激光焊接焊缝跟踪
焊缝跟踪

激光视觉焊缝
跟踪系统
敏越科技--机器人智能应用专家,专注于激光视觉系统与工业机器人离线编程软
件产品
标准工业机器人焊接具有高效、灵活的特点,但它只能按照预先教编写的程序沿固定路径运动。
在大规模实际生产中,由于工件民族教育误差、焊接过程热变形、工装不稳定等因素,会导致焊缝轨迹、焊缝特征与实际焊接参数不吻合,从而降低焊接质量甚至导致焊接失败。
敏越科技研发的三维激光视觉焊缝跟踪系统SmartEye系列,能实时检测焊缝位置和焊缝特征,控制引导机器人运动,对事先编好的和路径进行实时误差补偿,降低补烛率。
同时可根据焊缝特征对焊接过程参数进行修正,从而提高工业机器人焊接质量。
传感器可消除定位误差以及由热变形带来的不良影响,降低了焊接
过程中的夹具工装成本,提高了焊接工作站的柔性化水平。
已经广泛应用在汽车制造、船舶、高铁、三轮车、罐体焊接等工业机器焊接领域。
激光视觉传感器
SmartEye系列激光视觉传感器采用了高速CMOS图像芯片+FPGA核心芯片设计方案。
充分展现了高速壮行计算,强稳定性等优势,保证了传感器具有200帧每秒的采集和处理速度,使传感器可以适用于快速焊接领域以及高速扫描测量领域。
激光焊接焊缝跟踪

应用背景
与传统焊接技术相比,激光焊接在焊接质量和效率等各方面都具有明显优势。
由于激光束的光斑直径较小,使得激光束准确对中焊缝成为实现高质量焊接的前提。
因此,准确跟踪焊缝是激光焊接的关键所在。
机器视觉检测是焊缝跟踪的主要方法之一,通过高速视觉传感器拍摄动态熔池图像序列,获取熔池特征参数,分析焊缝路径偏差与熔池特征参数之间的内在规律,建立焊缝路径与激光束偏差实时测量的视觉模型。
然后输出调整量给机器人控制器,控制机械手指引焊枪运行,实现自动跟踪。
应用优势
1、拍摄过程缓慢,可以获取高度清晰的熔池特征参数;
2、可以控制机械手指引焊枪运行,实现自动跟踪。
拍摄效果
科天健已有多款高速相机用于焊缝跟踪项目应用中中,下面介绍两款常用高速相机。
1、德国Optronis的CP80-4-M-500,该相机为Coaxpress接口,全分辨率为1696X1710下可达500fps,开窗分辨率为512X512时可达5000fps,它的这些特点可使拍摄画面更清晰,拍摄过程更缓慢。
图一CP80-4-M-500在5000fps@512X512下的拍摄效果
2、瑞士Photonfocus的MV-D1024E-160,该相机采用Photonfocus的LINLOG技术,动态范围高达120dB;在全分辨率1024*1024分辨率下可达150帧/秒;开窗分辨率256*256时,帧率达到2241帧/秒。
在Linlog功能下能有效抑制强等离子干扰,在焊机电压、电流较小时可直接用相机拍摄,无需光学辅助系统即可得到对比度较好的图像,借助光学辅助手段可得到高清晰的、细节清晰的图像。
图二MV-D1024E-160相机的拍摄效果。
(完整word版)激光焊接机器人焊缝跟踪方法
激光焊接机器人焊缝跟踪控制方法陈智龙120160033摘要:当前激光焊接机器人在实际的工业生产中应用的越来越广泛,在汽车制造业以及其他机器制造业激光焊接机器人在生产中的作用也越来越大。
如何提高焊接机器人的焊缝精度问题以及控制焊缝轨迹已成为激光焊接机器人发展的首要难题。
关键词:激光焊接机器人;焊缝轨迹;控制0引言激光作为焊接和切割的新手段应用于工业制造,具有很大发展潜力。
在国际汽车工业领域,激光加工技术已广泛得到了应用,激光切割与焊接逐渐成为标准的汽车车身生产工艺.国内也已积极推广应用,但目前主要还是以引进成套激光加工设备为主,用于激光钎焊、激光渗透焊、激光对接焊、白车身激光三维切割和激光金属零件表面热处理[1]。
由于成本考虑,有些汽车厂家则直接进口国外激光加工的零部件.为提升我国汽车制造的技术能力,我们应依靠国内技术能力,自主创新,在更广范围和更深层次上,加快激光加工在制造业的应用发展.车身在整车制造中占有重要地位,不仅车身成本占整车的40%~50﹪,而且对汽车安全、节能、环保和快速换型有重要影响。
人口老龄化不断逼近,各制造业工厂着手进行技术改造工程设计,采用了许多工业机器人,以提高生产线的柔性程度为基础,为制造厂家提供了生产产品多样化,更新转型的可能性.以上汽大众汽车车身生产车间为例,机器人能独立完成工件的移动搬运、输送、组装夹紧定位,可完成工件的点焊、弧焊、激光焊、打磨、滚边、涂胶等工作.有的工位上把上件、夹具、工具以机器人为中心布置,以便机器人能完成多个工序,实现多品种、不同批量的生产自动化.采用机器人使焊接生产线更具柔性化、自动化,使多种车身成品可在一条车身装焊生产线上制造,实现多车型混线生产.因此,焊接生产线必须很容易地因产品结构、外形的改变而改变,具有较高的柔性程度[2].由于柔性车身焊接生产线可以适应汽车多品种生产及换型的需要,是汽车车身制造自动化的必然趋势,特别是进入上世纪90年代以后,各大汽车厂家都在考虑车身焊接生产线柔性化。
激光焊缝跟踪系统机器人用技术手册

Meta Vision Systems机器人用激光焊缝跟踪系统技术手册原作者:Jonathan Moore 翻译:Dr. Lin Sanbao (林三宝博士)前言尽管我们在编写这个手册时已经尽了最大努力,但是我们不接受任何由通过使用或者错误使用本手册中的信息,或者可能包含在本手册中的错误,而引发的责任和义务。
本手册所提供的信息只是用于培训的目的。
英文版权所有 © Meta Vision Systems 2000。
