Cimatron E在注塑模具设计与数控加工编程中的应用
Cimatron_E模具设计的特点和优势

• 我是江苏常州武进人,今年62岁,1981年毕业于 江苏大学。我从1969年开始学习模具技术,至今 已经有42年,我的模具设计的导师是西安交大的 王产根老师,我的模具制造的师傅是上海的陈长 青老师。我曾经在1984年创办了中国第一家私营 的模具设计公司,当时颇具规模。后来也担任过 多家国内外大型模具企业的总设计师。40多年了, 成功的经验谈不上,经历的“战役”确实很多, 网上所说,查老师设计过一万多套模具,这个确 实是真的,事实上一帆风顺的情况很少,遭遇的 挫折却是不计其数。
• 第一点,Cimatron E比较容易学会,原因 很简单,就是软件操作简单、看东西直观, 对于构思模具结构有极大的帮助。我本来 就是个做模具的师傅,我用Cimatron E来 设计模具时,就好像是在模具装配平台上 实际做模一样,只是在电脑里,那些不满 意的零件可以随心所欲地更换和变化形状。 Cimatron E庞大的零件库使得我非常方便 地选择最合适的模具配件。可以说,一个 有经验的模具设计师,掌握了Cimatron E, 用一句成语来形容,那就是如虎添翼。
• 我是个比较讲现实的人,我的目的是将模 具结构设计出来,结构尽量优化。任你这 个软件有千百种功能,我只要能够将模具 设计出来、图画出来,就足够了,不怕大 家见笑,我对Cimatron E软件,完全是自 己学的,因此,有很多命令的操作是自创 的,但是挺管用,这可能是Cimatron E软 件的最大优势吧。
• 我以前发表过一篇文章,题目就是:什么是 模具设计?我认为,所谓模具设计,就是通 过各种表达方法,产生一些技术文件,将模 具设计师对模具结构的设想和加工方法,明 明白白地告诉工人,让工人按你提供的技术 文件,用最合理的方法将模具制造出来。这 个全过程就是模具设计。这就会得到一个结 论,模具设计师必须是有丰富的经验和对模 具结构和加工非常熟悉。而绝非是一个仅仅 能够熟练操作3维软件的刚刚毕业的学生。 很难想象,一个一年级的小学生,拿着一支 纯金做的甚至镶了钻石的笔,就可以解微分 方程
Cimatron软件在模具制造中的应用

要 高得 多 ,这是 因为 锻造 模 具 的工 作 环境 非 常 恶劣 ,
而且一般 要 承 受 高 温 与强 大 的合 模 力 。为 了 保 证 锻 造模 具 的正 常 工作 ,不仅 要 选 用 好 的 的 锻造 模 具 材
料 ( 般为 H1 、4 r i 、4 r SMo 一 3 C NMo C Mn i V等 ) ,还需
②进 行每 步 编 程 ,确 定加 工方 法 以 及 刀具 、进 给 速 度 、刀 间距 等 参 数 ,生 成 刀具 路 径 ,并 进 行 刀 具 路 径 的模 拟检 查 。③ 生 成 N C程 序 。④ 用 C C传 输 软 N 件将 N C程序 传输 给相应 的数 控机床 。⑤ 准备 好 加工
下角 ,其加 工过 程 为 :粗 加 工 成 形 面 与导 柱 孔 一 区
部粗 加工 ( 清角 )一 精 加 工 成 形 表 面一 区部 精 加 工 ( 角 )一 淬 火 一 精 加 工成 形 曲 面 及 精 导 柱 孔 的方 清 式 。考 虑到 篇 幅 有 限 ,下 面仅 介 绍 阀体 下 模 淬 火 前
苎 7 3
D 是
A ge 为 3 ,加工 的最大 高度 ( nl) 。 Z—T p 为 0,加 o) 工 的 最 低 高 度 ( — B t m) 为 一6 m, 切 深 Z oo t 5m
( o nSe ) 为 0 4 r D w t p . 0 m,步距 ( ieSe )为 2 rm a Sd t p 0 a 面 铣 削 (WC T I IH + B T E L Y R : U FN S E WE N A E S H R Z ) 的加 工方式 ,安全 平 面为 10 m,加 工 的 O I. 5r a
需 要全 部在数 控铣 床或 数控加 工 中心上 进行 。
Cimatron E在数控刀具行业的解决方案
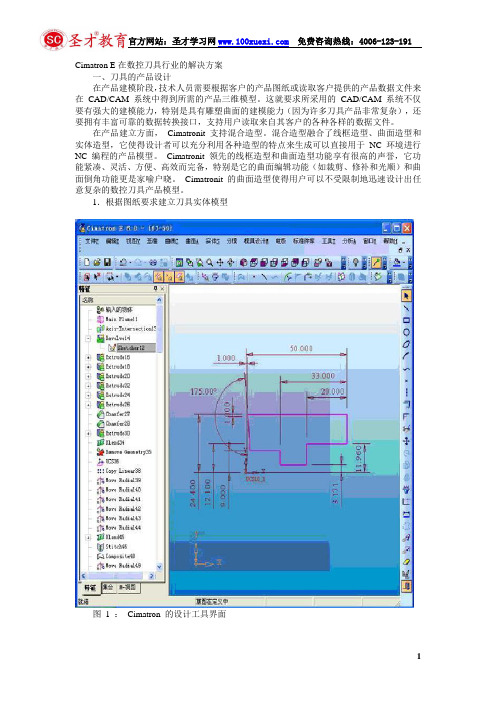
Cimatron E在数控刀具行业的解决方案一、刀具的产品设计在产品建模阶段,技术人员需要根据客户的产品图纸或读取客户提供的产品数据文件来在CAD/CAM 系统中得到所需的产品三维模型。
这就要求所采用的CAD/CAM 系统不仅要有强大的建模能力,特别是具有雕塑曲面的建模能力(因为许多刀具产品非常复杂),还要拥有丰富可靠的数据转换接口,支持用户读取来自其客户的各种各样的数据文件。
在产品建立方面,Cimatronit 支持混合造型。
混合造型融合了线框造型、曲面造型和实体造型,它使得设计者可以充分利用各种造型的特点来生成可以直接用于NC 环境进行NC 编程的产品模型。
Cimatronit 领先的线框造型和曲面造型功能享有很高的声誉,它功能紧凑、灵活、方便、高效而完备,特别是它的曲面编辑功能(如裁剪、修补和光顺)和曲面倒角功能更是家喻户晓。
Cimatronit 的曲面造型使得用户可以不受限制地迅速设计出任意复杂的数控刀具产品模型。
1.根据图纸要求建立刀具实体模型图1 :Cimatron 的设计工具界面Cimatron 的设计工具能够建立任意形状的模型。
一致的操作逻辑,简明直观的图形界面和一个公共的数据库迅速制造准备产品的模型。
图2 Cimatron 的曲面设计基于参数化,变量化和特征的的实体造型意味着自由和直观的设计,可以非常灵活地定义和修改参数和约束,不受模型生成秩序的限制。
草图工具利用智能的导引技术来控制约束,简捷的交互意味着高效的设计和优化。
Cimatron 实体设计为零件设计和装配提供了完整的工具集。
系统指导用户交互式或自动启动草图工具,它恰如其分的显示动态结构,引导用户在空间捕捉特征,当特征被捕捉或在约束中,系统对用户发出提示。
用户保护对参数关系和尺寸大小完全的控制,有修改和重新安排的能力,可以在草图设计时定义约束,或在以后需要时加上。
由于Cimatron 采用了混合造型核心系统,为大型复杂产品的设计提供了前所未有的强大功能,比如支持在开放实体的模型上进行实体设计与布尔运算,这为用户提供了极大的灵活行。
基于Cimatron模具高速加工编程及应用研究
基于Cimatron模具高速加工编程及应用研究作者:杨敏来源:《科技传播》2010年第07期摘要本文从高速加工的工艺要求出发,阐述了采用Cimatron进行模具高速加工编程的策略,主要包括合适的高速加工方法的选择、走刀方式的控制等,并以旋钮零件模具作为加工对象,制定合理的加工策略和切削参数,完成高速加工编程。
关键词 Cimatron;型腔模;高速加工中图分类号 TG7 文献标识码 A文章编号 1674-6708(2010)16-0139-02Cimatron是一套面向式模具制造业的优秀CAD/CAM软件,不仅提供了完整的造型设计、制图、分析及加工编程功能,而且对型腔模具的整个制造过程,可提供一个理想的解决方案,尤其是其应用了原创的基于知识的加工、自动化NC和基于毛坯残留知识三大技术为基础的智能NC,使其成为当今最为理想的型腔模高速编程软件之一。
以下结合Cimatron在实际加工中的应用介绍其编程过程及对型腔模高速加工方法和策略。
