康采恩设计任务书11_螺柱焊系统_1.1_020123
螺柱焊的焊接原理与操作流程

螺柱焊的焊接原理与操作流程螺柱焊是一种常见的焊接方法,用于将螺栓或螺柱连接到金属结构中。
它通常用于焊接螺纹孔道或洞口,以实现更强大的结构连接。
下面将详细介绍螺柱焊的焊接原理和操作流程。
焊接原理:螺柱焊的原理是通过热力作用使螺柱与基材形成永久连接。
在焊接过程中,焊条产生的热能融化金属,并与基材融合,形成焊缝。
随着焊缝的冷却和凝固,螺柱便与基材牢固连接。
焊接原理类似于其他电弧焊接过程。
操作流程:1.准备工作:首先,安全操作非常重要。
佩戴适当的个人防护设备,如焊接帽、焊接手套、护目镜等。
确保所需的工具和设备都准备好,包括电弧焊机、焊条、螺柱等。
2.准备接头:将待焊接的螺纹孔道或洞口清洁干净,去除任何油、灰尘或锈蚀物。
确保焊接表面平整,以便焊接能够牢固。
3.调整焊机参数:根据焊接材料和厚度,调整电弧焊机的参数,如电流和电压等。
根据焊接手册或经验,选择正确的焊条直径和类型。
4.定位螺柱:将螺柱放置在设计位置,并将其固定在基材上,以防止移动。
确保螺柱与待焊接的孔道或洞口的中心对齐。
5.焊接:点亮电弧,并将焊条的电极保持在离焊接位置约1-2毫米的距离。
保持稳定且均匀的焊接速度,使焊条的熔化金属充满螺柱和基材之间的空隙。
6.完成焊接:一旦焊接完成,停止电弧并移除焊枪。
让焊缝自然冷却,以确保焊缝的牢固性。
如果需要,可以在焊接后对焊缝进行清理和整理。
补充:-焊接过程中要保持连续的焊接,以确保焊缝的质量和强度。
焊接速度不宜过快或过慢,应根据焊条类型和焊接厚度进行调整。
-掌握良好的电弧焊技术非常重要。
焊接时,保持稳定的手的姿势和焊枪的角度,以获得均匀且良好的焊缝质量。
-注意安全,确保工作区域通风良好,以避免有害气体吸入或氧气不够。
确保焊接地线连接牢固且良好接地,以防止触电和其他意外事故。
-使焊接过程中的焊条保持干燥和正确存储,以防止焊缝的质量受到影响。
总结:螺柱焊是一种常用的焊接方法,用于将螺柱连接到金属结构中。
了解焊接原理和正确的操作流程对于获得坚固及高质量的焊接结果至关重要。
钢螺柱焊设备标准
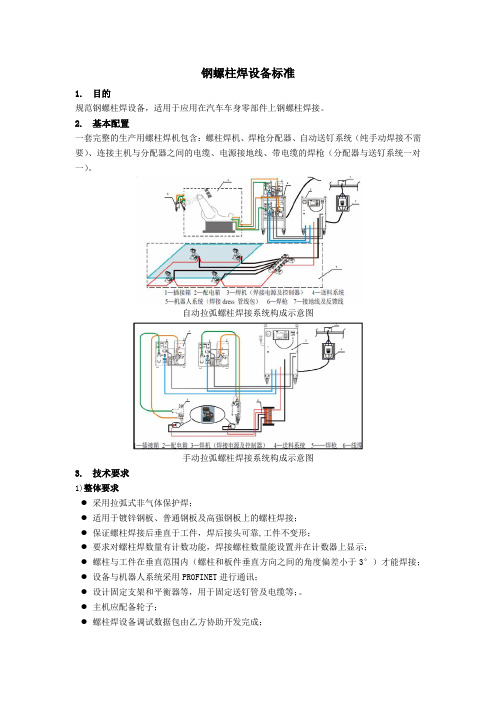
钢螺柱焊设备标准1.目的规范钢螺柱焊设备,适用于应用在汽车车身零部件上钢螺柱焊接。
2.基本配置一套完整的生产用螺柱焊机包含:螺柱焊机、焊枪分配器、自动送钉系统(纯手动焊接不需要)、连接主机与分配器之间的电缆、电源接地线、带电缆的焊枪(分配器与送钉系统一对一)。
自动拉弧螺柱焊接系统构成示意图手动拉弧螺柱焊接系统构成示意图3.技术要求1)整体要求●采用拉弧式非气体保护焊;●适用于镀锌钢板、普通钢板及高强钢板上的螺柱焊接;●保证螺柱焊接后垂直于工件,焊后接头可靠,工件不变形;●要求对螺柱焊数量有计数功能,焊接螺柱数量能设置并在计数器上显示;●螺柱与工件在垂直范围内(螺柱和板件垂直方向之间的角度偏差小于3°)才能焊接;●设备与机器人系统采用PROFINET进行通讯;●设计固定支架和平衡器等,用于固定送钉管及电缆等;。
●主机应配备轮子;●螺柱焊设备调试数据包由乙方协助开发完成;●可以满足板厚≥0.7mm薄板螺柱焊接质量要求。
2)全自动螺柱焊机技术要求●用途:主要用于低碳钢、镀锌钢薄板,高强钢板的螺柱焊接。
●结构形式:落地可移动式。
●电源电压:400±10%,50HZ,3相,电源进线从控制母线引入。
●焊接电流范围:100A-1500A。
●焊接时间范围:6ms-100ms。
●冷却方式:风冷。
●绝缘等级:F。
●采用逆变式控制电源。
●主要结构:全自动螺柱焊机由以下部分组成:➢焊接控制电源;➢全自动焊枪;➢送料器;➢电缆、送钉管、接地排、接地极及其他附件。
机器人抓枪方式机器人抓件方式●主要功能要求:➢微处理器控制;➢全面安全保护功能;➢具有抗电磁干扰的能力,能够自动补偿电网电压波动;➢具有温度和短路保护;➢保证螺柱焊后垂直于工件,焊后接头可靠,工件不变形;➢采用拉弧式非气体保护焊;➢焊机具有对螺柱长度在设计公差范围内的自适应功能。
●焊接电源和控制器要求:➢采用逆变式控制电源,控制更精密,使输出电流更加平稳;➢数字设定焊接电流和焊接时间;➢同机器人通讯采用Profinet总线形式;➢焊机的终端显示器采用中文触摸屏,能实时显示监控所有重要操作结果及预设参数(包括焊接电流和焊接时间、引弧时间、焊接电压、引弧电压和焊枪的提升推进情况等);➢焊接参数偏离设定值时,系统具有自诊断功能,具有自动报警功能;➢可通过外部编程器,直接设定焊接电流、焊接时间等所有焊接参数;➢每台控制器最多可配备5个可编程焊接接口(同时接5把焊枪),每个接口均可单独编程(设定不同焊接参数);各接口之间采用并联方式,保证焊接回路一致性;➢具有防重复焊接装置;➢具有过载保护装置;➢具有抗电磁干扰的能力;➢具有应急开关(可切断电源)。
螺柱焊的过程及工艺参数

第2章螺柱焊的过程及工艺参数2.1螺柱焊的过程螺柱焊的基本过程是引弧→焊接电弧→顶锻→冷却凝固;在这一过程中,焊接电流、焊接时间以及焊接过程中电弧的形态,对焊接结果有很大影响。
螺柱焊的引弧受程序控制,先是螺钉接触到工件,当按住启动按钮后,焊机首先提供一个微小电流,之后螺钉被提升,在螺钉尖端的铝极与工件之间建立电弧.(说明:铝极是襄嵌在螺柱尖端的一部份铝材料,其作用是便于引弧及还原被氧化的铁。
)当建立了电弧之后,焊机自动进入大电流焊接:螺柱端部开始熔化,工件上形成溶池。
此时的燃弧过程称焊接电弧阶段。
当到达设定的焊接时间之后,电弧熄灭,螺柱在外力(一般为弹簧力)的作用下,浸入溶池。
进入顶锻阶段。
然后,溶池自然冷却凝固,完成焊接过程。
2.2螺柱焊的工艺参数螺柱焊的工艺参数主要包括极性选取、电流和焊接时间的选择、提升高度、浸入尺寸及速度的调节。
首先说明的是,螺柱直径增加时,焊接所需要的能量也增加。
1.极性极性是指工件到焊接电源的连接方式,以工件为准:工件接正极即为正极性,工件接负即为负极性。
一般的钢质螺钉采用正极性接法。
而对于铝及其合金,黄铜材料的螺钉,常采用负极性连接方式。
2.焊接电流与焊接时间一般情况下,焊接电流正比与螺柱的公称直径.当直径小于16mm时,焊接电流一般是公称直径的80倍,即10mm的螺钉,使用的焊接电流为800A。
当直径超过16mm时,焊接电流一般取值为公称直径的90倍.当螺钉材料为合金钢时,电流取值减少10%。
焊接时间的取值也与直径成比例关系:对于公称直径小于12mm的螺柱,一般取0。
