纺丝油剂对高速纺涤纶长丝质量及后加工性能的影响.pdf 194KB
三种纺丝油剂在涤纶工业丝生产中的使用

三种纺丝油剂在涤纶工业丝生产中的使用赵二伟王金林(河南平顶山神马股份帘子布公司河南平顶山 467000)摘要:本文主要介绍了在涤纶生产过程中,在相同设备和生产工艺条件下使用不同油剂,通过对油剂调配、牵伸辊结焦、油剂发烟以及油剂消耗等情况在生产实际中对原丝生产和设备的影响,探讨涤纶工业丝生产实际对纺丝油剂的要求。
关键字:纺丝油剂司马2711 TC171 TC246近年来,随着涤纶工业丝应用领域的拓宽,世界主要是中国的涤纶工业丝的产能迅速增加,2010年底中国涤纶工业丝的产能约为85万吨/年,中国已成为世界涤纶工业丝第一产国。
2011年中国的涤纶工业丝预计产能将增加50%。
而涤纶纺丝油剂做为原丝生产及制造加工过程必需的助剂,涤纶纺丝油剂需求必然会大量增加。
涤纶纺丝油剂的主要作用:在产品由单体聚合后纺丝过程中,调整纤维与纤维之间、纤维与金属之间的磨擦性,降低磨擦系数,减少因磨擦产生的静电,使纤维具有良好的集束性、平滑性及分纤性,满足纤维后加工相关工序的需要。
笔者利用本厂生产使用过的油剂为契机,探讨原丝生产实际对纺丝油剂的要求[1]。
一、我厂涤纶纺丝工艺和上油设备简介我厂是神马实业帘子布公司下属的涤纶生产厂,纺丝生产线为引进德国巴马格全套纺丝生产技术,纺丝生产简要流程为:纺前料仓----螺杆挤压机---熔体分配管道---纺丝箱----计量泵-----纺丝组件-----后加热器---侧吹风装置-----纺丝甬道-----自动集丝切丝装置---第一道上油轮---导丝杆-----第二道上油轮----导丝钩----预网络器----第1和2导丝辊----第3和4导丝辊----第5和6导丝辊----第7和8导丝辊----分丝棒---第9和10导丝辊----分丝棒----主网络----张力检测器---导丝钩----断丝监测器----卷绕机----原丝筒子。
从涤纶纺丝生产流程可以看出,我厂原丝上油设备主要为两道游轮,上油方式采用的是乳液上油。
油剂对涤纶短纤维的影响
油剂对涤纶短纤维的影响摘要:涤纶短纤维是由聚酯再纺成丝束切断后获得的纤维,其具有良好的耐磨性和吸水性,主要应用领域为棉纺行业,除此之外,还可作用家装面料和包装用布使用。
在涤纶短纤维生产过程中会使用到油剂,本文将就油剂对涤纶短纤维的影响进行探讨分析,并提出油剂故障的处理方法。
关键词:油剂;涤纶短纤维;电阻率;摩擦因数前言:在纺丝原料加工纺织产品的过程中,油剂使用直接关系着生产消耗、生产效率、生产质量等,以涤纶短纤维生产为例,油剂的使用效果不仅影响着设备运转效果,同时对成品丝的各方面性能也有较大影响。
基于此,探究油剂对涤纶短纤维的影响有利于对生产过程进行有效控制。
1.油剂对涤纶短纤维的影响分析为了弄清油剂对涤纶短纤维的影响,我国选取竹本(苏州)油剂6214-Ts和9061-Ts进行了一系列实验。
在实验过程中,维持原有的生产工艺参数,详细记录了不同用量和配比对产品性能的影响,具体表现在两个方面:首先,油剂会对成品丝的电阻率产生较大的影响。
结合实验数据来看,实验前后成品丝的电阻率发僧了以下变化:成品丝的电阻率出现了一定幅度的提升,平均水平从试验前的0.42×107Ω?cm提升到1.94×107Ω?cm。
线的密度出现了升高,由试验前的1.58dtex提升到1.56dtex。
其次,油剂对成品丝的摩擦因数产生了影响。
具体体现在以下几点:纤维和纤维之间的静摩擦因数在实验后出现了一定的增高,而纤维之间的动静摩擦因数的差值相较于试验前出现了较大幅度的减低。
这样带来的效果就是纤维的手感得到了一定的改善,比过去更加柔软和蓬松。
但抱合力出现了降低,容易发生开松现象。
纤维和橡胶之间的动静摩擦因数的差值相较于试验前出现了一定的降低,同时静摩擦因数较试验前的下降幅度较大。
这样带来的效果是防止后加工过程中不容易出现胶辊现象,成品丝的可纺性实现了提高。
纤维和金属之间动摩擦因素出现了降低,使得成品丝的平滑性得到了提升,这使得工艺生产中打滑现象出现的几率增大。
油剂在高性能纤维非织造过程中的应用
2 3聚鲢_t微的特点对油荆的簧求
雅酰业胺足崭i链上台订酰韭肚环的类聚台物一
成针刺mg}j鑫布。这一过挫的顺科完成不但与麒料品
耐。斟此要求油剂谢整纤她的悖擦特性,挺商油艟强
度。
城、设蔷、_[艺盯密切的盖系,Ⅲ且油荆配方的音理
性也琏m共乖舞的.以网种H性能纤维为槲埘其特 点及t_可纺性的咒系进钉分析。
2
I芳纶纤维的特点对油剂的舞球
芳吾族浆酰腋纤维.俗称片纶,它足由酰胺键互相 连接的芳单所构成的线型人分子.在“品体巾,氢键 存两个平棚内排列曲彤成氧键的维结构.具有较高
由于高性能纤维在纺丝成形及后处理工艺条件各
异,使所得纤维表面呈现粗糙或平滑的形貌,而成纤 高聚物的极性和亲水性的强弱也影响到纤维表面静电 荷的积聚状态[6]。高性能纤维的摩擦性能对其纺丝 加工过程如牵伸、磨损和多次折曲性能等有一定的影 响,而这些性能可通过油剂来适当调节。然而,有关 高性能纤维在纺丝及织造过程中各阶段的表面摩擦性
等忡能.1・接用十越∞温、化学枭什苛刻的场台.其 欢点是小利强酸[I g一20:,巾于P矾纤维的横截面为一