高速切削具有高的切削速度、高的进给速度、高的进给加速度和高的数控指令处理速度,对整个加工系统要求极高。
具有不同于普通数控加工的特殊工艺要求,如何选择合适的加工方法来较为合理、有效地进行高速加工的数控编程,需要考虑以下几方面的问题:1)保持刀具负荷的稳定,延长刀具的使用寿命由于高速加工中,刀具的运动速度很高,而高速加工中采用的刀具通常又很小,这就要求在加工过程中保持固定的刀具载荷,避免刀具过载。
因为刀具载荷的均匀与否会直接影响刀具的寿命、机床主轴等,在刀具载荷过大的情况下还会导致断刀。
2)减少切削方向的突然变化,避免切削速度的降低在使用CAM进行数控编程时,要尽一切可能保证刀具运动轨迹的光滑,减少刀具切入切出的次数,避免走刀方向和加速度的突然变化,保持稳定的进给运动,使进给速度损失降低到最小。
否则会影响零件表面精度,导致刀具过切、破损甚至损坏主轴。
1 Cimatron高速加工模块剖析及走刀策略高速加工中心具有预览功能,在刀具需要急速转弯时加工中心会提前预减速,在完成转弯后再提高运动速度。
塑料模具设计中Pro∕E软件的应用

塑料模具设计中Pro∕E软件的应用Pro/Engineer(Pro/E)是目前最先进和最为广泛使用的三维计算机辅助设计(CAD)软件之一,它拥有强大的建模工具,能够帮助用户设计和制造各种产品,特别是在塑料模具设计中,Pro/E软件的应用更是发挥了重要作用。
一、Pro/E对塑料模具设计的重要性塑料模具设计是塑料加工过程中不可或缺的一环。
它的设计结果直接决定了塑件的质量、精度和生产效率。
因此,为了在塑料加工后期得到高质量的产品,塑料模具的设计必须精确、准确并且可行性强。
而Pro/E作为一个全面的三维建模软件,在构建复杂模型和分析过程中的效率高、准确性高,并能够更好的满足塑料模具设计的需求。
二、Pro/E在塑料模具设计中的应用1、模型建立在Pro/E中,用户可以根据需要构建很多种类型的模型,例如实体模型、表面模型、线框框架模型等,并且可以为每个部件设置材料属性、表面特性等。
这种规范化的设计方式,可以帮助用户更好地组织和控制模型的构建过程。
Pro/E还可以自动生成各种固体体和空间体,然后进行分解、和部件拆分,最后将模型细化和变形操作。
除此之外,用户还可以进行细节设计和加工细节设计,使得模型更符合实际操作要求。
2、动态仿真在塑料制品加工过程中,动态仿真分析起着极为重要的作用。
而Pro/E则拥有强大的模拟和仿真功能,它可以为用户提供各种模拟方式,例如碰撞模拟、动态膨胀模拟、数据捕获分析等,这些仿真方法可以考虑真实物资的应力和变形情况,并以此为基础为模型优化提供数据支持。
3、模型优化在模具设计过程中,往往需要详细理解既有模型的现状,以便对其进行优化和调整。
Pro/E软件可以为用户提供专业的模型优化方案,包括配合最优化方法和模拟算法等。
Pro/E还拥有着快速的改进过程,用户可以通过对连续的历史版本进行比较,重新判断和抉择模型的优劣之处,以期在最短时间内将模型调整到最好的状态。
4、模拟分析在塑料模具设计及生产过程中,需要进行各种质量和效益检查。
CIMATRONE9.0软件在汽车连杆模具零件加工中的应用
2 1 年 8月 02
内燃机
I t r a mb sin En i e ne l n Co u t g n s o
No 4 . Aug 2 2 . 01
摘要 :在汽车连杆模具零件 的加工过程 中 ,由于采用了 Cm tn 9 新版本 ,大大 降低 了人工设计 和普通 设备 加工所造成 ia o E . r 0
DONG he gin , h n mi g Z n la LIZ e g n
( S ad n n esyJ a 5 39 C ia 2We hi o e i -tc o Ld Wea g 60 1C ia 1 hn ogU i ri ,i n2 09 , hn ; . i aP w ron s kC . t. i n 10 , hn) . v t n c J t o , , f 2
的误差 ,使铣床 、钻床 、钳 工 、抛光的工作量和劳动强度大大减少 ,提高 了模具的加工效率 ,缩短 了模具 的制造周期 ,也 提高了模具的质量 ,为企业带来 了 良好 的经济效益 。 关键词 :汽车连杆模具 ;CMA R NE .;加工效率 ;模具质量 I T O 90
中图分类号 :T 4 6 K 0 文章编号 :B 文献标识码 :1 0 0 0—6 9 2 1 )0 4 4( 0 2 4—0 2 0 9—0 3
抛光 的高 品质 表面 。新 的 N C功 能在 钻孔 程 序上 也 C 工 件材生产效率 。
3 CI T MA RON E . 件 应 用 流 程 分 析 及 汽 90软
Ab t a t I h r c s f u o b l o n ci g r d c mp n n c i i g f ra n w e i o fC mar n E . su e , ro si s r c : n t e p o e s o tmo i c n e t - o o o e tma h n n , o e d t n o i t 9 0 wa s d e r r n a e n i o ma u ld sg n c i i g i o n a e in a d ma h n n n c mmo q i me twe e lwe e r al ,S h tt e wo k a d l b r s e gh i l n c i e n e u p n r o r d g e t y O t a h r n a o t n t n mi i g ma h n , r l d i i g ma h n ,b n h wo k a d p l h n e e r d c d g e t ,w ih i r v d t e ma h n n f ce c f d e ,s o tn d t e rl n c i e e c r n o i i g w r e u e r al l s y h c mp o e h c i i g e in y o i s h r e h i e
cimatron e 11编程子程序
cimatron e 11编程子程序Cimatron E 11编程子程序Cimatron E 11是一款专业的CAD/CAM软件,广泛应用于模具设计和制造领域。
在Cimatron E 11中,编程子程序是一项非常重要的功能,它可以帮助用户快速高效地完成复杂的加工任务。
编程子程序是Cimatron E 11中的一种自动化加工功能,它允许用户创建和编辑一系列的加工操作,以便在模具制造过程中重复使用。
通过编程子程序,用户可以将复杂的加工过程分解为简单的步骤,提高加工效率和精度。
编程子程序的使用方法非常简单。
首先,用户需要打开Cimatron E 11软件,并选择一个合适的模具项目。
然后,通过菜单栏中的“编程子程序”选项,用户可以进入编程子程序的编辑界面。
在编程子程序的编辑界面中,用户可以添加、删除和编辑各种加工操作。
每个加工操作都可以包含多个加工步骤,例如铣削、钻孔、螺纹加工等。
用户可以根据实际需求,灵活地组合和调整这些加工步骤,以满足不同的加工要求。
在添加加工操作时,用户需要指定加工的方式和参数。
Cimatron E 11提供了丰富的加工选项,例如刀具路径、切削速度、进给速度等。