02d(d为螺柱的公称直径),对于公称直径大于12mm的螺柱,一般取0。
04d.如果焊接位置不是平焊,而是横焊或仰焊,一般采用增大电流和减少焊接时间进行焊接.当工件为薄板时,为了不致工件烧穿,也采用增大电流和减少焊接时间的方法。
3。
提升高度对于不同直径形状的螺柱,要求的提升高度是不一样的,提升高度是否合适,要看是否在焊接过程中出现磁偏吹或短路。
泰勒螺柱焊接系统CD-M8,M9,M10电容放电式螺柱焊机使用说明书

泰勒螺柱焊接系统有限公司CD-M8,M9,M10电容放电式螺柱焊机 使用说明书目录页码内容3 总则5 简介7 外部特征9 安全12 设置 & 焊接16 焊接设设定23 螺柱定位方法24 焊接评估/测试25 控制器零件列表 & 部件分解图26 - 部件装配分解图27 - 前面板28 - 电容器组合32 - 底板35 线路图 - 标准接触式型号36 - 提升间隙式型号37 - CNC 型号38 符合标准声明制造厂家详细资料泰勒螺柱焊接系统有限公司Taylor Studwelding Systems LtdCommercial RoadDewsbury, West Yorkshire, WF13 2BD, England.电话: +44(0)1924 452123 请把我们添加到您的联系人传真: +44(0)1924 430059电子邮件: ***************************技术部电话: +44(0)1924 487703销售部电话: +44(0)1924 487701英国泰勒螺柱焊机大中华区客户服务中心:泰勒螺柱焊接系统(上海)有限公司电话: 800 820 8499 或138****6865邮箱: ****************************.cn泰勒中文网址:泰勒服务微信二维码 泰勒微信公众号本说明书的用途与内容本说明书用于:☞焊机操作工操作之用。
☞最终用户负责焊机安装使用人员之用。
本说明书内容包括:☞安装与连接☞操作使用☞技术数据☞备品备件☞配件详细信息如果你需要更多的技术信息,请与我们(详见第3页)或我们当地的代理商/经销商联系。
(代理商/经销商资料可向我们索取)本说明书内容是设备安全操作运行的必备资料。
操作人员必须能够查阅本说明书。
出于安全考虑,操作人员应能随时查看本说明书。
如果本设备被售出或转让,请将本说明书一道转至新用户。
考虑到我们会为了设备的安全需要与用户联系, 请立即告知我们新用户的名称和地址。
螺柱焊结构及原理
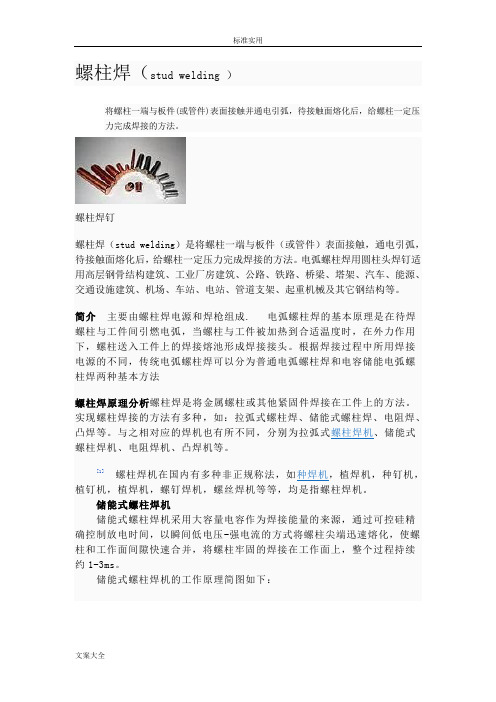
螺柱焊(stud welding )将螺柱一端与板件(或管件)表面接触并通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。
螺柱焊钉螺柱焊(stud welding)是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。
电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它钢结构等。
简介主要由螺柱焊电源和焊枪组成. 电弧螺柱焊的基本原理是在待焊螺柱与工件间引燃电弧,当螺柱与工件被加热到合适温度时,在外力作用下,螺柱送入工件上的焊接熔池形成焊接接头。
根据焊接过程中所用焊接电源的不同,传统电弧螺柱焊可以分为普通电弧螺柱焊和电容储能电弧螺柱焊两种基本方法螺柱焊原理分析螺柱焊是将金属螺柱或其他紧固件焊接在工件上的方法。
实现螺柱焊接的方法有多种,如:拉弧式螺柱焊、储能式螺柱焊、电阻焊、凸焊等。
与之相对应的焊机也有所不同,分别为拉弧式螺柱焊机、储能式螺柱焊机、电阻焊机、凸焊机等。
[1]螺柱焊机在国内有多种非正规称法,如种焊机,植焊机,种钉机,植钉机,植焊机,螺钉焊机,螺丝焊机等等,均是指螺柱焊机。
储能式螺柱焊机储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1-3ms。
储能式螺柱焊机的工作原理简图如下:螺柱焊原理图储能式螺柱焊机采用220V交流电,通过变压器1降压,再通过整流桥2将交流电变为直流电,经过双向整流管3和充电电阻向电容6充电。
由智能芯片精确控制可控硅5,使储能电容6瞬间释放全部电量完成整个焊接过程。
储能式螺柱焊机广泛运用于钣金工程、电子业开关柜、试验和医疗设备、食品工业、家电工业、通讯工程、工业全套炊具、办公室和银行设备、投币式督货机、玻璃幕墙结构和绝缘技术等。
螺柱焊焊接技术及其应用说明书
图书基本信息书名:<<螺柱焊焊接技术及其应用>>13位ISBN编号:978711127977810位ISBN编号:7111279778出版时间:2009-10出版时间:机械工业出版社作者:张义 编页数:277字数:355000版权说明:本站所提供下载的PDF图书仅提供预览和简介,请支持正版图书。
更多资源请访问:内容概要本书系统地介绍了螺柱焊焊接技术及其应用,共分5章。
第1章绪论,讨论了电弧法螺柱焊焊接方法的分类,简介了瓷环保护电弧螺柱焊、电容放电螺柱焊、拉弧式电容放电螺柱焊及短周期螺柱焊等四种基本焊接方法的原理、工艺特点;第2章系统介绍了瓷环保护电弧螺柱焊的原理、工艺、设备及应用,也讨论了工艺评定程序和质量检验,同时介绍了电弧螺柱焊在建筑钢结构中的变形应用——一步法穿透焊、埋弧螺柱焊、空间位置螺柱焊和有色金属的惰性气体保护螺柱焊的特点;第3章讨论了以电解电容为二次电源的以适用于小直径螺柱在薄钢板上植焊为特征的电容放电螺柱焊;第4章分析了拉弧式电容放电螺柱焊焊接技术及其应用,并就其应用选择与电弧螺柱焊、电容放电螺柱焊进行了比较,强调了拉弧式电容放电螺柱焊在植焊镀锌钢板方面的优势;第5章分析了短周期螺柱焊的原理、工艺、设备及其应用,介绍了短周期螺柱焊在汽车制造中应用的特殊优势。
在第2、3、4、5章的四种焊接方法的设备部分介绍了国内外常见螺柱焊焊机的构成、原理和应用特征,并初步解读了螺柱焊电源设备的发展历程及方向。
本书给出了尽可能多的信息量,使读者尽可能多地查到所需的参考资料、数据。
本书是一本涉及螺柱焊工艺、设备及应用的专业著作,可作为相关焊接工程师必备的工具书,大专院校焊接专业教学科研参考书,以及从事螺柱焊接工程的技术人员和高级技工培训教育参考书。
