热丝H-TIG镍基堆焊工艺研究
热丝TIG焊的工艺特点及其应用
一热丝TIG焊的工艺特点及其分类热丝TIG焊是于1956年在传统TIG焊基础上发展起来的一种优质、高效、节能的焊接工艺,其基本原理就是在焊丝送进熔池之前,对焊丝进行加热使其达到一定的预热温度,最终实现高速高效焊接的目的此外,焊丝经过余热表面得以净化以及余热电流对熔池的搅拌作用、预热电流的磁场作用可以改变焊接电弧的形态等多种因素的共同作用,使得焊缝质量更为优良。
从焊缝热输入量的角度看,焊丝预热的能量和焊接电弧的能量分别独立控制,焊接熔敷速度的提高与焊缝热输入量的增加没有直接的关系,即在不提高热输入的条件下,提高焊接熔敷速度,使焊丝熔化速度增加。
在相同电流的情况下,焊接速度可提高一倍以上。
同TIG 焊相比,热丝TIG 焊明显地提高了熔敷速度、焊接速度,适合于焊接中等厚度的焊接结构,同时又具有TIG焊高质量焊缝的特点。
同MIG焊相比,其熔敷速度相差不大,但是热丝TIG 焊的送丝速度独立于焊接电流,因此能够更好地控制焊缝成形,对于开坡口的焊缝,其侧壁熔合性比MIG 焊好得多。
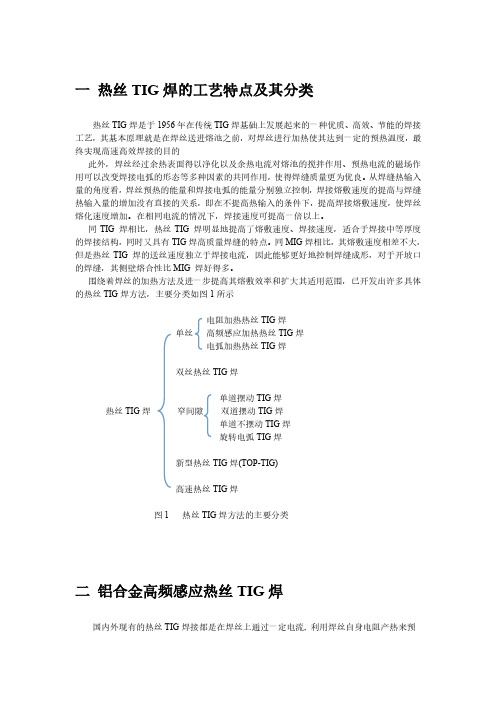
围绕着焊丝的加热方法及进一步提高其熔敷效率和扩大其适用范围,已开发出许多具体的热丝TIG焊方法,主要分类如图1所示电阻加热热丝TIG焊单丝高频感应加热热丝TIG焊电弧加热热丝TIG焊双丝热丝TIG焊单道摆动TIG焊热丝TIG焊窄间隙双道摆动TIG焊单道不摆动TIG焊旋转电弧TIG焊新型热丝TIG焊(TOP-TIG)高速热丝TIG焊图1 热丝TIG焊方法的主要分类二铝合金高频感应热丝TIG焊国内外现有的热丝TIG焊接都是在焊丝上通过一定电流, 利用焊丝自身电阻产热来预热焊丝。
这种方法存在一些不足之处,一是焊丝的温度不易控制, 影响焊接效率和焊缝的质量;二是在工件和焊丝之间存在一条与焊接主回路相邻的热丝电流回路,焊接电弧受到该回路磁场洛仑兹力的作用而偏离原来的方向, 产生磁偏吹, 对焊缝形状和电弧的准确定位产生不利的影响, 磁偏吹严重时甚至不能焊接;三是, 对A l及铝合金这一类电阻率较低的焊丝, 电阻加热效率低, 焊丝很难达到合适的温度, 所以到目前为止, 传统热丝TIG焊还不适合A l、Cu等合金的焊接。
镍基合金焊接工艺材料方案
镍基合金焊接工艺材料方案一、引言如今,随着工程技术的不断发展,镍基合金在航空航天、能源等领域发挥着重要作用。
而焊接作为一种常用的连接工艺,合理选择焊接工艺及材料方案对于实现最佳焊接结果至关重要。
本文将探讨几种常用的镍基合金焊接工艺及材料方案,以帮助读者更好地实现焊接工艺的选择与应用。
二、常用的镍基合金焊接工艺1. 电弧焊接电弧焊接是一种常见且广泛应用的焊接工艺,其中常用的方法包括手工电弧焊接、氩弧焊接、等离子焊接等。
电弧焊接工艺适用于厚板材的焊接,具有焊缝质量好、焊缝密封性好等优点。
在镍基合金焊接中,氩弧焊接是最常用的电弧焊接方法。
2. TIG焊接TIG焊接,即氩弧焊接,是一种常用的手工焊接方法。
该方法通过惰性气体保护焊接区域,避免氧化,从而获得高质量的焊缝。
TIG焊接适用于焊接薄板或对焊缝质量要求较高的情况,如航空航天行业中的发动机部件。
3. MIG/MAG焊接MIG/MAG焊接是一种半自动或全自动的焊接方法,用于焊接中厚板材、管道和构件。
该方法使用气体保护和流动的焊丝,其高效性和可控性使其成为焊接工业中的常见选择。
MIG/MAG焊接适用于需要高焊接速度和生产率的场景。
三、常用的镍基合金焊接材料1. 焊丝选择合适的焊丝材料对于获得优良的焊接结果至关重要。
在镍基合金焊接中,常用的焊丝材料包括纯镍焊丝、Ni-Cr焊丝、Ni-Cr-Fe焊丝等。
根据具体应用场景和要求,选择合适的焊丝材料进行焊接。
2. 辅助焊材辅助焊材包括焊接预热和后续处理所需的材料。
在焊接预热中,通常使用铜热剂或者电阻炉进行加热,以减少热应力和冷脆倾向。
在焊后处理中,可以采用热处理、热冲击处理等方法,以提高焊接接头的性能和密封性。
四、镍基合金焊接工艺材料方案设计在设计镍基合金焊接工艺材料方案时,需要综合考虑以下因素:1. 材料性能:选择具有良好热稳定性和抗氧化性的镍基合金焊丝,以确保焊接过程中的焊缝质量。
2. 应用场景:根据实际应用场景,选择合适的焊接方法,如手工电弧焊接、氩弧焊接或MIG/MAG焊接等。
核电蒸汽发生器管板镍基合金双热丝钨极氩弧焊堆焊技术
