常用母材与焊材选用表
焊材选用表
R307、Ni337 WEL GTAW82、Ni337 J427、H08A-HJ431、A302、A102 J507、A062 J427、A062 J427、H08A-HJ431、A302、A102 J427、E22.9.3N
J507/A302/A002 J427/A302/A002 J507、A022、A042、H10MnSiA+HJ431
J422、H08A+HJ431 TIG-J50/J427 J427 J427 TIG-J50/J427 H08A+HJ431 TIG-J50/J427 J427 TIG-J50/J427 H08A+HJ431
11 20R 12 20R 13 25#+Q235-B 14 Q235-A 15 Q235-A 16 Q235-A 17 Q235-A 18 Q235-B 19 Q235-B 20 SA516 Gr.60
7、Ⅷ类材料
A132 H00Cr19Ni12Mo2/A022 H1Cr19Ni9Ti/A132 H0Cr19Ni12Mo2/A202 H0Cr20Ni10Ti/A137 TGF347+A137 H0Cr20Ni10Nb/A137 H0Cr20Ni10Nb/A137
42 0Cr13
8、复合钢管
H0Cr20Ni10Ti、A132
84 0Cr13/15CrMoR 85 0Cr13/15CrMoR 86 0Cr13/20R 87 0Cr13Al/16MnR 88 0Cr13Al/20R 89 0Cr18Ni9/20R 90 2205/20R 91 304L/16MnR 92 304L/20R 93 316L/16MnR 94 316L/16MnR 95 316L/20R 96 316L/20R 97 316L/20R 98 405/16MnR 99 405/20g
焊材选用表 全

R307、Ni337 WEL GTAW82、Ni337 J427、H08A-HJ431、A302、A102 J507、A062 J427、A062 J427、H08A-HJ431、A302、A102 J427、E22.9.3N
J507/A302/A002 J427/A302/A002 J507、A022、A042、H10MnSiA+HJ431
11、卷制管
79 L245 80 L245+20 81 X42 82 X52 83 X60 84 X65
焊接材料
ERNiCr-3 H1Cr24Ni13、A307 H08Mn2MoVA+W707Ni H1Cr9Mo/R707 HSCCu201 Alloy60,Alloy190 ERNiCrMo-3 ERNiCr-3
6、Ⅶ类材料
焊接材料
J422 H08Mn2Si TIG-J50 H08Mn2Si+J422 H08A TIG-J50+J427 H08Mn2SiA+J427 H08Mn2Si+J427
H08Mn2Si+J507
TIG-R40 R407 H08CrMoVA H08CrMoVA+R317 TIG-R40/R407 H05CrMoTiRe+R307 H13CrMoA+R307 H13CrMoA+R307 H13CrMoA+R307 TIG-R40 TIG-R40,R407 H08CrMoVA/R317
电力行业焊材选用明细

第 1 页,共 39 页
常用焊接材料选用明细 序号 母材材质 27 A312 TP304 28 A312 TP316L 29 0Cr18Ni10Ti 30 0Cr18Ni10Ti 31 0Cr18Ni12Mo2Ti 32 0Cr18Ni9 33 0Cr18Ni9 34 1Cr18Ni9Ti 35 316L 36 TP304 37 TP316 38 TP321 39 TP321 40 TP347 41 TP347 7、Ⅷ类材料 42 0Cr13 8、复合钢管 43 304/20 9、异类材料 44 09Mn2DR+TP304 45 1Cr5Mo+316L 46 1Cr5Mo+T9 47 20+00Cr17Ni14Mo2 48 20+1Cr5Mo 49 304L+316Ti 50 A106 Gr.B+ 20MnMo 51 A106Gr.B+TP304 52 Cr5Mo+15CrMo 53 Cr5Mo+1Cr18Ni9Ti 54 P11 55 P11+20 56 P11+TP304 焊接材料 TGF-308L,A137 TGF-316L A022 H0Cr20Ni10Ti H0Cr20Ni10Ti/A137 TGF-316L A022 E308L-T TGF308L-T A132 H00Cr19Ni12Mo2/A022 H1Cr19Ni9Ti/A132 H0Cr19Ni12Mo2/A202 H0Cr20Ni10Ti/A137 TGF347+A137 H0Cr20Ni10Nb/A137 H0Cr20Ni10Nb/A137 H0Cr20Ni10Ti、A132 H1Cr24Ni13/A302 H1Cr24Ni13/A307 H1Cr24Ni13+A302 H1Cr9Mo/R707 H1Cr24Ni13,A302 H08Mn2SiA+J427 TGF316L+A022 H08Mn2SiA J427 H1Cr24Ni13/A407 13CrMoA/R307 H1Cr24Ni13/A302 13CrMoA/R307 13CrMoA/J427 H1Cr24Ni13/A407 备注
常用母材与焊材选用表

常用母材与焊材选用表文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]常用母材与焊材选用表焊接铁素体不锈钢用焊条珠光体耐热钢焊接时,如何正确地选用焊接材料总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
表12珠光体耐热钢焊接材料的选用中碳钢焊接时,如何正确地选用焊条中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
表6中碳钢手弧焊时焊条的选用特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
(完整版)常用母材与焊材选用表 焊条型号牌号对照表
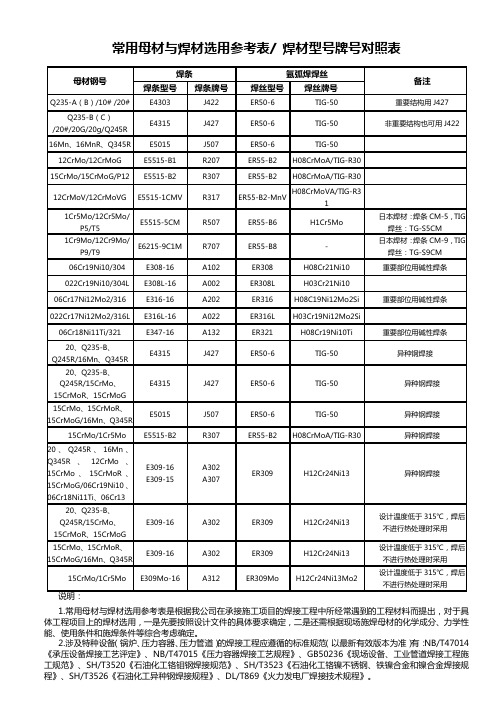
常用母材与焊材选用参考表/ 焊材型号牌号对照表
1.常用母材与焊材选用参考表是根据我公司在承接施工项目的焊接工程中所经常遇到的工程材料而提出,对于具体工程项目上的焊材选用,一是先要按照设计文件的具体要求确定,二是还需根据现场施焊母材的化学成分、力学性能、使用条件和施焊条件等综合考虑确定。
2.涉及特种设备(锅炉、压力容器、压力管道)的焊接工程应遵循的标准规范(以最新有效版本为准)有:NB/T47014《承压设备焊接工艺评定》、NB/T47015《压力容器焊接工艺规程》、GB50236《现场设备、工业管道焊接工程施工规范》、SH/T3520《石油化工铬钼钢焊接规范》、SH/T3523《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》、SH/T3526《石油化工异种钢焊接规程》、DL/T869《火力发电厂焊接技术规程》。
3.工程标准规范是随技术进步和管理要求在不断变化更新之中,使用本表人员应要不断学习新知识充实自身,不断提高业务能力。
山东环海石化工程有限公司技术发展部
2016年3月31日。
常用焊接材料选用表

100~150℃
40公斤级
15MnVR
(J502)J507
H10MnSi(低档)
H08MnMoA(高档)
HJ431
δ≥32时
100~150℃
H08Mn2SiA
注(2)(3)
50公斤级
18MnMoNbR
J707
H08MnMoA(高档)
HJ250G
≥170℃
注(4)
铬钼钢
12CrMo
热207
H13CrMoA
日本钢号
SPV36
同上
日本钢号
碳锰镍钢
BHW-35
按18MnMoNbR选择焊材及预热温度
西德钢号
铬钼钢
13CrMo44
按15CrMo选择焊材及预热温度
西德钢号
1Cr-1/2Mo
同上
注5美国钢号
STBA22(钢管)
同上
日本钢号
2.25Cr-1Mo
热407
HCrMo910
HJ250G
≥200℃
注6美国钢号
H08A / H08MnA
奥302
奥132
1Cr18Ni9Ti+16Mn
J502 / J507
H10Mn2 / H10MnSi
奥302
奥132
0Cr17Ni13Mo2Ti+A3
J422 / J427
H08A / H08MnA
奥302
奥212
0Cr17Ni13Mo2Ti+16Mn
J502 / J507
H0Cr18Ni9Ti
0Cr17Ni13Mo2Ti
奥212
H0Cr19Ni12Mo2
HJ260
常用母材与焊材选用表

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用, 见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也 可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝 含碳量)等。
中碳钢手弧焊时焊条的选用,见表表6中碳钢手弧焊时焊条的选用特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如 E0-19-10-16 (A102 )、E0-19-10-5 (A107八E1-23-13-16 (A302 八 E1-23-13-15 (A307 八 E2-26-21-16 (A402 八 E2-26-21-15 (A407 )等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
钢号碳量 接 asab5巾 aK不要求等 要求等(%)件 (MPa )(MPa )(%)(%)(J )强度强度-一-55E4303,0.32 〜般3155302045E4301350.40E5016,ZG270 〜22E50155000.31 〜 -一- 2705001825E4316,0.40般E4315较E4303,差E43010.42 〜 35560016403945 0.50E4316,E5016, ZG310 〜 0.41 〜E4315E50155700.50较 差 310570152115E5016,E5015 很E4303,E43010.52 〜 差3806451335—55 0.60E4316,E5016, ZG340 〜 0.51 〜E4315E50153400.60很 340640101810E5016,差E5015焊件力学性能(马选用焊条型号焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
常用焊接材料选用表

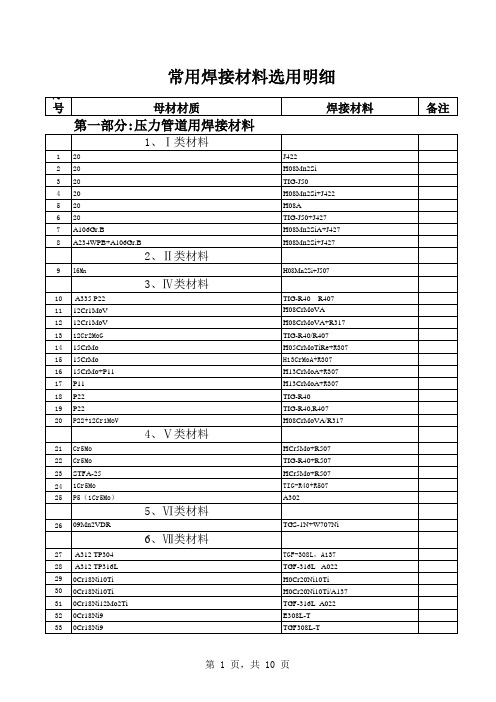
