钛铝金属间化合物熔模壳型铸造工艺
钛及钛合金铸造工艺流程

钛及钛合金铸造工艺流程1. 简介钛及钛合金是一种重要的结构材料,广泛应用于航空航天、船舶制造、化工等领域。
铸造是一种常用的钛及钛合金加工方法,它能够生产出复杂形状且具有优良性能的零件。
本文将介绍钛及钛合金的铸造工艺流程。
2. 材料准备首先,需要准备好所需的铸造原料,包括钛及钛合金的粉末、添加剂以及其他合金元素。
这些原料需要经过严格的质量检验和筛选,以确保其纯度和质量符合要求。
3. 配料和熔炼在材料准备完成后,需要按照比例将钛及钛合金粉末和其他添加剂进行配料。
配料过程需要严格控制各种元素的含量,以满足零件的使用要求。
接下来,将配料好的粉末在真空或惰性气氛下进行熔炼。
这种熔炼方法可以有效地避免氧化反应,保证钛及钛合金的纯度。
通过控制熔炼温度和时间,可以使合金达到所需的化学成分。
4. 铸型设计和制备在熔炼完成后,需要设计和制备合适的铸型。
铸型的设计需要考虑到零件的形状、尺寸以及复杂度。
制备铸型的材料通常是石膏、陶瓷或金属,这些材料需要具有较高的耐热性和耐腐蚀性。
5. 铸造铸造是将已熔融的钛及钛合金浇注进铸型中,使其在特定的温度下凝固成型的过程。
在铸造过程中,需要控制浇注温度、浇注速度和浇注压力,以确保零件的密度和质量。
6. 除砂和清理当零件凝固完成后,需要进行除砂和清理工作。
这个工序的目的是去除铸件表面的毛刺、砂痕和氧化物等杂质,使铸件表面光滑。
7. 热处理对于一些具有特殊性能要求的钛及钛合金铸件,还需要进行热处理。
热处理可以改善零件的力学性能和耐腐蚀性能,使其达到设计的要求。
常用的热处理方法包括退火、固溶处理和时效处理等。
8. 检验和修复完成全部工艺后,需要对铸造零件进行严格的检验。
常用的检验方法包括外观检查、尺寸测量和化学成分分析等。
如果有任何缺陷或不合格情况,需要进行修复。
9. 成品处理和包装最后,对经过检验合格的铸件进行成品处理和包装。
这包括去除表面氧化层、打磨抛光以及采用适当的防护材料进行包装,以确保产品的安全运输和储存。
钛铝合金大尺寸铸锭的熔炼方法
钛铝合金大尺寸铸锭的熔炼方法说实话钛铝合金大尺寸铸锭的熔炼这事,我一开始也是瞎摸索。
我试过好多种炉型,就说那个普通的感应炉吧,感觉在熔炼钛铝合金的时候总是差点意思。
比如说,加热不均匀的问题,就像你在锅里烙饼,有的地方都焦了,有的地方还没熟,在铸锭里面就容易造成成分不均匀。
我当时真是头疼,这铸锭的质量根本没法保证。
后来,我就想啊,是不是得换种思路。
我了解到有一种真空电弧熔炼炉,感觉挺高端的。
就开始试着用它来熔炼钛铝合金大尺寸铸锭。
刚开始的时候,电弧的控制是个大问题。
你想啊,这个电弧就像小火苗一样,你得好好掌控它才能让铸锭均匀熔化。
可是我总是控制不好这个电弧强度,要么太强把合金烧得过度了,要么太弱,熔化不完全。
再就是装料这一块,可得讲究。
我一开始就随便把钛和铝原料放进去,结果在熔炼过程中,材料之间的混合效果非常差。
后来我就像搭积木一样,把它们按照一定的布局放好,这样熔炼起来好多了,就像你炒菜的时候把原材料切好有条理地放锅里,炒出来就好吃多了。
还有保护气体这方面,我一开始也不确定到底用哪种更好。