叶*,小易上油.眭纺#过程中温度离.纤维刚性
强,卷曲牛度较苊,【N此在梳理问搭接少.抱台性
差,t花严重,成网均匀度差.目此要求油刺要据岛 纤维的抱台性、抗静电性驶润惺性。
圈I问位芳纶纤维横截而s删H
2 2聚苯矾醴的特点对油剂的要求
聚苯硫j鞋培由线性聚萆碱醚树胎蝉熔触纺丝制褂 的,简称PPS。其什了结掏比较简单,骨子l,链山苯环 和硫原予交替持列.大甘的荤环赋rPPs咀H0性-太母 的砖醛键叉提供r柔顺性,性嚣分r站构埘韩.易r
涤纶长丝含油率测试方法对测试结果的影响
涤纶长丝含油率测试方法对测试结果的影响
孙慧
【期刊名称】《合成技术及应用》
【年(卷),期】1997(012)002
【摘要】通过萃取法、洗涤法两种方法分别进行POY、FDY、DTY含油率的测试结果对比、并且通过热地对POY、FDY、DTY油剂的挥发性进行了研究,结果表明,POY、FDY含油率测试,利用洗涤法可快速准确地进行测试,DTY含油率的测试,只能利用萃取法才能准确地进行测试。
【总页数】3页(P50-52)
【作者】孙慧
【作者单位】仪征化纤股份有阴公司涤纶五厂
【正文语种】中文
【中图分类】TQ342.204
【相关文献】
1.PAN基碳纤维原丝含油率的测试方法的比较 [J], 刘艳艳;张顺;邱伟峰
2.涤纶长丝含油率测试的简化方法 [J], 倪晓萍
3.涤纶长丝含油率测试方法研究 [J], 陈卡佳
4.纺织品含油率测试方法的差异及相关性分析 [J], 王静;李正海;潘晓玲
5.化学纤维含油率的测试方法研究 [J], 王婷婷
因版权原因,仅展示原文概要,查看原文内容请购买。
涤纶短纤维上油量对其纺纱性能的影响
涤纶短纤维上油量对其纺纱性能的影响
陈海燕
【期刊名称】《合成纤维工业》
【年(卷),期】2024(47)2
【摘要】采用单丝线密度为4.5 dtex的前纺涤纶原丝试制后纺油剂上油量为70%~100%的1.33 dtex×38 mm涤纶短纤维,然后以短纤维进行纺纱试验,研究后纺油剂上油量对短纤维基本性能及纺纱性能的影响。
结果表明:当上油量为
80%~90%,短纤维的力学性能及摩擦性能较好,强度、伸长的衰减率较低,当上油量大于90%,短纤维的强度、伸长衰减明显;上油量为80%~90%的短纤维纺纱性能较好,纺制的细纱质量较好;上油量为90%的短纤维纺制的细纱断裂强度达3.60
cN/dtex,条干不匀率为12.13%,毛羽指数为1.26,纺纱过程中产生的白粉量为
0.0105 g/km。
【总页数】5页(P53-57)
【作者】陈海燕
【作者单位】中国石化仪征化纤有限责任公司
【正文语种】中文
【中图分类】TQ342.21
【相关文献】
1.桑皮纤维/涤纶短纤维混纺纱线拉伸性能研究
2.气流纺专用涤纶短纤维的性能及纺纱应用
3.涤纶短纤维卷曲数,卷曲度对纺纱性能的影响
4.热处理工艺对含低熔点涤纶短纤维混纺纱性能的影响
5.纺纱用涤纶短纤维与水刺用涤纶短纤维差异研究
因版权原因,仅展示原文概要,查看原文内容请购买。
添加剂对涤纶高强力丝纺纱内摩擦系数的影响研究
添加剂对涤纶高强力丝纺纱内摩擦系数的影响研究涤纶高强力丝纺纱在纺织行业中具有广泛的应用。
为了提高其品质,许多制造商采用了添加剂来改善纺纱过程中的内摩擦系数。
本文旨在探讨各种添加剂对涤纶高强力丝纺纱内摩擦系数的影响,并分析其机理和效果。
首先,我们需要了解涤纶高强力丝纺纱的内摩擦系数。
内摩擦系数是指纱线内部纤维之间的相互摩擦力,直接影响纺纱过程中的拉伸和弯折等性能。
高内摩擦系数会导致纤维之间的相互粘结增加,降低了纺纱效率和纺纱品质。
添加剂可以通过改变涤纶高强力丝的表面特性和纤维内部结构,从而影响纺纱中的内摩擦系数。
目前常用的添加剂包括润滑剂、助剂和表面活性剂等。
下面我们将分别讨论它们的影响。
润滑剂是最常见的添加剂之一,它能够减少纤维间的摩擦力,提高纱线的流动性。
润滑剂的分子结构通常具有亲水性和疏水性部分,它们可以在纤维表面形成一层润滑膜,减少纤维间的相互作用力,从而降低内摩擦系数。
然而,过多的润滑剂会导致纺纱过程中的浸润不良和纤维破损等问题,因此在实际应用中需要控制添加量。
助剂是另一类常用的添加剂,它具有改善纺纱性能的作用。
助剂通常是有机化合物,可以通过与纤维表面相互作用,减少纤维间的摩擦力。
一些助剂还能够与纤维表面形成化学键或氢键,增强纤维间的结合力,进一步降低内摩擦系数。
相比于润滑剂,助剂的添加量更容易控制,且对纤维的浸润性影响较小。
表面活性剂是一类分子结构复杂的添加剂,能够在纤维表面形成一层薄膜,并降低纺纱过程中纤维间的摩擦力。
表面活性剂的添加不仅可以减少纤维与机器零件之间的摩擦,还能降低纤维间的粘结力,改善纺纱的流动性和延伸性。
然而,过多的表面活性剂会导致凝胶结构的形成,极大影响纺纱质量和机器的稳定性。
除了上述添加剂,还有一些其他的助剂如改性剂、稳定剂和消光剂等也可以影响涤纶高强力丝纺纱内摩擦系数。
这些助剂的作用机理和效果与前述添加剂类似,都是通过改变纤维表面性质和纤维间的相互作用力来实现的。
纺丝油剂对细旦多孔涤纶纺丝及假捻的影响
第32卷第5期 2019-09
聚酯工业 Polyester Industr
