铝合金热处理ppt课件
《铝合金热处理》课件

在建筑领域的应用
总结词
美观耐用、绿色环保
详细描述
铝合金在建筑领域的应用广泛,如铝合金门窗、幕墙等。通过热处理技术,可以提高铝合金的硬度和耐磨性,使 其更加美观耐用。同时,铝合金材料可回收利用,符合绿色环保的理念。
在电子产品领域的应用
总结词
精密制造、小型化趋势
详细描述
随着电子产品向小型化、精密化方向发展,铝合金热处理技术在电子产品制造中发挥着越来越重要的 作用。通过热处理技术,可以提高铝合金的精度和稳定性,满足电子产品对材料高精度和高稳定性的 要求。
固溶处理可以提高铝合金的塑性和韧性,改善其加工性能,同时为时效处理提供良 好的基的性能有重要影响,需要严格控制 。
时效处理
时效处理是将经过固溶处理的铝 合金在室温或加热到一定温度下 保温一定时间,使过饱和固溶体
分解,析出强化相的过程。
时效处理可以提高铝合金的强度 和硬度,改善其耐磨性和耐腐蚀
THANKS
感谢观看
详细描述
铝合金因其高强度、轻量化和耐腐蚀等特性,在航空航天领域被广泛使用。通 过热处理技术,可以进一步提高铝合金的性能,满足航空航天领域对材料高强 度和轻量化的严格要求。
在汽车工业领域的应用
总结词
大规模生产、节能减排
详细描述
汽车工业是铝合金热处理应用的重要领域,铝合金零件的大规模生产能够降低汽 车重量,从而减少能源消耗和排放。热处理技术能够提高铝合金的力学性能和耐 腐蚀性,使其在汽车制造中更具竞争力。
提高材料使用寿命
通过合理的热处理工艺,可以显 著提高铝合金的使用寿命,减少 维修和更换的频率,降低成本。
铝合金热处理的历史与发展
早期铝合金热处理
未来发展趋势
早期的铝合金热处理主要采用退火和 淬火等简单工艺,以改善材料的塑性 和硬度。
铝合金热处理
粗大 晶粒
(1)外觀檢 查; (2)試驗力 學性能; (3)金相檢 查; (4)低倍檢 查
缺陷 種類
外觀表現
表現方 法 (1)外觀 檢查; (2)超聲 波探傷 等無損 檢查 試驗力 學性能
產生原因
排除方法
淬火 裂紋
-
(1)采取適當保護措施; (1)零件形狀覆雜、壁厚差別較 (2)降低淬火溫度; 大; (2)淬火溫度過高或加熱不均勻;(3)校對爐溫均勻性; (4)適當提高淬火水溫; (3)淬火時,冷卻速度過快; (5)淬火前應對半制品 (4)轧制、鍛造的隱患微裂紋 仔細進行無損擦傷檢查 (1)加熱溫度、保溫時間選擇不 (1)重新進行熱處理, 當; 恰當選擇加熱溫度和保 溫時間; (2)淬火冷卻太慢(水溫偏高或 淬火轉移時間過長); (2)提高淬火冷卻速度 (3)人工時效的制品發生過時效;(降低水溫,縮短淬火 轉移時間) ; (4)時效不足(時效溫度低或時 (3)進行補充時效處理; 間太短) ,或時效斷續; (5)開始人工時效時間超出工藝 (4)嚴格執行工藝規範 和規則,不能陸續時效 規程要求; 處理; (6)化學成份與標準不符 (5)檢驗化學成份
1. 時效方式分:自然時效和人工時效兩種.
自然時效:經固溶冷卻後在室溫下放置若干小時 快速淬火保留下的空位
導致了G.P區快速形成和強度迅速增加.在4-5天之後達到最大穩定值.
人工時效:經固溶冷卻後重新加熱到高於時溫的某一溫度若干小時.而達到最大穩
定值.
2. 長見時效種類: T5處理 和T6處理
T5處理:原料為F材鋁合金的時效處理.
3. 消除應力退火.