核电蒸汽发生器管板镍基合金双热丝钨极氩弧焊堆焊技术罗成【摘要】介绍了蒸汽发生器管板镍基合金堆焊新工艺——双热丝钨极氩弧焊,从热丝钨极氩弧焊的基本原理、堆焊材料的选择和堆焊工艺参数等方面作了基本论述.就双热丝钨极氩弧堆焊的使用,简述了堆焊工艺试验、工艺评定、预评定和产品应用的过程,说明镍基合金双热丝钨极氩弧焊在蒸发器管板上堆焊应用是成功的.%It is introduced that nickel - base alloy double hot wire TIG cladding procedure on tubesheet of steam generator. Those aspects are discussed basically from principle of double hot wire TIG cladding, choosing of cladding consumables and cladding parameters etc. Cladding test, procedure qualification, prequalification and product application for nickel base alloy double hot wire TIG cladding are described briefly. It is successful that application of nickel base alloy double hot wire TIG cladding procedure on tubesheet of steam generators.【期刊名称】《压力容器》【年(卷),期】2012(029)007【总页数】5页(P61-65)【关键词】蒸汽发生器;管板;镍基合金;双热丝钨极氩弧焊【作者】罗成【作者单位】上海电气核电设备有限公司,上海201306【正文语种】中文【中图分类】TH131.2;TG146.10 引言蒸汽发生器是核电站核岛关键设备之一,通过热交换产生蒸汽推动汽轮机做功,并且起到隔离一回路和二回路的重要作用。
12CrMoV钢管的热丝TIG焊工艺与性能研究
和焊接速度,改变热丝电流的大小,分别测定在一定热丝电流时焊丝送丝速度的最佳值。各实验参数见表 3-2。
表 3-2 热丝堆焊试验参数
标号
主电流 Ih(A)
主电压 Uh(V)
焊速 V(mm/min)
送丝速度 Vs(mm/min)
热丝电流 Ir(A)
熔敷效率 Kg/h
5
120
9.5
141.8
790
5
0.294
在焊接时间上,热丝 TIG 焊焊一根管的平均时间为 74 s ;普通 TIG 焊焊一根管的平均时间为 92 s。因此, 采用热丝 TIG 焊焊接时的效率更高。
表 3-4 热丝对接试验数据
标号 方法
层数
基值电流 (A)
峰值电流 (A)
电压 (V)
热丝电流 (A)
焊速 (mm/min)
送丝速度 (mm/min)
电流增大时,因为焊接速度不变,所以电弧线能量增大,电弧有足够的能量熔化焊丝,送丝速度/熔敷效率就 增大了。
0,8
熔敷效率kg/h 熔敷效率kg/h
0.70
普通TIG
0,7
0.65
热丝TIG
0,6
0.60
0.55 0,5
0.50
0,4
0.45
0,3
0.40
0.35
0,2 0.30
0,1
0.25
0,0 0
参考文献 [1] 朱汝铨.12CrMoV合金钢管的焊接[J].焊管.1990,13(1):58~61. [2] 康健,董元愚,潘颖.电站锅炉管--管对接热丝TIG焊工艺的研究[J].电焊机.1992(2):16~18. [3] 陈培良,周矿先.新颖的热丝TIG全位置自动管焊机[J].焊接
镍铜合金FCAW-G堆焊工艺研究
镍铜合金FCAW-G堆焊工艺研究
王书华;刘鸿彦;李卫华;杜永勤
【期刊名称】《金属加工(热加工)》
【年(卷),期】2024()1
【摘要】采用药芯焊丝气体保护焊(FCAW-G)对Q345R钢试板进行了镍铜合金N04400堆焊工艺评定,依照NB/T47014—2011《承压设备焊接工艺评定》要求对堆焊层的弯曲、化学成分及金相组织进行了检测。
试验结果表明:采用
80%Ar+20%CO_(2)混合保护气体,选用型号为ENiCu7T0-4的药芯焊丝进行过渡层及耐蚀层的堆焊,可以获得性能优良的耐蚀层,其化学成分满足标准要求,为镍铜合金实现高效堆焊提供了一种新的工艺参考。
【总页数】4页(P28-31)
【作者】王书华;刘鸿彦;李卫华;杜永勤
【作者单位】南京宝色股份公司
【正文语种】中文
【中图分类】TG1
【相关文献】
1.INCONEL690镍基合金带极电渣堆焊工艺试验有堆焊层性能研究
2.热丝TIG堆焊Alloy 59镍基合金工艺及其堆焊层性能研究
3.制氟电解槽镍铜合金电镀工艺及其性能研究
4.热丝TIG堆焊Inconel 601镍基合金工艺及其堆焊层性能研究
5.夏利轿车铜合金模具TIG堆焊工艺研究
因版权原因,仅展示原文概要,查看原文内容请购买。
石油钻采阀门内壁热丝TIG堆焊
石油钻采阀门内壁热丝TIG堆焊
李磊
【期刊名称】《石油化工建设》
【年(卷),期】2005(027)006
【摘要】石油钻采专用阀门是海上、陆地石油天然气钻采和生产的系统重要部件,其使用有耐强腐蚀性要求,制造时需在内壁表层堆焊耐腐蚀材料.然而此类阀门具有重量大、形状特殊、可达性差,焊接质量要求严格等特点,如何有效进行高质量堆焊一直困扰着国内石油阀门制造行业.介绍了打omus热丝TIG焊工艺和ETR全自动堆焊设备在阀门堆焊的应用.
