层等方面。
这些要求保证了材料表面的平滑度和无划痕,并防止氧化层对材料性能的不利影响。
对表面质量的评估标准和测试方法也在该标准中得到了明确规定。
通过遵循AMS 4954 标准中所规定的要求和测试方法,生产出的钛合金板材、坯料和带材能够满足工程设计和应用要求。
ASTM标准
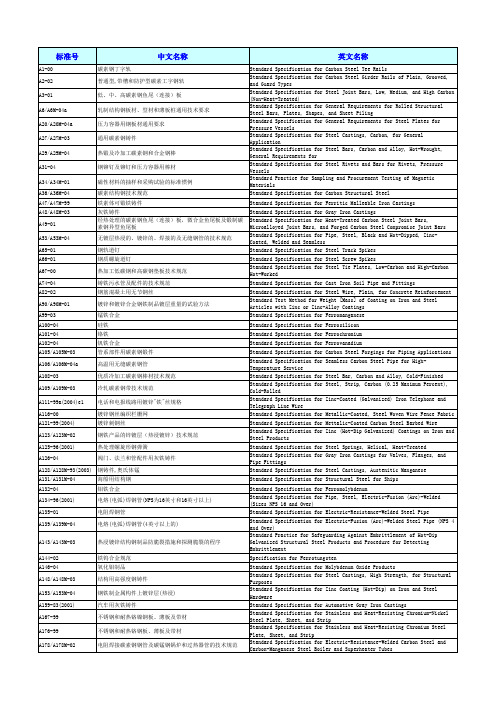
灰铁铸件 Standard Specification for Gray Iron Castings 经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素 Standard Specification for Heat-Treated Carbon Steel Joint Bars, 钢异型鱼尾板 Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint Bars Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范 Welded and Seamless 钢轨道钉 Standard Specification for Steel Track Spikes 钢质螺旋道钉 热加工低碳钢和高碳钢垫板技术规范 铸铁污水管及配件的技术规范 钢筋混凝土用无节钢丝 镀锌和镀锌合金钢铁制品镀层重量的试验方法 锰铁合金 硅铁 铬铁 钒铁合金 管系部件用碳素钢锻件 高温用无缝碳素钢管 优质冷加工碳素钢棒材技术规范 冷轧碳素钢带技术规范 电话和电报线路用镀锌"铁"丝规格 镀锌钢丝编织栏栅网 镀锌刺钢丝 钢铁产品的锌镀层(热浸镀锌)技术规范 热处理螺旋形钢弹簧 阀门、法兰和管配件用灰铁铸件 钢铸件,奥氏体锰 海船用结构钢 钼铁合金 电熔(电弧)焊钢管(NPS为16英寸和16英寸以上) 电阻焊钢管 电熔(电弧)焊钢管(4英寸以上的) 热浸镀锌结构钢制品防脆裂措施和探测脆裂的程序 铁钨合金规范 氧化钼制品 结构用高强度钢铸件 钢铁制金属构件上镀锌层(热浸) 汽车ቤተ መጻሕፍቲ ባይዱ灰铁铸件 不锈钢和耐热铬镍钢板、薄板及带材 不锈钢和耐热铬钢板、薄板及带材 电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管的技术规范 Standard Specification for Steel Screw Spikes Standard Specification for Steel Tie Plates, Low-Carbon and High-Carbon Hot-Worked Standard Specification for Cast Iron Soil Pipe and Fittings Standard Standard Articles Standard Specification for Steel Wire, Plain, for Concrete Reinforcement Test Method for Weight [Mass] of Coating on Iron and Steel with Zinc or Zinc-Alloy Coatings Specification for Ferromanganese
MIL-T-9046J标准简介(续上期)
MIL-T-9046J标准简介(续上期)
刘东升
【期刊名称】《材料工程》
【年(卷),期】1993(000)011
【摘要】无
【总页数】1页(P40)
【作者】刘东升
【作者单位】无
【正文语种】中文
【相关文献】
1.成绩可喜困难仍多——为学前教育的发展建言献策(续上期) [J], 无