中文版版权所有© 中国哈尔滨AWPT-RDC联合实验室所有权力保留,未经允许,不得以任何形式复制本手册或本手册中的任何部分。
联系方式:Meta Vision Systems Ltd.Oakfield HouseOakfield Industrial EstateEynshamOxfordshireOX8 1THUNITED KINGDOMTel: +44 (0) 1865 887900Fax: +44 (0) 1865 887901Email: *******************.uk中国地区:地址:珠海市九洲大道兰埔白石路105号二楼西邮编:519000电话:0756 --- 8509695、8508516、6680610、6602419、6626464传真:0756 --- 8500745联系人:魏占静电邮:*************.cn***************网址:目录1.概述 (3)1.1传感头 (3)1.2控制系统 (3)1.3应用 (3)1.4典型应用 (4)1.5焊缝类型 (4)2.传感器 (9)2.1激光的安全性 (9)2.2规格 (9)2.3MT 产品系列的规格 (11)2.4传感器的物理规格 (12)2.5焊缝的特征尺寸 (12)3.控制系统 (14)3.1MTF – Finder(MTF 定位控制系统) (14)3.2MTR (15)3.3MTR Integrated(集成型MTR系统) (16)3.4MTX-HS (16)4.软件的主要特征 (18)4.1焊缝定义 (18)4.2间隙测量 (18)4.3真实路径(True Path) (18)4.4搜索 (18)4.5体积&高度错边测量 (19)4.6交替式激光器 (19)4.7示教跟踪(Teach Track) (20)5.配置和可选项 (21)5.1应用概述 (21)5.2硬件和软件可选项 (22)1. 概述Laser Pilot产品系列被设计用于为机器人应用提供导引技术的解决方案。
一种适合焊接专机的激光焊缝跟踪应用

at ev i cnl yw sue oaq i ei aeo i r l.T evs n cnrlrpoesdteiaeadrcgi dtejit cv io t h o g a sdt c u et m g fon po e h i o o t l rcs g n eonz h n i sne o r h j t f i i oe e h m e o
褚东 志 , 陈志 翔
( 京工业 大 学 机械工 程 与应用 电子技 术学 院 , 北 北京 10 2 ) 0 14
摘要 : 为确保焊接过程 中焊枪始终沿焊缝运动 , 提升焊接质量 , 采用 基于主动 视觉传感技术 的新一代激光 , 由传感器控制柜按在 P c界面上选定的算法进 行图像 处理与特征 识别 , 提取 焊缝 跟踪点 的位置 坐标 , 并根 据标定 的参 考位置和预设的 比例关系转化为模 拟电压量输 出 , 进而驱动十字滑台上 的伺 服电机带动焊枪做 出相应 的纠偏 动作。可编程逻辑控
CHU Do g z i n —h ,CHEN h - in Z ix a g
( o eeo ca i l nier g& A p e l t nc eh ooy C l g f l Meh nc g ei aE n n p l dEe r is cn l , i co T g B in nvr t o eh o g ,B in 0 14 h a e igU i sy f c nly j e i T o e ig10 2 ,C i ) j n
基于激光视觉的焊缝跟踪系统方案
基于激光视觉的焊缝跟踪系统一、焊缝自动跟踪系统构成基于激光视觉传感,具有主动性、非接触、能获取物体的三维信息、灵敏度精度高、抗电磁场干扰能力强等优点,被认为是焊缝检测的主要发展方向。
线激光法是一种直接获取深度图像的方法,它可以获取焊缝的二维半信息。
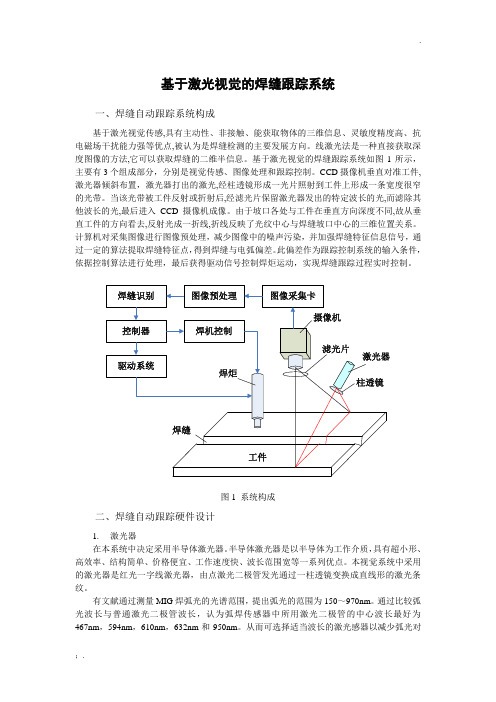
基于激光视觉的焊缝跟踪系统如图1所示,主要有3个组成部分,分别是视觉传感、图像处理和跟踪控制。
CCD摄像机垂直对准工件,激光器倾斜布置,激光器打出的激光,经柱透镜形成一光片照射到工件上形成一条宽度很窄的光带。
当该光带被工件反射或折射后,经滤光片保留激光器发出的特定波长的光,而滤除其他波长的光,最后进入CCD摄像机成像。
由于坡口各处与工件在垂直方向深度不同,故从垂直工件的方向看去,反射光成一折线,折线反映了光纹中心与焊缝坡口中心的三维位置关系。
计算机对采集图像进行图像预处理,减少图像中的噪声污染,并加强焊缝特征信息信号,通过一定的算法提取焊缝特征点,得到焊缝与电弧偏差。
此偏差作为跟踪控制系统的输入条件,依据控制算法进行处理,最后获得驱动信号控制焊炬运动,实现焊缝跟踪过程实时控制。
图1 系统构成二、焊缝自动跟踪硬件设计1.激光器在本系统中决定采用半导体激光器。
半导体激光器是以半导体为工作介质,具有超小形、高效率、结构简单、价格便宜、工作速度快、波长范围宽等一系列优点。
本视觉系统中采用的激光器是红光一字线激光器,由点激光二极管发光通过一柱透镜变换成直线形的激光条纹。
有文献通过测量MIG焊弧光的光谱范围,提出弧光的范围为150~970nm。
通过比较弧光波长与普通激光二极管波长,认为弧焊传感器中所用激光二极管的中心波长最好为467nm,594nm,610nm,632nm和950nm。
从而可选择适当波长的激光感器以减少弧光对激光的干扰。