【总页数】3页(P52-54)
【作者】李磊
【作者单位】珠海市科盈焊接器材有限公司,广东,珠海,519015
【正文语种】中文
【中图分类】TE4
【相关文献】
1.X70管道内壁双相不锈钢热丝TIG堆焊工艺 [J], 许小波;肖德明;张念涛;肖易萍;郭兴伟;邢攸为;傅延波
2.石油钻采阀门内壁热丝TIG堆焊 [J], 李磊
3.石油钻采阀门内壁热丝TIG堆焊 [J], 李磊
4.石油钻采阀门内壁热丝TIG堆焊 [J], 潘明浩
5.热丝TIG堆焊Alloy 59镍基合金工艺及其堆焊层性能研究 [J], 张伟; 朵元才; 张建晓; 武正彬; 杨洋; 吕龙; 李树龙
因版权原因,仅展示原文概要,查看原文内容请购买。
解析镍基合金690预堆边堆焊和安全端环缝焊接工艺周华

解析镍基合金690预堆边堆焊和安全端环缝焊接工艺周华发布时间:2021-09-27T06:35:50.950Z 来源:《中国科技人才》2021年第19期作者:周华[导读] 镍基合金690是现阶段核电工程中应用较为广泛的焊接材料,传热管、核电设备等的焊接工艺中都能见到这种材质的身影,同时,镍基合金690在安全端等异种金属焊接中也有着出色的表现。
广州健平工程技术咨询有限公司摘要:镍基合金690是现阶段核电工程中应用较为广泛的焊接材料,传热管、核电设备等的焊接工艺中都能见到这种材质的身影,同时,镍基合金690在安全端等异种金属焊接中也有着出色的表现。
本文针对其在预堆边堆焊及安全端环缝焊接工艺中出现的裂纹问题进行了深入探讨,希望通过自变量因素的控制改善这一情况,为镍基合金690焊接工艺质量的提升奠定理论基础。
关键词:镍基合金690;预堆边堆焊;安全端环缝焊接前言:近年来镍基合金690因其自身耐应力、抗腐蚀等特点,受到了国内外核电站的一致欢迎,但同时其焊接性较差的弊端也让许多技术人员颇受困扰。
DDC裂纹就是这一问题的典型代表,它是在高温状态下产生的一种微小沿晶裂纹,容易被常规检测手段所忽略,但核电工程特殊的工作环境又对材料塑性、韧性、耐腐蚀性提出了较高要求,DDC裂纹一旦发生扩展,将造成较为严重的后果。
1试验材料及方法试验材料准备分为两个部分,一是母材的选取:由于镍基合金690材料多用于管材焊接,本次选用了外径为1030mm×125mm的锻件,材质型号为SA-508 Gr3 Cl2,长度为300mm。
安全端则采用SA-336 Gr F316 LN,规格同样为1030mm×125mm,长度300mm。
二是焊接材料的准备:镍基合金690,直径1.0mm。
为达到镍基合金690焊接工艺及参数控制要求,试验方法采用自动TIG焊接方式。
2影响焊接质量的因素近年来,随着我国工业领域科技水平的持续提升与生产条件的不断优化,以镍基合金690为代表的新型焊接材料越来越多地被应用到施工实践中,预堆边堆焊、安全端环缝焊接等相关焊接工艺也实现了积极的研发改革与技术创新。
高效热丝TIG自动焊在电站锅炉中的应用探究
高效热丝TIG自动焊在电站锅炉中的应用探究高效热丝TIG自动焊是一种先进的焊接技术,广泛应用于电站锅炉的制造和维修中。
本文将从焊接工艺、焊接质量和经济效益等方面探究高效热丝TIG自动焊在电站锅炉中的应用。
高效热丝TIG自动焊是一种半自动焊接方法,通常由焊接机器人和焊枪组成。
焊接机器人通过预设的程序,根据焊接工艺参数调整焊接电流、电压和焊接速度等参数,实现焊缝的自动焊接。
相比于传统手工焊接,高效热丝TIG自动焊具有操作简便、焊接质量稳定、工作效率高等优点。
在电站锅炉制造过程中,高效热丝TIG自动焊可以应用于管板、筒体、补偿器和弯管等重要部件的焊接。
在管板焊接中,高效热丝TIG自动焊可以实现多道焊接,提高焊接质量,确保焊缝的外观和力学性能。
在筒体焊接中,高效热丝TIG自动焊可以实现全焊缝自动焊接,避免了传统手工焊接中的漏焊和错焊现象,提高了焊接质量。
在补偿器和弯管的焊接中,高效热丝TIG自动焊可以实现对复杂曲线焊缝的自动焊接,减少了操作难度,提高了焊接效率。
高效热丝TIG自动焊在电站锅炉维修中也有重要应用。
锅炉在长时间运行后,常常会出现管道的泄漏和破损等问题,需要进行维修。
传统手工焊接在锅炉维修过程中存在操作复杂、周期长等问题,而高效热丝TIG自动焊可以快速准确地进行焊接修复。
焊接机器人可以根据泄漏点和破损点的位置,自动调整焊接参数,实现精准焊接。
维修人员只需进行简单的设备操作和焊接参数调整,大大提高了维修效率。
除了焊接工艺的方便和高效,高效热丝TIG自动焊还可以提供更高的焊接质量。
焊接机器人通过提前设定的焊接参数,保证焊接过程的稳定性和一致性,从而避免了传统手工焊接中的人为因素对焊接质量的影响。
机器人的高速焊接可以减少热输入,避免焊接变形和裂纹的产生,提高焊接强度和密封性。
高效热丝TIG自动焊在电站锅炉制造和维修中的应用还可以带来经济效益。
焊接机器人的使用可以减少人力投入和熟练工人的依赖性,降低了人工成本。
浅谈热丝TIG自动焊接技术及工艺实验
T I G w e l d i n g 。这种 方法首先 于上世纪8 0 功 的应用 ,继后在世界各工业发达 国家
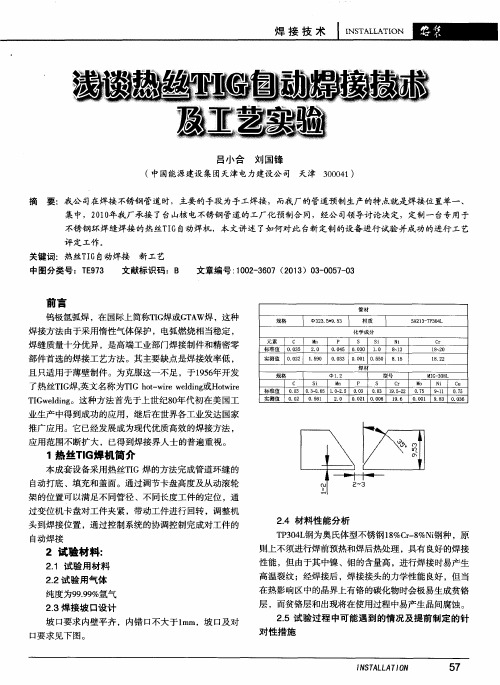
实测值 0 . 0 2 0 . 5 6 1
2 . 0