2.联邦德国水质标准简介(续) [J], 张旭辉
3.新旧固定式压力容器规程主要变化的对照(续(接上期)) [J], 殷凯斯;罗飞
4.中华人民共和国农业农村部公告第371号[批准(意大利)Eurofeed Technologies spa等72家公司生产的151种饲料和饲料添加剂产品在我国登记或续展登记](续上期) [J],
5.ISO 9000质量管理与质量保证系列国际标准简介(续) [J], 王恩泉
因版权原因,仅展示原文概要,查看原文内容请购买。
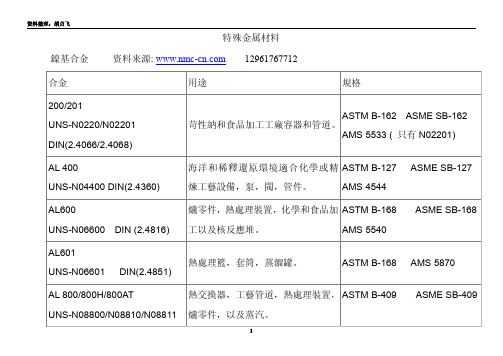
各种特殊金属材料及相应焊接材料的介绍
也可以焊接已淬火的 30CrMnSiA、30CrMnSiNi2A
11
资料整理:胡贞飞
和 GC-4 等高强度钢构件,
焊缝强度бb≥680MPa,采用直流电源。
C 0.15 Si 0.9 Mn1.50 Cr21.0 低氢型高温合金焊条,适用于焊铁镍基、镍基高温合金,
HTG-
Ni 基
也可以焊接已淬火的 30CrMnSiA、
用途
規格
噴氣機引擎發動機艙(引擎艙),噴氣機引 AMS 5525
擎零件和緊固器。
AMS 5858 (焊接品質)
飛機液壓管。
ASTM A-666 AMS 5595
污染控制和放射性廢物設備,化學運輸
和酸性產品生產設備,酸洗設備,石油/ ASTM B-424 AMS SB-424
燃氣井輸送管。
冷 凝 器 管 道 , 紙 漿 和 紙 工 業 用 槽 , CPI ASTM B-688 AMS SB-688
鈦基合金 合金 第一級 UNS-R50250 3.7025 第二級 UNS-R50400 3.7035 第三級 UNS-R50550 3.7055 第四級 UNS-R50700 3.7065
用途
規格
DIN 化學處理設備,工業組件,板式熱交換器。
ASTM B-265 SB-265
DIN 化學處理設備,冷凝器管,工業組件。 DIN 化學處理設備,熱交換器,工業組件。
備有厚板、薄板和銅帶。 *僅有厚板。
ASTM B-265 SB-265 ASTM B-265 ASTM B-265 ASTM B-265
ASME
资料来源: 12961767712
6
资料整理:胡贞飞
特殊金屬 合金 ALTEMP® 286 UNS-S66286 ALLOY 21-6-9 UNS-S21904 DIN(1.4454) AL825 UNS-N08825 DIN(2.4858) AL-6XN® Alloy UNS-N08367
双相、高耐蚀、耐高温
物理性能
密度(20℃)g/cm3 弹性模量(20 ℃),GPa 8 比热(20 ℃),J/kg· K 电阻(20 ℃),nΩ · m 导磁率(20 ℃) 熔点,℃ 500
200
850 1.01 1325-1400
线膨胀系数,×106/K 20-100℃ 16.5 热导率(20℃),W/m 13.5 ·K
≤0.030 ≤0.030 ≤0.08 14.5-16.5 4.0-7.0 15.0-17.0 3.0-4.5 ≤2.5 ≤0.35 基
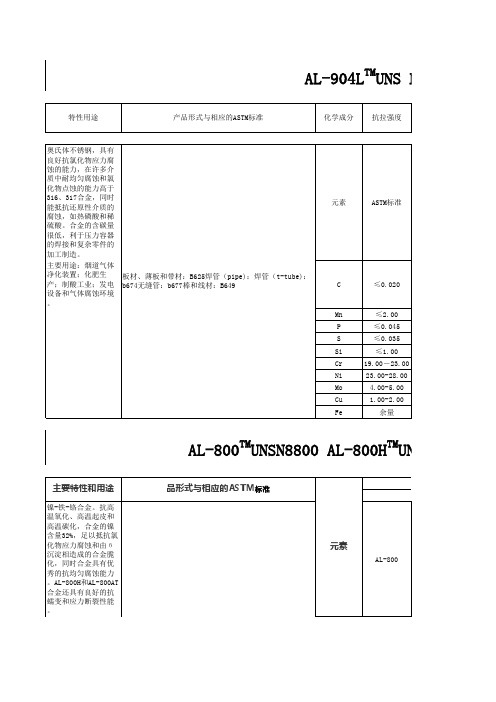
00Cr20Ni18Mo6CuN(254SMO)
特性与用途
此钢的特点是在氯化物环境中具有优异的耐蚀性,包括耐蚀点、缝隙腐蚀、应力腐蚀和均匀腐蚀。此外,在 一些还原性介质中,如H2SO4、H3PO4和烟气脱硫环境中亦具有良好的耐蚀性。钢中的氮使其具有较常规奥氏 体不锈钢更高的强度水平,其屈服强度为常规奥氏体不锈钢的1.5倍。因此在要求耐点腐蚀和缝隙腐,又要求 具有较高强度的使用条件,此钢是一种理想选择。 用途: 此钢主要应用于易引起点蚀和缝隙腐蚀的介质环境。在纸浆生产中的漂白工段制造过滤器、反应器、通风装 置等;在有色冶金、燃煤电站和纸浆生产中,用于制造清洗设备的部件;在海水处理环境中用以制造容器、 管线等;在石油化工和其他化学加工工业用于制作处理含卤族化合物介质的反应器、管线、泵、阀门等。