常用焊接材料选用明细序号母材材质焊接材料第一部分:压力管道用焊接材料1、Ⅰ类材料120J422220H08Mn2Si320TIG-J50420H08Mn2Si+J422 520H08A620TIG-J50+J4277A106Gr.B H08Mn2SiA+J4278A234WPB+A106Gr.B H08Mn2Si+J4272、Ⅱ类材料916Mn H08Mn2Si+J5073、Ⅳ类材料10A335 P22TIG-R40 R407 1112Cr1MoV H08CrMoVA 1212Cr1MoV H08CrMoVA+R317 1312Cr2MoG TIG-R40/R407 1415CrMo H05CrMoTiRe+R307 1515CrMo H13CrMoA+R307 1615CrMo+P11H13CrMoA+R30717P11H13CrMoA+R30718P22TIG-R4019P22TIG-R40,R40720P22+12Cr1MoV H08CrMoVA/R3174、Ⅴ类材料21Cr5Mo HCr5Mo+R50722Cr5Mo TIG-R40+R50723STFA-25HCr5Mo+R507241Cr5Mo TIG-R40+R50725P5(1Cr5Mo)A3025、Ⅵ类材料2609Mn2VDR TGS-1N+W707Ni6、VII类材料27A312 TP304TGF-308L,A137 28A312 TP316L TGF-316L A022 290Cr18Ni10Ti H0Cr20Ni10Ti 300Cr18Ni10Ti H0Cr20Ni10Ti/A137 310Cr18Ni12Mo2Ti TGF-316L A022 320Cr18Ni9E308L-T330Cr18Ni9TGF308L-T341Cr18Ni9Ti A13235316L H00Cr19Ni12Mo2/A022 36TP304H1Cr19Ni9Ti/A132 37TP316H0Cr19Ni12Mo2/A202 38TP321H0Cr20Ni10Ti/A13739TP321TGF347+A13740TP347H0Cr20Ni10Nb/A137 41TP347H0Cr20Ni10Nb/A1377、VIII类材料420Cr13H0Cr20Ni10Ti、A1328、复合钢管43304/20H1Cr24Ni13/A3029、异类材料4409Mn2DR+TP304H1Cr24Ni13/A307 451Cr5Mo+316L H1Cr24Ni13+A302 461Cr5Mo+T9H1Cr9Mo/R707 4720+00Cr17Ni14Mo2H1Cr24Ni13,A302 4820+1Cr5Mo H08Mn2SiA+J427 49304L+316Ti TGF316L+A02250A106 Gr.B+ 20MnMo H08Mn2SiA J427 51A106Gr.B+TP304H1Cr24Ni13/A407 52Cr5Mo+15CrMo13CrMoA/R30753Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A302 54P1113CrMoA/R30755P11+2013CrMoA/J42756P11+TP304H1Cr24Ni13/A40710、特殊材料及其与异种钢570Cr25Ni20H0Cr25Ni20/A407 5815Mo3+ 15CrMo H08CrMoA、A107 5915Mo3+ 20TIG-J50、J427 6020Cr33NiNb ERNiCr-3 6120Cr33NiNb+Incoloy 800H ERNiCr-3 62800HT+TP347ENiCrCoMo-1 63904L904L64A333-6TGS-1N,W707Ni 65A335 P22+Incoloy 800H ERNiCr-3+Ni337 66A671 CC70TGS-1N,W707Ni 67B407 800H+Inconloy 800H ERNiCrCoMo-168B407 800HT +TP304ERNiCr-369B407 800HT+P11ERNiCrCoMo-170Incoloy 800H ERNiCr-371Incoloy 800H+P11ERNiCr-372P22+TP304H H1Cr24Ni13、A307 73SA333-6H08Mn2MoVA+W707Ni 74T9H1Cr9Mo/R70775TP1HSCCu20176UNS N04400Alloy60,Alloy190 77ZG4Cr35Ni45Nb+Inconloy 800H ERNiCrMo-378ZG4Cr35Ni45Nb+ZG4Cr25Ni35Nb ERNiCr-311、卷制管79L245ER50-6、J42780L245+20ER50-6、J42281X42H08Mn2Si+J42782X52TIG-J50+J50683X60E6010+E8010+E8018 84X65TIG-J50+J557第二部分:压力容器板材用焊接材料1、Ⅰ类材料115#J422、H08A+HJ431 220#+20g TIG-J50/J427 320#+20g J427420g J427520g TIG-J50/J427 620g H08A+HJ431720g TIG-J50/J427 820R J427920R TIG-J50/J427 1020R H08A+HJ431 1120R H10MnSi+HJ431 1220R H08Mn2SiA 1325#+Q235-B J42714Q235-A J42715Q235-A E4315/H08A+HJ431 16Q235-A H08A+HJ43117Q235-A TIG-J50/J42718Q235-B J42719Q235-B J42220SA516 Gr.60LB52NS2、Ⅱ类材料2115MnV J5072216Mn H10MnSi+HJ431 2316Mng TIG-J50/E5015 2416MnR J5072516MnR J5062616MnR TIG-J502716MnR J427/H10MnSi+HJ431 2816MnR H08A+HJ431 2916MnR H10MnSi+HJ431 3016MnR H10Mn2+HJ431 3116MnR H08Mn2SiA 3216MnR A062、A002 3316MnR EG-13416MnR TIG-J50,J507 3516MnR+15MnNbR J5573620MnMo J5073720MnMo TIG-J50/J50738Q345E E501539SPV36N J507B3、Ⅲ类材料40CF62E6015-G41610U2LB-62ULSPV490QSR MG-6042SPV490QSR LB-6243SPV490Q LB-6244SPV490Q DWS-60G45SPV490Q DS-49/MF-33H4、Ⅳ类材料4613CrMo44R3074714Cr1MoR R307B4814Cr1Mo锻H11CrMo45A+R307B 4914Cr1Mo锻+14Cr1MoR H11CrMo45A+R307B 5015CrMo H13CrMoA+HJ250G 5115CrMoR R3075215CrMoR H05CrMoTIRe/R307 5315CrMoR H13CrMoA+HJ250G 5415CrMoR A3075515CrMo锻E309MoLT1-1 5615CrMo锻E309LT1-1,E316LT1-1 5715CrMo锻ER309L5815CrMo锻H05CrMoTiRe、R307 5915CrMo锻R3076015CrMo锻+15CrMoR R3075、Ⅴ类材料611Cr5Mo R5076、Ⅵ类材料6216MnDR H05MnSiTiRe、J507RH 6316MnDR J507RH6407MnNiCrMoVDR+08MnNiCrMoVD J607RH6508MnNiCrMoVD TGS-3N、J607RH 6608MnNiCrMoVD J607RH7、Ⅶ类材料67316H00Cr19Ni12Mo2-HJ260 68316A022690Cr18Ni9A132700Cr18Ni9H0Cr21Ni10+A102 710Cr18Ni9H0Cr20Ni10-HJ260 720Cr18Ni9A102730Cr18Ni9Ti H0Cr20Ni10Ti+HJ260 741Cr18Ni9Ti A137751Cr18Ni9Ti H0Cr20Ni10Ti/A132 761Cr18Ni9Ti H0Cr20Ni10Ti/HJ260 771Cr18Ni9Ti HJ260-H0Cr20Ni10Ti 78304L H0Cr20Ni10Ti/A002 79304L A00280316L A02281316L H00Cr19Ni12Mo2/A022 82316L H0Cr20Ni14Mo3+HJ260 83AISI304H0Cr20Ni10Ti/A1328、复合材料840Cr13/15CrMoR R307、Ni337850Cr13/15CrMoR WEL GTAW82、Ni337860Cr13/20R J427、H08A-HJ431、A302、A102 870Cr13Al/16MnR J507、A062880Cr13Al/20R J427、A062890Cr18Ni9/20R J427、H08A-HJ431、A302、A102 902205/20R J427、E22.9.3N91304L/16MnR J507/A302/A00292304L/20R J427/A302/A00293316L/16MnR J507、A022、A042、H10MnSiA+HJ431 94316L/16MnR J507/A042/A02295316L/20R H08A+HJ431、A042、A022 96316L/20R J427、A022、A04297316L/20R J427、A022、A042、H08A+HJ431 98405/16MnR J507.A132.A30299405/20g J427.A132.A302、H08A+HJ431 100405/20R J427、A302、A132、H08A+HJ431 101405/20R J427、A062102405/20R+2205/20R J427、A062103SA405/20R J427、A062104SA405/20R J427、H08A-HJ431、A062105SUS321/15CrMo HJ250G+H13CrMoA、A062、A132 106SUS321/15CrMo HJ250G+H13CrMoA、A062、A132 107SUS321/15CrMo R307、A062、A1329、异类材料1080Cr13/15CrMoR+15CrMoR R307、Ni3371090Cr13/15CrMoR+1Cr5Mo WEL TIG82、Ni3371100Cr13/20R+0Cr18Ni9H0Cr20Ni10Ti,A302,A102 1110Cr13Al+0Cr18Ni9A0621120Cr18Ni9+20R A06211315CrMo+0Cr18Ni9H1Cr24Ni13、A30211415CrMo+16MnR A30211515CrMo+20g J42711616Mn/316L+316L A022、A04211716Mn/405+16Mn E5015、A30211816MnDR+00Cr17Ni14Mo2H1Cr24Ni13、A30211916MnDR+0Cr18Ni9H1Cr24Ni13、A30212016MnDR+16MnR H10Mn2+E5015-G12116MnR+0Cr13H1Cr24Ni13、A30212216MnR+12Cr2Mo TIG-J50+J50712316MnR+14Cr1MoR J05712416MnR+1Cr18Ni9Ti A30712516MnR+SA350 LF2TIG-J50+J50712620g+15CrMo A30212720g+1Cr18Ni9Ti A30712820R/316L+316L