用户可以根据材料的特性和加工对象的要求,选择合适的加工参数,以获得最佳的加工效果。
除了基本的加工操作外,编程子程序还支持一些高级的功能。
例如,用户可以使用变量和条件语句,实现加工过程中的自动化控制。
这些功能可以帮助用户简化编程流程,提高编程效率。
在编辑完编程子程序后,用户可以保存并应用于实际的加工任务中。
通过使用编程子程序,用户可以快速复制和应用已定义的加工操作,减少重复劳动和错误率。
同时,编程子程序还可以提高加工的一致性和精度,确保加工结果的质量。
总结一下,Cimatron E 11的编程子程序是一项非常实用和高效的功能。
它可以帮助用户快速高效地完成复杂的加工任务,提高加工效率和精度。
通过合理使用编程子程序,用户可以简化编程流程,减少重复劳动,提高加工质量。
Cimatron E模具设计与数控编程实例教程

Cimatron E模具设计与数控编程实例教程第1章Cimatron E入门11.1 Cimatron E简介11.2 Cimatron E工作界面11.3 Cimatron E的基本操作41.3.1 Cimatron E的启动41.3.2 Cimatron E的文件操作51.3.3 鼠标的使用81.3.4 屏幕显示操作91.3.5 物体选择161.4 特征树、特征向导、对话框和浮动菜单201.4.1 特征树201.4.2 特征向导221.4.3 对话框和浮动菜单231.5 Cimatron E NC编程基础241.5.1 进入编程加工窗口241.5.2 工作模式251.5.3 工作界面261.6 程序管理器281.7 Cimatron E编程的基本步骤311.7.1 调入模型311.7.2 定义刀具321.7.3 新建刀具轨迹331.7.4 创建零件341.7.5 创建毛坯351.7.6 创建程序361.7.7 执行程序401.7.8 仿真模拟411.7.9 后置处理42第2章草图与曲线绘制44 2.1 连接片设计442.1.1 本例要点442.1.2 连接片零件设计思路44 2.1.3 连接片草图设计452.1.4 本例总结50练习题532.2 底座草图设计542.2.1 本例要点542.2.2 底座零件设计思路54 2.2.3 底座草图设计562.2.4 本例总结62练习题622.3 拼图板草图设计632.3.1 本例要点632.3.2 零件设计思路632.3.3 拼图板草图设计652.3.4 本例总结71练习题732.4 连杆草图设计742.4.1 本例要点742.4.2 零件设计思路742.4.3 连杆外形草图设计77 2.4.4 连杆凹槽草图设计81 2.4.5 连杆连接孔草图设计83 2.4.6 本例总结84练习题842.5 罩壳截面草图设计862.5.1 本例要点862.5.2 零件设计思路862.5.3 基准平面创建872.5.4 第1个截面图形设计90 2.5.5 第2个截面图形设计922.5.6 第3个截面图形设计932.5.7 旋转阵列生成第4个截面图形952.5.8 本例总结96练习题96第3章实体与曲面设计983.1 烟灰缸设计983.1.1 本例要点983.1.2 零件设计思路983.1.3 拉伸生成烟灰缸外形993.1.4 拉伸删除生成烟灰缸的凹槽1033.1.5 拉伸删除生成烟灰缸的缺口1053.1.6 棱边倒圆角1093.1.7 生成薄壳的烟灰缸1103.1.8 保存文件1113.1.9 本例总结111练习题1123.2 连杆锻模设计1143.2.1 本例要点1143.2.2 零件设计思路1143.2.3 连杆基本实体生成1163.2.4 拉伸生成凸台1193.2.5 利用删除拉伸生成基本体上表面的凹坑120 3.2.6 利用旋转删除生成凸台凹坑1223.2.7 过渡零件上的棱边1233.2.8 镜向翻转实体1253.2.9 拉伸生成锻模模板1253.2.10 切除实体生成锻模1263.2.11 保存文件1273.2.12 本例总结128练习题1283.3 旋钮设计1293.3.1 本例要点1293.3.2 零件设计思路1293.3.3 旋转生成旋钮主体1303.3.4 导动生成凹槽实体1343.3.5 镜向复制导动实体1403.3.6 实体切除1413.3.7 倒圆角1423.3.8 抽壳生成薄壁零件1433.3.9 增加拉伸实体生成连接孔143 3.3.10 删除拉伸实体缩短连接孔145 3.3.11 本例总结146练习题1463.4 反光镜后盖凹模设计1473.4.1 本例要点1473.4.2 零件设计思路1483.4.3 生成扫掠曲面1493.4.4 生成扫描曲面1523.4.5 生成顶部边界曲面1573.4.6 新建拉伸实体生成基本材料158 3.4.7 使用曲面切除实体1593.4.8 本例总结160练习题160第4章模具设计1624.1 话筒底座模具设计1624.1.1 本例要点1624.1.2 零件设计思路1624.1.3 打开零件文件1634.1.4 快速断开1644.1.5 创建分模线与分模面1664.1.6 创建新毛坯1684.1.7 输出模具部件1704.1.8 本例总结173练习题1734.2 塑料扣盖注射模具设计1744.2.1 本例要点1744.2.2 零件设计思路1744.2.3 创建一个分模设计1754.2.4 快速断开1764.2.5 分析拔模角1794.2.6 创建分模线与分模面1804.2.7 创建新毛坯1834.2.8 输出模具部件1854.2.9 本例总结187练习题1884.3 外壳一出二注射模具设计1884.3.1 本例要点1884.3.2 零件设计思路1894.3.3 创建一个模具工程1904.3.4 加载工件1914.3.5 快速断开1924.3.6 创建分模线与分模面1954.3.7 创建毛坯1984.3.8 加载模架1994.3.9 定义激活2014.3.10 创建激活2024.3.11 型腔部件处理2034.3.12 型芯部件处理2044.3.13 本例总结205练习题205第5章 2.5轴加工实例2075.1 心形凹模加工2075.1.1 本例要点2075.1.2 工件分析与工艺规划2075.1.3 初始设置2085.1.4 以平行切削进行顶面加工2135.1.5 以环切进行凹槽粗加工2245.1.6 以形腔铣削进行凹槽精加工232 5.1.7 仿真检验与后处理2365.1.8 本例总结240练习题2445.2 花形凸模加工2445.2.1 本例要点2445.2.2 加工零件及工艺分析2455.2.3 初始设置2465.2.4 以毛坯环切进行外形粗加工249 5.2.5 以开放轮廓铣进行凹槽半精加工257 5.2.6 以封闭轮廓铣进行外形精加工266 5.2.7 钻孔加工2735.2.8 仿真检验与后处理2815.2.9 本例总结283练习题284第6章3轴加工实例2856.1 花形凹槽凸模加工2856.1.1 本例要点2856.1.2 工件分析与工艺规划2856.1.3 初始设置2866.1.4 使用粗加工环行铣进行粗加工2916.1.5 使用二次开粗加工进行曲面精加工2996.1.6 本例总结303练习题3046.2 盒盖注塑模型芯加工3046.2.1 本例要点3046.2.2 工件分析与工艺规划3056.2.3 初始设置3066.2.4 