對於冷加工的鍛造鋁合金,僅僅為消除應變硬化影響的退火稱去應力 退火.消除應力退火通常用345℃以下的溫度.不需很長時間的處理.這種 處理可導致簡單的回復,部分的再結晶或再完成的結晶.
金属热处理铝合金的热处理课件

铝合金的时效处理
时效处理是铝合金热处理的另一个重要环节 ,通过在室温或低温下长时间放置,使过饱 和固溶体发生分解,形成弥散分布的强化相 ,进一步提高材料的强度和硬度。
时效处理过程中,过饱和固溶体在室温或低 温下长时间放置,会发生分解。随着时间的 推移,强化相逐渐从过饱和固溶体中析出, 形成弥散分布的状态。这种弥散分布的强化 相可以有效地阻碍位错运动,提高材料的强 度和硬度。时效处理是铝合金热处理中不可 或缺的一环,对于提高铝合金的性能具有重
02 铝合金热处理原理
铝合金特性
密度低
铝合金的密度远低于钢铁,具有更好的轻量化 效果。
良好的塑性
铝合金在加工过程中具有良好的塑性,容易形 成各种形状。
良好的导电性和导热性
铝合金具有优良的导电和导热性能,广泛应用于电子和散热器行业。
铝合金热处理原理
加热
01Biblioteka 将铝合金加热到一定温度,使其原子TDM活跃度增加。
加热时间控制
根据铝合金的厚度和热处 理工艺要求,控制加热时 间,确保铝合金材料均匀 受热。
冷却方式选择
根据铝合金的种类和热处 理要求,选择适当的冷却 方式,如风冷、水冷等, 以获得所需的机械性能。
铝合金热处理的质量检测与控制
硬度检测
通过硬度测试,检测铝合金材料的硬度是否达到 要求。
金相组织观察
通过金相显微镜观察,检测铝合金材料的金相组 织是否符合要求。
金属热处理铝合金的热处理课件
• 金属热处理概述 • 铝合金热处理原理 • 铝合金热处理工艺 • 铝合金热处理设备与工艺控制
• 铝合金热处理的发展趋势与未来 展望
• 案例分析:某铝合金产品的热处 理工艺流程
01 金属热处理概述
机械设计之铝合金热处理工艺
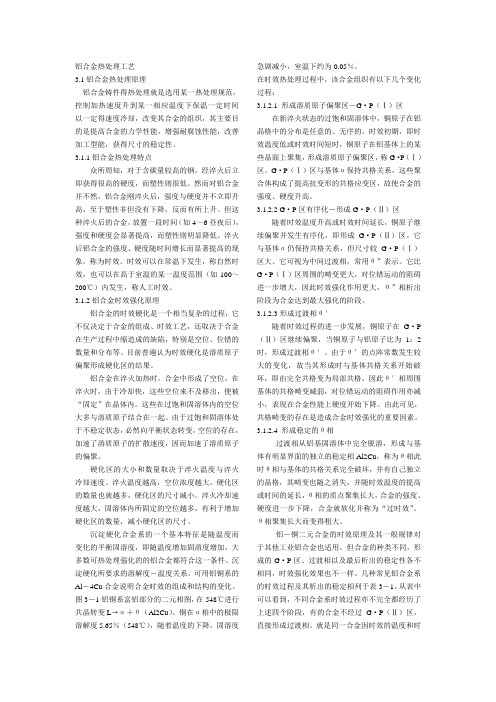
铝合金热处理工艺3.1铝合金热处理原理铝合金铸件得热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。
3.1.1铝合金热处理特点众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。
然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。
但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。
淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。
时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。
3.1.2铝合金时效强化原理铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。
目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。
铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。
这些在过饱和固溶体内的空位大多与溶质原子结合在一起。
由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。
硬化区的大小和数量取决于淬火温度与淬火冷却速度。
淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。
淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。
沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。
沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu合金说明合金时效的组成和结构的变化。
图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。
铝合金热处理PPT课件
2019/11/4
退 火 塑性不够 产 品