A042、A02212920R/405+0Cr13A132、A30213020R/405+20R E4315、A302、H08A+HJ431 13120R/405+奥18-8A132、A30213220R+15CrMoR H08A+HJ43113320R+1Cr18Ni9Ti H1Cr24Ni13/A307 13420R+304L/20R J427/A30213520R+SA405/20R J427、A062 136304L/16MnR+316L/16MnR J507/A042/A022 137304L/20R+316L/20R J427/A042/A022 138316L+16MnR A042139316L+Q235-B A042140CF62+16MnR E6015-G141Q235-A+15CrMoR J427142Q235B+SPV490Q LB62143SA105+16MnR J507144SB409+20R A50710、特殊材料及其与异种钢14509CrCuSb J42714609CrCuSb+0Cr18Ni9A30214709CrCuSb+16MnR ND14809CrCuSb+Q235A ND1490Cr25Ni20A4021500Cr25Ni20+0Cr18Ni9A3021510Cr25Ni20+16MnR A3021525A02S331153SA516 Gr.70J507RH154SA516-70N E601,E7018155SA671 CC70ER80S-G,E7016-1156TA2TA2157UNS N08810Ni135158UNS N08810Ni327159UNS N08810+0Cr18Ni9Ni135160UNS N08810+20R Ni135161UNS N08810+20R Ni327162UNS N08811Ni337163UNS N08811(SB564+SB409)Ni337164UNS N08811+15CrMoR Ni33711、换热器用16508Cr2AlMo(φ25×2.5)与20R(δH08Cr2AlMo16609CrCuSb(φ38×3)与16MnR(δH09CrCuSb1670Cr18Ni9(φ19×2)与0Cr18Ni9(δ=20)H0Cr24Ni10Ti16815CrMo(φ19×2)与15CrMoR(δH05CrMoTiRe 16915CrMoR+15CrMo TIG-R30 17016Mn(φ14×2)与16MnR(δ=20)ER50-6 17120(φ25×2.5)与16Mn(δ=24)H08Mn2SiA 17220(φ38×3.5)与16Mn(δ=22)ER50-6 17320(φ38×4)与20g(δ=16)J427 17420(φ57×3.5)与16Mn(δ=20)H08Mn2SiA12、球罐17507MnCrMoVDR J607RH 17615MnNbR J55717715MnNbR J507RH 17816MnR J50717916MnR E712C 18016MnR J507R 18116MnR TIG-J50,J507R 18216MnR E71T-1 18320g J42718420MnMo J557RH 18520MnMo+15MnNbR J557RH 186610U2LB62-UL187A537CL1E7018-G188CF-62J607RH第三部分:压力容器用焊接材料(管材)1、Ⅰ类材料120J422220H08Mn2Si320TIG-J50420H08Mn2Si+J422 520H08A620TIG-J50+J4277A106Gr.B H08Mn2SiA+J427 8A234WPB+A106Gr.B H08Mn2Si+J4272、Ⅱ类材料916Mn H08Mn2Si+J5073、Ⅳ类材料10A335 P22TIG-R40 R407 1112Cr1MoV H08CrMoVA+R317 1212Cr1MoV H08CrMoVA 1312Cr2MoG TIG-R40/R407 1415CrMo H05CrMoTiRe+R307 1515CrMo H13CrMoA+R307 16P22TIG-R4017P22TIG-R40,R4074、Ⅴ类材料18Cr5Mo HCr5Mo+R50719Cr5Mo TIG-R40+R507 20STFA-25HCr5Mo+R507 211Cr5Mo TIG-R40+R507 22P5(1Cr5Mo)A3025、Ⅵ类材料2309Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料24A312 TP304TGF-308L,A137 25A312 TP316L TGF-316L A022 260Cr18Ni10Ti H0Cr20Ni10Ti270Cr18Ni10Ti H0Cr20Ni10Ti/A137 280Cr18Ni12Mo2Ti TGF-316L A022 290Cr18Ni9E308L-T300Cr18Ni9TGF308L-T311Cr18Ni9Ti A13232316L H00Cr19Ni12Mo2/A022 33TP304H1Cr19Ni9Ti/A132 34TP316H0Cr19Ni12Mo2/A202 35TP321H0Cr20Ni10Ti/A137 36TP321TGF347+A13737TP347H0Cr20Ni10Nb/A137 38TP347H0Cr20Ni10Nb/A1377、Ⅷ类材料390Cr13H0Cr20Ni10Ti、A1328、复合钢管40304/20H1Cr24Ni13/A3029、异类材料4109Mn2DR+TP304H1Cr24Ni13/A307 421Cr5Mo+316L H1Cr24Ni13+A302 431Cr5Mo+T9H1Cr9Mo/R707 4420+1Cr5Mo H08Mn2SiA+J427 45304L+316Ti TGF316L+A02246A106 Gr.B+ 20MnMo H08Mn2SiA J427 47Cr5Mo+15CrMo13CrMoA/R30748Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A30210、特殊材料及其与异种钢490Cr25Ni20H0Cr25Ni20/A407 5020Cr33NiNb ERNiCr-35120Cr33NiNb+Incoloy 800H ERNiCr-3 52904L904L53A333-6TGS-1N,W707Ni 54A671 CC70TGS-1N,W707Ni 55SA333-6H08Mn2MoVA+W707Ni 56T9H1Cr9Mo/R70757A335 P22+Incoloy 800H ERNiCr-3+Ni337 58P22+12Cr1MoV H08CrMoVA/R31711、卷制管59L245ER50-6、J42760L245+20ER50-6、J42761L245+20ER50-6、J42262X65TIG-J50+J557第四部分:锅炉焊接1、Ⅰ类材料120#管(φ57×3.5)钨极氩弧焊H08Mn2Si220#管(φ108×4.5)钨极氩弧焊/焊条电弧焊H08Mn2Si+J422320#管(φ273×18)钨极氩弧焊/焊条电弧焊H08Mn2Si+J4224Q235B板(δ=12)焊条电弧焊J4275Q235A板(δ=18)焊条电弧焊J4272、Ⅱ类材料616MnR板(δ=12)焊条电弧焊J507716MnR板(δ=14)埋弧焊HJ431/H10MnSi816Mn管(φ60×9)与16MnR板(δ=12)焊条电弧焊J507916MnR管(φ90×16)与16MnR板(δ=24)焊条电弧焊J5073、Ⅲ类材料1015CrMo板(δ=14)焊条电弧焊R307 1112Cr1MoV管(φ42×4)钨极氩弧焊H08CrMoVA1212Cr1MoV管(φ42×4)钨极氩弧焊/焊条电弧焊H08CrMoVA/R3171312Cr1MoV管(φ133×12)钨极氩弧焊/焊条电弧焊H08CrMoVA/R3174、电力标准1420G+15CrMoG TIG-J50/J4271512Cr2MoVWTIB TIG-R34/R317双相不锈钢的焊接1.双相不锈钢可焊性良好,热裂倾向小,一般焊前不需预热,焊后不需热处理,可与18-8型奥氏体不锈钢或碳钢等异种钢焊接。
焊接母材及焊材选用

常用焊接材料选用明细序号母材材质焊接材料备注第一部分:压力管道用焊接材料1、Ⅰ类材料 120J422220H08Mn2Si320TIG-J50420H08Mn2Si+J422520H08A620TIG-J50+J4277A106Gr.B H08Mn2SiA+J4278A234WPB+A106Gr.B H08Mn2Si+J4272、Ⅱ类材料916Mn H08Mn2Si+J5073、Ⅳ类材料10 A335 P22TIG-R40 R4071112Cr1MoV H08CrMoVA1212Cr1MoV H08CrMoVA+R3171312Cr2MoG TIG-R40/R4071415CrMo H05CrMoTiRe+R3071515CrMo H13CrMoA+R3071615CrMo+P11H13CrMoA+R30717P11H13CrMoA+R30718P22TIG-R4019P22TIG-R40,R40720P22+12Cr1MoV H08CrMoVA/R3174、Ⅴ类材料21Cr5Mo HCr5Mo+R50722Cr5Mo TIG-R40+R50723STFA-25HCr5Mo+R507241Cr5Mo TIG-R40+R50725P5(1Cr5Mo)A3025、Ⅵ类材料2609Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料27 A312 TP304TGF-308L,A13728 A312 TP316L TGF-316L A022290Cr18Ni10Ti H0Cr20Ni10Ti300Cr18Ni10Ti H0Cr20Ni10Ti/A137310Cr18Ni12Mo2Ti TGF-316L A022320Cr18Ni9E308L-T330Cr18Ni9TGF308L-T常用焊接材料选用明细序号母材材质焊接材料备注341Cr18Ni9Ti A13235316L H00Cr19Ni12Mo2/A02236TP304H1Cr19Ni9Ti/A13237TP316H0Cr19Ni12Mo2/A20238TP321H0Cr20Ni10Ti/A13739TP321TGF347+A13740TP347H0Cr20Ni10Nb/A13741TP347H0Cr20Ni10Nb/A1377、Ⅷ类材料420Cr13H0Cr20Ni10Ti、A1328、复合钢管43304/20H1Cr24Ni13/A3029、异类材料4409Mn2DR+TP304H1Cr24Ni13/A307451Cr5Mo+316L H1Cr24Ni13+A302461Cr5Mo+T9H1Cr9Mo/R7074720+00Cr17Ni14Mo2H1Cr24Ni13,A3024820+1Cr5Mo H08Mn2SiA+J42749304L+316Ti TGF316L+A02250A106 Gr.B+ 20MnMo H08Mn2SiA J42751A106Gr.B+TP304H1Cr24Ni13/A40752Cr5Mo+15CrMo13CrMoA/R30753Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A30254P1113CrMoA/R30755P11+2013CrMoA/J42756P11+TP304H1Cr24Ni13/A40710、特殊材料及其与异种钢570Cr25Ni20H0Cr25Ni20/A4075815Mo3+ 