0 . 0 2 1 0 . 0 0 8 1 9 . 6
0 . 0 0 1 9 . 8 3 0 . 0 3 6
推广应用 。它 已经发展成为现代优质高效 的焊接方法 , 应用范 围不断扩大 ,已得 到焊接 界人 士的普遍 重视 。
1热丝T I G焊机简介
本成套设备采用热丝T I G焊 的方法完成管道环缝 的 自动打底 、填充和盖面 。通过调节卡盘高度及从动滚轮 架的位置可 以满足不 同管径 、不 同长度工件 的定位 ,通
型号
Cr M o
R I G - 3 0 8 L
Ni C u
标准值 0 . 0 3 0 . 3 0 . 6 5 1 . 0 2 . 5 0 . 0 3 0 . 0 3 1 9 . 5  ̄ 2 2 0 . 7 5
9 l 1 0 . 7 5
焊接 技术
I I N S T A L L A T I O N
一
吕小合 刘 国锋
摘
( 中国能 源建设 集团天 津电力建设公 司 天 津 3 0 0 0 4 1 ) 要 :我公 司在焊接不锈钢管道 时,主要 的手段为手工焊接 ,而我 厂的管道预 制生产的特点就是焊接 位置单一 、
集 中,2 0 1 0 年我厂承接 了台山核 电不锈钢管道 的工厂化预 制合 同,经公 司领导讨论决定 ,定制一 台专用 于
莉 看
管材 规格 中3 2 3 . 5 * 9 . 5 3 材质 化 学成分
元 素 C 标准值 0 . 0 3 5
浅谈热丝高速TIG的焊接工艺及应用
浅谈热丝高速TIG的焊接工艺及应用摘要:在现代焊接结构生产工艺中,随着焊接结构设计标准要素、结构的承载能力的需求以及生产作业环境的现实需求以及焊接工艺方式的选择,生产产品交付日期等因素综合考虑,焊接工艺有很多种,如锅炉压力容器厚板焊接常用的的埋弧焊、石油、化工企业野外施工作业恶劣条件下广泛使用的手工电弧焊,造船、轨道车辆行业常用的MAG焊、航空航天汽轮机行业对焊接熔合质量要求非常高的钨极氩弧焊。
随着焊接技术的快速发展,一种高速热丝Tig焊接工艺技术的成功研发并通入焊接应用,它通过对焊材进行加热,形成具有一定温度的焊丝可以加快熔池的形成,最后形成具有钨极氩弧焊Tig的高质量焊缝,又有气体保护焊高速焊接的高效能。
特别是对焊接接头焊接质量要求高,同时生产速度及效能同样要求较高的街头形式。
不锈钢车体中有部分结构采用了无钝边、无间隙的T型接头全熔透焊缝,相比传统焊接工艺方法,热丝Tig对解决对接焊缝打底焊,层间填充特别是中厚板多层多道焊接且有严格探伤工艺要求的承载部件有非常好的效果,从根本上解决了焊接接头容易出现的焊接根部未熔合、侧壁未熔合、层间夹杂等焊接缺陷,本文根据高速热丝Tig焊接工艺的工艺优点及在澳大利亚悉尼双层客车端底架吸能结构生产中的应用做了详细阐述。
关键词:热丝,高频振动,高速,焊接工艺引言高速热丝Tig焊接工艺是将钨极氩弧焊与气体保护焊两种焊接工艺方式的优点结合到一起的一种新型焊接工艺方式,具有对焊丝进行加热,实现全自动送丝功能,送丝稳定,代替传统Tig人工送丝的方式,送丝速度可大幅调整,使用焊接电流范围大从10A-300A。
具有脉冲功能,焊缝质量高,节省生产成本,比一般TIG焊和MIG焊大大节省材料成本,无焊接飞溅,最低的焊接焊缝返修率,使用气体配比简单,99.99Ar%纯氩气就能满足绝大部分母材、焊材的生产需求。
焊缝质量优良、焊缝冶金性能、力学性能都非常稳定。
他的热丝焊丝通过送丝装置的送进可以对熔池实施搅拌功能,可以降低金属熔池及熔滴表面的张力,从而改善金属的熔覆性能,使熔池中产生和裹夹的气体、杂质析出从而保证焊缝具有优良的冶金性能和力学性能。
核电稳压器接管热丝TIG堆焊质量问题分析与改进运用
核电稳压器接管热丝堆焊质量问题分析与改进运用杨志,黄亚纯,刘开理(中广核工程有限公司,广东深圳518124)摘要:调查分析稳压器接管热丝TIG 堆焊频发无损检测不合格事件,发现焊缝道间和层间未熔合是造成不合格的主要原因,进一步检查发现焊接工艺参数匹配性和过程控制存在问题。
从焊缝成形、搭接量入手,计算和匹配焊接电流、送丝速度等工艺参数,优化调整焊缝搭接量,经工艺试验验证,优化后工艺参数及过程控制措施成功解决和避免了类似问题再次发生。
提高了接管热丝TIG 堆焊无损检测合格率,确保设备质量。
关键词:热丝TIG 堆焊;缺陷;工艺优化中图分类号:TG444+.74文献标志码:B 文章编号:1001-2303(2019)05-0019-04DOI :10.7512/j.issn.1001-2303.2019.05.04Analysis and improvement application of defects in hot wire TIG welding fornuclear stabilizer nozzlesYANG Zhi ,HUANG Yachun ,LIU Kaili(China Nuclear Power Engineering Co.,Shenzhen 518124,China )Abstract :Investigation and analysis is carried out on defects detected by non-destructive testing in nuclear stabilizer nozzles welded by hot wire