书籍目录序编写说明第1章 绪论 1.1 电弧法螺柱焊及其分类 1.1.1 螺柱焊和电弧法螺柱焊 1.1.2 电弧法螺柱焊的分类 1.1.3 电弧螺柱焊 1.1.4 电容放电螺柱焊 1.1.5 拉弧式电容放电螺柱焊 1.1.6 短周期螺柱焊 1.2 螺柱焊的工艺及设备特点 1.2.1 焊接区的保护 1.2.2 螺柱焊能植焊的板厚范围 1.2.3 螺柱焊的径厚比 1.2.4 热压焊的特征 1.2.5 电弧法螺柱焊的专用焊接设备第2章 电弧螺柱焊 2.1 焊接过程及原理 2.1.1 过程及时序 2.1.2 电弧螺柱焊用螺柱 2.1.3 焊接螺柱直径与最小板件的厚度 2.1.4 焊接螺柱与保护瓷环 2.2 焊接设备 2.2. 1 焊接电源及控制 2.2.2 焊枪 2.2.3 焊接电缆和电弧螺柱焊机的焊接能力 2.3 焊接条件 2.3.1 焊接参数及其设定 2.3.2 螺柱的定位技术和电弧磁偏吹的控制 2.4 常用金属材料对电弧螺柱焊的适应性 2.4.1 电弧螺柱焊的工艺焊接性特点 2.4.2 常用金属材料的螺柱焊焊接适应性 2.5 焊接的质量控制及接头检验方法 2.5.1 焊接质量的控制方法 2.5.2 焊接工艺评定及试验 2.5.3 焊后外观检查及现场锤击弯曲试验 2.5.4 电弧螺柱焊接头的典型外观缺陷分析 2.6 电弧螺柱焊在建筑钢结构中的应用 2.6.1 建筑结构的演变与电弧螺柱焊 2.6.2 钢-混凝土组合结构的工作原理 2.6.3 钢-混凝土组合梁的构成和焊钉的作用 2.6.4 焊钉的承载能力设计及结构要求 ……第3章 电容放电螺柱焊第4章 拉弧式电容放电螺柱焊第5章 短周期螺柱焊参考文献章节摘录 第1章 绪论 1.1 电弧法螺柱焊及其分类 1.1.1 螺柱焊和电弧法螺柱焊20世纪中后期,由于金属结构加工制造业的高速发展和技术进步,对金属螺柱或类似的紧固件(如栓钉、T形钉、保温钉及V形钉等)快速焊接到板件或管件上用以形成T形接头的方法不断地提出了新的要求,于是逐渐产生并形成了一种特殊的焊接技术,即螺柱焊(stud welding),也称植焊或螺柱植焊。
螺柱焊机 BMS-9 BMS-9V 螺柱焊枪 PS-9 PS-9K PS-1K 操作说明书

德国 SOYER(索亚)中国总代理珠海市福尼斯焊接技术有限公司操作说明书螺柱焊机BMS-9BMS-9V螺柱焊枪PS-9PS-9KPS-1K德国 SOYER(索亚)中国总代理珠海市福尼斯焊接技术有限公司机身序号请填写机身序号,让我们能在您需要时提供即时的支持。
设备型号机身序号螺柱焊机BMS-9BMS-9V螺柱焊枪PS-9PS-9KPS-1K操作说明书文档货号: P00161, 02-2017, 原文说明书翻译(英文: P00261)文档中所有资讯为Heinz Soyer Bolzenschweißtechnik GmbH财产。
版本信息文档创建/修改编者日期初版预备DD17.02.20172 德国 SOYER(索亚)中国总代理——珠海市福尼斯焊接技术有限公司目录1. 一般资讯. . . . . . . . . . . . . . . . . . . . . ............ . . . . . . . . . . . . . . . . . . . . . . . . . 5 1.1. 操作说明书的有效性 5 1.2. 符合性声明 5 1.3. 制造商7 1.4. 指引,培训7 1.5. 标准及指令72. 重要安全指引 . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 2.1. 使用的安全警告8 2.2. 一般安全指引9 2.3. 个人防护装备12 2.4. 螺柱焊机的预期用途132.4.1 不当使用13 2.5. 螺柱焊枪的预期用途132.5.1 不当使用13 2.6. 公司的操作前提132.6.1 人员的操作前提143. 运输 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154. 储存,关机. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155. 废物处置 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156. BMS-9(V)螺柱焊机说明. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 6.1. 类型区别166.2. 工作方法166.2.1 产品特点166.2.2 电容储能式螺柱焊接17 6.3. 控制概览186.3.1 操作状态显示19 6.4. BMS-9(V)螺柱焊机的技术数据20 6.5. 认可的螺柱焊枪21 6.6. 清洁螺柱焊机227. PS-9(K)螺柱焊枪说明. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 7.1. 类型区别24 3德国 SOYER(索亚)中国总代理——珠海市福尼斯焊接技术有限公司目录7.2. L ED光环显示含义24 7.3. P S-9(K)螺柱焊枪技术数据257.4. 清洁螺柱焊枪268. PS-1K螺柱焊枪说明. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 8.1. PS-1K螺柱焊枪技术数据28 8.2. 清洁螺柱焊枪299. 螺柱夹套说明. . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 9.1. 不可调式螺柱夹套30 9.2. 调节及安装可调式螺柱夹套3210. 安装及连接. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 10.1. 安装位置条件3510.2. 螺柱焊机及螺柱焊枪的连接3610.2.1 电源连接3610.2.2 连接地线3610.2.3 连接螺柱焊枪3811. 设置. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3911.1. 调节螺柱焊机的充电电压及提升时间3911.1.1 焊机调节表3911.1.2 调节充电电压4111.1.3 “设置”模式中设置提升时间(提升高度)4212. 焊接操作. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 12.1. 进行焊接4512.2. 检查焊接质量的注意事项4612.2.1 目测检视46 12.3. 关闭焊机48 12.4. 焊接缺陷及其原因4912.5. 故障时出现的报警信息5013. 维护及维修. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . 5214. 服务. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . 5215. 保修条款. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . 52 4 一般资讯德国 SOYER(索亚)中国总代理——珠海市福尼斯焊接技术有限公司1. 一般资讯本操作说明书包含重要信息和操作设备的要求。