15CrMo H08CrMoA、A1075915Mo3+ 20TIG-J50、J4276020Cr33NiNb ERNiCr-36120Cr33NiNb+Incoloy 800H ERNiCr-362800HT+TP347ENiCrCoMo-163904L904L64A333-6TGS-1N,W707Ni65A335 P22+Incoloy 800H ERNiCr-3+Ni33766A671 CC70TGS-1N,W707Ni67B407 800H+Inconloy 800H ERNiCrCoMo-168B407 800HT +TP304ERNiCr-369B407 800HT+P11ERNiCrCoMo-170Incoloy 800H ERNiCr-3常用焊接材料选用明细序号母材材质焊接材料备注71Incoloy 800H+P11ERNiCr-372P22+TP304H H1Cr24Ni13、A30773SA333-6H08Mn2MoVA+W707Ni74T9H1Cr9Mo/R70775TP1HSCCu20176UNS N04400Alloy60,Alloy19077ZG4Cr35Ni45Nb+Inconloy 800H ERNiCrMo-378ZG4Cr35Ni45Nb+ZG4Cr25Ni35Nb ERNiCr-311、卷制管79L245ER50-6、J42780L245+20ER50-6、J42281X42H08Mn2Si+J42782X52TIG-J50+J50683X60E6010+E8010+E801884X65TIG-J50+J557第二部分:压力容器板材用焊接材料 1、Ⅰ类材料 115#J422、H08A+HJ431220#+20g TIG-J50/J427320#+20g J427420g J427520g TIG-J50/J427620g H08A+HJ431720g TIG-J50/J427820R J427920R TIG-J50/J4271020R H08A+HJ4311120R H10MnSi+HJ4311220R H08Mn2SiA1325#+Q235-B J42714Q235-A J42715Q235-A E4315/H08A+HJ43116Q235-A H08A+HJ43117Q235-A TIG-J50/J42718Q235-B J42719Q235-B J42220SA516 Gr.60LB52NS2、Ⅱ类材料2115MnV J5072216Mn H10MnSi+HJ431常用焊接材料选用明细序号母材材质焊接材料备注2316Mng TIG-J50/E50152416MnR J5072516MnR J5062616MnR TIG-J502716MnR J427/H10MnSi+HJ4312816MnR H08A+HJ4312916MnR H10MnSi+HJ4313016MnR H10Mn2+HJ4313116MnR H08Mn2SiA3216MnR A062、A0023316MnR EG-13416MnR TIG-J50,J5073516MnR+15MnNbR J5573620MnMo J5073720MnMo TIG-J50/J50738Q345E E501539SPV36N J507B3、Ⅲ类材料40CF62E6015-G41610U2LB-62ULSPV490QSR MG-6042SPV490QSR LB-6243SPV490Q LB-6244SPV490Q DWS-60G45SPV490Q DS-49/MF-33H4、Ⅳ类材料4613CrMo44R3074714Cr1MoR R307B4814Cr1Mo锻H11CrMo45A+R307B4914Cr1Mo锻+14Cr1MoR H11CrMo45A+R307B5015CrMo H13CrMoA+HJ250G5115CrMoR R3075215CrMoR H05CrMoTIRe/R3075315CrMoR H13CrMoA+HJ250G5415CrMoR A3075515CrMo锻E309MoLT1-15615CrMo锻E309LT1-1,E316LT1-15715CrMo锻ER309L5815CrMo锻 H05CrMoTiRe、R3075915CrMo锻 R3076015CrMo锻+15CrMoR R3075、Ⅴ类材料常用焊接材料选用明细序号母材材质焊接材料备注611Cr5Mo R5076、Ⅵ类材料6216MnDR H05MnSiTiRe、J507RH6316MnDR J507RH6407MnNiCrMoVDR+08MnNiCrMoVD J607RH6508MnNiCrMoVD TGS-3N、J607RH6608MnNiCrMoVD J607RH7、Ⅶ类材料67316H00Cr19Ni12Mo2-HJ26068316A022690Cr18Ni9A132700Cr18Ni9H0Cr21Ni10+A102710Cr18Ni9H0Cr20Ni10-HJ260720Cr18Ni9A102730Cr18Ni9Ti H0Cr20Ni10Ti+HJ260741Cr18Ni9Ti A137751Cr18Ni9Ti H0Cr20Ni10Ti/A132761Cr18Ni9Ti H0Cr20Ni10Ti/HJ260771Cr18Ni9Ti HJ260-H0Cr20Ni10Ti78304L H0Cr20Ni10Ti/A00279304L A00280316L A02281316L H00Cr19Ni12Mo2/A02282316L H0Cr20Ni14Mo3+HJ26083AISI304H0Cr20Ni10Ti/A1328、复合材料840Cr13/15CrMoR R307、Ni337850Cr13/15CrMoR WEL GTAW82、Ni337860Cr13/20R J427、H08A-HJ431、A302、A102870Cr13Al/16MnR J507、A062880Cr13Al/20R J427、A062890Cr18Ni9/20R J427、H08A-HJ431、A302、A102902205/20R J427、E22.9.3N91304L/16MnR J507/A302/A00292304L/20R J427/A302/A00293316L/16MnR J507、A022、A042、H10MnSiA+HJ43194316L/16MnR J507/A042/A02295316L/20R H08A+HJ431、A042、A02296316L/20R J427、A022、A04297316L/20R J427、A022、A042、H08A+HJ43198405/16MnR J507.A132.A30299405/20g J427.A132.A302、H08A+HJ431常用焊接材料选用明细序号母材材质焊接材料备注100405/20R J427、A302、A132、H08A+HJ431101405/20R J427、A062102405/20R+2205/20R J427、A062103SA405/20R J427、A062104SA405/20R J427、H08A-HJ431、A062、A062、A132105SUS321/15CrMo HJ250G+H13CrMoA106SUS321/15CrMo HJ250G+H13CrMoA、A062、A132107SUS321/15CrMo R307、A062、A1329、异类材料1080Cr13/15CrMoR+15CrMoR R307、Ni3371090Cr13/15CrMoR+1Cr5Mo WEL TIG82、Ni3371100Cr13/20R+0Cr18Ni9H0Cr20Ni10Ti,A302,A1021110Cr13Al+0Cr18Ni9A0621120Cr18Ni9+20R A06211315CrMo+0Cr18Ni9H1Cr24Ni13、A30211415CrMo+16MnR A30211515CrMo+20g J42711616Mn/316L+316L A022、A04211716Mn/405+16Mn E5015、A30211816MnDR+00Cr17Ni14Mo2H1Cr24Ni13、A30211916MnDR+0Cr18Ni9H1Cr24Ni13、A30212016MnDR+16MnR H10Mn2+E5015-G12116MnR+0Cr13H1Cr24Ni13、A30212216MnR+12Cr2Mo TIG-J50+J50712316MnR+14Cr1MoR J05712416MnR+1Cr18Ni9Ti A30712516MnR+SA350 LF2TIG-J50+J50712620g+15CrMo A30212720g+1Cr18Ni9Ti A30712820R/316L+316L A042、A02212920R/405+0Cr13A132、A30213020R/405+20R E4315、A302、H08A+HJ43113120R/405+奥18-8A132、A30213220R+15CrMoR H08A+HJ43113320R+1Cr18Ni9Ti H1Cr24Ni13/A30713420R+304L/20R J427/A30213520R+SA405/20R J427、A062136304L/16MnR+316L/16MnR J507/A042/A022137304L/20R+316L/20R J427/A042/A022138316L+16MnR A042139316L+Q235-B A042140CF62+16MnR E6015-G常用焊接材料选用明细序号母材材质焊接材料备注141Q235-A+15CrMoR J427142Q235B+SPV490Q LB62143SA105+16MnR J507144SB409+20R A50710、特殊材料及其与异种钢14509CrCuSb J42714609CrCuSb+0Cr18Ni9A30214709CrCuSb+16MnR ND14809CrCuSb+Q235A ND1490Cr25Ni20A4021500Cr25Ni20+0Cr18Ni9A3021510Cr25Ni20+16MnR A3021525A02S331153SA516 Gr.70J507RH154SA516-70N E601,E7018155SA671 CC70ER80S-G,E7016-1156TA2TA2157UNS N08810Ni135158UNS N08810Ni327159UNS N08810+0Cr18Ni9Ni135160UNS N08810+20R Ni135161UNS N08810+20R Ni327162UNS N08811Ni337163UNS N08811(SB564+SB409)Ni337164UNS N08811+15CrMoR Ni33711、换热器用16508Cr2AlMo(φ25×2.5)与20R(δ=24)H08Cr2AlMo16609CrCuSb(φ38×3)与16MnR(δ=22)H09CrCuSb1670Cr18Ni9(φ19×2)与0Cr18Ni9(δ=20)H0Cr24Ni10Ti16815CrMo(φ19×2)与15CrMoR(δ=20)H05CrMoTiRe16915CrMoR+15CrMo