退火温度偏低 保温时间不足 冷却速度过快
常见的热处理缺陷——机械性能不合格
2019/11/4
淬 火 硬度不够 产 品
淬火温度偏低 保温时间不足 转移和冷却过慢
2019/11/4
常见的热处理缺陷——腐蚀氧化
屈服强度s0.2/MPa
503 485 461 385 354 316
伸长率δ /%
11.2 10.7 10.3 12.0 11.6 11.0
2019/11/4
淬火
铸铝的淬火冷却介质一般选用热水,以减少铸件的 变形。 对于形状复杂、容易产生变形和裂纹的铸件,以及 要求尺寸稳定性好的铸件,应当在沸水中或热油中 淬火。 铸件形状比较复杂、壁厚相差较大,加热及冷却时 容易发生变形且较难校正,因此加热和淬火速度需 适当减缓。
常见的热处理缺陷——过烧
2019/11/4
正常淬火组织×400
严重过烧组织×400
2019/11/4
避免过烧的措施
1.掌握不同合金的实际过烧温度
2.严格执行淬火加热工艺规程和准确控制炉温 3.定期检查实际炉温的均匀性和控温仪表的 可靠性
2019/11/4
常见的热处理缺陷——淬火开裂
水温过低
铸件开裂
在空气炉内进行高温加热,如炉膛内湿度 较大或含有其他有害物质,如硫化物,将 加剧铝制品的高温氧化。 特征:在金属表面形成气泡或在金属内形 成空洞。
热处理工艺一般包括加热、保温、冷却三个过程。
加热:一般都是加热到相变温度以上,以获得高温 组织。
保温:使内外温度一致,保证显微组织转变完全。
冷却:随炉冷、空冷、水冷。
常用航空用铝合金热处理规范解读_图文
适用于在精整模内通过冷整形来消除应力的模锻件。内应力的消除通 常采用拉伸及压缩的混合方式进行。
11
T3热处理态
T3态主要用于飞机蒙皮板、壁板、桁条等。如2024-T351 机身蒙皮板、2524-T351板材、2324-T39等。 常用到的规范有:T31、T351、T3510、T3511、T352、 T354、T36、T361等。
2024-T361,应用于板材,基本热处理是T3,表明产品经过固溶处 理及淬火后,对产品施加冷变形。冷变形量远大于对产品进行矫直 或平整所需要的变形量(T3),该工艺称为T361。
T36---基本热处理是T3,表明经过固溶处理及淬火后,对产品施加冷 变形,冷加工变形量约6%,然后进行自然时效。
15
T354-----适用于模锻件。工艺为:产品经过固溶热处理及淬火后,在精 整模内冷整形以消除应力,然后进行自然时效。内应力的消除 通常采用拉伸及压缩的混合方式进行。
13
2026-T3511挤压型材的热处理工艺
用
途:2026-T3511挤压型材,用于桁条。
铸 锭 规 格:Φ350mm,经均匀化退火后铸锭车皮至Φ313mm。
适用于固溶处理、淬火或从高温成型过程冷却后,按规定量进行拉伸 的挤压棒材、型材或管材以及拉制管材。这些产品在拉伸后不再进行 矫直。挤压棒材、型材或管材的永久变形量是1~3%;拉制管材的永久 变形量为1.5%~3%。
适用于固溶处理、淬火或从高温成型过程冷却后,按规定量进行拉伸 的挤压棒材、型材或管材以及拉制管材。这些产品在拉伸后可略微矫 直以使产品达到公差要求。挤压棒材、型材或管材的永久变形量是 1~3%;拉制管材的永久变形量为1.5%~3%。
铝合金热处理原理及工艺
铝合金热处理原理及工艺3.1铝合金热处理原理铝合金铸件得热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。
3.1.1铝合金热处理特点众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。
然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。
但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。
淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。
时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。
3.1.2铝合金时效强化原理铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。