参考多篇文献,本系统选用弧光干扰最小中心波长650 nm的条形半导体激光器。
2.摄像头CCD和滤光片本系统采用面阵型CCD工业摄像头,主要考虑其性能稳定,工作可靠的特点,要求CCD 尺寸1/3",帧率25fps以上。
基于激光视觉的焊缝跟踪系统的研究的开题报告

基于激光视觉的焊缝跟踪系统的研究的开题报告
一、选题的背景和意义
随着工业自动化程度的不断提高,焊接工艺的自动化也越来越受到人们的重视。
对于焊接工艺来说,焊缝的质量是决定焊接效果的关键因素之一。
因此,在焊接过程中能够实时跟踪焊缝的位置和形状,对保证焊缝的质量至关重要。
传统的焊缝跟踪方法主要是通过感应器或摄像机来实现,但这种方法存在误差较大、精度不高等问题。
而基于激光视觉的焊缝跟踪系统,则能够解决这些问题,因此具有广泛的应用前景。
二、研究的目的和内容
本次研究旨在设计一种基于激光视觉的焊缝跟踪系统,通过激光投射线来实时监测焊接过程中焊缝的位置和形状。
具体研究内容包括:
1. 激光视觉技术的基本原理研究;
2. 激光投射线的设计、构建及其与摄像机、计算机等组件的整合;
3. 焊接过程中焊缝跟踪算法的研究和实现;
4. 实验验证和结果分析。
三、研究的方法和步骤
本次研究采用文献资料法、理论分析法和实验验证法。
具体步骤如下:
1. 理论分析激光视觉跟踪技术的基本原理和应用场景;
2. 设计和构建激光投射线、摄像机等硬件设备,并进行组件整合;
3. 研究并实现焊缝跟踪算法;
4. 进行实验验证,并对实验结果进行分析。
四、预期成果和意义
本次研究预期将设计出一种基于激光视觉的焊缝跟踪系统,并验证其在焊接过程中的有效性。
该系统具有以下意义:
1. 提高焊缝跟踪的精度和稳定性,减小人为干扰因素对焊缝质量的影响;
2. 实现焊缝自动跟踪,提高生产效率和工作效率;
3. 推动焊接工艺的自动化进程,提高工业制造的智能化水平。
基于激光视觉传感器的机器人实时焊缝跟踪方法

第51卷 第4期 激光与红外Vol.51,No.4 2021年4月 LASER & INFRAREDApril,2021 文章编号:1001 5078(2021)04 0421 07·激光应用技术·基于激光视觉传感器的机器人实时焊缝跟踪方法陈新禹,张庆新,朱琳琳,胡 为(沈阳航空航天大学自动化学院,辽宁沈阳110136)摘 要:为实现变姿态焊接过程的实时焊缝跟踪,提出基于机器人坐标系下绝对焊缝轨迹的实时跟踪算法。
将线式激光传感器安装在机器人的法兰盘上,且位于焊枪运行的前方。
焊接过程中,激光传感器连续采集焊缝位置信息,并结合手眼标定矩阵以及机器人实时姿态,将传感器采集的焊缝坐标转换到机器人基础坐标系下,从而形成空间绝对焊缝轨迹;再根据焊枪的当前位置与焊缝的空间绝对轨迹生成位置偏差。
为了提高计算精度,提出采用三次非均匀有理B样条进行数据插值和检索;最后,将位置偏差变换到焊枪工具坐标系下进行实时修正。
实验结果表明:该跟踪算法能够实现焊接机器人针对变姿态焊接过程的连续跟踪,跟踪过程平滑光顺,跟踪整体精度优于0 5mm。
基本满足焊缝实时跟踪应用的一般要求。
关键词:焊缝跟踪;实时跟踪;样条插值;激光传感器;焊接机器人中图分类号:TP242 2 文献标识码:A DOI:10.3969/j.issn.1001 5078.2021.04.004ThemethodofrealtimeseamtrackingforroboticweldingsystembasedonlaservisionsensorCHENXin yu,ZHANGQing xin,ZHULin lin,HUWei(SchoolofAutomation,ShenyangAerospaceUniversity,Shenyang110136,China)Abstract:Inordertorealizereal timeseamtrackingwhilechangingweldingtorch′sgesture,anoveltrackingstrategybasedonabsoluteseamtrajectoryisproposed Thelinestructuredlasersensorismountedontheflangeofrobotinthefrontoftheweldingtorch Duringtheweldingprocess,thelasersensorcontinuouslycollectstheseampositioninsensorcoordinatesystem Usinghand eyematrixandrobotpositionandgesturematrix,thehomogeneouscoordinatevaluecanbetransformedfromsensorcoordinatesystemintorobotbasecoordinatesystem,whichformedtheabsoluteseamtrajectory;thepositiondeviationcanbecomputedaccordingtothecurrentpositionoftheweldingtorchandtheabsoluteseamtrajectory Inordertoimprovetheaccuracyofthecalculation,amethodofinterpolationbasedoncubicnonuniformrationalB