螺柱焊讲解

操作技能等。此外,在某些情况下,螺柱焊可能会导致氢脆等问题,需
要注意采取相应的预防措施。
02 螺柱焊设备结构 与功能
设备组成及主要部件
控制系统
控制焊接过程,包括电流、电 压、时间等参数的设定和调整 。
焊枪
夹持焊丝,传导电流,将焊丝 熔化并与母材形成焊缝。
焊接电源
提供焊接所需的电能,一般采 用直流或交流电源。
关键技巧分享
选择合适的螺柱和母材
根据实际需求选择合适的螺柱材质、 直径和长度,以及与之相匹配的母材 。
控制焊接变形
采用合理的焊接顺序、预热和后热等 措施,有效控制焊接变形,确保产品 质量。
提高焊接效率
通过优化焊接参数、提高操作熟练度 等方式,提高焊接效率,降低成本。
确保焊缝质量
注意观察焊缝成形情况,及时调整焊 接参数和操作方式,确保焊缝质量符 合要求。
能源领域
在石油、天然气管道建设中 ,螺柱焊可实现管道的快速 、高效连接,确保能源传输 的安全与稳定。
行业发展趋势分析
自动化与智能化
随着工业4.0的发展,螺柱焊将向 自动化、智能化方向迈进,提高
生产效率和焊接质量。
绿色环保
环保意识的提高促使螺柱焊向低能 耗、低污染的方向发展,推动绿色 制造技术的进步。
遵守安全操作规程
严格遵守安全操作规程和相关 安全制度,确保安全生产。
06 螺柱焊质量检查 与评估方法
外观质量检查标准
焊缝形状
焊缝应呈现均匀、连续的 鱼鳞状,无明显的凸起、 凹陷或裂纹。
焊缝颜色
焊缝颜色应与母材相近, 无明显的色差或氧化现象 。
焊缝宽度与高度
焊缝的宽度和高度应符合 设计要求,且宽高比应适 中,以保证焊接强度。
螺柱焊接机作业指导书(DOC)

编号:XX-XX-XX 螺柱焊接作业指导书编制:审核:批准:本文件自二OXX年X月XX日起实施XXXXXXXXXX有限公司一、范围本指导书规定了耐候钢伸缩装置螺柱焊焊接的要求、方法、工艺参数及检验等。
本指导书适用于耐候钢伸缩装置螺柱焊焊接,其它产品的螺柱焊接可参照执行。
二、目的指导操作工人采用螺柱焊接机焊接无砟轨梁铁路伸缩装置严格按照指导书进行操作,保证各个栓钉与型钢焊接符合设计要求。
三、焊接方法与步骤1)合上电箱上的总开关。
2)按动焊机开机钮,等待一分钟,观察焊机是否正常。
3)焊枪不装栓钉,空枪试一下,观察提升时间等控制是否正常,正常后即可试焊。
4)试焊实验件合格后,即可正式工作。
所用焊钉瓷环应符合国家标准,并烘干等,确保施工质量。
5)将型钢放在焊接工作平台上,清洁焊接表面。
清洁面积应大于焊接用瓷环覆盖面积;6)根据栓钉直径,将电流按钮旋至相应的φ值、时间按钮进行相应调节。
7)将栓钉装到夹头上(要夹紧和插到位),将瓷环套到栓钉上,并推至压板的下面,栓钉高于瓷环牙口5~8mm,与工件焊接位置接触。
8)按动焊枪上焊接开关,焊枪自动向上吸起,栓钉缩回瓷环内部6~7mm,焊枪与工件起弧燃烧形成熔池。
9)焊接时间结束后,焊枪将栓钉压入熔池部分,铁水填满瓷环空处形成焊脚。
10)拔出焊枪,焊缝凝固后敲掉瓷环,栓钉焊接完毕。
11)关机:按一下焊机上的关机钮,焊机关机后拉掉电箱里与本设备所接开关。
四、焊接工艺参数以下是低碳钢焊钉的经验参数,可根据实际情况进行调节。
五、安全注意事项(1)人身安全①为了焊工及他人人身安全,焊接操作者必须取得《螺柱焊接操作证》后才能进行焊接工作,并严格遵守《焊工安全操作规程》。
②操作者必须戴好劳保用品:干燥的绝缘鞋、绝缘手套、焊工工作服、头盔或保护镜。
③不戴金属饰物,如:项链、耳环、手表等。
④在焊接时,带有心脏起搏器等的人员或不能接近强磁场的人员要远离设备和电缆。
⑤设备应接在有漏电保护功能的电源箱。
焊接结构生产课程设计任务书及要求

焊接结构生产课程设计任务书及要求课程设计说明书要求1〕写出课程设计的差不多步骤及方案;2〕简单说明焊接结构〔压力容器〕的差不多构造和工作原理,并绘制相应的装配图〔用A3纸单独画出〕;3〕设计相关部件的焊接工艺流程,并编写相应的焊接工艺规程和焊接工艺卡;4〕设计者的心得体会。
课程设计参考资料压力容器安全检测规程GB150-1998JB 4708-2000钢制压力容器焊接工艺评定焊接结构生产,邓红军主编,北京:机械工业出版社,2004.1有用压力容器焊工读本,孙景荣主编,北京,化学工业出版社,2007.1焊接结构, 田锡唐, 北京:机械工业出版社,1996.10焊接结构生产及装备,周浩森, 北京:机械工业出版社,1999.10焊接机构生产工艺 C.A.库尔金等, 北京:机械工业出版社,1995.7课程设计的差不多要求熟悉焊接结构〔压力容器〕的结构特点,了解焊接结构〔压力容器〕各部分的运行状态、结构特点以及阻碍制造工艺的因素并能按实际情形具体制定相应的工艺流程卡和工艺卡〔具体要求见附录〕。
具体要求:1) 要充分认识课程设计对培养自己的重要性,认真做好设计前的各项预备工作;2) 既要虚心同意老师的指导,又要充分发挥主观能动性。
结合课题,独立摸索,努力钻研,勤于实践,勇于创新;3〕独立按时完成规定的工作任务,不得弄虚作假,不准抄袭他人内容,否那么成绩以不及格计;4〕不管在校外、校内,都要严格遵守学校和所在单位的学习和劳动纪律、规章制度,学生有事离校必须请假。
课程设计期间,无故缺席按旷课处理;缺席时刻达四分之一以上者,其成绩按不及格处理;5)在设计过程中,要严格要求自己,树立严肃、严密、严谨的科学态度;6)认真阅读设计任务书,保质保量地完成任务书的规定的工作。
7)焊接结构装配图用A1纸绘制或打印,必须符合国家有关标准的规定。
8)小组成员之间,分工明确,但要保持联系畅通,紧密合作,培养良好的互相关心和团队协作精神;9)每组合作完成一套焊接结构〔压力容器〕的整体装配图,将压力容器依照结构划分成筒体、封头、接管三部分,每个同学独立完成其中的一部分,并依照自己的课题设计相应的焊接工艺规程和焊接工艺卡;10〕编写课程设计说明书,说明书要求文字通顺,简练。
螺柱焊培训-中文
五、程序操作