应用体积铣-环切进行粗加工3096.2.5 应用曲面铣-根据层进行侧面精加工3176.2.6 应用体积铣-平行切削进行分型面精加工321 6.2.7 应用曲面铣-环切进行顶面精加工3276.2.8 仿真检验与后处理3346.2.9 本例总结336练习题3376.3 一出四盒体凹模加工3376.3.1 本例要点3376.3.2 工件分析与工艺规划3386.3.3 初始设置3396.3.4 利用环切进行整体粗加工3416.3.5 利用流线铣-3轴零件曲面加工圆角3476.3.6 应用曲面铣-根据层进行侧面与底面精加工353 6.3.7 线性阵列复制刀路轨迹3596.3.8 本例总结362练习题3626.4 鼠标上盖凸模加工3636.4.1 本例要点3636.4.2 工件分析与工艺规划3646.4.3 初始设置3666.4.4 以体积铣-毛坯环切进行粗加工3696.4.5 以精铣所有加工进行零件半精加工3756.4.6 以根据层加工精铣零件侧面3796.4.7 以精铣水平区域加工进行分型面精加工3826.4.8 以3D步距加工进行顶面精加工3856.4.9 复制根据层加工进行清角加工3896.4.10 以开放轮廓铣加工进行标记加工3916.4.11 以3轴钻孔加工进行引导孔加工3976.4.12 本例总结400练习题4016.5 电动工具外壳电极加工4016.5.1 本例要点4016.5.2 工件分析与工艺规划4026.5.3 初始设置4036.5.4 利用粗加工环行铣进行粗加工4096.5.5 利用根据角度精铣进行精加工4136.5.6 利用根据角度精铣进行侧面精加工4176.5.7 本例总结418练习题4196.6 手机上盖型腔高速铣加工4196.6.1 本例要点4196.6.2 工件分析与工艺规划4206.6.3 初始设置4216.6.4 利用粗加工环行铣进行粗加工4256.6.5 利用二次开粗进行半精加工4286.6.6 利用平行切削进行分型面精铣4316.6.7 利用根据层进行型腔精加工4346.6.8 利用清根进行清角加工4386.6.9 本例总结440练习题442附录A Cimatron E6.0菜单功能列表443附录B Cimatron E6.0 & Cimatron it V13三轴加工对照表452 附录C FANUC数控系统的准备功能G代码和准备功能M代码454 附录D Cimatron E7.0主要更新功能457参考文献463。
Cimatron E80产品设计与数控编程实例解析024100-01
第1章Cimatron E8.0基本操作实例●Cimatron E8.0的启动和退出●Cimatron E8.0的文件操作●CimatronE8.0零件界面●鼠标和键盘的使用●屏幕显示操作●特征树操作●工作环境设定掌握Cimatron E8.0的启动和退出,文件操作、鼠标与键盘的操作,了解平面显示、特征树和工作环境的设定。
1.1 软件的启动与退出1.1.1 目的掌握Cimatron E8.0的启动和退出方法。
1.1.2操作步骤(1) 启动软件双击桌面上Cimatron E8.0图标即可启动软件。
软件启动界面如图1-1所示。
刚启动的Cimatron E8.0主界面是空的,图形区显示Cimatron字样。
标题栏 主菜单工具条特征树 图形区图11软件的启动也可以通过选择【开始】→【所有程序】→Cimat ron E8.0→Cimatron 8.0,如图1-2所示。
在已存放的Cimatron E 文件里,双击选中的文件,可以启动C imat ron E 并打开文件。
图1-2(2) 退出软件单击【文件】菜单,在弹出的下级菜单中,选择【退出】选项。
如果尚未新建或编辑任何文件,软件即会关闭,若新建了文件或打开并修改文件后,软件会弹出如图13所示的提示框。
单击【是】按钮保存文件并关闭Cim atro n E ,单击【否】按钮不保存文件且关闭C imat ron E,单击【取消】按钮不关闭软件。
图1-31.2 Cimat ro n E8.0的文件操作1.2.1 目的掌握文件的新建、打开和选择以及文件保存和关闭的操作。
1.2.2 操作步骤(1) 新建文件 单击工具条上的【新建文件】图标,或者选择菜单中的【文件】→【新建文件】命令,弹出【新建文件】对话框。
【单位】一般选择【毫米】,文件的【类型】选择【零件】,单击【确定】按钮,即可进入对应的零件设计模块。
新建文件后,标题栏显示的文件名称为“零件0”,如图14所示。
采用CimatronE模具设计能有效避免人为失误
采用CimatronE模具设计能有效避免人为失误——CimatronE模具设计与制造解决方案将亮相欧洲模具展为工模具制造商和零部件制造商提供CAD/CAM集成解决方案的领军企业Cimat ron集团(NASDAQ和TASE代码:CIMT),近日宣布将于2013年12月3日至6日参加在德国法兰克福举办的欧洲模具展,并展出CimatronE最新版本E11。
“有些模具制造商最头疼的就是模具设计和编程过程中不可避免的人为失误,”Ci matron德国分公司总经理Dirk Dombert说。
“在模具设计或加工过程中即使很小的失误都会造成严重后果,除了降低产品的利润率外,还会影响产品的交货周期。
”“除了不断培训员工外,人为失误还可以通过采用像CimatronE这样的智能的C AD/CAM软件系统来减少或避免。
这类软件系统利用功能强大的自动化工具和分析工具,并结合先进的行业技术与仿真模拟来预防可能发生的人为错误。
”CimatronE有助于避免人为失误的主要功能有:分析工具:工程变更(ECO),壁厚分析,冷却水路分析,模流分析,分模等。
可靠的数据接口:自动数据验证和轻松修复并缝合数据的能力。
分模工具:在模具设计初期阶段检测出有问题的区域及早修正。
灵活的标准件库:通过标准件自动切除。
运动分析与干涉检测:功能强大的设计校验工具。
智能化的NC工艺管理:创建无误的刀具路径,全面的几何关联,严格控制剩余毛坯。
自动钻孔:钻孔时有预防干涉的工具,避免干涉碰撞。
加工仿真和后处理:对机床运动和刀具路径进行仿真,丰富的后置处理程序库,确保安全加工。
如需一对一的演示CimatronE11这些新功能,请到欧洲模具展Cimatron公司的展位来吧,展位号8号馆F70。
在展出这些E11新功能的同时,我们还会展示GibbsCAM产品线的2-5轴铣削、车削、车铣复合、多任务车铣复合和联动加工等功能。
002.Cimatron E 软件介绍.ppt
Confidential or other remark
2
Cimatron E 软件介绍
Cimatron是世界公认的最优秀的NC加工软件之一,它可以满足加工 所需要的各项功能,具有人性化、智能化的特点,具有刀路计算快, NC文件短等优点,Cimatron E新增加的快速预览功能更能大大的缩 短程序编制的时间,提高效率达30%,同时其编程操作简单易用。 Cimatron是全球唯一的一款提出微铣削概念的行业软件,在医学器材, 光学器具的应用非常受欢迎.Cimatron软件在我国珠江三角洲地区和 长江三角洲地区的江浙沪一带使用十分广泛,特别是在模具企业中, 有很高的市场占有率。熟练掌握Cimatron编程的工程师非常受欢迎 并且可以获得相当高的薪水。
Confidential or other remark
13
谢谢!