目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。
铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。
这些在过饱和固溶体内的空位大多与溶质原子结合在一起。
由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。
硬化区的大小和数量取决于淬火温度与淬火冷却速度。
淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。
淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。
沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。
沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu合金说明合金时效的组成和结构的变化。
图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。
第三讲铝及其合金相图合金相与热处理(共37张PPT)

三元相图垂直截面
ZL103铝硅铜合金
• ZAlSi5Cu2
未变质处理
白T5色-a淬固火白溶+体色局,部a共固人晶工硅溶时呈效体深〔灰人色工细时小效针温状度和低条或状时
间短
自然时效片条状共人晶工时硅效
组Al-织Fe中-S有少i三亮元量灰相色块图针状状β初〔A晶l9F硅e2Si2〕
黑色骨骼状 AT5l8-M淬g3火Si+Fe局Si部6 人工时效〔M人工g2时S效i温度低或时
热处理(退火、淬火和时效)
1〕退火 (1) 再结晶退火-铝件经过变形加工后,在再结晶 温度以上保温一段时间后空冷,用于消除变形工件 的加工硬化,提高塑性,以便继续进行成形加工。
(2) 低温退火-消除内应力,适当增加塑性,通常在 180~300℃保温后空冷。
(3) 均匀化退火-消除铸锭或铸件的成分偏析及 内应力,提高塑性,通常在高温长时间保温后空 冷。
彩色金相
未变质处理 砂型铸造铝 合金中的
• CuAl2相 棕色-紫色
-蓝色或浅 绿色
2〕淬火〔固溶处理〕
将铝合金加热到固溶线以上保温后快 冷,使第二相来不及析出,得到过饱和、 不稳定的单一 固溶体。淬火后铝合金 的强度和硬度不高,具有很好的塑性。
3〕时效
将淬火后的铝合金,在室温或低温加热下保温 一段时间,随时间延长其强度、硬度显著升高而塑 性降低的现象,称为时效。室温下进行的时效称为 自然时效;低温加热下进行的时效称为人工时效。
组织中有亮灰色针状β〔Al9Fe2Si2〕 杂质铁过多存在
Al-Cu相图
•共 晶 相 图
具有化合物的组合相图
三元相图恒温截面
三元相图
•三 元 相 图 垂 直 截 面
T6-淬火+完全人工时效
《金属材料与热处理》课件——项目六 有色金属及硬质合金
QAl7表示含铝量为7%,其余为铜的铝青铜。
铸造青铜的牌号和铸造黄铜的牌号:ZCu+主加元素符 号+主加元素含量+其他加入元素的元素符号及含量组成。 例如: ZCuSn5Pb5Zn5、ZCuAl9Mn2。
(1)锡青铜
锡青铜是以锡为主要合金 元素的铜合金,是人类历史上 应用最早的金属。
纯铜的牌号、化学成分和用途
二、铜合金
为了满足制作结构件的要求,工业上广泛采 用在铜中加入合金元素而制成性能得到强化的铜 合金,常用的铜合金可分为:
1.黄铜 2.特殊黄铜 3.青铜
1.黄铜
黄铜是以锌为主加合金元素的铜合金,具有良好的机械 性能,易加工成形,对大气、海水有相当好的抗蚀能力。
按所含合金元素的种类可分为普通黄铜和特殊黄铜; 按生产方式可分为压力加工黄铜和铸造黄铜。
2 .特殊黄铜
在普通黄铜的基础上加入Sn、Si、Mn、Pb、Al等元素, 形成的铜合金。
根据加入元素不同,分别称为锡黄铜、硅黄铜、锰黄#43; 平均含铜量。例如:H62 表示含铜62%,其余为Zn的普通黄铜。
特殊压力加工黄铜牌号:H + 主加元素符号(除锌外) + 平均含铜量 + 主加元素平均含量。例如:HMn58-2,表 示含铜量为58%、含锰量为2%的特殊黄铜。
纯铝的牌号用四位字符体系的方法命名, 即用1×××表示,牌号的最后两位数字表示 最低铝百分含量中小数点后面的两位;第二位 的字母表示原始纯铝的改型情况。