TIG-R3017016Mn(φ14×2)与16MnR(δ=20)ER50-617120(φ25×2.5)与16Mn(δ=24)H08Mn2SiA17220(φ38×3.5)与16Mn(δ=22)ER50-617320(φ38×4)与20g(δ=16)J42717420(φ57×3.5)与16Mn(δ=20)H08Mn2SiA12、球罐17507MnCrMoVDR J607RH17615MnNbR J55717715MnNbR J507RH17816MnR J50717916MnR E712C常用焊接材料选用明细序号母材材质焊接材料备注18016MnR J507R18116MnR TIG-J50,J507R18216MnR E71T-118320g J42718420MnMo J557RH18520MnMo+15MnNbR J557RH186610U2LB62-UL187A537CL1E7018-G188CF-62J607RH第三部分:压力容器用焊接材料(管材)1、Ⅰ类材料 120J422220H08Mn2Si320TIG-J50420H08Mn2Si+J422520H08A620TIG-J50+J4277A106Gr.B H08Mn2SiA+J4278A234WPB+A106Gr.B H08Mn2Si+J4272、Ⅱ类材料916Mn H08Mn2Si+J5073、Ⅳ类材料10 A335 P22TIG-R40 R4071112Cr1MoV H08CrMoVA+R3171212Cr1MoV H08CrMoVA1312Cr2MoG TIG-R40/R4071415CrMo H05CrMoTiRe+R3071515CrMo H13CrMoA+R30716P22TIG-R4017P22TIG-R40,R4074、Ⅴ类材料18Cr5Mo HCr5Mo+R50719Cr5Mo TIG-R40+R50720STFA-25HCr5Mo+R507211Cr5Mo TIG-R40+R50722P5(1Cr5Mo)A3025、Ⅵ类材料2309Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料24 A312 TP304TGF-308L,A137常用焊接材料选用明细序号母材材质焊接材料备注25 A312 TP316L TGF-316L A022260Cr18Ni10Ti H0Cr20Ni10Ti270Cr18Ni10Ti H0Cr20Ni10Ti/A137280Cr18Ni12Mo2Ti TGF-316L A022290Cr18Ni9E308L-T300Cr18Ni9TGF308L-T311Cr18Ni9Ti A13232316L H00Cr19Ni12Mo2/A02233TP304H1Cr19Ni9Ti/A13234TP316H0Cr19Ni12Mo2/A20235TP321H0Cr20Ni10Ti/A13736TP321TGF347+A13737TP347H0Cr20Ni10Nb/A13738TP347H0Cr20Ni10Nb/A1377、Ⅷ类材料390Cr13H0Cr20Ni10Ti、A1328、复合钢管40304/20H1Cr24Ni13/A3029、异类材料4109Mn2DR+TP304H1Cr24Ni13/A307421Cr5Mo+316L H1Cr24Ni13+A302431Cr5Mo+T9H1Cr9Mo/R7074420+1Cr5Mo H08Mn2SiA+J42745304L+316Ti TGF316L+A02246A106 Gr.B+ 20MnMo H08Mn2SiA J42747Cr5Mo+15CrMo13CrMoA/R30748Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A30210、特殊材料及其与异种钢490Cr25Ni20H0Cr25Ni20/A4075020Cr33NiNb ERNiCr-35120Cr33NiNb+Incoloy 800H ERNiCr-352904L904L53A333-6TGS-1N,W707Ni54A671 CC70TGS-1N,W707Ni55SA333-6H08Mn2MoVA+W707Ni56T9H1Cr9Mo/R70757A335 P22+Incoloy 800H ERNiCr-3+Ni33758P22+12Cr1MoV H08CrMoVA/R31711、卷制管59L245ER50-6、J42760L245+20ER50-6、J427常用焊接材料选用明细序号母材材质焊接材料备注61L245+20ER50-6、J42262X65TIG-J50+J557第四部分:锅炉焊接1、Ⅰ类材料 120#管(φ57×3.5)钨极氩弧焊H08Mn2Si220#管(φ108×4.5)钨极氩弧焊/焊条电弧焊H08Mn2Si+J422320#管(φ273×18)钨极氩弧焊/焊条电弧焊H08Mn2Si+J4224Q235B板(δ=12)焊条电弧焊J4275Q235A板(δ=18)焊条电弧焊J4272、Ⅱ类材料616MnR板(δ=12)焊条电弧焊J507716MnR板(δ=14)埋弧焊HJ431/H10MnSi816Mn管(φ60×9)与16MnR板(δ=12)焊条电弧焊J507916MnR管(φ90×16)与16MnR板(δ=24)焊条电弧焊J5073、Ⅲ类材料1015CrMo板(δ=14)焊条电弧焊R3071112Cr1MoV管(φ42×4)钨极氩弧焊H08CrMoVA1212Cr1MoV管(φ42×4)钨极氩弧焊/焊条电弧焊H08CrMoVA/R3171312Cr1MoV管(φ133×12)钨极氩弧焊/焊条电弧焊H08CrMoVA/R3174、电力标准 1420G+15CrMoG TIG-J50/J4271512Cr2MoVWTIB TIG-R34/R317双相不锈钢的焊接1.双相不锈钢可焊性良好,热裂倾向小,一般焊前不需预热,焊后不需热处理,可与18-8型奥氏体不锈钢或碳钢等异种钢焊接。
母材与焊材选用对照表

母材与焊材选用对照表
母材与焊材选用对照表是一个重要的参考资料,用于选择适合的焊接材料以进行有效的焊接。
以下是一个常见的母材与焊材选用对照表:
一、碳钢和低合金钢
母材:碳钢和低合金钢
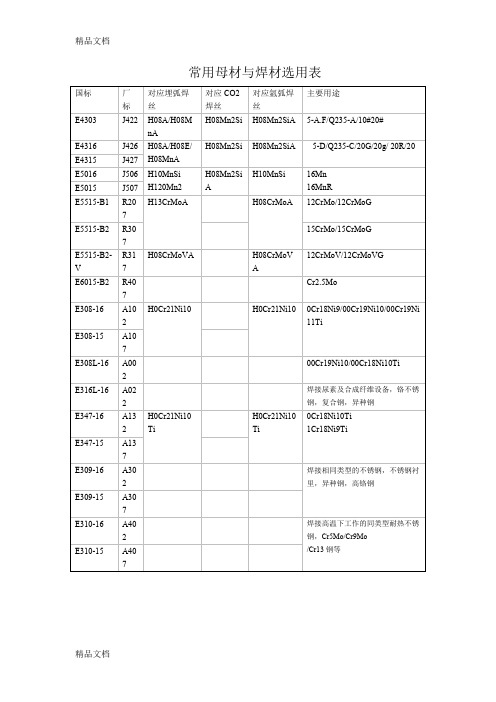
焊材:相应型号的焊条或焊丝,如E4303(J422)、E4316(J426)、E4315(J427)等
二、不锈钢
母材:奥氏体不锈钢(如304、316)
焊材:相应型号的焊条或焊丝,如E308-16(A102)、E310-15(A307)等
预热要求:根据具体材质和焊接条件,可能需要预热
三、耐热钢和高温合金
母材:Cr-Mo钢、Cr-Ni-Mo钢等
焊材:相应型号的焊条或焊丝,如E309-15(A307)、E310-15(A312)等
预热要求:根据具体材质和焊接条件,可能需要预热
四、异种钢
母材:不同型号或种类的钢
焊材:选择能满足两种母材中耐蚀性、强度和导热性等要求的最接近的焊材
五、有特殊要求的场合
对于有特殊耐蚀性、强度或其他要求的应用场合,应选择符合相应要求的焊材
六、其他材质
对于其他非铁质金属(如铝、铜、钛等),应根据其材质和性能选择适合的焊材。
常用母材与焊材选用表

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
常用母材与焊材选用表..

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
母材材质焊接材料

序号母材材质焊接材料备注第一部分:压力管道用焊接材料1、Ⅰ类材料1 20 J4222 20 H08Mn2Si3 20 TIG-J504 20 H08Mn2Si+J4225 20 H08A6 20 TIG-J50+J4277 H08Mn2SiA+J4278 A234WPB+ H08Mn2Si+J427 2、Ⅱ类材料9 16Mn H08Mn2Si+J5073、Ⅳ类材料10 A335 P22 TIG-R40R40711 12Cr1MoV H08CrMoV A12 12Cr1MoV H08CrMoV A+R31713 12Cr2MoG TIG-R40/R40714 15CrMo H05CrMoTiRe+R30715 15CrMo H13CrMoA+R30716 15CrMo+P11 H13CrMoA+R30717 P11 H13CrMoA+R30718 P22 TIG-R4019 P22 TIG-R40,R40720 P22+12Cr1MoV H08CrMoV A/R317 4、Ⅴ类材料21 Cr5Mo HCr5Mo+R50722 Cr5Mo TIG-R40+R50723 STFA-25 HCr5Mo+R50724 1Cr5Mo TIG-R40+R50725 P51Cr5Mo A3025、Ⅵ类材料26 09Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料27 A312 TP304 TGF-308L,A13728 A312 TP316L TGF-316L A02229 0Cr18Ni10Ti H0Cr20Ni10Ti30 0Cr18Ni10Ti H0Cr20Ni10Ti/A13731 0Cr18Ni12Mo2Ti TGF-316L A02232 0Cr18Ni9 E308L-T33 0Cr18Ni9 TGF308L-T34 1Cr18Ni9Ti A13235 316L H00Cr19Ni12Mo2/A02236 TP304 H1Cr19Ni9Ti/A13237 TP316 H0Cr19Ni12Mo2/A20238 TP321 H0Cr20Ni10Ti/A13739 TP321 TGF347+A13740 TP347 H0Cr20Ni10Nb/A13741 TP347 H0Cr20Ni10Nb/A1377、Ⅷ类材料42 0Cr13 H0Cr20Ni10Ti、A1328、复合钢管43 304/20 H1Cr24Ni13/A3029、异类材料44 09Mn2DR+TP304 H1Cr24Ni13/A30745 1Cr5Mo+316L H1Cr24Ni13+A30246 1Cr5Mo+T9 H1Cr9Mo/R70747 20+00Cr17Ni14Mo2 H1Cr24Ni13,A30248 20+1Cr5Mo H08Mn2SiA+J42749 304L+316Ti TGF316L+A02250 A106 + 20MnMo H08Mn2SiA J42751 +TP304 H1Cr24Ni13/A40752 Cr5Mo+15CrMo 13CrMoA/R30753 Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A30254 P11 13CrMoA/R30755 P11+20 13CrMoA/J42756 P11+TP304 H1Cr24Ni13/A40710、特殊材料及其与异种钢57 0Cr25Ni20 H0Cr25Ni20/A40758 15Mo3+ 15CrMo H08CrMoA、A10759 15Mo3+ 20 TIG-J50、J42760 20Cr33NiNb ERNiCr-361 20Cr33NiNb+Incoloy 800H ERNiCr-362 800HT+TP347 ENiCrCoMo-163 904L 904L64 A333-6 TGS-1N,W707Ni65 A335 P22+Incoloy 800H ERNiCr-3+Ni33766 A671 CC70 TGS-1N,W707Ni67 B407 