TIG welding ,it is analyzed and found out that the main cause of these defects is lack of fusion between beads and layers ,and there are some problems in matching of welding parameters and the process control.By considering the appearance of weld and the amount of overlap ,the parameters are calculated and matched,like welding current ,wire feed rate ,etc.to optimize welding technology ,which is verified by the technological test.And the results show that adopting the optimized welding parameters and improved process control measures are successfully to solve and avoid similar problems happened again.The improved technology has been applied to products,which improves the qualified rate of non-destructive testing of the hot wire TIG welding and ensures the equipment quality.Key words :hot wire TIG welding ;defect ;technology optimization 本文参考文献引用格式:杨志,黄亚纯,刘开理.核电稳压器接管热丝TIG 堆焊质量问题分析与改进运用[J].电焊机,2019,49(05):19-22.收稿日期:2019-01-06作者简介:杨志(1985—),男,学士,工程师,主要从事核电设备质量监督工作。
可有效控制热丝TIG镍基合金堆焊层强度的焊接工艺[发明专利]
![可有效控制热丝TIG镍基合金堆焊层强度的焊接工艺[发明专利]](https://img.taocdn.com/s3/m/bbee5d99d0f34693daef5ef7ba0d4a7302766c65.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201811063333.3(22)申请日 2018.09.12(71)申请人 上海电气核电设备有限公司地址 201306 上海市浦东新区临港重型产业装备区层林路77号(72)发明人 鲁艳红 张茂龙 王培培 杨乘东 (74)专利代理机构 上海信好专利代理事务所(普通合伙) 31249代理人 朱成之(51)Int.Cl.B23K 9/167(2006.01)B23K 9/04(2006.01)B23K 35/30(2006.01)(54)发明名称可有效控制热丝TIG镍基合金堆焊层强度的焊接工艺(57)摘要本发明涉及一种可有效控制热丝TIG镍基合金堆焊层强度的焊接工艺,包含:S1、将低合金钢预热至预热温度,进行M层镍基合金热丝TIG堆焊,且控制层间温度小于等于200℃;S2、进行N层镍基合金热丝TIG堆焊,且控制层间温度小于等于200℃;其中,堆焊层数N根据堆焊层晶粒测试的结果确定;S3、在完成N层镍基合金热丝TIG堆焊后,将层间温度降温至室温与预热温度之间;S4、每完成K层镍基合金热丝TIG堆焊后,将层间温度降至室温与预热温度之间,期间控制层间温度小于等于200℃,直至堆焊完成。
本发明通过控制堆焊过程中的预热温度及层间温度,降低镍基合金堆焊层的晶粒尺寸,提高堆焊层的强度,提高堆焊效率。
权利要求书1页 说明书4页 附图3页CN 108856988 A 2018.11.23C N 108856988A1.一种可有效控制热丝TIG镍基合金堆焊层强度的焊接工艺,其特征在于,包含以下步骤:S1、将低合金钢预热至预热温度,在低合金钢表面进行M层镍基合金热丝TIG堆焊,且在进行每层镍基合金热丝TIG堆焊时,控制层间温度小于等于200℃;S2、继续进行N层镍基合金热丝TIG堆焊,且在进行每层镍基合金热丝TIG堆焊时,控制层间温度小于等于200℃;其中,堆焊层数N根据预先进行的堆焊层晶粒测试的结果确定,即堆焊N+1层镍基合金热丝TIG堆焊时,堆焊层上产生粗大晶粒;S3、在完成N层镍基合金热丝TIG堆焊后,将层间温度降温至大于等于室温且小于等于预热温度的范围之间;S4、每完成K层镍基合金热丝TIG堆焊后,将层间温度降至大于等于室温且小于等于预热温度的范围之间;在每K层镍基合金热丝TIG堆焊的过程中,控制层间温度小于等于200℃,直至堆焊完成。
核电设备中的Inconel690镍基合金热丝TIG堆焊技术