1.1.2.2 校直保存
1.先连续按”↓”直至返回到前一页面 2.后按”ENT”保存
五、程序操作
1.1.2.3 补充
1.防溅罩但凡松动,务必调节后重新校直 2.防溅罩(手动、半自动)/支撑杆(自动)调节前提
防溅罩/支撑杆务必位于夹头和螺柱之间,严禁后于夹头,以免螺柱 未填充时夹头误焊!
四、程序操作
1.2.2.1 焊接电流Iw、时间tw的设定
Iw=焊接面直径(mm) x 110 A tw=Iw x 0.04 ms 以上值为参考值,可根据实际焊接效果微调(电流调幅: ±50A/次,时间调幅:±1~2ms/次) 参数并非越大越好,过大则因焊渣飞溅堆积于熔池周围而 无法全面接触
Auxiliary A3 辅助电源板
Degauss diode V 4.2 Degauss diode V 4.1 Loading Resistor R11 Loading SCR V13 Main rectifier V1 IGBTRCD
四、电路板
ETF侧面
Motor-interface 马达板
螺柱焊培训
一、工艺流程
1.接触 3.提升引弧 小电流 5.下落熔合
2.垂直
4.拉弧熔化 大电流
6.凝结拔枪
一、工艺流程(时序图)
Switch off point magnetic coil / linear motor Drop down time td
Switch on point magnetic coil / linear motor
2.1 维护功能界面
Maintenance Functions Fault memory故障存储 WOP memory Outlet statistics Weld program statistics Maintenance statistics Clear functions
泰勒螺柱焊接系统有限公司1200E拉弧控制器操作说明书

PLEASE READ THIS GUIDE CAREFULLY BEFORE INSTALLING OR OPERATING THE CONTROLLER.PLEASE OBSERVE CAREFULLY ALL SAFETY PROCEDURES/INSTRUCTIONS.DUE TO THE POWER REQUIREMENTS AND ELECTROMAGNETIC EMISSIONS PRODUCED DURING NORMAL USE, THIS MACHINE MUST ONLY BE OPERATED IN AN INDUSTRIAL ENVIRONMENT.THIS MACHINE OPERATES FROM A MAINS SUPPLY OF 380/415V AC @ 50/60 HzNEVER REMOVE ANY PORTION OF THE UNIT HOUSING WITHOUT FIRST ISOLATING THE CONTROLLER FROM THE MAINS ELECTRICAL SUPPLY.NEVER OBSTRUCT THE UNDERSIDE, FRONT OR REAR PANELS AS THIS MAY CAUSE THE UNIT TO OVERHEAT DURING OPERATION.安装设备前,请仔细阅读本说明书。
请严格遵守本安全操作说明书。
由于电力要求及在正常使用过程中磁辐射的缘故,本设备必须在工业环境中使用。
设备操作电压为交流电压未切断主电源前,不得拆卸焊机外壳任一部件。
不要妨碍下方、前端或后端的控制板通风孔以免导致机器在操作过程中过热。
12 3 4 5 67 8 91 2 3 4 5 67 8 9 10 11 1212 3 45 6cable end weld plug has a peg which mates with the key slot in the blow" when welding takes place. Prior to fi ng the clamps, ensure cable end weld plug has a peg which mates with the key slot in theSwitch the controller ON by turning the mains switch clockwise before turning the adjuster knob (6), the display (3) will change before turning the adjuster knob (6), the display (2) will change Press and hold the gas purge me se ng pushbu on (8). NOTE! If the pushbu on (8) is held for more than 3 seconds before turning the adjuster 2 旋转调节旋钮(6) 直到所需电流显示在焊接电)按压超过3秒显示屏4. Main Arc strikes mel ng both stud and workpiece. Finally, remove the ferrule by lightly tapping un l it sha ers. Visually For a guide to the inspec on of the welded stud see the sec ons on 1 2 34 5 6目视检查焊接效果,参照说明书检测焊接螺柱部分的说in reality the quality of covered in the table, butrecommended that in all 实例,但仍需在Excessive heat, causing the L.A.W. to be too short and the fillet to be ✓✗✗✗✗✗1 2 3 4 5612317 84 5 61 2 316 17159,101112 13 144562 371 8 910SIGNEDDECLARATION OF CONFORMITYResponsible Party Name : Taylor Studwelding Systems LtdAddress :Commercial Road Dewsbury West Yorkshire UKWF13 2BD 93/68/EEC The CE Marking Direc ve 2014/35/EU