0.02 0.01 0.35 21 32 0.4 0.4
0.02 0.01 0.35 21 32
1 0.3 余量 典型成分 AL-800H 531 200 52 AL-800AT 531 200 52 0.3 余量 比重 8.03g/cm3
5TMUNSS31803
抗拉强度σ bMPa 屈服强度σ 0.2MPa 延伸率δ % 供货状态 硬度
中实国金质控样品明细

GB/T 14353-2010等 20g/瓶 有货
TMn,TFe,SiO2,Al2O3 Au,Ag
SiO2,CaO,MgO,Fe2O3,Al2O3
GB/T 1506、1508、 1509、1510等
20g/瓶
有货
国标或行标
20g/瓶 或100g/
瓶
有货
GB/T 3286-2012 YS/T 703-2009等
20g/瓶
有货
GB/T 13748-2005 GB/T 13748-2009
20g/瓶 有货
GB/T 12689-2004 GB/T 26042-2010
20g/瓶 有货
37
38
39
40
41
42
43 矿石、矿物 及冶金辅料
44
45
46
47
金属锌 贵金属 镀锌板 铁矿石 铜矿石 铝土矿 铅矿石 锌矿石 锰矿石 金银矿 石灰石
样品分类 序号
名称
中实国金质控样品明细
规格/尺寸
测试参数
涉及检测标准
数量 备注
1
2
3
材料机械性
能测试
4
5
金属材料室温拉伸 (热轧带肋钢筋)
Ф12mm×350mm Ф16mm×350mm Ф18mm×350mm
抗拉强度R m ,下屈服强度R eL ,断后 伸长率A
GB/T 228.1-2010
3支/组 有货
GB/T 228.1-2010 ISO 6892-1:2009
室温拉伸 (钢丝)
Φ4mm×300mm
抗拉强度R m,断后伸长率A 100mm
GB/T 228.1-2010, ISO 6892-1:2009
锻压司太立(Stellite)合金 6耐冲击高温磨损,司太立(Stellite)合金 6执行标准
锻压钴铬钨(司太立/Stellite)合金系列,高温耐磨损合金『常见问题』:司太立合金系列有哪些?司太立合金是什么材质?司太立合金执行标准是什么?司太立合金抗拉强度是什么?司太立合金是什么价格?司太立合金屈服强度是什么?司太立合金对应什么牌号?司太立合金硬度是什么?『形态』司太立合金棒材,司太立合金板材,司太立合金无缝管材,司太立合金带材,司太立合金卷材,司太立合金盘丝,司太立合金扁条,司太立合金圆棒,司太立合金厚板,司太立合金光棒,司太立合金圆钢,☄電号:131, --670,--221--22,锻压司太立6B硬度HRC40 延伸率5.5% ;锻棒Ф25-Ф130等;锻压司太立6K硬度HRC45延伸率2.5%;锻板30*50*L等;锻压司太立12硬度HRC45延伸率4.5%;锻板30*50*L等;研制中锻压SC50硬度HRC50左右,延伸率2.5%;锻棒Ф25-Ф130等;锻压类耐热耐磨损合金性能:锻造类合金种类。
锻压类耐热耐磨损合金有韧性,耐冲击。
但是这类合金牌号只有stellite6B与stellite6K两种;原因在于大量的碳化物与足够高的材质硬度,让锻压过程变得非常困难。
即高硬度的各种碳化物在锻压过程中,容易开裂,锻压工艺性差。
锻造类合金性能。
在多年生产stellite6B与stellite6K的基础上,研制出来SC50。
保持6B与6K基础上,将硬度提升至HRC50。