800H+Inconloy 800H ERNiCrCoMo-168 B407 800HT +TP304 ERNiCr-369 B407 800HT+P11 ERNiCrCoMo-170 Incoloy 800H ERNiCr-371 Incoloy 800H+P11 ERNiCr-372 P22+TP304H H1Cr24Ni13、A30773 SA333-6 H08Mn2MoV A+W707Ni74 T9 H1Cr9Mo/R70775 TP1 HSCCu20176 UNS N04400 Alloy60,Alloy19077 ZG4Cr35Ni45Nb+Inconloy 800H ERNiCrMo-378 ZG4Cr35Ni45Nb+ZG4Cr25Ni35Nb ERNiCr-3 11、卷制管79 L245 ER50-6、J42780 L245+20 ER50-6、J42281 X42 H08Mn2Si+J42782 X52 TIG-J50+J50683 X60 E6010+E8010+E801884 X65 TIG-J50+J557第二部分:压力容器板材用焊接材料1、Ⅰ类材料1 15 J422、H08A+HJ4312 20+20g TIG-J50/J4273 20+20g J4274 20g J4275 20g TIG-J50/J4276 20g H08A+HJ4317 20g TIG-J50/J4278 20R J4279 20R TIG-J50/J42710 20R H08A+HJ43111 20R H10MnSi+HJ43112 20R H08Mn2SiA13 25+Q235-B J42714 Q235-A J42715 Q235-A E4315/H08A+HJ43116 Q235-A H08A+HJ43117 Q235-A TIG-J50/J42718 Q235-B J42719 Q235-B J42220 SA516 LB52NS2、Ⅱ类材料21 15MnV J50722 16Mn H10MnSi+HJ43123 16Mng TIG-J50/E501524 16MnR J50725 16MnR J50626 16MnR TIG-J5027 16MnR J427/H10MnSi+HJ43128 16MnR H08A+HJ43129 16MnR H10MnSi+HJ43130 16MnR H10Mn2+HJ43131 16MnR H08Mn2SiA32 16MnR A062、A00233 16MnR EG-134 16MnR TIG-J50,J50735 16MnR+15MnNbR J55736 20MnMo J50737 20MnMo TIG-J50/J50738 Q345E E501539 SPV36N J507B3、Ⅲ类材料40 CF62 E6015-G41 610U2 LB-62ULSPV490QSR MG-6042 SPV490QSR LB-6243 SPV490Q LB-6244 SPV490Q DWS-60G45 SPV490Q DS-49/MF-33H4、Ⅳ类材料46 13CrMo44 R30747 14Cr1MoR R307B48 14Cr1Mo锻H11CrMo45A+R307B49 14Cr1Mo锻+14Cr1MoR H11CrMo45A+R307B50 15CrMo H13CrMoA+HJ250G51 15CrMoR R30752 15CrMoR H05CrMoTIRe/R30753 15CrMoR H13CrMoA+HJ250G54 15CrMoR A30755 15CrMo锻E309MoLT1-156 15CrMo锻E309LT1-1,E316LT1-157 15CrMo锻ER309L58 15CrMo锻H05CrMoTiRe、R30759 15CrMo锻R30760 15CrMo锻+15CrMoR R3075、Ⅴ类材料61 1Cr5Mo R5076、Ⅵ类材料62 16MnDR H05MnSiTiRe、J507RH63 16MnDR J507RH64 07MnNiCrMoVDR+08MnNiCrMoVD J607RH65 08MnNiCrMoVD TGS-3N、J607RH66 08MnNiCrMoVD J607RH7、Ⅶ类材料67 316 H00Cr19Ni12Mo2-HJ26068 316 A02269 0Cr18Ni9 A13270 0Cr18Ni9 H0Cr21Ni10+A10271 0Cr18Ni9 H0Cr20Ni10-HJ26072 0Cr18Ni9 A10273 0Cr18Ni9Ti H0Cr20Ni10Ti+HJ26074 1Cr18Ni9Ti A13775 1Cr18Ni9Ti H0Cr20Ni10Ti/A13276 1Cr18Ni9Ti H0Cr20Ni10Ti/HJ26077 1Cr18Ni9Ti HJ260-H0Cr20Ni10Ti78 304L H0Cr20Ni10Ti/A00279 304L A00280 316L A02281 316L H00Cr19Ni12Mo2/A02282 316L H0Cr20Ni14Mo3+HJ26083 AISI304 H0Cr20Ni10Ti/A1328、复合材料84 0Cr13/15CrMoR R307、Ni33785 0Cr13/15CrMoR WEL GTAW82、Ni33786 0Cr13/20R J427、H08A-HJ431、A302、A10287 0Cr13Al/16MnR J507、A06288 0Cr13Al/20R J427、A06289 0Cr18Ni9/20R J427、H08A-HJ431、A302、A10291 304L/16MnR J507/A302/A00292 304L/20R J427/A302/A00293 316L/16MnR J507、A022、A042、H10MnSiA+HJ43194 316L/16MnR J507/A042/A02295 316L/20R H08A+HJ431、A042、A02296 316L/20R J427、A022、A04297 316L/20R J427、A022、A042、H08A+HJ431100 405/20R J427、A302、A132、H08A+HJ431101 405/20R J427、A062102 405/20R+2205/20R J427、A062103 SA405/20R J427、A062104 SA405/20R J427、H08A-HJ431、A062105 SUS321/15CrMo HJ250G+H13CrMoA、A062、A132 106 SUS321/15CrMo HJ250G+H13CrMoA、A062、A132 107 SUS321/15CrMo R307、A062、A1329、异类材料108 0Cr13/15CrMoR+15CrMoR R307、Ni337109 0Cr13/15CrMoR+1Cr5Mo WEL TIG82、Ni337110 0Cr13/20R+0Cr18Ni9 H0Cr20Ni10Ti,A302,A102111 0Cr13Al+0Cr18Ni9 A062112 0Cr18Ni9+20R A062113 15CrMo+0Cr18Ni9 H1Cr24Ni13、A302114 15CrMo+16MnR A302115 15CrMo+20g J427116 16Mn/316L+316L A022、A042117 16Mn/405+16Mn E5015、A302118 16MnDR+00Cr17Ni14Mo2 H1Cr24Ni13、A302 119 16MnDR+0Cr18Ni9 H1Cr24Ni13、A302120 16MnDR+16MnR H10Mn2+E5015-G121 16MnR+0Cr13 H1Cr24Ni13、A302122 16MnR+12Cr2Mo TIG-J50+J507123 16MnR+14Cr1MoR J057124 16MnR+1Cr18Ni9Ti A307125 16MnR+SA350 LF2 TIG-J50+J507126 20g+15CrMo A302127 20g+1Cr18Ni9Ti A307128 20R/316L+316L A042、A022129 20R/405+0Cr13 A132、A302130 20R/405+20R E4315、A302、H08A+HJ431 131 20R/405+奥18-8 A132、A302132 20R+15CrMoR H08A+HJ431133 20R+1Cr18Ni9Ti H1Cr24Ni13/A307134 20R+304L/20R J427/A302135 20R+SA405/20R J427、A062136 304L/16MnR+316L/16MnR J507/A042/A022 137 304L/20R+316L/20R J427/A042/A022138 316L+16MnR A042139 316L+Q235-B A042140 CF62+16MnR E6015-G141 Q235-A+15CrMoR J427142 Q235B+SPV490Q LB62143 SA105+16MnR J507144 SB409+20R A50710、特殊材料及其与异种钢145 09CrCuSb J427146 09CrCuSb+0Cr18Ni9 A302 147 09CrCuSb+16MnR ND148 09CrCuSb+Q235A ND149 0Cr25Ni20 A402150 0Cr25Ni20+0Cr18Ni9 A302 151 0Cr25Ni20+16MnR A302152 5A02 S331153 SA516 J507RH154 SA516-70N E601,E7018155 SA671 CC70 ER80S-G,E7016-1 156 TA2 TA2157 UNS N08810 Ni135158 UNS N08810 Ni327159 UNS N08810+0Cr18Ni9 Ni135 160 UNS N08810+20R Ni135161 UNS N08810+20R Ni327162 UNS N08811 Ni337163 UNS N08811SB564+SB409 Ni337164 UNS N08811+15CrMoR Ni33711、换热器用165 08Cr2AlMoφ25×与20Rδ=24 H08Cr2AlMo166 09CrCuSbφ38×3与16MnRδ=22 H09CrCuSb 167 0Cr18Ni9φ19×2与0Cr18Ni9δ=20 H0Cr24Ni10Ti 168 15CrMoφ19×2与15CrMoRδ=20 H05CrMoTiRe 169 15CrMoR+15CrMo TIG-R30170 16Mnφ14×2与16MnRδ=20 ER50-6171 20φ25×与16Mnδ=24 H08Mn2SiA172 20φ38×与16Mnδ=22 ER50-6173 20φ38×4与20gδ=16 J427174 20φ57×与16Mnδ=20 H08Mn2SiA12、球罐175 07MnCrMoVDR J607RH176 15MnNbR J557177 15MnNbR J507RH178 16MnR J507179 16MnR E712C180 16MnR J507R181 16MnR TIG-J50,J507R182 16MnR E71T-1183 20g J427184 20MnMo J557RH185 20MnMo+15MnNbR J557RH 