Vo/.32 No.5 Sep.2019
doi:10.3969/j. issn. 1008-8261.2019. 05. 008
纺丝油剂对细旦多孔涤纶纺丝及假捻的影响
蒋建权2,杨 立1,和登科1,王 玮1,王建苗打袁艳秋1
(1.浙江盛元化纤有限公司,浙江杭州311247&2.杭州诚洁环保有限公司,浙江杭州311247)
瑞士 MAAG公司增压泵,欧瑞康barmag公司纺 丝箱体和Wings卷绕头,Barmag10 X 3. 5 ml计量泵 和10x0.08 ml油剂泵,以及日本TMT公司ATF1500 加弹机! 1.3熔体直纺工艺流程
聚酯熔体(熔体过滤器(增压泵(熔体冷却器 (热交换器)(静态混合器(计量泵(纺丝箱体(纺 丝组件(环吹风冷却(油嘴上油(第一导丝盘(预 网络一第二导丝盘一卷绕成型一检验一移料后加工。
1-5.4含油率 仪器:德国核磁共振纺丝油剂分析仪MQ-ne
20型,测试标准采用GB/T6504-2008。 1-5.5卷曲收缩率
仪器:常州华纺纺织仪器有限公司全自动卷缩 率测试仪YG368,测试标准采用GB/T6506-2017。
不同纺纱工艺对涤纶高强力丝纺纱质量的影响研究
不同纺纱工艺对涤纶高强力丝纺纱质量的影响研究涤纶高强力丝是一种常用的合成纤维,其具有高强度、高耐久性和优异的抗皱性能,广泛应用于纺织行业。
纺纱是制造纺织品的关键工艺步骤之一,不同的纺纱工艺将对涤纶高强力丝的纺纱质量产生影响。
本文将探讨不同纺纱工艺对涤纶高强力丝纺纱质量的影响,并分析其中的原因。
涤纶高强力丝纤维具有较细的直径和较高的延伸率,因此在纺纱过程中,需要选择适当的工艺以确保纺纱质量的稳定和可控性。
下面将介绍几种常见的纺纱工艺,并分析它们对涤纶高强力丝纺纱质量的具体影响。
首先,我们来看看熔融纺纱工艺。
熔融纺纱是通过将涤纶高强力丝加热至熔点,并通过旋转的喷丝孔使其流出形成纤维线。
这种工艺可以快速纺纱,生产效率高,纤维线的拉伸强度较高。
然而,熔融纺纱容易产生纤维线中的颗粒污染,降低了纺纱质量。
因此,在熔融纺纱过程中需要严格控制熔融纺纱温度和纺丝速度,以提高纺纱质量。
其次,湿法纺纱是另一种常用的纺纱工艺。
在湿法纺纱中,涤纶高强力丝被浸泡在溶液或乳胶中,通过旋转纺丝盘使纤维线形成,并通过干燥和固化处理获得最终的纤维线。
湿法纺纱可以提高纺纱质量,使纤维线更加均匀和稳定。
然而,湿法纺纱的缺点是生产周期较长,成本较高。
因此,在实际应用中,需要根据产品要求和生产效率的平衡选择合适的纺纱工艺。
此外,空气喷丝纺纱也是一种常见的纺纱工艺。
在空气喷丝纺纱中,涤纶高强力丝被送入特殊的喷丝装置中,通过高速空气将纤维液抛射成纤维线。
空气喷丝纺纱具有生产效率较高、成本较低的优势,同时可以获得较细的纤维线直径。
然而,空气喷丝纺纱容易产生纺丝断裂和纺纱颗粒,对纺纱质量产生负面影响。
因此,在空气喷丝纺纱中需要控制纺丝温度和喷丝压力,通过优化工艺参数来提高纺纱质量。
纺纱工艺的选择不仅与涤纶高强力丝的特性相关,还与最终产品的要求有关。
在实际生产中,可以根据产品的用途和性能要求选择适当的纺纱工艺。
此外,纺纱工艺的改进与创新也在不断进行,以满足市场对纤维线质量和性能的不断提升需求。
浅析涤纶FDY油剂应用中存在的问题
收稿日期:2006208209;修回日期:2006209208。
作者简介:金一丰(19732),男,浙江上虞人,工程师,主要从事化纤油剂和表面活性剂工作。
浅析涤纶F DY 油剂应用中存在的问题金一丰(浙江皇马化工集团有限公司,浙江 上虞 312363)摘要:阐述涤纶F DY 油剂在实际使用过程中的稳定性、抗静电性、耐热性、润湿性及乳液腐败等所存在的问题,并探讨其解决方法。
关键词:涤纶F DY;油剂;问题中图分类号:T Q340.472.2 文献标识码:B 文章编号:100828261(2007)0120042203 涤纶生产必须使用纺丝油剂,涤纶F DY 油剂是涤纶纺牵一步法纺丝过程中必需的一种助剂,其作用是使纤维具有良好的平滑性、集束性,满足纤维加工的要求[1]。
油剂配方主要是由平滑剂、抗静电剂、集束剂、乳化剂、平衡调整剂等组成[2]。
近几年来,国产涤纶F DY 油剂的品质不断提高,逐步能替代进口油剂,但在实际使用过程中仍然存在一些问题需要解决。
1 涤纶FDY 纺丝对油剂的要求 涤纶F DY 油剂是一种高性能的油剂,与常规纺UDY 2DT 纺丝油剂相比较,除了应具备一般纺丝油剂所要求的性能外,还应满足几项要求[3]:(1)保证丝条在4000~6000m /m in 的高速运行条件下,油剂能均匀地吸附在纤维表面上,形成均匀的油膜,并能在快速拉伸的纤维新表面迅速而均匀延展,油膜不发生破裂、飞溅现象。
(2)赋予纤维与纤维适中的摩擦因数,使纤维丝束具有良好的抱合性,减少因抱合性差而出现的毛丝和断头,达到良好的卷装成形,后加工退绕张力小、均匀一致。
(3)赋予丝束高速运行中优良的平滑性能,各种张力低而均匀。
(4)具有良好的耐热性和热稳定性,避免在两道热辊或其它定型加工过程中出现冒烟和结焦现象。
(5)赋予纤维良好的抗静电性能。
(6)对丝束无化学反应,能顺利通过整经、上浆、织造工序,保证纤维的染色均匀性和后加工性能。