试了氩气,但是发现有时候还是有氧化现象。
后来经过大量测试,确定在某个特定的压力和流量下的氩气,对防止氧化效果很不错,就好像给钛铝合金穿上一层恰到好处的防护服。
然后是熔炼的温度控制,这可太关键了。
我一开始全凭感觉,结果铸锭老是出现裂纹。
后来我就仔细研究资料,还咨询了很多有经验的人。
才知道钛铝合金在不同的比例下有不同的合适熔炼温度范围,就好像不同体质的人适合不同温度的环境一样。
比如那种钛含量比较高的合金,温度就得稍微高点,但又不能过高。
我就通过调整加热功率等方式去精确控制温度,经过多次尝试,终于能熔炼出质量还不错的大尺寸铸锭。
在熔炼过程中,搅拌也是一个重要环节。
我尝试过机械搅拌,但是对于大尺寸铸锭来说,不太容易搅拌均匀。
后来使用电磁搅拌的方式,就像搅拌一杯咖啡那样,但是这个参数得调好,比如搅拌的频率和强度。
刚开始我调得不对,效果不好,后来经过不断试验才找到比较合适的参数,这样就能让合金熔液混合得更均匀。
钛合金熔模铸造技术_阎峰云
钛合金具有比强度高、耐腐蚀性能好等优点,已成为一种优良的航空航天结构材料。
近来年随着国内外航天事业的飞速发展,钛合金成形技术已经成为人们研究的热点。
熔模铸造是钛合金最成功、也是应用最广泛的近净形成形技术,它具有铸件的表面粗糙度好、尺寸精度高等优点,可显著提高原材料的利用率(可达75%~90%)。
特别是1970年代末以来,热等静压技术(HIP )广泛应用于钛合金铸件,使得某些铸造缺陷得以消除,钛合金铸件的力学性能及其稳定性得到了明显改善,促使钛合金铸件在航空航天工业中取得了广泛的应用。
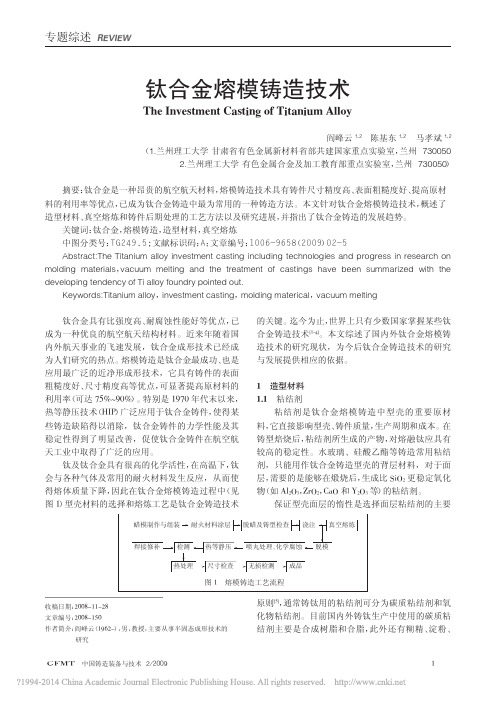
钛及钛合金具有很高的化学活性,在高温下,钛会与各种气体及常用的耐火材料发生反应,从而使得熔体质量下降,因此在钛合金熔模铸造过程中(见图1)型壳材料的选择和熔炼工艺是钛合金铸造技术的关键。
迄今为止,世界上只有少数国家掌握某些钛合金铸造技术[1-4]。
本文综述了国内外钛合金熔模铸造技术的研究现状,为今后钛合金铸造技术的研究与发展提供相应的依据。
1造型材料1.1粘结剂粘结剂是钛合金熔模铸造中型壳的重要原材料,它直接影响型壳、铸件质量,生产周期和成本。
在铸型焙烧后,粘结剂所生成的产物,对熔融钛应具有较高的稳定性。
水玻璃、硅酸乙酯等铸造常用粘结剂,只能用作钛合金铸造型壳的背层材料,对于面层,需要的是能够在煅烧后,生成比SiO 2更稳定氧化物(如Al 2O 3,ZrO 2,CaO 和Y 2O 3等)的粘结剂。
保证型壳面层的惰性是选择面层粘结剂的主要原则[5],通常铸钛用的粘结剂可分为碳质粘结剂和氧化物粘结剂。
目前国内外铸钛生产中使用的碳质粘结剂主要是合成树脂和合脂,此外还有糊精、淀粉、图1熔模铸造工艺流程蜡模制作与组装耐火材料涂层脱蜡及铸型检查浇注检测脱模成品真空熔炼热等静压无损检测热处理尺寸检查焊接修补喷丸处理、化学腐蚀钛合金熔模铸造技术The Investment Casting of Titanium Alloy阎峰云1,2陈基东1,2马孝斌1,2(1.兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,兰州7300502.兰州理工大学有色金属合金及加工教育部重点实验室,兰州730050)摘要:钛合金是一种昂贵的航空航天材料,熔模铸造技术具有铸件尺寸精度高、表面粗糙度好、提高原材料的利用率等优点,已成为钛合金铸造中最为常用的一种铸造方法。