splinesisaddressed;finally,thepositiondeviationistransformedtothecoordinatesystemofweldingtorchtoolforreal timepositioncorrection Theexperimentalresultsshowthatthenovelstrategycanrealizethecontinuoussmoothlytrackingwhilechangingtorch′sgestureinweldingprocess,anditstrackingerrorisbetterthan0 5mmwhichsatisfiestherequirementsofautomaticweldingKeywords:seamtracking;real timetracking;splineinterpolation;lasersensor;weldingrobot基金项目:国家自然科学基金项目(No.61503256);辽宁省自然科学基金联合基金项目(No.2015020061)资助。
英国META激光焊缝系列产品介绍

英国META 公司激光焊缝跟踪系列产品介绍一、 激光焊缝跟踪技术的基本原理1.1 三角测量原理激光焊缝跟踪技术基于三角测量原理,如图2所示。
三角测量是一种提取几何信息的方法,有很多应用领域。
焊接激光传感器中通常使用一个半导体激光光源结合图像采集器件,来生成焊接接头的一系列三维截面图像。
三角测量法最大的优点是其仅仅提供了接头的几何信息,亦即物体的真实三维截面信息。
在理论上不受工件的表面状态影响,如表面光照变化或者表面上标记等。
但实际上物体的表面反射会对图像信号有一定的影响,需要一些特殊的技术来克服反射噪声的影响。
三角测量法的另一个优点是易于从设计上克服环境光照的影响,这在明弧环境下尤为重要。
强烈的电弧光会对普通的机器视觉系统产生严重的干扰。
图2 示意了用点状激光测量距工件表面距离的原理。
若要测量整个焊接接头的轮廓,需要沿着接头横向测量一系列连续的距离信息,从而形成三维截面轮廓。
这可以通过以下两种方式来实现:(1) 采用激光条纹投影到接头上,并用二维面阵CCD 获取激光条纹的图像。
我们称其为条纹式传感器。
(2) 沿着接头横向做一维点状激光扫描。
我们称其为扫描式传感器。
n e a rs u r f a c e f a rs u r f a c e i m a g ep o s i t i o n i s a f u n c t i o n l a s e r s e n s o r l a s e r d i s t a n c e a c t u a ld i s t a n ce of c a m e ra i m a g e p o s i t i o n图2 三角测量原理 二、产品系列:2.1 条纹式传感器顾名思义,其原理是采用激光条纹垂直投射到焊接接头上。
条纹的形状因受焊接接头形状影响而产生变形。
变形了的条纹图像被与激光器呈一定角度的二维CCD 或者CMOS 摄像机采集到计算机中进行信号处理。
焊接自动化智能化的关键-焊缝的查找、自动跟踪寻位引导-激光焊缝跟踪传感器

焊接自动化、智能化的关键问题是焊缝的自动查找、自动跟踪寻位-焊缝跟踪传感1.焊接行业发展趋势焊接行业是关乎工业制造生产与维护服务的核心行业之一,是大型安装工程建设期间的一项关键工作,其进度直接影响到计划的工期,其质量的好坏直接影响到工程的安全运行和使用寿命,其效率的高低直接影响工程的建造周期和建造成本。
为了减少人为因素对焊接质量的影响、提高生产效率就需要使焊接过程更加自动化和智能化,这也是焊接行业发展的必然趋势。
焊接自动化、智能化的关键问题是焊缝的自动查找、自动跟踪,苏州博智慧达自主研发的3D激光焊缝跟踪系统可以轻松获取焊缝位置、焊缝偏转角度、焊缝宽度、高度、深度等信息,并支持市面上大部分机器人品牌的数据通讯,如FANUC、ABB、KUKA、安川、川崎等。
将数据实时反馈至上位机,已达到最佳工艺控制要求。
焊缝自动跟踪系统的作用是精确检测出焊缝的位置和形状信息并传递给焊枪(机器人)控制系统,控制系统根据检测结果调整焊枪位置,从而实现焊缝自动跟踪。
2.工作原理激光焊缝跟踪传感器采用激光三角反射式原理,即激光束被放大形成一条激光线投射到被测物体表面上,反射光透过高质量光学系统,被投射到成像矩阵上,经过计算得到传感器到被测表面的距离(Z轴)和沿着激光线的位置信息(X轴)。
移动被测物体或轮廓仪探头,就可以得到一组三维测量值。
所获得的信息可用于焊缝搜索定位、焊缝跟踪、自适应焊接参数控制、焊缝成形检测并将信息实时传递到机械手单元,完成各种复杂焊接,避免焊接质量偏差,实现无人化焊接。
传感器通过复杂的程序算法完成对常见焊缝的在线实时检测。
对于检测范围、检测能力以及针对焊接过程中的常见问题都有相应的功能设置。
设备通过计算检测到的焊缝与焊枪之间的偏差,输出偏差数据,由运动执行机构实时纠正偏差,精确引导焊枪自动焊接,从而实现对焊接过程中焊缝的智能实时跟踪。
支持多种焊接类型3.激光焊缝跟踪系统的优点1.整套软件系统采用自主技术,无版权风险,具有开源的软件架构,用户可自行添加通讯协议与各种机器人进行配合。
激光 焊缝跟踪原理

激光焊缝跟踪原理今天咱们来唠唠激光焊缝跟踪这个超酷的事儿。
你想啊,在焊接的时候,那焊缝就像一条小路,焊接设备得沿着它稳稳地走才能焊得漂亮。
激光焊缝跟踪呢,就像是给焊接设备装上了一双超级敏锐的眼睛。