涤纶纺丝油剂性能与用途分析

242涤纶纺丝油剂也可分为纺丝油剂和成品油剂两大类,油剂的基本性能相同,但对纺丝油剂的性能要求高于成品油剂。
1 对油剂基本性能的要求1.1 平滑性平滑性、或称润滑性,实质上是油剂的摩擦特性,上油后丝与丝、丝与金属和丝与橡胶之间的静摩擦系数及动摩擦系数。
一般来说,较好的油剂上到丝上后,丝与丝的静摩擦系数应适当大些,这样丝的集束性好,卷绕成型好,退绕性优良。
对丝与丝的动摩擦系数无特殊要求,但在假捻变形时,丝若滑动,易于变形。
丝与丝的静摩擦系数小一些为好,动摩擦系数,则是愈小愈好,这可减小丝与金属之间的摩擦,减少毛丝和断头,减少丝对金属的磨损,可提高丝的加工和织造性能。
1.2 抗静电性聚酯是良好绝缘体,在加工和使用过程中被摩擦时,会因电荷的积累而产生负电性的静电。
静电使丝条松散,使加工性变坏。
因此,上油后的纤维应具有抗静电性。
抗静电的机理通常有三种:即增强纤维的吸湿性;减少摩擦作用;中和产生的电荷。
三种机理可同时发生作用。
最简便的油剂抗静电性的测定方法是测定上油后丝条的比电阻,亦可测定丝条的摩擦带电量。
1.3 耐热性对于需经受热加工(拉伸、假捻等)的丝条,所上油剂的耐热性非常重要,耐热性差的油剂,高温下会分解,油剂的物理性能发生变化。
高温下油剂的挥发,使上油量减少,并污染环境,产生的焦油或油滴还会影响操作。
可采用挥发减量法测定油剂的耐热性,即将油剂放在220℃的烘箱中8h,测定其挥发和分解减量。
1.4 界面特性油剂必须具有一定的乳化性能。
要求油剂乳化稳定,乳化液的表面张力低、粘度小。
在纤维表面可均匀附着。
如果界面特性不好,即使其他性能很好,也无法满足使用要求。
2 油剂使用2.1 根据丝调的用途选择油剂机织用丝要求上浆性好,上浆后在织造中浆膜不剥落或落下极少。
这就要求油剂与浆料相容性好。
平滑剂为矿物油的油剂其上浆性较好,因为矿物油粘度较低,其乳化物油膜不仅能与浆料相容,而且易进行再分散,在纤维的表面油剂与浆料置换,油膜可保护浆膜。
涤纶高强力丝纺纱中纺丝液黏度对纺丝质量的影响研究
涤纶高强力丝纺纱中纺丝液黏度对纺丝质量的影响研究涤纶高强力丝纺纱是一种广泛应用于纺织行业的纤维材料。
纺丝过程中的液黏度是影响纺丝质量的重要因素之一。
本文将通过研究涤纶高强力丝纺纱中纺丝液黏度对纺丝质量的影响,探讨其相关性和影响机制。
首先,我们需要了解涤纶高强力丝的纺丝过程。
纺纱是将纤维物质变成纱线或线材的过程,其目的是提供适合于织造、编织或其他工艺需求的线材。
在涤纶高强力丝纺丝过程中,纺丝液是通过纺丝喷丝孔口,由高速气流拉伸形成纤维丝的。
纺丝液的黏度对纺丝质量起着重要的影响。
黏度是流体抵抗流动的特性指标,用于衡量流体的黏稠程度。
纺丝液黏度的变化会直接影响纺丝过程中液体的流动性和纺丝丝的形成与拉伸。
因此,纺丝液黏度的控制对于获得高质量的纺丝产品是至关重要的。
涤纶高强力丝纺丝过程中,纺丝液黏度对纺丝质量的影响主要集中在以下几个方面:1. 纺丝过程的稳定性纺丝液黏度的稳定性直接影响了纺丝过程的稳定性。
如果液黏度过高或过低,会影响喷丝孔口的稳定性和纺丝丝的形成。
过高的液黏度会导致纺丝液在喷丝孔口处不易流动,使得纺丝过程不稳定,容易出现纺丝丝抽断等问题;而过低的液黏度则会使得纺丝液易于流动,形成纺丝丝时容易出现丝颗粒和不均匀的情况。
2. 纺丝丝的强度和均匀性纺丝液黏度的变化也会直接影响纺丝丝的强度和均匀性。
适当的液黏度可以提高纺丝丝的拉伸性能和强度,使得产生的丝线更加均匀、平滑。
过高或过低的液黏度都会导致纺丝丝的强度下降,丝线出现结疤、断裂等问题。
3. 纺丝产量和效率纺丝液黏度的控制还会直接影响纺丝的产量和效率。
适当的液黏度可以提高纺丝的产量,使得喷丝孔口流动更顺畅,纺丝过程更稳定。
然而,如果液黏度过高,会导致纺丝速度下降,降低整体产量和效率。
相反,过低的液黏度则可能导致纺丝过程的松散性增加,产量下降。
在实际工艺中,调控涤纶高强力丝纺丝中纺丝液黏度需要考虑多方面因素。
首先是纺丝液的配方和成分,包括纺丝溶液的浓度、添加剂的种类和含量等。
涤纶纺丝油剂概论
涤纶纺丝油剂概论涤纶纺丝油剂的发展分析与使用要领油剂作为纺丝加工中的助剂,已成为一个很重要的化工产品、随着化纤行业的快速发展,现在全世界每年消耗的化纤油剂已超过40万吨,给油剂行业带来了数十亿的利润,而且尚有增长的势头、为此,油剂的研究和生产成了纺织助剂热门之一。
特别是化纤当中的合成纤维更是产能增加很大,而纺丝油剂是合成纤维成纤及织造加工过程中必需的助剂。
随着合纤工业正在面临新合纤及差别化纤维时期,合纤生产已经走向多品种、小批量、高速度阶段,并且需要大量与之配合的新型油剂。
目前,我国合成纤维年产量已经达到1080万吨以上,年耗用油剂将近10万吨,其中涤纶耗用油剂7.88万吨,丙纶耗用油剂0.5万吨,锦纶、腈纶各耗用油剂1.4万吨,其他油剂约0.3万吨。
油剂用量一般为纤维重量的0.2% ~2.0%。
我国化纤油剂的发展现状从国际上大的化纤油剂生产企业研究情况看,自50年代以来,像美国、日本、德国、英国等国家对化纤油剂的研究一直很活跃,不仅研制出不少新型高效油剂,还运用复配技术开发出抗静电性好、平滑性与集束性比较理想的复合油剂。