/soft/appid/16287.html
Cimatron E 软件介绍
Cimatron E 软件介绍
Cimatron软件自从1992年进入中国以来,日趁盛行,已成为当今运用最 为广泛的模具3D CAD/CAM一体化专业软件,集零件设计、塑胶模具/ 级进模具/鞋模设计、产品装配、NC加工成一体.Cimatron在模具制 造企业中占有及其重要的地位. 塑胶模具设计方面拥有业界最全的模架库与零件标准件库,囊括了几乎 所有常用的各种标准件类型,如Hasco, Futaba, Misumi, DME, DANLY, LKM等等…各种模具元件系统的设置更为人性化,从产品的 报价评估,模具规划,产品排位到上下模,滑块,冷却系统,顶出系统,工程 图,BOM表,电极设计,数控编程加工提供了一个完美的解决案.在塑胶 模具设计与加工的过程中,只有想不到,没有做不到. 数控加工是现代制造技术的典型代表,在制造业的各个领域如船空船 天、汽车摩托车、模具、精密机械、家用电器等都有着广泛的应用, 已成为这些行业中不可缺少的加工手段。伴随全球制造业向我国转移 的发展趋势,对数控加工的ron公司开发了Cimatron E软件。这是 一个全套解决方案,它为工模具制造者和零部件制造商提供从询价到 产品交付的全套服务,包括了塑料模具和冲压模具设计与制造、电极 设计和制造、制图和数控 NC 编程等,任何细节和步骤都囊括其中! Cimatron E可以使制造商们在降低成本的同时缩短交付时间,提高产 品质量。
CimatronE 9.0亮点抢先看——工模具制造及产品加工领域的创新解决方案
CimatronE 9.0亮点抢先看——工模具制造及产品加工领域
的创新解决方案
栾合俊
【期刊名称】《《CAD/CAM与制造业信息化》》
【年(卷),期】2009(000)008
【摘要】为了更好地服务于工模具制造(型腔模具制造、冲压模具制造)以及产品加工制造领域,CimatronE9.0版本在原有版本的基础上又引进了200多项重大改进和新增功能。
在为新客户提供强有力的竞争优势的同时,也为购买年维护的老客户带来了新的价值。
【总页数】2页(P34-35)
【作者】栾合俊
【作者单位】思美创(北京)科技有限公司
【正文语种】中文
【相关文献】
1.CIMATRONE9.0软件在汽车连杆模具零件加工中的应用 [J], 董征莲;李振明
2.Cimatron正式发布CAD/CAM一体化解决方案——旗舰产品CimatronE70版本:突破性的NC解决方案——为全世界工模具制造者而开发,致力于提高生产力 [J], 无
3.CimatronE9.0在锻模数控加工中的应用 [J], 任小鸿
4.CimatronE9.0英文版正式发布——更快更灵活的CAD/CAM一体化集成解决方案 [J],
5.更快更灵活的CAD/CAM一体化集成解决方案CimatronE9.0版正式发布 [J], 谭平宇
因版权原因,仅展示原文概要,查看原文内容请购买。
Cimatron E在注塑模具设计与数控加工编程中的应用

、
文章有较高的 参考 建模 二维图形输出、 零件 装配 、标 产 品的最终成形 。Cm t nE iar 系统 的 M l e in o od sg 模块 ,可使 用户进行 D 地 l , U I 六一一 I l I / L L 帆目 、 , I _ 、 价 值。 准模架 等功能模块 同时可针对 曲 分模设计具 备拔 模分析 、收缩率设 如 下功能设计 :
,
在国际模 具制造业备 供 了较好的平台。
要 内容 :加 载 凸 凹模 、冷 却 、注 射 、顶 出机构 、定位设计 、m 。 E 进行注塑
模设计与数控加工编
受欢迎
,
用户覆盖机械 、铁路、科
研
、
教 育等 领域 。
Ci
,
二 、产品模具分模设计 架和标准件调 用、非标准件设计与
三 、注塑模具设计 向导
借助C ar nE i to 系统提供 的注 m
ia rnE SK od ein C DC M 功能 的系统 。该系统 提 工功能。Cm to D提供了基于 塑模具设计专家系统M l D sg , A /A 全 i I++ ̄VsaBsc 次开发语 用户可 以完成完整 的模具设计 ,包 u i Iai- u 供 了比较 灵活的用户界 面 ,有优 良 VsaC irsf sa V 的 三维 造型、工程绘 图和全面的数 言的丰富函数库。在Mcoot iul 括分模设计 、标准模架 、标准件和 tdo 控加工 功能 ,有各种通用、专用数 Su i集成开发环境下,利用这些 函 非标件 的设计装配 、电极设计等功
用装配 。
Cm t nE iar 提供智能化2 5 o - 轴数 控加工编程 ,支持高速 的N RS U B程序
输 出功能。Cm t n E iar 支持数控铣 o
Cimatron E7.0在模具型腔加工中的应用

・
模 具 CAD/ AM ・ C
B R I[ 超 1 具 U N 1 I [ 趁 i 】 国 r 旗
㈣ NA s … 。
C t n E . i r 70在模 具型腔 加 工 中的应用 ma o
江 苏春 兰机 械 制 造有 限公 司( 苏泰 州 25 0 ) 江 2 30 花 杏华
i a h d sg n t p o e sn i lt n a e e p an d t p t e i n a d iห้องสมุดไป่ตู้ r c s i g s s s mu ai r x li e . o Ke wo d : C mar n 7 0 mod a i ; p t d sg ; p o r m e tb i me t p o e s g y rs i t E . : o l c v t y ah e i n rga sa l h n ; r c s i s n
用 曲面铣 的环 绕走 刀 方 式进 行 精加 工 。 用 环绕走 刀 使
・7 ・
维普资讯
s R l由国., ^rrUL u l lA _ ,Mo D N CHN Si i 1模具 Z ,
【 摘要 】通过 实例 阐述 了 Cm t n E . iar 7 o 0在模 具加 工 方面 的应 用 ,讲 解 了其 加 工 刀路 的设 计
及 其 加 工 过 程 的模 拟 。
关键词 :Cma o E . ; 具 型腔 ;刀路 设计 ;程序创 建 ;加 工模拟 i t n 70 模 r
Th p ia i n o m a r n E7O i od Ca iy M a u a t r e Ap l t f Ci to . n M l v t c o n fcu e
毕业设(论文)-Cimatron E 模具设计应用的研究