这三种锻压类耐热耐磨合金的性能数据如下:(数据来源:测试中心检测。
性能指标源自试样。
)应用领域:钴铬钨合金,包括锻造stellite6B,stellite6k,铸造stellite12,stellite20;这些合金材料应用于航空航天行业、化工行业、热镀锌行业、仪表行业、注塑机械、模具行业的高温高压阀门、流体阀座、轴承、沉没辊、导向辊、冲压模具、挤压模具等;热锻模具、锯齿、螺旋推杆、螺杆、丝杆、化纤切断刀、熔融金属工况、各种耐磨工况下的热电偶保护管以及其他高温耐磨耐腐蚀环境中的部件等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宇航材料规范AMS-T-90461999年7月发布钛及钛合金薄板、带材和板材通告本文件直接取自美国军用标准MIL-T-9046J(第二版),而且为使其与美国汽车工程师协会(SAE)技术标准的出版要求一致,仅进行了局部编辑和格式上的修改。
本文件的原始版本被指定用于代替MIL-T -9046J (第二版)。
原始规范所建立的各部分的编号不变。
原始的军用规范作为一个美国汽车工程师协会(SAE)的标准在美国汽车工程师协会(SAE)技术标准委员会(TSB)章程以及与促进政府规范和标准的接受有关的细则(TSB 001)下被接受TSB章程规定,(a)未经SAE委员会表决同意不能修改的政府规范或标准的部分出版物及(b)当前政府规范或标准的使用格式。
据美国国防部的政策和程序(措施),对于国防部(DOD)的和同,任何限制条件和相关的产品目录均属强制性的。
涉及合格产品目录(QPLs)的任何要求都未被SAE接受,且不够成本SAE技术文件的一部分。
1范围1.1范围本规范适用于航空质量级钛及钛合金薄板、带材和板材。
1.2 分类产品规定了下述化学成分和状态(见6.2.1,6.5和表1和9)工业级纯钛(CP)1/ 1.0KSI=1000Psi2/2适用文件在邀请报价或提出要求生效之日已出版的下列出版物,构成本技术条件的一部分。
2.1 美国政府出版物可从DODSSP获得,地址:Subscription Services Desk. Building 4D 700Robbins Avenue Philadelphia PA 19111-5094MIL-H-81200-钛及钛合金热处理FED-STD-151-金属试验方法。
MIL-STD-105-取样工艺和性能检验表。
MIL-STD- 129-装运和储存标记MIL-STD- 163-准备装运和储存的钢材轧制品MIL-STD- 410-无损检验人员的资格和证书。
涡流,液体渗透,磁粉颗粒、射线照相、超声2..2 美国汽车工程师协会(SAE)出版物可向美国机动车工程师学会索取。
地址:400Commonweal th Drive, Warrendale PA 15096-0001AMS 2242-耐腐蚀、耐热钢、铁基合金薄板和带材及板材以及钛及钛合金薄板、带材和板材的公差。
AMS 2249 钛及钛合金化学成分分析误差范围。
AMS 2631 钛合金超声检验ARP982 将形变可热处理钛合金的应力腐蚀减至最小程度。
2.3 美国试验和材料协会(ASTM)出版物可以美国试验和材料协会(ASTM)获得,地址:100 Barr Harbor Drive West Conshohocken PA 19428-2959ASTM A 480-对平轧不锈钢、耐热钢板和薄板及带材的一般要求。
ASTM E8-金属材料拉伸试验ASTM E120 -钛及钛合金的化学分析ASTM E 146-锆及锆合金化学分析ASTM E290-金属材料塑性半导弯曲试验2.4优先项假如本规范的内容和在此引用的参考文献之间出现矛盾时本技术规范应处于优先地位。