186 610U2 LB62-UL187 A537CL1 E7018-G188 CF-62 J607RH第三部分:压力容器用焊接材料管材1、Ⅰ类材料1 20 J4222 20 H08Mn2Si3 20 TIG-J504 20 H08Mn2Si+J4225 20 H08A6 20 TIG-J50+J4277 H08Mn2SiA+J4278 A234WPB+ H08Mn2Si+J427 2、Ⅱ类材料9 16Mn H08Mn2Si+J5073、Ⅳ类材料10 A335 P22 TIG-R40R40711 12Cr1MoV H08CrMoV A+R31712 12Cr1MoV H08CrMoV A13 12Cr2MoG TIG-R40/R40714 15CrMo H05CrMoTiRe+R30715 15CrMo H13CrMoA+R30716 P22 TIG-R4017 P22 TIG-R40,R4074、Ⅴ类材料18 Cr5Mo HCr5Mo+R50719 Cr5Mo TIG-R40+R50720 STFA-25 HCr5Mo+R50721 1Cr5Mo TIG-R40+R50722 P51Cr5Mo A3025、Ⅵ类材料23 09Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料24 A312 TP304 TGF-308L,A13725 A312 TP316L TGF-316L A02226 0Cr18Ni10Ti H0Cr20Ni10Ti27 0Cr18Ni10Ti H0Cr20Ni10Ti/A13728 0Cr18Ni12Mo2Ti TGF-316L A02229 0Cr18Ni9 E308L-T30 0Cr18Ni9 TGF308L-T31 1Cr18Ni9Ti A13232 316L H00Cr19Ni12Mo2/A02233 TP304 H1Cr19Ni9Ti/A13234 TP316 H0Cr19Ni12Mo2/A20235 TP321 H0Cr20Ni10Ti/A13736 TP321 TGF347+A13737 TP347 H0Cr20Ni10Nb/A13738 TP347 H0Cr20Ni10Nb/A1377、Ⅷ类材料39 0Cr13 H0Cr20Ni10Ti、A1328、复合钢管40 304/20 H1Cr24Ni13/A3029、异类材料41 09Mn2DR+TP304 H1Cr24Ni13/A30742 1Cr5Mo+316L H1Cr24Ni13+A30243 1Cr5Mo+T9 H1Cr9Mo/R70744 20+1Cr5Mo H08Mn2SiA+J42745 304L+316Ti TGF316L+A02246 A106 + 20MnMo H08Mn2SiA J42747 Cr5Mo+15CrMo 13CrMoA/R30748 Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A30210、特殊材料及其与异种钢49 0Cr25Ni20 H0Cr25Ni20/A40750 20Cr33NiNb ERNiCr-351 20Cr33NiNb+Incoloy 800H ERNiCr-352 904L 904L53 A333-6 TGS-1N,W707Ni54 A671 CC70 TGS-1N,W707Ni55 SA333-6 H08Mn2MoV A+W707Ni56 T9 H1Cr9Mo/R70757 A335P22+Incoloy800H ERNiCr-3+Ni33758 P22+12Cr1MoV H08CrMoV A/R31711、卷制管59 L245 ER50-6、J42760 L245+20 ER50-6、J42761 L245+20 ER50-6、J42262 X65 TIG-J50+J557第四部分:锅炉焊接1、Ⅰ类材料1 20管φ57×钨极氩弧焊H08Mn2Si2 20管φ108×钨极氩弧焊/焊条电弧焊H08Mn2Si+J4223 20管φ273×18钨极氩弧焊/焊条电弧焊H08Mn2Si+J4224 Q235B板δ=12焊条电弧焊J4275 Q235A板δ=18焊条电弧焊J4272、Ⅱ类材料6 16MnR板δ=12焊条电弧焊J5077 16MnR板δ=14埋弧焊HJ431/H10MnSi8 16Mn管φ60×9与16MnR板δ=12焊条电弧焊J5079 16MnR管φ90×16与16MnR板δ=24焊条电弧焊J5073、Ⅲ类材料10 15CrMo板δ=14焊条电弧焊R30711 12Cr1MoV管φ42×4钨极氩弧焊H08CrMoV A12 12Cr1MoV管φ42×4钨极氩弧焊/焊条电弧焊H08CrMoV A/R31713 12Cr1MoV管φ133×12钨极氩弧焊/焊条电弧焊H08CrMoV A/R3174、电力标准14 20G+15CrMoG TIG-J50/J42715 12Cr2MoVWTIB TIG-R34/R317双相不锈钢的焊接"1.双相不锈钢可焊性良好,热裂倾向小,一般焊前不需预热,焊后不需热处理,可与18-8型奥氏体不锈钢或碳钢等异种钢焊接;2.双相不锈钢的焊接材料或填充材料通常采用比母材含镍高的材料,对于含氮的双相不锈钢要求焊材和母材的含氮量相同;以保证焊缝金属有足够的奥氏体量;3.双相不锈钢常用的焊接方法有手工电弧焊和钨极氩弧焊两种;适宜使用多层焊,采用多道次和低熔敷率的方式;4.双相不锈钢的中温敏化问题在焊接时一般不会出现;"16 S31803/SAF2205 焊条E2209-xx焊丝ER220917 S32750/SAF2507 LR/ L。
最新常用母材与焊材选用表资料
常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
常用焊接选材表

奥302 奥302 奥302
20
12Cr1MoVG
20、Q235
1Cr20Ni14Si2
结422 结422
奥302 奥302 结422 奥402 奥302
1Cr6Si2Mo
20G 1Cr20Ni14Si2
1Cr6Si2Mo
15CrMo 1Cr20Ni14Si2 ER50-G φ 1.2
常 用 焊 接 选 材
母材 A B 焊丝 牌号 H08Mn2SiA H08CrMoVA H08CrMoVA H08Mn2SiA H08Mn3SiA ER50-G ER50-G ER50-G ER50-G 规格 φ 2.5 φ 2.5 φ 2.5 φ 2.5 φ 2.5 φ 1.2 φ 1.2 φ 1.2 φ 1.2 牌号 牌号 规格 牌号 规格 20G 20G 12Cr1MoVG 12Cr1MoVG 15CrMoG 15CrMoG 20G 15CrMoG 20G 12Cr1MoVG 20G 20、Q235 20G 20、Q235 12Cr1MoVG 12Cr1MoV 20G 12Cr1MoV 20 1Cr18Ni9Ti 20G 15CrMo 1Cr18Ni9TiG 1Cr18Ni9Ti 12Cr1MoVG 1Cr20Ni14Si2 20G 1Cr20Ni14Si2 20G 20G 12Cr1MoVG 12Cr1MoVG T91 12Cr1MoVG T91 T91 T91 TP347 12Cr1MoVG TP347 焊材 焊条 规格 部件
H10Mn2NiMoA+J431 H08MnA+J431 H08MnMo+J350 H10Mn2NiMo+J350
H05MnSiAlTiZrA
φ 2.5
H05MnSiAlTiZrA 20G 12Cr1MoVG 15CrMoG 15CrMoG 12Cr1MoVG 12Cr1MoVG 12Cr1MoVG T91 12Cr2MoWVTiG 12Cr1MoVG H08Mn2SiA H08CrMoVA H08CrMoVA H08Mn2SiA H08Mn2SiA H08CrMoVA TGS-9cb TGS-9cb H10Cr2MnMoWVTiBA H08CrMoVA φ φ φ φ φ φ 2.5 2.5 2.5 2.5 2.5 2.5
常用压力容器用母材不同焊接方法选材推荐表(仅供参考,具体焊材按合格评定执行)

常用压力容器用材料焊接方法选材选用推荐表(同组别)序号钢材号钢材类组别号焊条电弧焊(SMAW)埋弧焊(SAW)氩弧焊(GTAW)气体保护焊(GMAW)预热条件/最低预热温度备注110(管)20(管)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃2Q235BQ245R20(锻)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃309MnNiD(R)Fe-1-2E5015-N5(牌号:W707)SJ208DR-H09MnNiDR宜选用统一厂商配套焊丝焊剂ER55-Ni2(HS09MnNi2DR)ER55-Ni2(HS09MnNi2DR)接头厚度>25mm/50℃接头厚度≤25mm/15℃416Mn Q345R Fe-1-2E5015(牌号:J507)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>25mm/80℃接头厚度≤25mm/15℃516MnD(R)Fe-1-2E5015-N1(牌号:J507RH)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>25mm/80℃接头厚度≤25mm/15℃620MnMo Fe-3-1E5515-N1(牌号:J557RH)SJ101-H08MnMoA宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>16mm/100℃接头厚度≤16mm/80℃715CrMo(R)Fe-4-1E5515-1CM(牌号:R307)SJ101-H08CrMoA宜选用统一厂商配套焊丝焊剂ER55-B2ER55-B2所有厚度/120℃812Cr1MoVR12Cr1MoGFe-4-2E5515-1CMV(牌号:R317)SJ101-H08CrMoVA宜选用统一厂商配套焊丝焊剂ER55-B2-MnV ER55-B2-MnV所有厚度/150℃9S30408(06Cr19Ni10)Fe-8-1E308-16(牌号:A102)SJ601-H08Cr21Ni10宜选用统一厂商配套焊丝焊剂S308(H06Cr21Ni10)/所有厚度/不要求旧牌号:H08Cr21Ni10Si10S30403(022Cr19Ni10)Fe-8-1E308L-16(牌号:A002)SJ601-H03Cr21Ni10宜选用统一厂商配套焊丝焊剂S308L(H022Cr21Ni10)/所有厚度/不要求旧牌号:H03Cr21Ni10Si11S32168(06Cr18Ni11Ti)Fe-8-1E347-16(牌号:A132)SJ641-H08Cr20Ni10Nb宜选用统一厂商配套焊丝焊剂S321(H06Cr19Ni10Ti)/所有厚度/不要求旧牌号:H08Cr19Ni10Ti12S31608(06Cr17Ni12Mo2)Fe-8-1E316-16(牌号:A202)SJ601-H06Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316(H06Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H08Cr19Ni12Mo2Si13S31603(022Cr17Ni12Mo2)Fe-8-1E316L-16(牌号:A022)SJ601-H03Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316L(H022Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H03Cr19Ni12Mo2Si14S39042(015Cr21Ni26Mo5Cu2)Fe-8-1E385-16(牌号:A052)焊丝:H02Cr20Ni25Mo4Cu宜选用统一厂商配套焊丝焊剂S385(H019Cr20Ni25Mo4Cu)/所有厚度/不要求旧牌号:H02Cr20Ni25Mo4Cu15S22053(022Cr23Ni5Mo3N)Fe-10H E2209-16焊丝:H03Cr22Ni8Mo3N宜选用统一厂商配套焊丝焊剂S2209(H022Cr22Ni9Mo3N)/所有厚度/不要求旧牌号:H03Cr22Ni8Mo3N16TA2Ti-1//ERTA2EL1/一般不进行预热,多层焊时,层间温度一般不超过120℃17NS3304(N10276)Ni-3GB/T13814:ENi6276AWS A5.11:ENiCrMo-4/GB/T15620:SNi6276AWS A5.14:ERNiCrMo-4/焊前一般不要求预热,可在焊接区周围300 mm范围内加热到16℃左右,以去除湿气。