Cimatron E 模具设计应用的研究CimatronE mold design application research摘要:介绍了Cimatron E软件在模具设计中的使用教程,概述了 Cimatron E软件在设计模具时的特点,CimatronE的快速模具设计(Xelerated Design),提供了非常弹性化的设计环境及专业化的设计工具,模具设计全过程完全在统一的组装模式下进行,分模、滑块机构、加载模架、激活零件(模仁)和镶件、顶出系统、冷却系统及流道系统的设计一气呵成。
在整个设计过程中零件之间可以互相参照,几何对象也可相互之间进行随意转换,这样不但给用户提供了非常直观又能兼顾全局的设计理念,而且为协同设计及工程变更带来很大的方便性。
Summary:Introduced the Cimatron E software in die mould die design tutorial.An overview of Cimatron E software in mold design features, CimatronE rapid tooling design ( Xelerated Design ), provides a very flexible design environment and professional design tool, mold design whole process completely in the unitary assembly mode, mode, mechanism, loading the mold, mold parts ( activation ) and inserts, the roof system, cooling system and the design of the runner system make smooth reading. Throughout the design process of parts can be cross-referenced, geometric objects can be mutually converted, so not only to provide users with a very intuitive and can take into account the overall design concept, but also for collaborative design and engineering change bring great convenience.关键词:Cimatron E 模具设计制造目录摘要(中文) (Ⅰ)摘要(英文) (I)引言 (3)第一章模具制造概述 (4)1.1模具制造过程及生产特点 (4)1.1.1模具的技术要求 (4)1.1.2模具制造过程 (5)1.1.3模具制造特点 (6)第二章模具成形表面的特种加工 (7)2.1 电火花成形加工 (7)2.1.1 电火花成形加工原理及特点 (7)2.1.2电火花成形的加工过程 (8)2.1.3产品模型的建立与转换 (9)第三章 Cimatron模具设计加工教程 (10)3.1分模设计 (10)第四章 Cimatron的缺点 (16)第五章 Cimatron E软件在模具制造中的应用 (17)5.1工艺流程分析 (17)5.2数控加工 (18)5.2.1整体粗加工(WCUT) (18)5.2.2 半精加工(SRFPKT) (20)5.2.3 精加工(SRFPKT) (21)第六章分模设计基础 (23)6.1.1-分模设计环境 (23)6.1.2 布局坐标系 (23)6.2.1 设置工作零件 (24)6.2.2 放置步骤一设置的工作零件到布局零件坐标系统中 (24)结论 (26)致谢 (27)参考文献 (28)引言Cimatron 公司是全球著名的、向模具行业和机械设计制造行业提供CAD/CAM软件的开发者和供应商,也是这个行业技术和产品创新的领导者。
关于CimatronE对产品的模具设计
一绪论qq(810756157)1.1 课题背景CimatronE随着现代工业发展的需求和激烈的市场竞争,模具设计日益受到人们的广泛关注,采用模具制造产品及零件的要求也越来越高。
具有生产效率高,节约原材料,成本低廉,生产可靠是现在工业生产中十分重要的手段,将高新技术应用于模具设计制造,已成为快速制造优质模具的有力保证。
CimatronE为模具行业提供了专业CAD/CAM解决方案,使模具制造工程(从报价计划到设计--制造)进行得更流畅。
CimatronE软件可以进行数据转换、产品报价计划、分模、预设计、模具设计、出工程图、产品的数控编程、电极设计和加工等。
CimatronE的快速模具设计(Xelerated Design),提供了非常弹性化的设计环境及专业化的设计工具,模具设计全过程完全在统一的组装模式下进行,分模、滑块机构、加载模架、激活零件(模仁)和镶件、顶出系统、冷却系统及流道系统的设计等。
在整个设计过程中零件之间可以互相参照,几何对象也可相互之间进行随意转换,这样,不但给用户提供了非常直观又能兼顾全局的设计理念,而且为协同设计及工程变更带来很大的方便性。
1.2 课题内容该论文的題目为“PAJ80_TP_BUTTON的设计”,论文主要是利用三维软件CimationE首先完成笔记本外壳的三维造型,并进行工艺分析,最后利用软件的模具设计功能完成PAJ80_TP_BUTTON的注塑模具设计。
二CimationE软件的简介2.1 CimationE软件的特点2.1.1从报价计划到交付的集成解决方案CimatronE的CAD/CAM解决方案涵盖了工模具制造的全过程--从报价计划到设计、工程变更、数控编程到放电加工。
在过程转换中不会丢失任何信息,确保用户以较短的生产周期,较低的成本来交付高质量的工模具。
2.1.2数据转换性工模具制造者不会因为使用普通CAD功能建立特定的模具结构或者由于使用其它软件系统的障碍而浪费宝贵的时间。
基于ProE与CimatronE软件的模具设计与加工
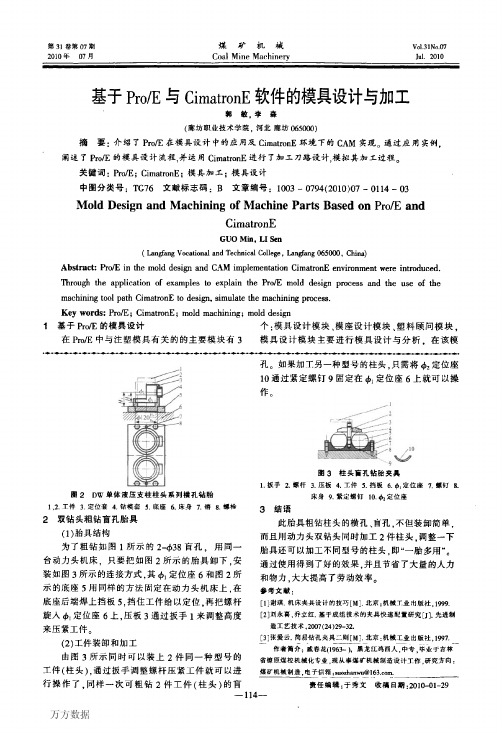
围3柱头盲孔钻胎夹具
圈2 DW单体液压支柱柱头系列横孔钻胎 1、2.工件3.定位套4.钻横套5.底座6.床身7.销8.螵栓
2双钻头粗钻盲孔胎具 (1)胎具结构 为了粗钻如图l所示的2-4,38盲孔.用同一
台动力头机床.只要把如图2所示的胎具卸下.安 装如图3所示的连接方式,其母,定位座6和图2所 示的底座5用同样的方法固定在动力头机床上.在
1.扳手2.螺杆3.压板4.工件5.挡板6.击.定位座7.螺钉8.
3结语
床身9.紧定螺钉10.籼定位座
此胎具粗钻柱头的横孔、盲孔,不但装卸简单.