3要求3.1材料材料应经电子束熔炼或真空/惰性气体状态下多次熔炼。
材料应经多次熔炼第一次和任何半成品熔炼应采用自耗电极和非自耗电极、电子束熔炼或其它真空熔炼工艺,最后一次采用自耗电极电弧熔炼、在真空或惰性气氛下,最后一次自耗电极熔炼时,不应添加任何合金元素。
在真空或压力最高不超过250mmHg的惰性气体气氛下进行,非自耗电极熔炼应使用水冷铜。
3.2成品.薄板和带材其表面光洁度依据ASTM A480应达到腐蚀钢2D的光洁度要求。
产品去除由氧(α层)、氢、氮或其它有害污染物产生的表面污染。
除另有规定,依据ASTM A 480板材的表面光洁度应达到耐蚀钢1#的光洁度。
产品表面应无由氧(α层)、氢、氮或其它有害污染物形成的表面污染。
3.3化学成分按炉或批分析的化学成分应符合表1的规定。
化学成分允许偏差应符合AMS2249的要求3.4拉伸性能拉伸性能应符合表2的规定拉伸性能应符合表3的规定当规定时(见,任何有特殊要求的性能指标应进行说明。
除成分为6AL-2Sn-4Zr-2Mo合金之外,其它以退火状态供货的产品必须满足表3中规定的固溶处理(ST)和固溶处理加时效(STA)的拉伸性能指标。
这些状态的热处理按MIL-H-81200规定一致。
当规定时(见,任何特别规定的性能指标应进行说明。
以双重退火(DA)状态供货的薄板和带材应符合三重退火(TA)的拉伸性能,当进行该状态热处理时,应依据MIL-H-81200进行。
以退火状态(A)供货的板材,应符合双重退火(DA)拉伸性能,当对这种状态进行热处理时,应依据MIL-H-81200进行。
在退火状态(A)下供货的薄板、带材和板材应符合表3状态A的最小拉伸性能,在718º±14℃(1325º±25℉)下保温20±2分后,随后在空气中冷却。
在加热和冷却后,其试样应依据,材料应去除足够量,当规定时(见拉伸性能应符合表4规定状态固溶处理状态(ST)供货的产品应符合表4规定的固溶处理加时效(STA)的拉伸性能当对该状态时效时,应按MIL-H-81200进行。
当规定时(见3.5弯曲退火或固溶处理状态供货的薄板、和带材产品,应在室温和弯曲半径等于“弯曲系数”乘以产品名义厚度条件下,横向弯曲是指弯曲的轴线平行于产品主导轧制方向。
3.6热处理产品应依据MIL-H-81200进行处理。
3.7超声质量除非另有规定(见,厚度为0.500-4.00英寸的α和α-β钛合金板应符合AMS 2631规范中A1级要求。
当规定(见,工业纯钛和β钛合金板应满足生产单位和合同洽谈认可的超声探伤标准(见3.8显微组织除了6Al-2Cb-1Ta-0.8Mo板材和β钛合金,依据本规范供货产品的显微组织应是在低于β转变点以下温度加工的组织形态。
除非产品显示出不符合其最后一次加工是在低于β转变点以下温度进行或生产者与谈判者在合同认可时确认了的金相标准,显微组织不作为产品拒收依据。
3.9尺寸公差除非另有规定(见,尺寸公差应符合下述要求。
这些尺寸的公差应符合AMS2242的规定薄板和带材的不公平度公差应符合表6的规定,表中规定的这些公差不适应于卷状产品。
一次和双重退火板材不公平度公差应符合表7的规定,除非另有规定(见3.10产品的标志每一薄板、带材和板材应在一个面上标记本规范基础编号和修订字母,炉号、成分、热处理状态、生产厂家名称或商标和名义厚度。
标记的部位规定如下,字符大小应清晰可认,并且必须使用适宜标记液,其残余物不能包含多的卤化物痕迹,且应在热碱液中不需要擦拭即可去除。
标记应对材料或性能没有危害,且能够足以经受一般擦拭。
3.10.1 宽度不大于6英寸平轧带材宽度不大于6英寸平轧带材应在其长度方向(纵向)标记一行或多行标记,字符重复出现的间距不得大于3英尺。