常用焊接材料选用表

常用焊接材料选用表一、一般情况下的焊材选用注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR 应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7)a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
二、复合钢板焊接情况下的焊材选用三、异种钢板焊接情况下的焊材选用四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用母材与焊材选用表焊接铁素体不锈钢用焊条钢种对接头性能要求选用焊条预热及焊后热处理型号牌号1Cr17 Cr17Ti 耐硝酸及耐热E0-17-16E0-17-15G302G307焊前预热120〜200 C,焊后750〜800 C回火Cr17E0-19-10-15A1070Cr17Ti提高焊缝塑性不预热,不热处理1Cr17Mo2Ti E0-18-12MO2-15A2071Cr25Ti抗氧化性E1-23-13-15A307不预热,焊后760〜780 C回火1Cr28 1Cr28Ti 提高焊缝塑性E2-26-21-16E2-26-21-15A402A407不预热,不热处理珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用, 见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表35ZG27450045ZG31457055ZG344340焊件力学性能(选用焊条型号焊件含碳量(%)焊接件oS d b5巾K不要求等强度要求等强度(MPa(MPa(%(%(J)0.32 〜一般315530204555E4303,E43010.40E5016,0.31 〜0.40一般270500182522E4316,E4315E5015E4303,0.42 〜较差355600164039E43010.50E4316,E5016,0.41 〜E4315E50150.50较差310570152115E5016,E5015E4303,0.52 〜很差3806451335—E43010.60E4316,E5016, 0.51 〜E4315E50150.60很差340640101810E5016,E5015表6中碳钢手弧焊时焊条的选用E0-19-10-16 (A102)、E0-19-10-5 (A107)、特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E1-23-13-16 (A302)、E1-23-13-15 (A307)、E2-26-21-16 (A402)、E2-26-21-15 (A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1 )损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2 )吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔, 但是经X 射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
由于昼夜湿度之间的差别很大,空气水分在早上很容易凝结成露水,很容易潮湿焊条包装。
焊条存放时间较长时就很容易受潮,所以最好作到先入库的焊条先使用。
在一般情况下焊条由塑料袋和纸盒包装,为了防止吸潮,在焊条使用前,不能随意拆开,尽量作到现用现拆,有可能的话,焊完后剩余的焊条再密封起来。
简单识别受潮的方法:(1)从不同位置取出几跟焊条用两个手的拇指和食指之间将焊条支撑轻轻摇动,如果焊条是干燥的就产生硬而脆的金属声,如果焊条受潮,声音发钝。
在使用焊条时常作各种试验,干燥过的和受潮焊条之间声音是不同的,这样可以防止误用受潮焊条。
(2)如果用某种型号受潮焊条焊接时发现有裂纹声音和气孔,这时一定要考虑焊条是否烘干,然后再考虑其它原因。
( 3)用受潮焊条焊接时如果焊条含水量非常高,甚至可以看到焊条表面有水蒸气发出来,或者当焊条烧焊一多半时,发现焊条尾部有裂纹现象存在。
焊条的存储(1)各类焊条必须分类、分牌号堆放,避免混乱。
( 2)焊条必须存放在较干燥的仓库内,建议室温在10°C 以下,相对湿度小于60%。
(3)各类焊条存储时,必须离地面高300mm离墙壁300mm以上存放,以免受潮。
( 4)一般焊条一次出库量不能超过两天的用量,已经出库的焊条,必须要保管好。
焊条使用前的烘干与保管( 1)酸性焊条对水分不敏感,而有机物金红石型焊条能容许有更高的含水量。
所以要根据受潮的具体情况,在70-150 °烘干一小时,存储时间短且包装良好,一般使用前可不烘干。
( 2 )碱性低氢型焊条在使用前必须烘干,以降低焊条的含氢量,防止气孔、裂纹等缺陷产生,一般烘干温度为350°C —小时。
不可将焊条在高温炉中突然放入或突然冷却,以免要皮干裂。
对含氢量有特殊要求的,烘干温度应提高到400-500°C,一至量个小时。
经烘干的碱性焊条最好放入另一个温度控制在50-100 °C低温烘干箱中存放,并随用随取。
(3)烘干焊条时,每层焊条不能堆放太厚(一般1-3 层)以免焊条烘干时受热不均和潮气不易排除。
( 4)露天操作时,隔夜必须将焊条妥善保管、不允许露天存放,应该在低温箱中恒温存放,否则次日使用前必须重新烘干。
过期焊条的处理所谓过期”并不是指存放时间超过某一时间界限,而是指质量发生了程度不同的变化(变质)。
各种类型的焊条存放时间较长,有时在焊条表面发现有白色结晶(发毛)这通常是由水玻璃引起的,这些结晶不是有害的,它意味着焊条存放时间很长而受潮的表现。
(1 )对存放多年的焊条应进行工艺性试验,焊条按规定温度进行烘干。
烧焊时没有发现焊条工艺性能有异常变化,如药皮有成块脱落现象,以及气孔、裂纹等缺陷,则焊条机械性能一般是可以保证的。
(2)焊条由于受潮焊芯有轻微锈迹,基本上不会影响性能,但如果要求焊接质量高,就不宜使用。
(3)焊条受潮锈迹严重,可酌情降级使用或用于一般构件焊接。
最好按国家标准试验其力学性能,然后决定其使用范围。
(4 )如果焊接涂料中含有大量铁粉,在相对湿度很高而存放时间较长,焊条受潮严重,甚至涂料中有锈蚀现象,这样的焊条虽经烘干,焊接时仍产生气孔或扩散氢含量很高,因而也要报废。
所要求进行改进包装防止焊条吸潮,在存储中必须妥善保管。
(5)各类焊条严重变质,药批已有严重脱落现象,此批焊条应报废。
1Cr18Ni9Ti不锈钢厚壁管全位置焊中国第二重型机械集团公司金结重型制造厂(德阳市618013)编制:吴明华邬希贤表演:吴明华1焊接性分析(1)1Cr18Ni9Ti 不锈钢机33 X11mm大管水平固定全位置对接接头主要用于核电设备及某些化工设备中需要耐热耐酸的管道中,焊接难度较高,对焊接接头质量要求很高,内表面要求成形良好,凸起适中,不内凹,焊后要求PT、RT检验。
以往均采用TIG焊或手工电弧焊,前者效率低、成本高,后者质量难以保证且效率低。
为既保证质量又提高效率,采用TIG内、外填丝法焊底层,MAG焊填充及盖面层,使质量、效率都得到保证。
⑵1Cr18Ni9Ti 不锈钢热膨胀率、导电率均与碳钢及低合金钢差别较大,且熔池流动性差,成形较差,特别在全位置焊接时更突岀,以往对MAG(Ar+1%〜2% 02焊不锈钢,一般只用于平焊及平角焊,未见全位置焊的报道及资料。
在MAG焊过程中,焊丝伸岀长度必须小于10mm焊枪摆动幅度、频率、速度及边缘停留时间配合适当,动作协调一致,随时调整焊枪角度,使焊缝表面边缘熔合整齐,成形美观,以保证填充及盖面层质量。
2焊接方法及焊前准备1。
2.1焊接方法材质为1Cr18Ni9Ti ,管件规格为 机33X 11 mm 采用手工钨极氩弧焊打底, 保护焊填充及盖面焊,立向上的水平固定全位置焊接。
2.2焊前准备 (1)清理油、污物,将坡口面及周围 10 mm内修磨岀金属光泽。
(2) 检查水、电、气路是否畅通,设备及附件应状态良好。
(3)按尺寸进行装配,定位焊采用肋板固定( 2点、7点、11点为肋板固定) 内定位焊,但必须注意定位焊质量。
(4) 管内充氩气保护。
(5)管子装配定位图见图 1。
图13 TIG 焊工艺 3.1焊接参数采用()2.5 mm 的Wce-20钨极,钨极伸岀长度4~6 mm,不预热,喷嘴直径 12混合气体(C02+A ) ,也可采用坡口匚―- — ------------ 35-40mm,其它参数见表60o表1 TIG焊工艺参数3. 2操作方法(1)管子对接水平固定焊缝是全位置焊接。
因此焊接难度较大,为防止仰焊内部焊缝内凹,打底层我们采用仰焊部位(六点两侧各60 °内填丝,立、平焊部位外填丝法进行施焊。
(2)引弧前应先在管内充氩气将管内空气置换干净后再进行焊接,焊接过程中焊丝不能与钨极接触或直接深入电弧的弧柱区,否则造成焊缝夹钨和破坏电弧稳定,焊丝端部不得抽离保护区,以避免氧化,影响质量。
(3)由过6点5mm处起焊,无论什么位置的焊接,钨极都要垂直于管子的轴心,这样能更好地控制熔池的大小,而且可使喷嘴均匀地保护熔池不被氧化。
(4)焊接时钨极端部离焊件距离 2 mm左右,焊丝要顺着坡口沿着管子的切点送到熔池的前端,利用熔池的高温将焊丝熔化。
电弧引燃后,在坡口一端预热,待金属熔化后立即送第一滴焊丝熔化金属,然后电弧摆到坡口另一端,给送第二滴焊丝熔化金属,使二滴铁水连接形成焊缝的根基,然后电弧作横向摆动,两边稍作停留,焊丝均匀地、断续地送进熔池向前施焊。
(5)在填丝过程中切勿扰乱氩气气流,停弧时注意氩气保护熔池,防止焊缝氧化。
焊后半圈时,电弧熔化前半圈仰焊部位,待岀现熔孔时给送焊丝,前两滴可以多给点焊丝,避免接头内凹,过后按正常焊接。
(6)12点收尾处打磨成斜坡状,焊至斜坡时,暂停给丝,用电弧把斜坡处熔化成熔孔,最后收口。
注意焊到后半圈剩一小半时应减小内部保护气体流量到 3 L/min,以防止气压过大而使焊缝内凹。
3. 3常见缺陷的产生原因及预防(1)未焊透:焊接电流小,根部间隙小,焊接速度过快、焊枪角度不正常等均易产生未焊透的缺陷。