钛铝金属间化合物加工工艺流程
钛铝金属间化合物加工工艺流程一、原料准备。
钛和铝这俩家伙可是主角呢。
得先把钛和铝原料挑选好,就像挑水果一样,要挑那种质量好的。
钛的纯度啊,铝的纯度啊,都得达到一定标准。
比如说钛,要是纯度不够,那后面加工出来的东西质量肯定大打折扣。
而且这些原料的形态也有讲究,可能是块状的,也可能是粉末状的,这取决于具体的加工工艺和需求。
要是粉末状的钛和铝,在储存和运输的时候就得特别小心,可不能让它们受潮或者被污染啦,不然就像小宝贝生病了一样,会影响整个加工流程呢。
二、熔炼环节。
把钛和铝放到熔炼炉里,这就像是把食材放到锅里煮一样。
不过这个“锅”可高级啦,得有特定的温度和环境控制。
熔炼的时候温度得刚刚好,高了低了都不行。
如果温度太高,钛铝可能会过度反应,产生一些不必要的杂质;温度太低呢,又融不完全,就像糖在水里没化干净似的。
而且在熔炼过程中,可能还得加入一些其他的微量元素,就像是给菜加点调料一样,这些微量元素能改变钛铝金属间化合物的性能,让它变得更厉害。
在这个过程中,要时刻盯着熔炼炉里的情况,就像厨师盯着锅里的菜一样,可不能走神哦。
三、成型阶段。
熔炼好的钛铝金属间化合物液体会被加工成各种形状。
如果是要做个块状的东西呢,可能就会倒进模具里,让它冷却成型。
这个时候模具的设计就很重要啦,就像给小宝贝做衣服得先有个合适的版型一样。
模具的尺寸、形状、表面光洁度都会影响最终产品的形状和质量。
要是做一些复杂形状的东西,可能还需要特殊的成型工艺,像压铸或者挤压。
压铸就像是把液体用力挤到模具里,挤压呢就像是把软乎乎的东西从一个小口子里挤出来变成想要的形状。
这些过程都需要精确的控制,稍微有点偏差,形状就可能不对啦。
四、热处理。
成型后的钛铝金属间化合物还得经过热处理呢。
这就像是给人做个按摩放松一样,能让它的内部结构更稳定。
热处理的温度和时间又得好好把握。
不同的温度和时间组合会给钛铝金属间化合物带来不同的性能变化。
有时候加热时间长一点,能让它的硬度更高;有时候温度稍微低一点,能让它的韧性更好。
钛铝合金熔模铸造技术
TiAI基金属间化合物熔模精密铸造的讨论摘要:TiAl基金属间化合物作为一种新型轻质高温结构材料,在航空航天和汽车等领域具有宽阔的应用前景。
熔模精密铸造是当前普遍采纳的制备TiAI基金属间化合物的方法。
主要介绍了熔模精密铸造TiAl基合金的铸件以及型壳用粘结剂及耐火材料的进呈现状,T iA 1合金的熔炼技术及最新讨论进展,并对T iA 1基金属间化合物熔模精密铸造技术的不足进行了分析并提出了展望。
关键词:TiAh金属间化合物;熔模铸造1前言随着现代工业的进展,低密度高强度的材料越来越受到人们的青睐,一般的Ti合金在强度和抗氧化性能上已无法满意要求。
TiAl基金属间化合物(也称TiAl 合金)是一种新型轻质的高温结构材料,密度不到银基合金的50%,兼有金属和陶瓷的性能。