The Low Voltage Direc ve 2014/30/EC The Electromagne c Compa bility Direc veHereby declares that the product :Equipment Name : Drawn Arc Studwelding Equipment Model No : 1200EConforms to the applicable requirements of the following standards :BS EN 60974‐1:2012 BS EN 60974‐10:2014 I hereby declare that the equipment named above has been designed to comply with the relevant sec ons of the above referenced specifica ons. The unit complies with all applicable essen al requirements of the direc ves.欧盟标准证书泰勒 螺柱焊接系统有限公司地址:CE 标准低电压规范电磁兼容性设备信息如下:设备名称: 拉弧螺柱焊接设备型号: 1200E 欧盟规范和相应标准:兹证明以上所列焊机的设计和生产符合所有健康安全规范。
螺柱焊的结构和工作原理

螺柱焊的结构和工作原理螺柱焊是一种用于连接金属材料的焊接方法,它的结构简单而实用。
螺柱焊由两个部分组成:螺柱以及与其配套的焊接接口。
下面将详细介绍螺柱焊的结构和工作原理。
1. 螺柱结构螺柱是螺柱焊的核心部件,它通常由金属材料制成,具有一定的强度和耐腐蚀性。
螺柱的外表面通常具有螺纹结构,可以与被连接的金属材料产生螺旋形的连接。
螺柱的底部通常有一个圆形或方形的接口,用于焊接接口的连接。
螺柱的顶部通常有一个六角或方形孔,用于固定和旋转。
2. 焊接接口结构焊接接口是与螺柱配套的部件,它通常由焊接金属材料制成。
焊接接口的底部有一个与螺柱底部接口相匹配的凹形结构,用于固定螺柱。
焊接接口的顶部可以根据具体需求设计成不同的形状,以适应多种连接方式。
焊接接口的内部具有一个孔道,用于引导焊接材料的进入,并确保焊接的质量和稳定性。
3. 工作原理螺柱焊的工作原理基于焊接材料的加热和冷却过程,下面将详细介绍螺柱焊的工作原理的几个关键步骤:(1) 准备工作:首先,准备要进行焊接的金属材料,并清洁焊接接口和螺柱的表面。
(2) 固定螺柱:将螺柱插入焊接接口的底部,并使用合适的工具将其固定在位。
确保螺柱与接口紧密连接,以保证焊接的牢固性。
(3) 热源加热:将热源放置在螺柱的顶部,通过加热使螺柱和焊接接口的金属材料变软并部分熔化。
这样可以让螺柱与焊接接口之间形成牢固的连接。
(4) 冷却固化:当螺柱与焊接接口的金属材料达到合适的熔点时,从热源中移除加热,使其逐渐冷却。
在冷却过程中,熔化的金属将重新凝固,并与螺柱的螺纹结构相结合,形成可靠的连接。
总结起来,螺柱焊的工作原理是通过加热螺柱和焊接接口的金属材料,使其部分熔化并重新凝固,从而形成牢固的连接。
螺柱焊结构简单、可靠,广泛应用于各种金属材料的连接,并具有较高的连接强度和抗腐蚀能力。
泰勒螺柱焊接系统说明书
泰勒螺柱焊接专业螺柱焊钉供应商储能放电式焊接螺钉公司简介2英国泰勒螺柱焊接系统有限公司创建于二十世纪七十年代初,主导产品螺柱焊接系统占居英国70%的市场份额,稳居英国同行业第一名,是世界上最大螺柱焊机设计、生产和销售厂家之一。
公司是目前中国广大制造企业螺柱焊接生产的主导供应商。
公司在行业中率先通过ISO9001国际质量体系认证、ISO14001国际环保体系认证和OHSAS18001安保体系认证。
近四十年来,作为国际螺柱焊接行业的领导者,泰勒公司一直专注于螺柱焊接的技术革新,将世界最先进的数字化、自动化和智能化技术应用到产品制造中,为全世界广大客户提供包括电容放电式螺柱焊机、拉弧式螺柱焊机、半自动螺柱焊机、CNC全自动螺柱焊机、机器人螺柱焊机、螺柱焊钉及螺柱焊接交钥匙工程等品种最齐全、技术含量最高的整套螺柱焊接系统,能全面满足全世界各地不同行业、不同环境、不同工矿企业的各种螺柱焊生产需求。
卓越的品质、优质的服务使“泰勒”品牌一直成为世界各地广大生产厂家螺柱焊接生产的首选品牌。
泰勒螺柱焊接系统(上海)有限公司是英国泰勒公司在亚太地区全资设立的产品服务中心和技术支持中心。
泰勒(上海)公司始终秉承“用户第一、服务至尊”的理念全力以赴地为中国及亚太地区广大用户提供最佳、最优的螺柱焊接生产方案,向广大客户提供具有极高性价比、性能最可靠的产品和服务,帮助客户不断降低设备投资成本和服务成本,努力提高用户螺柱焊生产效率以保证用户获得最高设备投资回报率。
把您的螺柱焊生产问题告诉我们,我们马上给您最完整、最优化的螺柱焊接方案。
请相信:泰勒螺柱焊机是您螺柱焊生产最明智的投资、最英明的选择!手动焊接螺钉和自动供给螺钉必须符合BE EN ISO 13918关于螺纹螺钉、无螺纹螺钉和内螺纹螺钉标准,分别可参阅表格A,B和C。
如需订购自动供给螺钉或小法兰螺钉,请详细说明。
以下所列材料一般符合: 强度:最小断裂负载值MS——低碳软钢EN 20898-1SS——不锈钢EN 573-3AA——铝合金EN 573-3PA——纯铝EN 573-31=低碳钢 2=不锈钢ER——黄铜(无铅) 3=黄铜 4=纯铝ISO 460-1 5=铝合金ISO 1638特殊规格——根据顾客需求供应螺钉PT型螺柱EN ISO 13918UT型焊钉EN ISO13918IT型内螺纹螺柱EN ISO13918储能放电式螺钉型号及其代码5如何订购材料&螺钉 法兰&电镀 螺钉直径 内螺纹 螺钉 型号 代码 代码 直径 长度法兰&电镀 代码 0-标准完成1-镀锌 2-镀镍 9-无法兰螺钉直径 代码 03-3MM 04-4MM 05-5MM 06-6MM 08-8MM 10-10MM 内螺纹 直径 3-M3 4-M4 5-M5 6-M6 螺钉长度06-6MM 08-8MM10-10MM 12-12MM 16-16MM 20-20MM等储能放电式低碳钢螺纹螺钉储能放电式不锈钢螺纹螺钉 储能放电式铝合金螺纹螺钉 储能放电式纯铝螺纹螺钉 储能放电式镀铜螺纹螺钉储能放电式低碳钢无螺纹螺钉 储能放电式不锈钢无螺纹螺钉 储能放电式铝合金无螺纹螺钉 储能放电式纯铝无螺纹螺钉 储能放电式黄铜无螺纹螺钉 储能放电式低碳钢焊钉 储能放电式不锈钢焊钉 储能放电式铝合金焊钉 储能放电式针钉储能放电式低碳钢内螺纹螺钉 储能放电式不锈钢内螺纹螺钉 储能放电式铝合金内螺纹螺钉 储能放电式纯铝螺纹螺钉储能放电式镀铜内螺纹螺钉定购编码1)订购:M5×10低碳钢螺纹储能放电式螺钉 使用以下代码:001-005-010材料&螺钉 法兰&电镀 螺钉直径 内螺纹 螺钉 型号 代码 代码 直径 长度2)订购:6mm ×30不锈钢无螺纹储能放电式螺钉 使用以下代码:012-006-030材料&螺钉 法兰&电镀 螺钉直径 内螺纹 螺钉 型号 代码 代码 直径 长度3)订购:M4×6×20铝合金内螺纹储能放电式螺钉 使用以下代码:023-006-420材料&螺钉 法兰&电镀 螺钉直径 内螺纹 螺钉型号 代码 代码 直径 长度将手柄固定到盘盖上时必须注意美观——不允许有任何焊渣现象出现。