而我国化纤油剂的研究开发生产,却是经历了20世纪60年代分散开发;70年代剖析仿制;80年代有组织地开发国产化油剂;90年代逐步替代进口油剂的开发生产历史。
目前已具有一定的规模和基础。
油剂的开发、采用的技术和生产都形成了比较完整的配套体系。
根据不完全统计,全国已有30个左右单位开发生产了几十种各类化纤油剂,大都分布在石化、纺织、化工、轻工等系统。
另外,人类对环境的污染已越来越威胁到地球生物圈几亿年甚至几十亿年形成的平衡生存环境.这一严重问题已引起世界各国的关注,纷纷采取措施,制订法规,来防止环境的进一步恶化,对于纺织品领域,各国陆续出台纺织品生态标准和环境法规.在今后5年内最重要的是解决油剂对环境的影响问题。
涤纶纺丝油剂的主要作用1 涤纶长丝在涤纶等产品由单体聚合后纺丝过程中,纺丝油剂可以调整纤维与纤维之间、纤维与金属之间的磨擦性,降低磨擦系数,减少因磨擦产生的静电,使纤维具有良好的集束性、平滑性及分纤性,满足纤维后加工相关工序的需要。
纺丝油剂——仅是加工助剂或是具有不同功能的高性能润滑剂?
纺丝油剂——仅是加工助剂或是具有不同功能的高性能润滑剂?J. Weigel;湛烂瑜【摘要】近年来关于功能性的讨论主要应用于织物的研制,但也有功能性和纺丝油剂之间的联系,这些结合涉及不同的方向。
这意味着可以在最终产品上看到纺丝油剂的功能,例如众所周知的纺丝油荆产品使疏水的聚丙烯非织造材料成为亲水的,从而进入医疗卫生领域。
然而,纺丝油剂的功能在化学纤维和长丝的制造和加工过程中也有非常重要的作用。
在这个领域,这些不是新的功能,而是继续优化。
这里给出一些日常优化工作的实例,介绍正在进行的包括增强功能在内的创新产品的开发。
%In recent years the discussion about functionalities has primarily applied to developments for fabrics. But there is also a linkage between "functionalities" and "spin finish technology", and the associations cango in different directions. It means functionalities of spin finishes can be seen on end products, for example the well known spin finish products which make the hydrophobic polypropylene nonwovens hydrophilic for applications going into the hygiene or medical industry. However functionalities of spin finishes are also of high importance during the manufacture and processing of man-made fibers and filaments. In thisarea it could be pointed out that these are not brand new functionalities but rather a continuous optimization considering performance as well as commercial aspects. Some examples from such daily work of optimization are given here and introduced to show that the development of innovative products including enhanced functionalities is ongoing.【期刊名称】《国际纺织导报》【年(卷),期】2011(000)010【总页数】4页(P10-12,14)【关键词】纺丝油剂;抗磨性;润湿性;分散性。
油剂对涤纶POY条干不匀率的影响
油剂对涤纶POY条干不匀率的影响摘要:从油剂的角度探讨了影响涤纶POY条干不匀率的因素,着重从油剂的特性和使用性能等方面作了分析。
结果表明:性能优良的油剂、适宜的集束上油位置和正确的使用方法可有效降低POY条干不匀率。
在配制油剂时,应选用合适的平滑剂和润湿剂,使乳液稳定,谨防乳液霉变。
条干不匀率是衡量涤纶POY质量的一项重要指标,它不仅是纤维内在物理指标不匀性的集中反映,也是生产技术水平和管理水平的综合体现。
条干不匀率较大的涤纶POY在加工为DTY的过程中容易引起假捻张力的波动,造成假捻度不匀,从而使DTY的织造性能和织物的服用性能,如手感、染色均匀性等受到一定的影响。
影响涤纶POY条干不匀率的因素有很多,如切片、工艺条件、设备条件等,但油剂作为涤纶POY纺丝过程中的一个重要环节,对影响涤纶POY条干不匀率起着相当重要的作用。
本文从油剂的性能和使用情况着手,研究了油剂对涤纶POY条干不匀率的影响,并提出了相应的解决办法。