激光是咋发挥作用的呢?这激光就像一个超级小的手电筒,它发出的光直直地照到焊缝上。
这个光打在焊缝上会有不同的反应哦。
比如说,如果焊缝是平的,那激光反射回来的光的强度、形状啥的就和焊缝有起伏的时候不一样。
就好像你在平地上走路和在坑坑洼洼的路上走路感觉不同一样。
激光照到焊缝上,会产生一些光学信号,这些信号就像是焊缝给激光的小暗号,告诉它自己长啥样。
那设备怎么理解这些暗号呢?这里面就有很厉害的传感器啦。
传感器就像是一个翻译官,它把激光反射回来的光学信号转化成电信号。
这个过程就像是把一种神秘的外星语言(光学信号)转化成我们能懂的地球话(电信号)。
然后呢,这个电信号就可以被焊接设备的控制系统给接收啦。
焊接设备的控制系统可是个聪明的小脑袋瓜。
它拿到传感器翻译好的电信号后,就开始分析啦。
它能算出焊缝的位置、形状还有宽度啥的。
这就好比你眼睛看到前面的路是弯的还是直的,有多宽,然后你的大脑就会指挥你的脚该怎么迈出去。
控制系统也是这样,它根据焊缝的情况,指挥焊接的头准确地对准焊缝,然后按照合适的速度和角度进行焊接。
你知道吗?激光焊缝跟踪还有一个很贴心的地方呢。
在焊接的过程中,要是因为一些意外情况,比如说工件有点小晃动啦,或者是焊接过程中的热变形啦,焊缝的位置变了一点点,激光焊缝跟踪系统也能很快发现。
就像你在路上走着走着,突然有个小石子把路弄歪了一点,你的眼睛能马上看到,然后调整脚步。
激光焊缝跟踪系统也会迅速调整焊接头的位置,保证焊接的质量始终杠杠的。
而且哦,激光焊缝跟踪系统还可以适应不同的焊接场景。
不管是焊接那种又长又直的大钢板,还是那种弯弯绕绕的复杂形状的工件,它都能搞定。
就像一个万能的小助手,不管是简单的任务还是复杂的任务,它都能愉快地接受并且出色地完成。
自动焊焊缝追踪精度提升方法论述

自动焊焊缝追踪精度提升方法论述摘要:焊接自动化具有提高生产效率,优化产品质量,改善劳动条件等优点而被企业广泛应用。
其核心技术就是通过激光焊缝追踪装置对焊接坡口进行追踪,建立闭环反馈系统。
在激光追踪装置识别坡口路径时,由于外界环境干扰导致焊接轨迹出现跑偏情况产生。
本文针对车间现场实际生产的情况,通过创新方法理论手段对该问题进行原因分析、求解并提出可行性意见,从合理化、经济化、适用性的角度来解决该问题的产生。
关键词:焊接自动化激光追踪装置焊接轨迹随着智能制造浪潮的兴起,老牌制造企业也逐渐开始从原始机械到智能机械进行过渡。
焊接自动化是焊接生产的“智能”体现,也是保证焊接质量、提高作业效率的重要手段。
焊接自动化主要装置就是利用焊缝追踪系统对焊缝路径进行实施规划,从而完成焊接工作,该系统一般有传感器、控制器和执行机构三大部分组成。
根据传感器进行分类可以分为接触式传感器焊缝追踪装置和非接触式传感器焊缝追踪装置。
接触式传感器结构简单,成本低,但其灵敏度不高,扫描范围小,与工件接触的接头容易受到磨损。
非接触式传感器焊缝追踪装置可分为电磁感应式传感器焊缝追踪装置、视觉传感器焊缝追踪装置、电弧传感器焊缝追踪装置等,它们具有自动化匹配程度高、灵敏度好等特点。
一个优秀的焊缝追踪装置,它应该具有以下特点:传感器灵敏,系统具有实时性;控制器功能强,成本低,能进行多自由度运动控制;执行机构结构简单,轻便运动灵活。
一、激光焊缝跟踪原理激光焊缝跟踪研究开始于20世界80年代初。
1985年保加利亚的kov提出了用模糊模型来描述弧焊过程的不确定性,同时利用激光传感器用模糊控制推理对示教机器人的运动进行预测和控制,进而实现焊缝追踪。
1989年日本的S.Mursaami利用电弧传感弧焊机器人焊缝跟踪的模糊控制,该控制系统根据焊枪的振幅位置同焊丝与工件的距离关系判断焊点的水平和垂直位移,并在强烈的弧光、高温、烟尘的条件下,利用模糊滤波器和模糊控制器来设计焊缝跟踪控制系统,取得了较好效果。
焊缝跟踪系统
焊缝跟踪系统简介焊缝跟踪系统是一种自动化设备,用于跟踪焊缝的位置,控制焊接机器人或激光焊接机的运动,保证焊接质量,提高焊接效率。
该系统常用于汽车工业、航空航天工业等领域。
功能焊缝跟踪系统可以自动识别焊缝位置和形状,实现焊接轨迹的自动规划和控制,避免人为因素对焊接质量的影响。
常见的焊缝跟踪系统有激光焊接跟踪系统和焊接机器人跟踪系统。
激光焊接跟踪系统激光焊接跟踪系统是利用两个激光发射器形成的光线在焊缝上形成一条光线。
通过摄像机识别光线,并计算出光线与焊缝的距离和角度,并将这些数据输入到焊接控制系统中,从而控制激光焊接机在焊接过程中自动调整焊缝位置。
焊接机器人跟踪系统焊接机器人跟踪系统是基于视觉传感器实现的。
该系统通过视觉传感器获取焊接工件信息,如焊缝位置、高度和宽度等,从而我们可以预先设置焊接机器人的轨迹和焊接参数,达到自动焊接的目的。
该系统在焊接不规则形状的焊缝时具有很大的灵活性和自适应性。
其他特点除了基本的焊缝跟踪和控制功能外,还有许多其他特点和增强功能。
自适应焊缝跟踪系统可以根据不同的焊接工件形状和位置进行自适应调节,提高焊接质量和效率。
精度高焊缝跟踪系统采用高精度传感器,可以实现焊缝位置的精确测量和控制,提高焊接的稳定性和一致性。
交互性现代的焊缝跟踪系统配备了用户友好的交互界面,可以通过触摸屏等方式轻松地进行设备配置和操作。
应用领域焊缝跟踪系统可以应用于以下领域:•汽车制造业:焊接汽车车身和底盘。
•航空航天工业:焊接飞机结构和部件。
•电子制造业:焊接电子元器件。
•其他:如船舶制造、建筑结构等。
发展趋势随着焊接技术的进步和产业的发展,焊缝跟踪系统也在不断地发展和进化。