而且用动力头双钻头同时加工2件柱头.调整一下
胎具还可以加工不同型号的柱头,即“一胎多用”。
通过使用得到了好的效果.并且节省了大量的人力
和物力,大大提高了劳动效率。
1 800
进给速度/r·min。1
400
侧面余量/mm
0.2
垂向步进/mm
0.6
侧向步进/mm
6
底面余量/mm
0.2
③精铣水平区域 由于凸模平坦区域面积较大.为提高底面加工
质量,选用咖10ⅡHn可转位圆鼻刀进行精铣,切削参
数: 主轴转速/r·rain-1 进给速度/r·min一1
2 500 500
侧面余量/mm
参考文献: [1]张生芳,郭婷妮,沙智华.基于Pro/E注塑模参数化设计关键技术
[J].机械设计与制造,2009(8):52—54. [2]刘小元.基于Pro/E的齿轮注塑模设计系统的研究[D].太原:太
原理工大学.2006. [3]陈垂根.Cimatron E软件在注射模加工中的应用技巧[J].模具制
轨迹进行仿真模拟.主要检查在加工过程中是否出 现加工轨迹不合理、加工表面不光滑、是否有过切
《CimatronE模具设计与数控加工实用教程》由机械工业出版社正式出版发行
购 书 热 线 :0 O 8 3 9 3 / 1 4 1一 8 7 6 9 4 / 3
《 冷冲模设计应知应会 》出版式发行
广-1 山编著的 冷 冲模 设计应知应会》 r T 钟翔 _
卜+ - 书由浅入深 、循序渐进地 从冷冲模设 - 1
一
计 的 预 备 知 识 、基 础 知 识 及 设 计 技 能 三 个 部 分 进 行 介 绍 ,在 对 冷 冲 压 加 工 各 工 序 的 工 艺 理 论
基础 、工艺 参数的确 定 、模具 结构 设计等 实践经验 总
结的基 础上 ,以新的 视角 ,对 来 自生产一 线的实例 进
购 书 热 线 :16 7 0O 8 9 0 7 3 3
2 o 年第 1 期 【 o8 2 总第 9 期 )M u D&DEP 0 E T模具 工程 3 0L l R Jc 品出 口 70 退税率将上调
《 i t n 模具设计与数控加工实用教程 》 Cmar E o 由机械工业 出版社正 式 出版发 行
1
由 mn社数的 T(t版 与行 Cr具版加 机a模出控 械o 设 发 i出 计 工 工E 业
实 用教程》 作为教育 部高等 职业教 育示范专业规划教材 ,介 绍了C mar n 强大的应 i t0 E 用功能 ,编 程简单 易用 ,在NC加工方面具 有刀路
行 了 分 析 。通 过 对 各 种 实 例 的 剖 析 , 将 冷 冲 压 的 加 工
工艺 及模具设 计与制 造的具体 结构 、要点一 一加 以详 述 ,既按加工工序分 门别紧类地进行介绍 ,又突出 了各工序 的综合运 用 ,选 取的实例大 多是加工 的疑难 杂症 ,所采用的工艺方案及设计 的模具结 构多有 巧妙之处 ,全书 内容详尽实用 ,结构清晰 明了 。 本书 可供 从事 冲压工艺及模具设计工作的工程技术人 员、工 人使 用 ,也 可供相关专业在校师生参考 。 国
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CimatronE在注塑模具设计与数控加工编程中的应用作者在文中较为详细地绍了利用CimatronE进行注塑模设计与数控加工编程过程中所涉及的产品分模设计、注塑模型腔型芯设计、模架的加载及凸凹模数控三轴铣削加工编程的一些关键技术,内容翔实全面,所举实例均来自生产实际,文章有较高的参考价值。
一、前言C i m a t r o n 软件是以色列Cimatron公司的CAD/CAM/PDM产品,是较早在微机平台上实现三维CAD/CAM全功能的系统。
该系统提供了比较灵活的用户界面,有优良的三维造型、工程绘图和全面的数控加工功能,有各种通用、专用数据接口以及集成化的产品数据管理功能。
Cimatron从20世纪80年代进入市场以来,在国际模具制造业备受欢迎,用户覆盖机械、铁路、科研、教育等领域。
CimatronE是其较新的一个版本,提供了从产品设计、模具设计到工装工具制造的解决方案,使制造循环流程化。
其丰富的数据交换接口,可直接对UG/Parasolid、Pro/ENGINEER、CATIA进行数据导入导出,同时可以IGES、Step、STL、DXF、DWG、SAT等数据格式进行交换。
系统提供参数化混合数字建模二维图形输出、零件装配、标准模架等功能模块,同时可针对曲面分模,无需实体转换。
其强大的曲面功能,可方便各种模具的设计,尤其是注塑模设计。
系统提供的快速电极设计和Mould Design注塑模具设计,能自动完成产品的加载装配、分模和标准模架的选用装配。
CimatronE提供智能化2~5轴数控加工编程,支持高速的NURBS程序输出功能。
C imatron E支持数控铣削、车削、线切割加工编程。
五轴数控铣削加工包括五轴底刃、侧刃、五轴曲线和钻孔等加工编程,基于残留毛坯的加工和数控编程模板的切削加工编程,基于变速和高速切削加工功能。
Cimatron E SDK提供了基于VisualC++和VisualBasi c二次开发语言的丰富函数库。
在Microsoft VisualStudio集成开发环境下,利用这些函数库可以很方便地开发出自己专用的应用程序,为系统功能模块的扩充提供了较好的平台。
二、产品模具分模设计注塑、锻压、铸造等产品塑性成形过程中的分模设计是模具设计中最为关键的一环,借助于Cimatron E系统提供的分模设计功能模块(Parting Application),用户可以快速地完成分模线、分模面的缝补、分模模拟等功能。
良好的分模设计直接影响着后续产品的模架及模具的数控加工、注塑模拟以及产品的最终成形。
Cimatron E系统的分模设计具备拔模分析、收缩率设计、分模线设计、分模面设计、分模面缝补、凸凹模毛坯加载、模具坐标系统定义、模具分模与模拟、凸凹模输出等设计功能。
图1是利用Cimatron E完成的某产品及模具分模面。
三、注塑模具设计向导借助Cimatron E系统提供的注塑模具设计专家系统Mold Design,用户可以完成完整的模具设计,包括分模设计、标准模架、标准件和非标件的设计装配、电极设计等功能,并以三维或二维工程图数据输出。
模具设计向导主要包括以下主要内容:加载凸凹模、冷却、注射、顶出机构、定位设计、标准模架和标准件调用、非标准件设计与子装配体设计、工程图及BOM表输出、NC数控加工代码设计等。
MoldDesign是基于三维参数化实体造型的解决方案,它实现了模具三维设计的自动化,可完成所有单个零件、部件组件及标准件的设计和加载装配,可以方便地将对模型分成形芯、型腔、滑块和镶件。