实验1.1原料天津石化公司产聚酯消光切片,特性粘数0.651dL/g,含水25μg/g;天津纺织工学院FSC-168型高速纺丝油剂。
1.2设备及工艺帝人制机HTM-25型纺丝箱体;Barmag公司SW46-SSD卷绕头;瑞士Uster公司-C型条干测试仪;纺丝速度3200m/min,喷嘴上油。
1.3测试POY条干不匀率瑞士Uster公司-C型测试仪,纺丝速度:100m/s,纸速:5cm/s;润湿速度帆布沉降法,浓度1%,温度30℃;表面张力J-FY2型焦利氏称,浓度1%,温度30℃;含油率对纤维进行预处理去水后,水洗法测定含油率。
2结果与讨论2.1上油均匀性对条干不匀率的影响上油均匀性是影响POY条干不匀率的一个重要因素。
丝条上油过少、过高,或者丝条不同片段、不同部位上油不匀都会对条干均匀性产生一定的影响。
丝条上油不匀表现在不匀曲线图上为起伏的针尖峰,影响丝条上油均匀性主要因素有:油剂特性和上油状况。
涤纶FDY纺丝油剂的性能及应用.pdf 113KB

对常用的几种油剂进行了测试和综合,其结果见 表 /。 从表 / 可知,油剂的粘度和磨擦系数对纤维 表面的润滑效果都有一定的影响,从而影响到纺 丝、卷绕和退绕时的张力大小及纤维产品的质 量。 油剂的磨擦对于高速运行的丝条具有一定的 影响,相对磨擦力过大或过小,会使丝条在热辊 上产生波动,造成纤维大分子结构不匀,在宏观 上表现为纤维的染色不匀。所以,油剂的每一种 性能对纤维的形成与品质都有一定的影响。
表 (" %&’ 纺丝油剂的各项指标 测试项目 外观 ( ’;( ) EF 值( &) , ’.( ) 运动粘度 ( ;.( , G ." .& ) CC’ * > &.) 乳液运动粘度 ( ;.( G ." .& ) CC’ * > 皂化值万方数据 C,, 34F * ,
." 10 &&&" 7
." 1; 0." ;
强力# 经 纬 ( )(* ( (+* ( )"* ( (+* ( )** ( ()*
#" 成品各项指标
! ! 成品各项指标见表 " 。
表 $ " 成品质量指标 颜色 皂洗牢度 级! 沾色 $ %& $ 变色 $ ’ %$ $ 摩擦牢度 级! 干摩 $ $ $ 湿摩 ’ ’ %$ " %’
深灰 $ % & 杏色 深蓝
’’( 时挥发减量 ) ’" 1 &" 8 ’" & ’" 1;
剂差,在生产过程中,表现为在热辊上有冒烟和 结焦现象出现,这样就会造成断头率的增多和毛 丝的产生。 ! " #" 油剂的抗静电性能和粘温特性 涤纶 #$% 纺丝油剂的抗静电性能主要由纤 维的比电阻和油剂的粘温特性来表征,经对几种 常用 #$% 油剂的抗静电性能进行测试,其结果 见表 ’ 。
纺丝油剂对高速纺涤纶长丝质量及后加工性能的影响
作 者 简 介 :曹 志 霞 (9 4~ ) 女 , 理 工 程 师 。9 5年 毕 业 于 17 , 助 19 原苏 州 丝绸 工学 院 , 直致 力 化 纤 领 域 的技术 钻 研 , 主 要 从事 一 现
P T纤 维的 技术工 作 。 E
3 8
一
维普资讯
第 3 1卷 第 4期
表 2 油 剂浓 度对 纤维后 加工 性能的 影响 。
合 成 纤 维
经 验 交 流
此 通 过 调 节 上 油 位 置 改 变 卷 绕 张 力 , 以 改 变 卷 可
绕 丝 锭 的成 形 质 量 。
表 4 上 油位 置对 丝条 ( l t /2 ) 绕成 形质 量 的影 响 U de 7 f卷 x
外观
堑苎生 三竺
3 0 m/ n; 2 0 mi 拉 伸 工 艺 : 伸 速 度 5 0rmi 温 度 H 拉 5 r n, d
10 ; 7 ℃ ; 伸 比 1 6 4 9 ℃ H2 0 拉 1 .8 。
力 尢 外 萧% | 1 观 车 c |
2 2 油 剂 对 高 速 纺 涤 纶 长 丝 的 质 量 及 后 加 工 性 .
的影 响 见 表 1 。
量 增 加 , 擦 阻 力 增 大 , 束 性差 , 产 生 毛 丝 , 摩 集 易 且
在 拉 伸 变 形 加 工 过程 中 , 捻 张 力 减 小 , 捻 张 力 加 解
高 速 纺 丝 条 件 下 纤 维 取 向度 和 结 晶 度 较 高 ,
增 大 ( 图 1 。无 论 使 用 何 种 油 剂 , 束 含 油 量 见 ) 丝 >0 3 时 , 捻 、 捻 张 力 趋 于 稳 定 , 伸 变 形 .% 加 解 拉
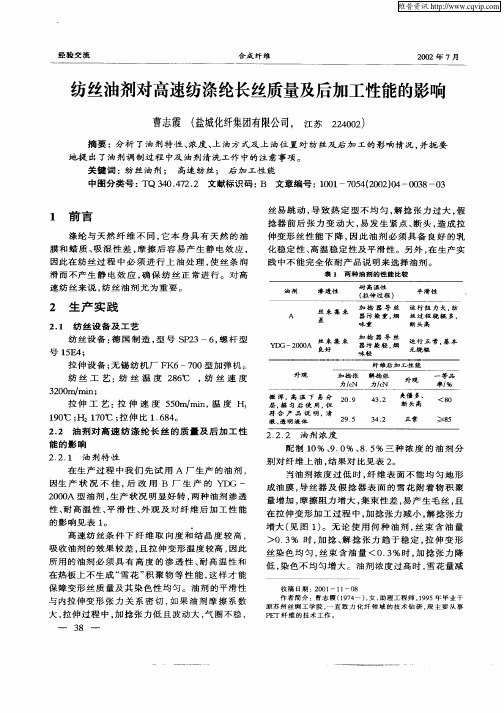
表 1 两种 油剂 的性能 比较
涤纶、锦纶染色对纺纱性能的影响
涤纶、锦纶染色对纺纱性能的 影响
含油率的高低与纤维的可纺性能关系密 切。含油率低的纤维容易产生静电现象;含 油率过高则容易产生粘缠现象,都会影响纺 织加工的正常进行。一般掌握在满足抗静电 性,平滑性等要求的情况下,含油率以少些 为好。纤维需要的含油率范围是:短纤维为 0.1~0.5%,长丝为0.4~1.2%。此外,含 油必须均匀。
二、细纱三绕的产生与防治
1、三绕的不良后果
2、原料方面三绕的成因与防治
纤维静电的产生于缠绕:纺织纤维具有高聚物的特殊分子具有
高绝缘性,其质量比电阻达