如变形铝1A30表示纯度为99.30%的原始铝。 工业纯铝主要用来制作电线、电缆、散热片、配置 合金等。
二、铝合金
1.铝合金 的分类
铝及铝合金热处理工艺讲解学习
铝及铝合金热处理工艺1. 铝及铝合金热处理工艺1.1 铝及铝合金热处理的作用将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。
1.2 铝及铝合金热处理的主要方法及其基本作用原理 1.2.1 铝及铝合金热处理的分类(见图1)图1 铝及铝合金热处理分类1.2.2 铝及铝合金热处理基本作用原理(1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。
通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。
①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。
②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。
③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。
(2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。
但此时材料塑性较高,可进行冷加工或矫直工序。
①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。
②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。
铝合金之调质度(热处理)

細分符號
意 義
T 361
T3之斷面減縮率為約6%者:
經固溶化熱處理後,為增加強度,再經斷面減縮率約6%之冷作加工者。
T 61
鍛鋁合金時,以溫水淬火之固溶化熱處理後,再經人工時效硬化處理者:
為防止因淬火發生之變形,經淬火於溫水之固溶化處理後,再經人工時效硬化處理者。
T 73
固溶化熱處理後,再經過時效處理者:
T 861
T361經人工時效硬化處理者:
經固溶化熱處理後,為增加強度,再經斷面減縮率約6%之冷作加工,並經人工時效硬化處理者。
T 42
使用者施行T4處理者:
由使用者施行固溶化熱處理後,經自然時效穩定狀態者。
T 62
使用者施行T6處理者:
由使用者施行固溶化熱處理後,再經人工時效硬化處理者。
TX 51
經拉伸加工,以消除應力者:
TX 54
經拉伸及壓縮,以消除應力者:
適用於模鍛品,在精鍛模內施以冷鍛而消除應力者。
鋁合金之調質度-熱處理型
(1)
T調質度(熱處理型)
TX之定義
細分符號
意 義
T 1
由高溫加工後冷卻。再經自然時效者:
如擠型料,由高溫之製造過程後冷卻,未經冷作加工而經自然時效硬化至穩定狀態者。因此,即使施行矯正,亦為冷加工效果之小者。
T 2
由高溫加工後冷卻。再經冷加工及自然時效者:
如擠型料,由高溫之製造過程後冷卻,再經冷作加工以增加強度,並經自然時效硬化至穩定狀態者。
經固溶化熱處理後,施以1~3%之拉伸加工而消除應力者。主要適用於鋁板、軋製或冷抽棒及拉管。此種製品,經拉伸加工後,不可再加以矯正。
TX 510
經拉伸加工後,不再加以矯正者。
铝合金热处理PPT课件
常见的热处理缺陷——过烧
2019/11/4
正常淬火组织×400
严重过烧组织×400
2019/11/4
避免过烧的措施
1.掌握不同合金的实际过烧温度
2.严格执行淬火加热工艺规程和准确控制炉温 3.定期检查实际炉温的均匀性和控温仪表的 可靠性
2019/11/4
常见的热处理缺陷——淬火开裂
水温过低
铸件开裂
要点:在不过热过烧条件下,T淬高些,保温t 长些。淬火冷却要保证不析出第二相。为了防止 淬火变形开裂,一般采用20~80℃水冷却
时效 工艺
温度:对一定合金,有最佳时效温度. 时间:在一定时效温度下,有最佳时效时间。 方式:单级和多级时效。高强合金常用分级时效
2019/11/4
常见的热处理缺陷
过烧 淬火变形与开裂 机械性能不合格 腐蚀氧化
热处理工艺一般包括加热、保温、冷却三个过程。
加热:一般都是加热到相变温度以上,以获得高温 组织。
保温:使内外温度一致,保证显微组织转变完全。
冷却:随炉冷、空冷、水冷。
温度(℃)
L+α
L
α