CimatronE的注塑模具设计Mold Design模块,可使用户进行如下功能设计:(1)加载凸凹模工作部件于动定模架上;(2)定位凸凹模工作部件;(3)标准模架调用;(4)加载替换模具工作组件,如螺钉、注射顶出机构单元、滑动单元等;(5)冷却及注射流道设计;(6)BOM表输出;(7)模具设计规则及配置存储;(8)一模多腔设计。
MoldDesign模具设计模块中标准模架调用、BOM表输出与模具设计标准模板配置调用等功能,使用户针对企业自身的资源合理配置,同时可以提高模具设计的效率和质量。
如图2所示的是系统提供的标准模架及标准件调用产品界面;图3、图4、图5分别为某产品凸凹模设计实例、模具设计装配树及模具设计完成后的零部组件BOM表。
四、电极设计在模具型腔制造过程中,金属切削加工无法完成的狭缝、尖角或清根部位可采用电火花加工,因此必须进行电极设计。
作为电火花加工的关键部分,电极设计的合理性影响着狭缝、尖角或清根部位、型面等特征的成形以及影响加工效率的电参数的选用。
使用CimatronE 提供的电极设计模块用户可以完成完整的电极设计和电极工程图输出,实现电极设计、制造、工艺图档信息管理的自动化,加速电极的分析、提取、生成和文档的建立。
电极设计流程依次为定义火花加工面、根据加工面抽取电极三维信息、电极毛坯设置(毛坯一般提供圆形和方形)、电极坐标系设定、电极刀柄设计、电极外围轮廓的创建、搭接延伸面设计等。
系统提供了火花面和电极本体放电间隙设置、新电极设计与工程图输出等功能,在已成形电极的基础上,标准电极可以模板形式存储,用户可以完成多型腔或相似特征的电极设计。
此外,系统还可以进行电极模拟加工等生动的可视化模拟,图6所示的是产品型腔中的矩形狭缝而设计的专用电极。
五、Cimatron E模具数控铣削加工编程Cimatron E数控编程由三维建模、刀具轨迹设计、刀具轨迹编辑修改、加工仿真、后置处理、数控编程模板、二次开发功能接口、数据文件交换等几个重要组成部分。
系统提供了钻孔、攻螺纹和镗孔循环等点位加工编程功能,具有多种轮廓加工、等高环切行切以及岛屿加工平面铣削编程功能。
其提供的3~5坐标复杂曲面多轴联动加工编程功能,具有基于残留毛坯、曲面轮廓、等高分层、环绕等距、曲面流线、角落清根、曲线五轴等多种刀具轨迹控制方式。
刀具轨迹的主要加工策略包括平行铣削、环绕、等高、深孔钻削、基于毛坯等多种形式的粗精加工。
Cimatron E提供的模具数控铣削加工编程方便简洁,吸收了其他CAD/CAM系统的数控编程功能的优点。
使用系统丰富的三轴粗精加工配合基于残留毛坯的智能切削、高速切削轨迹的控制、定位5轴控制刀具轴矢量的前倾角和侧倾角的粗精加工、快速钻孔、插削粗精加工等编程功能,可以快速高效地完成产品的数控加工程序的编制。
针对每一种加工策略,其刀具轨迹生成控制方式有多种,对于大余量的型腔和空间曲面的加工,其刀具轨迹的控制方式有:基于残留毛坯的螺旋循环加工(Stock Spiral);空间曲面平行等距铣削(Parallel Cut),其轨迹平行于XY平面上某直线;以平面上的某点为圆心,轨迹沿径向以放射状加工(Radial);等高分层铣削加工(By Layer);曲面轮廓三维环绕等距(3D Step);轨迹沿曲面的外形按环绕轮廓的形式进行固定Z轴的XY平面内的等距加工(Profile);深孔钻削粗加工排量(Plunge Mill);空间曲线三轴或五轴加工(Curve 3x& Curve 5x)等。
典型刀具轨迹控制策略如图7所示。
1.CimatronE数控编程基本流程由于系统界面严格遵循实际产品的数控加工流程来设计,因此其操作简单,在整个刀具轨迹设计规划过程中,可任意修改加工对象、切削参数等内容,值得注意的是,由于其相关性,在进行刀具轨迹流程设计时,对于加工对象的定义,最好有一个总体的规划。
可对刀具轨迹和加工程序进行拷贝、粘贴、删除和隐藏等操作,同时可以对具体的刀具轨迹方案进行编辑修改,如下刀、转角速度的调整等。
系统数控加工编程模块提供如下功能:在图形方式下观测刀具沿轨迹运动的情况、进行图形化修改;具有刀位文件复制、编辑、修改、刀具定义、机床和切削参数数据库等功能,如可对刀具轨迹进行延伸、缩短、剪裁等编辑修改等。
Cimatron E用于产品零件的数控加工,其流程如图8所示。
首先是调用产品零件加载毛坯,调用系统的模板或用户自定义的模板、设计刀具。
然后分别创建加工的程序、定义工序、加工的对象、定义加工的方式生成该相应的加工程序。
用户依据加工程序的内容来确立刀具轨迹的生成方式,如根据加工对象的具体内容,刀具的导动方式、切削步距、主轴转速、进给量、切削角度、进退刀点、干涉面及安全平面等详细内容生成刀具轨迹。
对刀具轨迹进行仿真加工后再进行相应的编辑修改、拷贝等操作提高编程的效率。
待所有的刀具轨迹设计合格后,进行后处理生成相应数控系统的加工代码进行DNC传输与数控加工。
2.模具数控编程模板使用数控编程模板有利于利用已有的经验和专家知识,达到企业内部资源共享的目的。
系统提供了加工程序模板、刀具模板、加工对象模板、刀具轨迹模板等。
在模板中不断注入数控编程员、加工工艺师、技术工人的知识、经验和习惯,建立起规范的数控加工工艺过程,为强化企业生产管理提高产品的加工效率和质量打下良好的工艺技术基础。
Cimatron E系统创建用户自己的模板可以将预先的加工顺序、工艺参数、切削参数设置好,针对相似的零件加工对象,应用模板可以大幅度提高数控编程的效率和质量,尤其是在模具行业。
用户通过加工向导非常容易地从模板中获得专家级的制造过程指导,全部内容可非常简单而有效地提供给缺乏经验的用户,有利于吸收别人的经验。
通过向导,预先定义的模板可以被激活,并通过简单的交互快速生成数控加工刀具轨迹。
加工程序模板与刀具轨迹模板分别以*.pct、*.tpt和*.mtt的文件格式保存。
3. 变速切削及基于残留毛坯切削Cimatron E系统提供的等体积恒功率变速切削功能,尤其适合在普通数控机床上对加工余量比较大的难加工材料产品的切削,以充分发挥刀具和机床的性能。
由于普通数控机床在现有企业所占的比重仍然较大,因此采用变速切削的刀具轨迹策略可以很好地降低制造成本,提高加工的效率。
如图9所示为系统提供的变速切削功能设置。
CimatronE的高速铣削加工功能同时支持等高分层的粗加工和曲面的精加工,通过在转角处以圆角的形式过渡,避免90。
急转(高速场合对导轨和电机容易损坏),同时采用螺旋进退刀配合进给速度的自动调节功能,非常适合于高速切削加工,系统还提供环绕等距等多种方式支持高速加工刀具轨迹的生成策略。
借助基于残留毛坯切削的编程功能,软件自动排除空的刀具轨迹,减少了用户的工作量,也提高了编程的效率。
如图10所示的是在CimatronE平台上,充分利用系统数控编程模板、等体积变速切削等功能完成的某复合材料产品热压模凸凹模型腔和型芯的数控铣削加工程序的刀具轨迹示意图。
六、结束语C imatr on E是一款功能非常丰富的CAD/CAM 一体化软件,非常适合于各种模具的开发和加工。