核电设备中的Inconel690镍基合金热丝TIG堆焊技术李双燕【期刊名称】《金属加工:热加工》【年(卷),期】2014(000)016【总页数】4页(P56-59)【作者】李双燕【作者单位】上海电气核电设备有限公司【正文语种】中文1.概述第三代核电EPR堆型电功率约为1 600MW,每个机组由4个环路组成,每个环路有一台蒸汽发生器。
蒸汽发生器型号为77/19TE,传热面积为7 960m2。
蒸汽发生器是核电站一回路主设备之一,起着隔离一回路和二回路的作用。
由于蒸汽发生器管板一回路侧长期接触带有放射性和腐蚀性的载热剂介质,其表面需堆焊一定厚度的镍基合金,以保证一定的耐蚀性。
由于EPR管板直径大,厚度较厚,堆焊要求较高,工艺控制要求高,同时Inconel 690材料焊接性差,对氧化、DDC敏感,所以选择堆焊质量要求高的方式尤为重要。
由于热丝TIG堆焊相对热输入低,变形量和残余应力小,堆焊层成形良好,不易有夹渣等缺陷,表面质量良好,且具有高纯度焊缝,有利提高管子-管板焊缝质量,使焊缝产生缺陷的概率降到最低水平,所以EPR管板Inconel 690 镍基合金大面积堆焊选择热丝TIG堆焊工艺。
2.产品技术要求蒸汽发生器管板材料为低合金20MND5,管板厚度为622mm、φ3 816mm,Inconel 690镍基合金堆焊厚度≥8mm。
由于EPR堆型装机容量较大,对管板材料的要求较高,包括厚度、化学成分及力学性能,以保证设备质量满足设计技术指标和运行寿命要求。
管板化学成分如表1所示,20MND5对P、S含量提出了更高的要求。
按产品技术要求,堆焊层化学成分需满足表2要求。
堆焊层的化学分析应在堆焊后堆焊层表面打磨0.5mm后1.5mm深度范围内取样。
3.热丝TIG堆焊工艺钨极氩弧焊是一种应用非常广泛的高品质焊接方法。
传统的TIG焊由于其电极的载流能力有限,电流功率受到限制,焊缝熔深浅,焊接速度低,使用受到一定限制。
TIG电弧热丝对铜、钢堆焊的工艺研究
LI Y n,JI U a ANG u H a,H AN a qa g ,ZH AO a g j n, A NG Ji— i n Gu n - u W xi
( e No t Th rh Hu ' o p Co a n Gr u mp n an ) i a
用 电弧 热丝 系统 , 热丝 电流 小于 5 时 即可有效 预热 焊 丝 , 电 阻热丝 电流 4 0A 相 当。在相 同焊接 电流 OA 与 0
下, 能够 大 大提 高焊接 熔 敷速度 ; 相 同送丝 速度 下 , 在 降低焊接 电流 , 大大 降低焊 接设 备功 率 。 同时证 明 2种 热丝加 热 方式对 铜基 体 、 合金 的影 响相 同, 别是 对堆 焊层 铜合金 中泛铁 量的 影响相 当。 铜 特
第 4卷
第 3期
精
密
成
形
工
程
21 0 2年 5月
j oURNAI OF NETS APE F H ORM I NG NGI E NEERI NG
T G 电弧 热 丝对 铜 、 堆 焊 的 工 艺研 究 I 钢
柳 燕 ,姜 华 ,韩 家 强 ,赵 广 军 ,王 晰
( 方华 安工 业集 团有 限公 司 ,黑龙 江 齐齐 哈尔 1 1 4 ) 北 6 0 6
摘要 : 对 某产品 铜 带焊接 工 艺 , 出 了一种 电弧 热丝 方 式 应 用 于 T G 堆 焊铜 、 工 艺的 研 究 。 电弧 针 提 I 钢 热 丝可有 效预 热低 电阻率的 焊接材 料 , 铜 ; 如 传统 的 电 阻热 丝只 能加 热 具有 高 电阻率 的 焊接 材 料 , 如钢 。采
Ab ta t sr c :A nd ofa c h ie m ehod s putf w a d t I ki r otw r t i or r o T G we dng c pp nd s e l e h l gy r s a c o op r l i o era t e t c no o e e r h f r c pe w edig pr e sofa pr duc. Ar tw ie c n e f c ie y p e e tw edi a e il ih l w e itv t l n oc s o t cho r a fe tv l r h a l ng m t ra sw t o r ss iiy,s h sc ppe ;w h l uc a o r ie t r dii alr ss a e h r a e tw edi a e i s wih h g e itvt nl he ta ton e it nc otwie c n h a l ng m t ral t i h r ss i iy o y,s h a t e. U sn r tw ies — uc s s e 1 ig a c ho r ys t r ,w iec n be p e a e fe tvey w h n ho iec r n s ls ha w hih i q v l n O r ssa eho iec r nt e n r a r he t d e f c i l e tw r ur e ti e st n 50 A c se uia e tt e i tnc tw r ur e 4 . U n rt am e we d n ure , t ed s e a e ty m pr e 00 A de he s l i g c r nt he w l pe