目前,焊缝跟踪系统正向更高的自动化、智能化和高精度发展。
未来,该技术将应用于更多的领域,并为生产效率与品质提供新的保障。
激光跟踪自动焊接设备的原理

激光跟踪自动焊接设备的原理
激光跟踪自动焊接系统集激光焊接与机器视觉跟踪技术于一体,实现了焊接过程的自动化。
其构成和工作原理可概括为:
1. 激光焊接部件
它由激光器、聚焦镜、校准系统等组成,可以输出高功率密集激光进行焊接。
焊接时通过聚焦镜调节焦点位置。
2. 机器视觉跟踪系统
它包含图像采集设备、图像处理单元、跟踪算法模块等。
可以实时捕捉焊缝图像,经处理后计算焊缝的空间位置信息。
3. 运动控制系统
它将图像处理系统输出的焊缝位置信息与预设的焊接轨迹进行比较,计算偏差并控制工作台移动,使焊炉保持在焊缝上方准确跟踪。
4. 计算机集成控制
计算机统筹各个子系统,根据焊接工艺参数发出控制指令,实现对整个系统的协调
运作。
工作时,焊工预先编辑焊接轨迹程序输入计算机,放置好焊接工件后启动系统。
视觉系统实时反馈焊缝位置,控制系统驱动工作台移动,使激光焊炉精准跟随焊缝运动。
计算机监控系统状态,精确控制激光输出参数,完成高质量的自动焊接作业。
这种闭环控制的自动激光焊接系统,精度高、灵活性强,可以实现多种复杂零件的焊接自动化,大幅提高了焊接效率和质量。
它结合了先进的激光焊接技术、精密机械系统、现代光电传感与数字控制技术,代表了现代工业自动化技术发展方向。
激光跟踪焊接样本程序
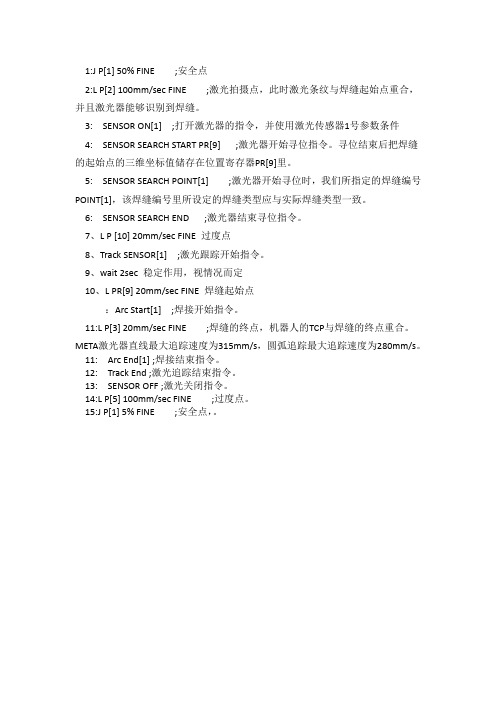
1:J P[1] 50% FINE ;安全点
2:L P[2] 100mm/sec FINE ;激光拍摄点,此时激光条纹与焊缝起始点重合,并且激光器能够识别到焊缝。
3: SENSOR ON[1] ;打开激光器的指令,并使用激光传感器1号参数条件
4: SENSOR SEARCH START PR[9] ;激光器开始寻位指令。
寻位结束后把焊缝的起始点的三维坐标值储存在位置寄存器PR[9]里。
5: SENSOR SEARCH POINT[1] ;激光器开始寻位时,我们所指定的焊缝编号POINT[1],该焊缝编号里所设定的焊缝类型应与实际焊缝类型一致。
6: SENSOR SEARCH END ;激光器结束寻位指令。
7、L P [10] 20mm/sec FINE 过度点
8、Track SENSOR[1] ;激光跟踪开始指令。
9、wait 2sec 稳定作用,视情况而定
10、L PR[9] 20mm/sec FINE 焊缝起始点
:Arc Start[1] ;焊接开始指令。
11:L P[3] 20mm/sec FINE ;焊缝的终点,机器人的TCP与焊缝的终点重合。
META激光器直线最大追踪速度为315mm/s,圆弧追踪最大追踪速度为280mm/s。
11: Arc End[1] ;焊接结束指令。
12: Track End ;激光追踪结束指令。
13: SENSOR OFF ;激光关闭指令。
14:L P[5] 100mm/sec FINE ;过度点。
15:J P[1] 5% FINE ;安全点,。
最新HD6-0050W系列智能激光焊缝跟踪器-激光焊缝跟踪系统

最新HD6-0050W系列智能激光焊缝跟踪器-激光焊缝跟踪系统最新HD6-0050W系列智能激光焊缝跟踪器-激光焊缝跟踪系统HD6-0050W是一款焊接领域专用传感器,紧凑集成了激光器与高分辨率光学成像系统,配以高防护等级外壳,适合严酷的应用场景。
由于焊接类型非常多,每种焊接类型都有自己的特殊性,因此HD6-0050W采取开源的软件架构:用户根据传感器得到的XZ轮廓数据,只需要软件开发人员即可进行二次开发,实现各种焊缝跟踪及焊接质量检测应用。
相对国外固定算法的焊接传感器,具有更高的灵活性。
为了支持开源架构,传感器附有二次软件开发包,配以开源的应用程序源代码作为应用参考,可以在此基础上快速开发自己需要的应用。
由于软件的开源性,为了配合不同机器人,客户可自行添加任何通讯协议。
•每轮廓最大1280点•0.02mm测量分辨率•100 轮廓/秒最高采样频率•千兆以太网数据传输•IP67级外壳焊接类型——1.V 型焊接寻找左右两个边缘斜面,并求取斜面与上平面的交叉点,得到焊枪头部位置。
3.阶梯焊接寻找上表面、下表面两个平面,并求取两个表面的阶跃位置,得到焊枪头部位置。
2.左边焊接/右边焊接寻找左边(右边)缘斜面,并求取斜面与上平面的交叉点,得到焊枪头部位置。
适合无对称坡口焊接。
4.最低点焊接将焊缝最低点作为X方向,将焊缝上表面作为Y方向。
适合不规则坡口焊接。
性能指标——型号HD6-0050W工作距离范围(mm)240±60工作视场宽度(mm)60工作距离分辨率(mm)0.05工作视场宽度分辨率(mm)0.06X轴像素点1280最高采样频率50 Hz激光光源蓝色半导体激光器激光波长405nm激光等级2类激光器外壳防护等级IP67环境温度0至+45℃相对湿度20至85%(无冷凝)外形尺寸(mm)120(长)×150(高)×54(厚)材料铝重量约0.5Kg系统构成——尺寸——案例分析焊接行业- 焊缝跟踪系统基于传感器:HD6-0050测量优势:传感器具有保护镜片,坚固耐用可检测V型焊缝,平面焊缝等常规焊缝,可接受特殊要求的焊缝软件定制。
激光焊缝跟踪系统在汽车薄板机器人GTAW中的应用
激 光 焊 缝 跟 踪 系 统 在 汽 车 薄 板 机 器 人 GT AW 中 的 应 用