螺柱焊的过程及工艺参数
螺柱焊的过程及工艺参数螺柱焊是一种金属连接工艺,通常用于连接两个或多个金属零件。
它的过程包括准备、焊接和后续处理。
下面将详细介绍螺柱焊的过程及工艺参数。
一、准备工作1.设计和选择焊接方法:根据工件种类、大小、形状、焊接需求和应力要求来确定使用何种螺柱焊方法。
2.选择合适的螺柱材料和焊接材料:根据焊接需求和环境条件,选择合适的螺柱材料和焊接材料,确保焊接强度和耐腐蚀性。
3.准备工件:确保工件表面干净、光滑,无油污、氧化物和其它杂质。
4.准备器材:根据要求选择合适的焊接器材,包括焊机、电缆、焊接枪等,并确保它们处于正常工作状态。
二、焊接工艺参数1.焊接电流:螺柱焊可以使用直流或交流电源,根据具体情况选择合适的电流。
电流大小直接影响焊接速度和焊接质量,通常使用的电流范围为50A到300A。
2.电弧电压:电弧电压取决于电流和焊接材料的类型和规格。
一般情况下,电弧电压在20V到30V之间,较低的电压可以获得较好的焊接质量。
3.焊接速度:焊接速度是指焊接枪在工件上移动的速度,它也间接影响焊缝的质量。
焊接速度应根据焊接材料和规格选择,通常在5cm/min到30cm/min之间。
4.保护气体流量:气体保护是螺柱焊的重要环节,可以采用惰性气体(如氩气)或活性气体(如二氧化碳)来防止氧化和空气污染焊缝。
保护气体流量大小受焊接速度和焊接电流的影响,在5升/分钟到15升/分钟之间。
5.焊接枪角度:焊接枪的角度对焊接质量也有一定影响。
一般情况下,横焊使用18度到30度的角度,纵焊使用30度到45度的角度。
6.焊缝形状:根据具体焊接要求和工件形状,选择合适的焊缝形状,包括V型、U型、X型等。
7.工件定位和支撑:要确保焊接过程中工件的稳定性和定位准确性,可以使用夹具或支撑物等辅助工具。
三、焊接过程1.接通电源和打开气源:连接焊接电源和气源,并确保它们处于正常工作状态。
2.焊接枪接触工件表面:将焊接枪的金属头与工件表面保持一定的接触压力。
自动多点螺柱焊接设备的设计制作

自动多点螺柱焊接设备的设计制作张先龙;董红兵【摘要】螺柱焊接技术因其速度快、质量好和成本低等特点,已经被广泛应用于工业制造领域.针对不锈钢键盘面板系列产品的多点螺柱焊接要求,并基于西门子802C数控系统设计,制作了自动多点螺柱焊接设备,该设备由系统控制单元、数控工作台、自动送螺柱系统、自动喷射防溅液系统和自动焊接系统5部分构成.通过西门子802C数控系统,编制和调用不同产品的焊接程序,实现了键盘面板系列产品螺柱焊接的自动化,以及不同产品间切换的快速化,从而大大提高了生产效率,改善了产品焊接质量.【期刊名称】《新技术新工艺》【年(卷),期】2013(000)005【总页数】4页(P14-17)【关键词】螺柱焊接;西门子802C;自动焊接设备【作者】张先龙;董红兵【作者单位】戴莫尔金属制品(南京)有限公司,江苏南京210038;戴莫尔金属制品(南京)有限公司,江苏南京210038【正文语种】中文【中图分类】TP23螺柱焊接技术具有焊接速度快、质量可靠、操作简单和成本低廉等特点,而且可以焊接碳钢、不锈钢和铝合金等多种金属,现已被广泛应用于电器、汽车和船舶等制造领域。
我国应用螺柱焊接技术的历史不长,随着我国经济的快速发展和制造业水平的不断提高,螺柱焊接技术正被越来越多的企业所采用[1]。
戴莫尔金属制品有限公司的汽车和电器产品都用到了螺柱焊接技术,通常是在金属板上阵列焊接多组不同的螺柱,其中,ATM机不锈钢键盘面板的螺柱焊接比较典型。
为提高生产效率,保证产品质量,应用西门子802C 数控系统,设计制作了自动多点螺柱焊接设备。
1 键盘面板螺柱焊接的工艺分析不锈钢键盘面板材料为厚1.5 mm的304不锈钢板,需要在表面不同位置焊接8个M3不锈钢螺柱,焊接尺寸公差为±0.2 mm,位置精度为φ0.4 mm,垂直度为0.2 mm,焊接要求反面不允许有焊接痕迹,不允许虚焊等。
焊接使用螺柱焊机,焊接流程如图1所示。
螺柱焊机器人系统工作站的设计
螺柱焊机器人系统工作站的设计
张勇
【期刊名称】《汽车制造业》
【年(卷),期】2013(000)012
【摘要】机器人焊接作为现代汽车制造技术发展的重要手段,己被国内汽车主机
厂广泛应用。
在汽车零部件品质要求和机器人应用效率不断提升的情况下,越来越多的零部件工厂选择以应用焊接机器人作为技术升级改造和提高产能方案的切入点,【总页数】3页(P30-30,32,35)
【作者】张勇
【作者单位】上海汽车集团股份有限公司
【正文语种】中文
【中图分类】TP242
【相关文献】
1.螺柱焊机器人工作站设计与实现 [J], 王克鸿;王建;张德库;薛守立
2.一种工业机器人打磨工作站的控制系统设计 [J], 李皓
3.工业机器人自动上下料工作站仿真系统设计 [J], 那亚莉
4.一种自动炸鸡机器人工作站的控制系统设计 [J], 朱玉琼
5.多机器人工作站控制系统仿真设计研究 [J], 刘一鸣;李承欣;李俊宇;刘业峰
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺柱焊系统以德文原版为准,中文翻译版仅供参考备注:只有经过大众汽车股份公司明确许可之后才允许对这份材料进行进一步发布以及增添内容。
我们保留这份材料的版权以及所有权。
大众汽车股份公司保留所有有关在这份设计任务书里通知的信息的技术使用权利,这包括注册以及颁发职业保护权。