,在纺纱中,
易产生静电。
静电现象对三绕的影响还与经典衰减速度(时间)有关
静电现象对三绕的影响还与纤维回潮率和环境 抗静电剂:起消除静电的作用,如烷基磷酸酯、烷基硫酸酯、 季胺盐等。
④ 调整剂:起调节乳化平衡作用,如高级脂肪醇、高级脂肪酸等。 其他还有抗氧剂、防霉剂和消泡剂等。 化学纤维加工性能的好坏与油剂组分有关,不同的化学纤维采用不 同的油剂,如涤纶油剂、锦纶油剂等各不相同,同时化学纤维的性能又 与含油的均匀性和含油率有关。纤维的含油率通常以四氯化碳、乙醚等 为溶剂用萃取法测定。 化学短纤维油剂的上油方法喷淋法:将油剂直接喷淋到散纤维上, 适用于未切断丝束或短纤维。
纤维品种不同对油剂的要求也不同
纺纱厂用的化学短纤维应有良好的抗静电性,消除纤维在清花、梳 棉、并条、粗纱、细纱和牵切成条各工序中的静电影响。油剂的成分以 抗静电剂为主,以平滑剂和集束剂等为辅。
化学纤维油剂所用的原料,一般是润滑油和表面活性剂。润滑油有 矿物油、合成脂等;表面活性剂又分为阳离子型、阴离子型、两性型和 非离子型四类,都是用天然的动植物脂或合成脂肪醇、脂肪酸、脂肪酸 酯及其衍生物经化学加工制得。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
经验 交 流
合成 纤 维
20 0 2年 ,月
3 喷嘴上油较之油盘上油更加均匀, . 且上油 方便, 可起到导丝器的作用. 4 调整上油集束位置, . 能改变卷绕成形质 量, 尤其是一条生产线多品种生产, 卷绕工艺不便 统一调整情况下, 调整上油位置是调节卷绕成形
的最有效手段. 5 油剂配制所用水一定要符合规定的质量 , 指标, 不允许有细菌存在, 常在乳液中加甲醛之类 防腐杀菌剂, 气温高的季节最好搭配进口防腐剂 交替使用, 以防油剂腐败影响生产.
上油位置, 丝条受到的卷绕张力也就相应改变, 相 应地影响丝条的卷绕成形质量, 4 见表 0 空气对丝条的阻力与丝条通过雨道的距离成 正比.由表 4 可见, 上油位置对卷绕张力的影响
很大, 但对预取向丝的力学性能基本没有影响, 因
— 3 — 9
万方数据
I L N E F I NF UE C O S NNI P NG L HI H 一S E D P N NG OI ON G P E S I NI
P T L M N Q A I Y I D D S WN E F A I E T L T A U N T O
距 喻丝
很好
鑫烧 张 功
八 一
几 爪
一般 校多
臀
水 一
*. 1 3A L 9 ; 1 1 * } 1 r
有松 圈丝
不佳
预取向丝力学性能
任度
4 i i E
小, 结焦减少, 但油剂下滴及污染加剧, 且不利于
卷绕成形 .
毖 已 岁 公 买 ~菠 二
8 . 0 1 8 9
6 9. 5 2 8
能的影晌 22 1 油剂特性 ..
扦雄后加 工性能 外砚
咒 嗽
2 9 0. 4 2 3.
橄 浑, 沮 下 品 分 高
层 , 匀后 使 用, 摇 但
禽 镊E j, !t P * i .
外现
符合 产 品说 明, 清
傲, 透明液体
2 . 42 95 3 .
正常
2 2 2 油 刑浓 度 ..
在生产过程中我们先试用 A厂生产的油剂, 因 生产状况不佳, 后改用 B厂生产的 , C一 '; D 20A型油剂, 00 生产状况明显好转, 两种油剂渗透 性, 耐高温性, 平滑性, 外观及对纤维后加工性能 的影响见表 t o 高速纺丝条件下纤维取向度和结晶度较高, 吸收油剂的效果较差, 且拉伸变形温度较高, 因此 所用的油剂必须具有高度的渗透性, 耐高温性和 在热板上不生成" 雪花" 积聚物等性能, 这样才能 保障变形丝质量及其染色性均匀.油剂的平滑性 与内拉伸变形张力关系密切 , 如果油剂摩擦系数 大, 拉伸过程中, 加捻张力低且波动大, 气圈不稳,
As m , i eeo i hr tii o o e , g ad n otn sn n n dw se r T e u c o ca c rt , e c toi w y oi ps o o i i ad n a p - bt t h n n f a esc i n n i a n i g i n p n g o t m r l f l l l n l i r o c sg nle. aetn sol b pio rr g ad h g ss n ei ias z A d ni s n e n d o n w s n t y a sn s y d n t o h d a d n n i i l ai h t e Ky d sing h b s d n g om a r e i p e : un o; g 一 pe si i ; o se p c sg p y e w rs p o r i i l e p n d n t m sn r r r o o t
合 成纤维
经验 交 流
,A * I t # J %
10 刘 5
污染 油别 下滴及 污染加 剧 枉橄 污染 基本不 污荣
集束性
} i A 3 f t
有姗边
扛伸过 程
中雪花 1
此通过调节上油位置改变卷绕张力 , 可以改变卷 绕丝锭的成形质量.