上 海 通 用 汽 车 有 限 公 司( 0 2 6 2 10 ) 上 海 交通 大学 焊接 工 程研 究所 ( 0 2 0 204 )
摘要
李 林
妍 涛 陈华 斌
根据不锈钢薄板卷边对接焊缝 的特点 , 设计 了一 种具有 可靠性 高 、 能够在工 业现 场长期 应用 的机器人
关键 词 : 机 器 人 焊 接 中 图分 类 号 : T 4 9 G O 激 光传 感器 焊 缝跟 踪
0 前
言
影 响 其外 观质 量 和 性 能 , 于 薄 板 件 刚 度 较 差 , 前 由 对 期 装 配 和后 续 焊 接 精 度 要 求 非 常 高 。机 器 人 焊 接 可 以优 化 焊 接 质 量 、 高 生 产 效 率 、 善 劳 动 条 件 ¨ 。 提 改 目前 , 接 机 器 人 多数 都 是 “ 教 一再 现 ” 机 器 人 , 焊 示 型 能够 精确 地 按 照示 教 轨 迹 进 行 焊 接 , 是 由于 工 件 的 但
章
跃, 周广宏. V i1 P D NA 化合物涂层 的滑动磨损特性 研
究 [] J .机械工程材料 ,0 12 (2 :9—3 . 2 0 ,5 1 ) 2 1
的滑动磨 损性 能起 主 导作 用 , i1 8/ 0涂 层 的滑 动 NA — 0 2
磨损 性 能 明显 优 于 NA — 5 0 i1 9 / 5涂层 。 参 考 文 献
周 文 龙 , 建 亭 , 士 宏 . 铝 金 属 间 化 合 物 磨 损 研 究 进 郭 张 镍
( )由于 两 种涂 层 的 主要 物 相 组 成 不 同 , 致 了 2 导 NA — 5 0 i1 9 / 5涂 层 和 N A —8 / 0涂 层具 有不 同的显微 i1 0 2 硬度 , 别为 2 9HV和 3 2 H 分 1 1 V。
基于改进TLD算法的激光视觉传感型焊缝跟踪

第45卷 第3期2021年5月激 光 技 术LASERTECHNOLOGYVol.45,No.3May,2021 文章编号:1001 3806(2021)03 0292 06基于改进TLD算法的激光视觉传感型焊缝跟踪杜健准1,高向东1,黎扬进1,肖小亭1,孙友松1,卢新钊2(1.广东工业大学广东省焊接工程技术研究中心,广州510006;2.广东精泰人防工程有限公司,肇庆526238)摘要:为了解决基于线激光视觉传感的焊缝中心位置定位精度不高的问题,采用了一种基于改进跟踪 学习 检测(TLD)算法的焊缝跟踪方法。
由激光视觉传感器实时获取焊缝图像,采用将跟踪器与检测器结合的TLD算法实时跟踪焊缝特征点,同时通过在线学习机制更新分类器参量。
在此基础上对激光条纹图像截取感兴趣区域,大幅减少检测器的搜索区域;根据激光条纹光强分布特性,结合纠偏方向选取跟踪器有效特征点,以此提高算法效率,对不锈钢板V型焊缝和搭接焊缝进行跟踪试验。
结果表明,跟踪与检测可实现共同定位焊缝中心位置,其融合的焊缝跟踪方法能够准确地提取焊缝特征点,两种焊缝跟踪平均绝对误差分别为0.062mm和0.052mm。
此方法为提高焊缝跟踪精度提供了依据。
关键词:图像处理;焊缝跟踪;跟踪 学习 检测算法;激光视觉中图分类号:TN249;TG409 文献标志码:A doi:10 7510/jgjs issn 1001 3806 2021 03 004AlaservisionsensingmethodforseamtrackingbasedonanimprovedTLDalgorithmDUJianzhun1,GAOXiangdong1,LIYangjin1,XIAOXiaoting1,SUNYousong1,LUXinzhao2(1.GuangdongProvincialWeldingEngineeringTechnologyResearchCenter,GuangdongUniversityofTechnology,Guangzhou510006,China;2.GuangdongJingtaiCivilAirDefenseProjectsCo.Ltd.,Zhaoqing526238,China)Abstract:Inordertosolvetheproblemoflowpositioningaccuracyoftheweldseamcenterbasedonlinelaservisionsensing,aseamtrackingmethodbasedonanimprovedtracking learning detection(TLD)algorithmwasadopted.Theweldimageswereacquiredinrealtimeduringtheweldseamtracking.TheTLDalgorithmcombiningthetracker(tracking)andthedetector(detection)wasadoptedtotrackweldfeaturepointsinrealtimeandtheonlinelearningmechanism(learning)wasadoptedtoupdatetheclassifierparameters,soastoimprovetheaccuracyofseamtracking.Onthisbasis,theregionofinterest(ROI)wasinterceptedfromthelaserstripeimages,whichgreatlyreducedthedetector’ssearcharea.Theeffectivefeaturepointsofthetrackerwereselectedtoimprovetheefficiencyofthealgorithmaccordingtothecharacteristicsofthelightintensitydistributionofthelaserstripeincombinationwiththerectifyingdirection.TheV