它们不仅具有轻质、高比强、高比刚、耐蚀、耐磨、耐高温以及优异的抗氧化性等优点,而且具有优异的常温柔高温力学性能,使用温度可达到700-1 OOO0C o这使其倍受讨论工作者的重视,成为航空航天及汽车发动机用耐热结构件的极具竞争力的材料,具有宽阔的应用前景。
目前,TiAl基金属间化合物大部分采纳铸锭冶金技术(如挤压、锻造、轧制、板材成型)、粉末冶金技术(包括模压和挤压烧结)和熔模精密铸造等成形方法。
由于TiAI基金属间化合物室温塑性低、成形性差,所以,采纳熔模精密铸造技术是制作TiAl基金属间化合物构件最可行的方法之一,与其他方法相比,熔模精密铸造可以一次铸成外形简单、薄壁的零件,并且铸件具有高的尺寸精度和低的表面粗糙度⑴。
可显著提高原材料的采用率(可达75%~90%),特殊是1970年月末以来,热等静压技术(HlP)广泛应用于钛合金铸件,使得某些铸造缺陷得以消退,钛合金铸件的力学性能及其稳定性得到了明显改善,促使钛合金铸件在航空航天工业中取得了广泛的应用。
本文介绍了熔模精密铸造TiAl基金属间化合物合金及铸件的最新进展,型壳用粘结剂及耐火材料的进呈现状,TiAl基金属间化合物合金的熔炼技术,并对TiAl基金属间化合物熔模精密铸造技术提出了今后的展望。
壳型铸造工艺
壳型铸造工艺1. 引言壳型铸造是一种常用的金属铸造工艺,也被称为熔模铸造或失蜡铸造。
它是一种通过在可熔模型上涂覆耐火材料形成壳型,然后将其加热以使模型融化并排出,最后再将熔融金属注入壳型中的一种工艺。
本文将详细介绍壳型铸造的原理、工艺流程、优点和应用领域。
2. 壳型铸造的原理壳型铸造的原理基于以下几个关键步骤: - 模具制备:根据需要铸造的零件形状制作可熔模具。
- 模具涂覆:使用耐火材料在模具表面形成一层均匀的壳型。
- 硬化:待涂覆干燥后,进行硬化处理以提高壳型强度。
- 烧出模具:通过加热使可熔模具融化并排出,留下空腔。
- 铸造:将熔融金属倒入空腔中,填充整个壳型。
- 冷却:待金属凝固后,将壳型敲击或破碎以取出铸件。
3. 壳型铸造的工艺流程壳型铸造的工艺流程主要包括以下几个步骤: 1. 零件设计和模具制备:根据零件的形状和尺寸设计可熔模具,并制作模具。
2. 模具涂覆:将耐火材料(如陶粒、石英砂等)与粘合剂混合,涂覆在可熔模具表面,形成一层均匀的壳型。
通常需要进行多次涂覆,每次涂覆后待其干燥。
3. 壳型硬化:待壳型干燥后,进行硬化处理,提高其强度和耐火性能。
硬化方法可以是自然硬化或通过加热硬化。
4. 烧出模具:将装有可熔模具的外壳放入高温炉中,使可熔模具融化并排出,留下空腔。
5. 铸造:将预先加热至合适温度的金属倒入空腔中,使其填充整个壳型。
金属冷却凝固后形成铸件。
6. 敲击或破碎壳型:待金属凝固后,通过敲击或破碎壳型,取出铸件。
7. 清理和加工:清理铸件表面的残余材料,并进行必要的加工工序,如修整、打磨等。
4. 壳型铸造的优点壳型铸造相比其他金属铸造方法具有以下优点: - 高精度:壳型铸造可以制造出复杂形状和细节丰富的零件,具有较高的精度和表面质量。
- 良好的尺寸稳定性:壳型铸造零件的尺寸稳定性较好,在不同批次生产中保持一致性。
- 高度自动化:壳型铸造过程可以实现高度自动化,提高生产效率和一致性。
一种熔模铸造TiAl基合金壳模的制备方法[发明专利]