d c n be gr a l i ov d;i he s m e n t a wie f e pe d, t edi r e d s e he w l ng c r e a e c d,w h c a e ty e uc he u r ntc n be r du e i h c n gr a l r d e t wedi q pm e p l ng e ui nt owe . A t he s m e tm e h t t n f he tn r t a i t a wo ki ds o a ig m e ho av hes m e ef c t e a rx a o t ds h e t a fe ton s e lm t i nd c ppe loy,e pe i l h fe to h x e ie ion c nt nto o e loy ra l s caly t e e f c n t e e t nsv r o e fc pp ra l i u f cn a e . n s r a ig l y r
热丝TIG堆焊Alloy 59镍基合金工艺及其堆焊层性能研究
第37卷第5期压 力 容 器2020年5月 doi:檭檭檭檭檭檭檭檭檭檭檭檭檭檭檭檭殐殐殐殐10.3969/j.issn.1001-4837.2020.05.003试验研究热丝TIG堆焊Alloy59镍基合金工艺及其堆焊层性能研究张 伟1,2,朵元才1,2,张建晓1,2,武正彬1,2,杨 洋1,2,吕 龙1,2,李树龙1,2(1.兰州兰石重型装备股份有限公司,兰州 730314;2.甘肃省压力容器特种材料焊接重点实验室,兰州 730314)摘 要:采用ASTMA262.E法、ASTMG48A法、ASTMG36及NACETM0177腐蚀试验和力学性能、金相等测试方法,对热丝TIG堆焊Alloy59进行了焊接工艺的研究,对堆焊层各项性能进行了研究。
研究表明,热丝TIG是堆焊Alloy59镍基合金的有效方法,堆焊层平整度较好,未观察到金相组织粗大晶粒;堆焊层力学性能及硬度均符合相关要求,抗晶间腐蚀及点蚀能力好,显示出良好的耐饱和湿H2S环境腐蚀能力,同时也满足在Cl-应力腐蚀环境中的使用。
关键词:焊接;热丝TIG;Alloy59;金相组织;腐蚀试验中图分类号:TH140.7;TG115.6 文献标志码:AResearchonHot wireTIGSurfacingNickel basedAlloy59ProcessandItsSurfacingPropertiesZhangWei1,2,DuoYuancai1,2,ZhangJianxiao1,2,WuZhengbin1,2,YangYang1,2,Lülong1,2,LiShulong1,2(1.LanzhouLSHeavyEquipmentCo.,Ltd.,Lanzhou730314,China;2.PressureVesselSpecialMaterialWeldingKeyLabofGansuProvince,Lanzhou730314,China)Abstract:Theweldingprocessofhot wireTIGsurfacingAlloy59andpropertiesofthesurfacinglayerwereinvestigatedbytestingmethodssuchasASTMA262E,ASTMG48A,ASTMG36,NACETM0177andmechanicaltest,andmicrostructureresearch.Thepresentstudyshowsthathot wireTIGisaneffectivemethodforsurfacingnickel basedAlloy59,thesurfacinglayerhasbettersmoothness,andnomicrostructureofcoarsegrainswasobserved;Boththemechanicalpropertiesandhardnessofthesurfacinglay ermeetrelevantrequirements.Thesurfacinglayerhasbetterresistancetointergranularcorrosionandpitting,exhibitsgoodresist ancetocorrosioninsaturatedwetH2Senvironmentandcansatisfyuseinchloride inducedstresscorrosionenvironment.Keywords:welding;hot wireTIG;Alloy59;microstructure;corrosiontest收稿日期:2019-12-27 修稿日期:2020-01-100 引言随着石油化工行业生产规模的逐步扩大及受原油品质的影响,石化设备用户对于产品的耐腐蚀性要求越来越高,以延长设备的正常运行周期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( H a r b i n B o i l e r C o . , L t d . , H a r b i n 1 5 0 0 4 6, C h i n a )