α+β
Al 水冷
空冷
时间(t) 随炉冷
2019/11/4
铝合金的主要热处理形式
铝合金的主要热处理形式是退火与淬火时效。
2019/11/4
时效 将淬火后的铝合金,在室温
或低温加热下保温一段时间, 随时间延长其强度、硬度显著 升高而塑性降低的现象,称为 时效。室温下进行的时效称为 自然时效;低温加热下进行的 时效称为人工时效。
2019/11/4
3、影响时效强化的主要因素
固溶 处理
规律:淬火T越高,淬火冷却V越快,转移t越 短,过饱和程度越高,时效强化效果也越大
铝合金(非常经典) PPT
4、特点
• 质量轻 • 优秀的导电、传热和塑性变形性能 • 在大气中有良好的耐蚀性 • 强度低不适于作结构材料
二、铝的合金化
• 合金化原理主要固溶强化和时效强化
• 固溶强化:元素溶解度大,与Al原子直径差大,例如Mg 和Mn
• 时效强化:所加元素或形成的中间相,高温时在Al中有较 大的溶解度,随温度降低溶解度急剧变小。
T1- 从高温成形过程冷却和自然时效至基本稳定的状态 T2- 从高温成形过程冷却,然后冷加工和自然时效至基本稳定的状态 T3- 固溶处理、冷加工和自然时效至基本稳定的状态 T4- 固溶处理,自然时效到基本稳定的状态 T5- 从高温成形过程冷却,然后进行人工时效的状态 T6- 固溶处理,人工时效到强度最高的状态 T7- 固溶处理,人工时效到过时效状态(稳定化处理的状态) T8- 固溶处理后冷加工,然后进行人工时效的状态 T9- 固溶处理、人工时效、然后冷加工的状态 T10-从高温成形工序冷却,然后冷加工并进行人工时效的状态
σb=420~60MPa,σ0.2=280~300MPa,δ=15~17%。
耐蚀性低 有晶间腐蚀现象,应力腐蚀(SCC)倾向小。
焊接性不好 主要用于以铆钉、螺栓、点焊为连接手段的结 构中。
可热处理强化
AlZnMg合金相图
2、硬铝的组织
在AlCuMg三元系合金相图铝角附近,按 Mg含量增加,依次可能出现以下四个相:
TX51-通过拉伸消除应力的状态 TX52 - 通过压缩消除应力的状态 TX54 - 通过拉伸和压缩相结合的方法消除应力的状态
第二节 变形铝合金
简单地说:
硬铝 超硬铝 锻铝 防锈铝
综合机械性能好(不耐蚀) 室温强度最高 热塑性好 耐蚀性好,易成形,焊接性好(强度低)
铝及铝合金热处理工艺

铝及铝合金热处理工艺1.1铝及铝合金热处理的作用将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。
1.2铝及铝合金热处理的主要方法及其基本作用原理1.2.1铝及铝合金热处理的分类(见图1)均匀化退火中间退火退火成品退火在线淬火立式淬火离线淬火铝固溶淬火卧式淬火及一次淬火铝合阶段淬火金热自然时效处过时效理人工时效时效欠时效多级时效回归图1铝及铝合金热处理分类1.2.2铝及铝合金热处理基本作用原理(1)退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。
通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可提高材料的塑性,但强度会降低。
①铸锭均匀化退火:在高温下历久保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与机能均匀化,可进步材料塑性20%左右,降低挤压力20%左右,进步挤压速度15%左右,同时使材料表面处置惩罚质量进步。
②中央退火:又称部分退火或工序间退火,是为了进步材料的塑性,消除材料内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种机能的组合。
③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再结晶状态下的软化组织,具有最好的塑性和较低的强度。
(2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。
但此时材料塑性较高,可进行冷加工或矫直工序。
①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。
②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
谢谢!