![一种熔模铸造TiAl基合金壳模的制备方法[发明专利]](https://img.taocdn.com/s3/m/39f9500b4afe04a1b171de98.png)
专利名称:一种熔模铸造TiAl基合金壳模的制备方法专利类型:发明专利
发明人:陈子勇,肖连博,相志磊,聂祚仁
申请号:CN201210110420.6
申请日:20120413
公开号:CN102601307A
公开日:
20120725
专利内容由知识产权出版社提供
摘要:一种熔模铸造TiAl基合金壳模的制备方法,属于精密铸造技术领域。
首先将ZrO与锆溶胶配置成浆料;将上述浆料涂挂蜡模后,撒粒度为120~180目的ZrO砂;然后将AlO与硅酸乙酯水解液配置成浆料,接着将浆料涂挂模壳后,撒粒度为60~90目的AlO砂、并重复若干次浆料涂覆和撒砂,砂依次为40~50、20~30、6~10目的AlO砂,干燥;脱蜡,焙烧。
本发明制备模壳强度足够,制作周期短,模壳内表面质量好,浇注后TiAl基合金铸件与模壳反应小,具有高的表面质量。
申请人:北京工业大学
地址:100124 北京市朝阳区平乐园100号
国籍:CN
代理机构:北京思海天达知识产权代理有限公司
代理人:沈波
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
世上无难事,只要肯攀登
钛铝金属间化合物熔模壳型铸造工艺
钛铝基合金是一种理想的高温轻质结构材料,有望广泛应用于航空航天和汽车等领域的热端部件。
但由于该类零件本身结构复杂,钛铝基合金室温强度、硬度均较高,因此采用传统机械加工技术势必使其成本大幅上升。
近年来国外采用真空低压吸铸(CLV)法及永久模压铸法,解决了钛铝基合金铸件的填充和补缩问题。
铸造出了叶轮和压气机阀等高温结构件,考核试验表明此类铸件具有良好的使用性能,且其成本远低于变形合金。
在解决了以下关键工艺技术后,运用熔模精密铸造技术完全可以制造出高性能、低成本的钛铝基高温结构零件: 铸造钛铝基合金粗大的各向异性组织; 严格控制间隙元素氮及其化合物在其中对材料性能造成的不利影响; 在真空熔炼条件下,由于合金元素(特别是铝、铬)挥发造成的合金成分波动对性能产生的不利影响。
钛及其合金熔模铸造技术是伴随航空航天工业的发展而发展起来的。
并且在各类钛合金结构件制造中得到了广泛的应用。
从目前国内外发展趋势看钛及其合金熔模铸造技术已成为几种近净形成形工艺中发展最快且适用性最广的一种。
但是,随着钛及其合金铸件应用范围的不断扩大,在保证质量的前提下,成本控制也是限制其广泛应用的一个重要指标。
石墨型虽然成本低廉,但其零件表面质量较差,且对于净形、近净形铸件表面易形成渗碳污染,同时也难于制造薄壁、复杂形状零件。
难熔金属面层陶瓷型壳具有强度高、对钛液具有很高的化学稳定性,可制造优质大型的复杂铸件。
但是,由于其导热性及热容较高,难以制造超薄壁铸件(δ≤1.5mm),同时由于其工艺过程复杂、原材料成本偏高导致其产品竞争力下降。
美国PCC 公司采用化学稳定性最高的氧化钍(ThO2)面层型壳工艺,已生产出各种大型复杂铸件,但型壳放射性问题无法解决。
德国HITAL 公司用电熔氧化钇(Y2O3)生产钛精铸。