表 4 上油位t对丝条(ld x 2) lll / f*烧成形质纽的形晌 e7
0 4 . 3 4 7 2 4
0 4 2 4 4 4 .0
庄好 硬度太高. 退烧困难 , 有蛛网绕外
1 0 7 8 . _ 8 2
,去 0
号 1E ; 54
YDG 一2 0 A 00
丝来 集未
良好
加括 器 导 丝 吕污染枉 . 烟
味轻
运行正常, 基本
无绕棍
拉伸设备; 无锡纺机厂F 6 70 K 一 0 型加弹机. 纺丝 工 艺: 纺 丝 温 度 26; , 丝 速 度 81 纺 30词m i 20 u; 拉伸工艺: 拉伸速度 50 / i 温度 H 5mmn , , 1 r; 10 ; 9 玩 71 拉伸比164 0 v . 0 8 22 油荆对高速纺洛纶长丝的质f及后加工性 .
巨
锦纶 6 Y熔体纺丝成形是聚己内酷胺高聚物的流 U D
变学过程与丝条固化过程的综合作用.使锦纶 6 大分子
的单轴拉伸, 向, 取 结晶, 吸湿最理想而稳定的丝室冷却
吹风窗下端丝条采用喷嘴上油, 能起到导丝器的 作用, 并通过这一会聚点调节丝束通过甭道的长
油剂调制是整个纺丝过程辅助操作中一项比 较重要的工作, 油剂调制的好坏对纺丝正常进行 有一定的影响, 必须认真操作.一般为了防止油 剂中乳化液的腐败, 在调制油剂时, 需加人微量的 防腐剂如甲醛等.气温低时( 尤其冬季) 一般可以 三四天加一次防腐剂, 高温季节一定要每 日 都加, 为加强防腐效果, 还可配合交替使用进口防腐剂, 调制时应注意以下几点: ① 精心设计, 准确计量, 确保油剂浓度稳定; ② 化验室必须每 日 测试所用软水指标 ( 一般 电量率小于 lu/ n ; Ov r u) ③ 乳化操作的好坏将影响到油剂乳化液的 稳定性, 不同种类的油剂乳化操作也不一样, 必须 先了解原油乳化的要求, 如乳化温度, 乳化时间 等, 乳化操作必须仔细谨慎. 226 油剂系 .. 统的定期清洗 油剂循环使用一定时间后, 必须进行油剂系 统的定期清洗, 理论上为一月一次.在实际生产 中, 油嘴堵塞不及时发现易造成无油丝降等.油 剂操作人员必须做每周一次的油槽清洁检查工 作, 三班运转人员每小时一次巡视油嘴出油情况, 保证油路通杨, 按实际情况决定是否要停车清洗
S RE T AM R E S NG ROP R Y P OC S I P E T
C O i i Yn e Ceil r a o L o C. , ns 202 A Z - a a h g mc Fb C p t J g 240) h x ( n h a i m e d i a a
重 未上油 戈
1 . 0 42
喻嘴
04 .5
9 2 6 2 3 . 5 0 . 2 8
从上述两种上油方式实际效果看 , 油盘上油, 各纺丝位上油不匀率高, 丝束中 单丝上油分配率
差异大, 而喷嘴上油经过齿轮计量, 各个纺丝位上 油均匀性得到提高, 单丝上油量分配均匀, 且上油 方便, 上油量可准确调整.在实际生产中, 我们对
表 I 两种油荆的性能比较 油荆 渗透性 丝来 集来
是
耐高注性 ( 拉伸过租〕 加捻 器 导 丝
平滑 1 比
生产 实践
2. 1
吕污染重, 烟
味t
纺丝设备及工艺
运行 队力大, 纷 丝过租晓棍 多, 断头高
纺丝设备: 德国制造, S2 一 , 型号 P3 6姗杆型
} l` AI 6n it 1T '= . } Y : J I 1 I
2 2 5 纷 丝 油刑 的调制 ..
5 3. 0 4 5
0. 9 4 0 4 2. 2 4 0 7 1 6.
., 翁
图1 不同含油率状况下的纤维的物理性能
223 上油方式 .. 我们厂两条纺丝生产线, 一条线采用喷嘴上 油, 另一条是采用油盘上油, 两种上油方式对纤维 质童影响情况对比见表 3 0
班 3 不同上油方式对 奸纽质f的形晌
L - 默 I Y A i k
油盘 06 .7
A1 # %
丝未中 单丝上油
分配率I %
经 脸交流
合 成纤 维
20 0 2年 7月
纺丝油剂对高速纺涤纶长丝质量及后加工性能的 影响
曹 霞 (城 纤 团 限 司 苏 2 0 ) 志 盐 化 集 有 公 ,江 2 0 42
摘要 : 分析 了油剂特性, 浓度, 上油方式及上油位笠对纺丝及后加工的影响情况, 并拒要 地提 出了油剂调制过程 中及油荆清洗工作中的注意事项. 关锐词: 纺丝油剂; 高速纷丝; 后加工性能 中图分类号 T 30422 文献标识码: 文章编号: 01 75 ( 0 )4 03 一 3 Q . . 4 7 B 10 一 042 20 一 08 0 0
一 3 一 8
配制 1%,.%, .%三种浓度的油剂分 90 85 0 别对纤维上油, 结果对比见表 2 0 当油剂浓度过低时, 纤维表面不能均匀地形 成油膜, 导丝器及假捻器表面的雪花附着物积聚 t增加, 摩擦阻力增大, 集束性差, 易产生毛丝, 且 在拉伸变形加工过程中, 加捻张力减小, 解捻张力 增大〔 见图 1.无论使用何种油剂, ) 丝束含油量 > . 时, 03 % 加捻, 解捻张力趋于稳定, 拉伸变形 丝染色均匀, 丝束含油量<03 .%时, 加捻张力降 低, 染色不均匀增大.油剂浓度过高时, 雪花量减
1 前言
涤纶与天然纤维不同, 它本身具有天然的油 膜和蜡质, 吸湿性差 , 摩擦后容易产生静电效应, 因此在纺丝过程中必须进行上油处理, 使丝条润 滑而不产生静电效应, 确保纺丝正常进行.对高
速纺丝来说 , 纺丝油剂尤为重要.