shapedweldandthelappedweldofthestainlesssteelplateweretracked.Theresultsindicatethatthelocationoftheseamcentercanbeachievedbytrackinganddetectingandthefusionweldtrackingmethodcanaccuratelyextractweldfeaturepoints.Themeanabsolutetrackingerrorsofbothweldseamswere0.062mmand0.052mm.Thismethodprovidesthebasisforimprovingtheaccuracyofweldseamtracking.Keywords:imageprocessing;seamtracking;TLDalgorithm;laservision 基金项目:国家自然科学基金资助项目(51675104);广州市科技计划资助项目(202002020068);广东省教育厅创新团队资助项目(2017KCXTD010)作者简介:杜健准(1994 ),男,硕士研究生,主要从事焊接自动化方面的研究。
激光焊缝跟踪器原理

激光焊缝跟踪器原理咱今儿就来唠唠这激光焊缝跟踪器的原理,您可别小瞧这玩意儿,它在咱工业生产里头,那可是起着大作用嘞。
我记得头一回见这激光焊缝跟踪器,那还是在一家工厂里头。
那工厂啊,机器轰鸣的,工人师傅们都在各自的岗位上忙活着。
我就瞅见一个不大的设备,模样挺精致的,那就是激光焊缝跟踪器啦。
这激光焊缝跟踪器啊,它的原理简单来说,就是利用激光这玩意儿。
您想啊,激光那可是又亮又直的一束光,就跟一条特别听话的线似的。
它通过一个发射器,把激光打到要焊接的地方。
就好比一个探照灯,专门去照那些焊缝。
当激光打到焊缝上的时候,会产生一些反射光。
这反射光啊,就像是给跟踪器传递消息的小信使。
跟踪器里头有一些特别灵敏的传感器,就等着接收这些反射光呢。
这些传感器啊,就跟站岗的士兵似的,眼睛瞪得可大啦,一点儿都不敢马虎。
咱打个比方啊,假如说这焊缝走得歪歪扭扭的,就像一个喝醉了酒的人,走路不稳当。
那激光照上去,反射光回来的角度和位置就会跟正常的不一样。
传感器接收到这些不一样的信号之后,就会赶紧给控制系统报信儿。
这控制系统啊,就好比是一个指挥官。
它一接到消息,就会根据传感器传来的情报,指挥焊接设备做出调整。
比如说,让焊接头往左一点儿或者往右一点儿,就跟给一个迷路的小孩指引方向似的,让它能准确地沿着焊缝走。
有一回,我跟一个老工人师傅聊天。
我就问他:“师傅,这激光焊缝跟踪器要是出了毛病,那可咋整啊?”那师傅就笑了笑,脸上的皱纹都挤到一块儿了,他说:“嘿,这玩意儿一般很少出毛病。
不过要是真出了问题,那咱就得像给病人看病一样,仔细检查检查,看看是激光发射器出问题了,还是传感器不灵了,找到病根儿,对症下药,准能修好。
”这激光焊缝跟踪器的原理啊,虽然听起来好像挺复杂的,但是您要是明白了,就会觉得还挺有意思的。
它就像一个特别聪明的小助手,能帮着工人师傅们把焊接的活儿干得又好又快,真不愧是工业生产里头的一个好帮手嘞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用背景
与传统焊接技术相比,激光焊接在焊接质量和效率等各方面都具有明显优势。
由于激光束的光斑直径较小,使得激光束准确对中焊缝成为实现高质量焊接的前提。
因此,准确跟踪焊缝是激光焊接的关键所在。
机器视觉检测是焊缝跟踪的主要方法之一,通过高速视觉传感器拍摄动态熔池图像序列,获取熔池特征参数,分析焊缝路径偏差与熔池特征参数之间的内在规律,建立焊缝路径与激光束偏差实时测量的视觉模型。
然后输出调整量给机器人控制器,控制机械手指引焊枪运行,实现自动跟踪。
应用优势
1、拍摄过程缓慢,可以获取高度清晰的熔池特征参数;
2、可以控制机械手指引焊枪运行,实现自动跟踪。
拍摄效果
科天健已有多款高速相机用于焊缝跟踪项目应用中中,下面介绍两款常用高速相机。
1、德国Optronis的CP80-4-M-500,该相机为Coaxpress接口,全分辨率为1696X1710下可达500fps,开窗分辨率为512X512时可达5000fps,它的这些特点可使拍摄画面更清晰,拍摄过程更缓慢。
图一CP80-4-M-500在5000fps@512X512下的拍摄效果
2、瑞士Photonfocus的MV-D1024E-160,该相机采用Photonfocus的LINLOG技术,动态范围高达120dB;在全分辨率1024*1024分辨率下可达150帧/秒;开窗分辨率256*256时,帧率达到2241帧/秒。
在Linlog功能下能有效抑制强等离子干扰,在焊机电压、电流较小时可直接用相机拍摄,无需光学辅助系统即可得到对比度较好的图像,借助光学辅助手段可得到高清晰的、细节清晰的图像。
图二MV-D1024E-160相机的拍摄效果。