Abs t r a c t : I n v i e w o f t he c o mp a n y t o b u y a n e w d o me s t i c KM 一3 0 1 5 t y p e H —TI G c l a d d i n g e q ui p— me n t t h a t wa s us e d f o r ma nu f a c t ur i n g Te x a c o Ga s i f i e r , t h r o u g h t h e e q u i p me n t d e b ug g i ng a n d p r o c e s s r e s e a r c h, we s u c c e s s f u l l y g r i p pe d a n d ma s t e r e d t h e t e c h ni c a l k e y p o i n t s o f n i c ke l b a s e a l l o y c l a d di ng
陈宝祥 , 马 鸣 , 孙敬岩 , 欧海燕
( 哈 尔滨锅 炉厂有 限责任公 司, 黑龙江 哈 尔滨 1 5 0 0 4 6 ) 摘 要: 针对 公司新购一 台国产 K M一3 0 1 5型热丝 H—T I G堆焊成套设备 用于公 司某 项 目德 士古 型气化炉产
品制造 , 通过进行镍基材料堆 焊的设备调试及堆焊工艺研 究 , 成功掌握镍 基合金堆 焊技术关键点 并最终确定
第 6期
2 0 1 3年 1 1月
锅
炉
制
造
No . 6 NO V . 2 01 3
B0I LER MANUF ACTURI NG
文章编号 : C N 2 3—1 2 4 9 ( 2 0 1 3 ) 0 6—0 0 5 5— 0 4
热 丝 H —T I G镍 基 堆 焊 工 艺 研 究
a n d i f n a l l y c o n i f r me d t h e c l a d d i n g p r o c e d u r e t o me e t t h e p r o d u c t i o n r e q u i r e me n t , i n o r d e r t o a c h i e v e
满足产品制造技术 要求的堆焊工艺 , 为实现公司相关产 品顺利 堆焊提供有效的技术支持和保障 。
关键词 : 热 丝 H —T I G; 镍基堆焊 ; 工 艺
中图 分 类 号 : T K 2 2 4 . 2 文 献 标 识码 : A
Pr o c e d u r e Te c h no l o g y Re s e a r c h o f Ni c k e l Ba s e Al l o y Cl a d d i n g
0 引 言
公 司承制某 重点项 目德 士古 型气化 炉 ( 如图 1 所示 ) 为例 , 由于其 内部 需要承装 高温腐蚀 性介 质 , 因此燃烧 室壳体 内壁 堆焊 6 2 5成分 的镍 基合 金 材 料, 激冷 室壳 体 内壁 堆 焊 6 0 0成 分 的 镍 基 合 金 材
r e l a t e d p r o d u c t s c l a dd i n g f a v o u r a b l y p r o v i d i n g e f f e c t i v e t e c h n i c a l s u pp o r t a n d g ua r a n t e e Ke y wo r d s: H —TI G; ni c k e l b a s e a l l o y c l a d d i n g; t e c hn o l o g y
图l 德 士 古 型 气 化 炉 结 构 简 图
机 +配套 1 0 t 变位 机联 动 组 成 的成套 设 备用 于 产
品堆 焊生产 。为 验证 该 方案 的可行 性 同 时确 保设
1 热 丝 H —T I 理 如 图 2所 示 , 在传统 T I G
收 稿 日期 : 2 0 1 3一 O 3— 2 8
作者简介 : 陈宝祥( 1 9 6 4一), 男, 1 9 8 5年 参 加 工作 , 现从 事 设备 管 理 工作 。
第 6期
陈宝祥 , 等: 热丝 H— T I G镍基 堆焊工艺研究
・ 5 7・
稳定性 , 加强 对熔 池 的搅 拌作 用 , 有利 于改 善 焊缝
料, 并且壳体 上装 焊 有 大量 不 同规 格 的 接管 法 兰 ,
备 能够满足产 品堆焊需 要 , 进 行 H—T I G镍 基堆 焊 焊接 工艺试验并成 功应用于产 品 。
其 内壁及 法兰密封 面需堆 焊相应 的镍基合 金 材料 ,
由于镍基合 金堆焊 工艺 的特 殊性 , 为 缓解 手工作 业 压力 , 保证产 品堆焊质 量 , 缩短 产 品制造周 期 , 公 司 新 购一 台国产 K M一 3 0 1 5型热丝 H—T I G堆焊操 作
结 晶组 织并 消 除气孔 。 另外 , 起 焊 丝 预热 熔 化作 用 的热 丝 电流 通 常 不 宜过 大 , 其 原 因是 较 大 的 热 丝 电 流将 产 生 较 大 的 电弧偏 吹 和熔 化 不 均 匀 现 象 , 因此 在 堆 焊 过 程 中应 引起注 意 。