26
16
时效 将淬火后的铝合金,在室温
或低温加热下保温一段时间, 随时间延长其强度、硬度显著 升高而塑性降低的现象,称为 时效。室温下进行的时效称为 自然时效;低温加热下进行的 时效称为人工时效。
17
3、影响时效强化的主要因素
固溶 处理
规律:淬火T越高,淬火冷却V越快,转移t越 短,过饱和程度越高,时效强化效果也越大
11.2
10
525
485
10.7
20
517
461
10.3
30
460
385
12.0
40
427
354
11.6
60
404
316
11.0
15
淬火
铸铝的淬火冷却介质一般选用热水,以减少铸件的 变形。 对于形状复杂、容易产生变形和裂纹的铸件,以及 要求尺寸稳定性好的铸件,应当在沸水中或热油中 淬火。 铸件形状比较复杂、壁厚相差较大,加热及冷却时 容易发生变形且较难校正,因此加热和淬火速度需 适当减缓。
退 火 塑性不够 产 品
退火温度偏低 保温时间不足 冷却速度过快
23
常见的热处理缺陷——机械性能不合格
淬 火 硬度不够 产 品
淬火温度偏低 保温时间不足 转移和冷却过慢
24
常见的热处理缺陷——腐蚀氧化
在空气炉内进行高温加热,如炉膛内湿度 较大或含有其他有害物质,如硫化物,将 加剧铝制品的高温氧化。 特征:在金属表面形成气泡或在金属内形 成空洞。
温度(℃)
L+α
L
α
α+β
Al
水冷
12
空冷
时间(t) 随炉冷
铝合金的主要热处理形式
铝合金的主要热处理形式是退火与淬火时效。
前者是一种软化处理,消除材料中的内应力 及加工硬化,使组织趋于平衡。 后者属于强化热处理,目的是提高合金的机 械强度。
13
淬火(固溶处理)
将铝合金加热到固溶线以上保温一 段时间,使铝合金中的强化相溶入基体, 随后快冷,以抑制强化相在冷却过程中 重新析出,从而获得一种过饱和的以铝 为基的固溶体。淬火后铝合金的强度和 硬度不高,具有很好的塑性。
19
常见的热处理缺陷——过烧
正常淬火组织×400
严重过烧组织×400
20
避免过烧的措施
1.掌握不同合金的实际过烧温度 2.严格执行淬火加热工艺规程和准确控制炉温 3.定期检查实际炉温的均匀性和控温仪表的 可靠性
21
常见的热处理缺陷——淬火开裂
水温过低
铸件开裂
水温过高
强度不够
22
常见的热处理缺陷——机械性能不合格
铝锌系 合金
铸造、机械 性能良好
强度、塑性高 ,耐腐蚀,铸
造时易氧化
高温强度高(耐 热),易腐蚀
强度高,易
腐蚀,价格
低
10
热处理工艺
11
铝合金的热处理
热处理工艺一般包括加热、保温、冷却三个过程。
加热:一般都是加热到相变温度以上,以获得高温 组织。
保温:使内外温度一致,保证显微组织转变完全。
冷却:随炉冷、空冷、水冷。
要点:在不过热过烧条件下,T淬高些,保温t 长些。淬火冷却要保证不析出第二相。为了防止 淬火变形开裂,一般采用20~80℃水冷却
时效 工艺
温度:对一定合金,有最佳时效温度. 时间:在一定时效温度下,有最佳时效时间。 方式:单级和多级时效。高强合金常用分级时效
18
常见的热处理缺陷
过烧 淬火变形与开裂 机械性能不合格 腐蚀氧化
铝合金的热处理
2011年8月12日
1
何谓热处理?
图1:热处理曲线示意图
2
热处理的作用
去除铸件的内应力 稳定尺寸 改善机械性能
3
图2:二元合金相图
4
5
固溶体示意图
6
铝合金的一般相图
660
10
0.5
3
7
8
Al-Cu二元合金相图
9
铸造铝合金
铸造 铝合金
铝硅系 合金
铝铜系 合金
铝镁系 合金
14
淬火工艺参数
加热温度:在避免发生过烧的情况下,尽可能提高 加热温度,促使更多的强化相溶入基体。 保温时间:对于含铜及含镁量高的合金,以及砂型 铸造的厚大铸件,应选取较长的淬火加热保温时间。 转移时间:越短越好。
淬火转移时间/s 抗拉强度sh/MPa
屈服强度s0.2/MPa
伸长率δ/%
3
533
503