板材和宽度大于6英寸的薄板、带材在纵向多行上进行标记,字符的重复出现间隙不得大于3英尺,行距不得超过6英寸,交错的排列。
除了卷在芯轴上,成卷的薄板和带材应在接近内卷和外卷端头部位作标记,其内卷的标记可以采用坚牢压印标签或可靠的悬挂在芯轴上的标签。
3.11工作质量产品在质量和状态方面应均匀一致,没有有害的合金偏析和表面没有受氧、氮或其它污染物和外来异物的污染,产品应清洁、完好的、光滑的、无裂纹、无缝、无磨痕和其它对于加工或性能有害的缺陷。
4 质量保证规定4.1 检验责任(R)产品的供方应提供所有用于供方试验的试验用料,并应负责完成所有要求的试验。
为确保产品符合规定的要求,买方有权取样进行认为是必要的任何验证试验。
4.2 试验分类4.2.1 验收实验:成分(3.1)、拉伸性能(,每一炉号或批次都应该完成这些试验。
,除非买方已规定试验频率,这些试验应以供方选定的频率完成。
4.3取样和试验4.3取样和试验应不低于以下要求进行,一个批次应该是在同一时间,按照同一固定的条件,从同一炉号材料加工并同时提供进行供方检验的、相同名义尺寸和形状的全部锻件。
从每一只铸锭取一份试样,对于氮的测定,在加热加工和化学加工完成之后,从每一获得的批次中取一份试样。
,对于测定每一个性能提供两个试样足够了。
,如果买方没有限定,供方应从最后截面选取试样,并按以下优先次序选择取向;对于拉伸试样选择横向或纵向:对于断裂韧性试样,按照ASTM E399规定选择S-T T-L L-T。
,KQ数值可以用来作为KIC满足,裂纹前沿曲率等)KQ数值不能使用但对于每一个无效试样应增加一个试样进行试验。
,应该重新进行拉伸性能和断裂韧性试验。
从每一批次取一个或多个试样,为了评定表面污染,试样可以取自机加工零件轮廓的任何方便表面部位,对于一般显微组织评定,试样取自拉断的拉伸试样。
β转变温度测定从一个炉号生成的代表每一铸锭的顶部和底部各取一个试样,或者除非当任何批次包括整个铸锭时,应从铸锭的顶部和底部取样以外,从每批次取一个试样。
由买方和供方商定,并按如下所述;4.4报告,该报告应表明每炉号的化学成分和β转变温度,以及与每批产品有关的氮含量、拉伸性能、断裂韧性试验结果、晶粒流线和显微组织照片,及每一批表面污染检验结果,该报告应该包括采购订货单号、炉号和批号AMS4986A、尺寸、数量、热处理过程、零件号和用于制造锻件的坯料尺寸和熔炼厂家。
4986A、尺寸和数量。
4.5(R)重新取样和重新试验,如果用于上述试验的任何一个试样未能满足规定的要求,对每个不符合的原始试样重新试验三个附加试样,并在重新试验结果的基础上考虑这些产品如何处理。
但是对于断裂韧性试验,除按照,任何一个重新试验试样未能满足规定的要求,应该是拒收所代表产品的理由,所有试验结果应该报告。
5交货准备5.1标识产品应按以下要求标识:5.2(R)包装产品装运前的包装应按照商业惯用方法进行,遵守有关的规则和关于产品搬运、包装和运输的规定以确保运输公司能够接受并安全运抵交货地点。
6认可供方应在所有报价中和当认可采购订单时指明本规范的编号及修订字母。
7拒收不符合本规范或买方标准的修订文件的锻件应该拒收。
8附注:8.1符号“R”是为了使用者的方便,“R”所在处表示技术条件已修改,而非编辑的变更,在那里是本技术条件以前存在的问题,如果这个符号“R”是下一个技术条款的题目,则该符号表示本项技术条款完全修改。
8.2AMS中须用的术语解释在ARP1917中给出并说明如下:,初生α少于5%而且在任何一方向上大于0.03英寸(0.76mm)的β班的照片在AS1814中及ASM金属手册,第9卷、第9篇,474页有介绍。
8.3以英寸/磅单位表示的尺寸和性能以及摄氏温度,仅仅是为了提供资料作为主要单位的近似相当值列出的。