目录1.概述................................................................ ... ... ... ... ... ... ... ... ... ... ... . (3)1.1设计任务书承认.............................................................................................. ... ... ... ... ... ... ... ... (3)1.2规章............................................................................................................. ... ... ... ... ... ... ... ... (3)1.3技术要求..................................................................................... ...................... ... ... ... ... ... ... ... ... .. (4)1.3.1工艺可靠性.......................................................................................................................... . (4)1.3.2螺柱焊设备.................................................................................................................. . (5)1.3.3联网.................................................................................................................................. .. (5)1.3.4螺柱型号 (6)1.3.5速度........................................................................................................................... .. (6)1.3.6机器人 (6)1.3.7耐用度................................................................................................................................ .. (6)1.4文件资料 (7)1.5供货范围 (7)1.6培训 (8)1.7安装/投产 (9)1.8验收标准 (9)1.9设备检查和保养方案 (10)1.10备件库存 (10)1.11保证 (10)1.12采购....................................................................................... .. (11)2.机械 (11)2.1概述 (11)2.2焊接头 (12)2.3手动焊枪......................................................................................................... .. (12)2.4软管包 (13)2.5送料机......................................................................................................... .. (13)3.气动 (14)4.电气 (14)4.1螺柱焊的控制和能量单元.... ... ... ... ... ... ... . (14)4.2联藕示意图BMS.................................................................................. ... ... ... ... ... (15)5.进一步开发............................................................ ... ... ... ... ... .................................... ... ..166.项目规范说明................... ... ... ... .. (16)7.报价制订....................................................................... ... ... (17)附件缩写AFO 工位AG 委托人:大众汽车股份公司的专业部门,规划部以及用户(旗下所有商标品牌以及工厂)AN 承包商:部件或者系统供货商BMS 工装控制BV 工装规章EMZ 电动焊钳GU 总包商,通常是设备供货商(生产线,生产车间)KLH 康采恩设计任务书:生产线或者生产车间部件或者组合件的工作描述KW 周LH 设计任务书(也是项目设计任务书):有关部件生产线的工作描述,就像车身制造中提到的底板、侧围、四门两盖。
LWL 光缆PNZ 气动焊钳PV 检验标准PVS 批量试生产RPS 基准点系统SOP 批量生产启动SPS 可编程控制器TPM 全员生产维护V-Plan 前期规划ZSB 总成在这份康采恩设计任务书里(KLH)描述的技术规格应该涵盖有关车身焊接设备要求的大约85%,并且在制造的过程中必须尽可能地做到下列各项工作的合理性,如:采购,规划,维修和仓储以及质量的优化和保证(针对零缺陷战略)。
如果出于项目特殊原因,为了改进生产任务方案,需要不同的做法的话,那么在保留用户相关质量要求的前提下,一些特殊的部件,必须及时地与规划,采购和用户协商。
作为对KLH 的补充,要注意项目设计任务书(LH)中的规定。
1.1 设计任务书承认报价必须明确承诺遵守这份设计任务书所有的要求。
对康采恩设计任务书的详细表态,确认满足设计任务书中所述的要求,与设计任务书有那些细微差别,这些都必须附在报价书上。
1.2 规章●供货方在报价前必须确信是否必须考虑对设备规定做补充规定。
●除了已承认的技术规定以外,比如说职业联盟规章(事故赔偿规章,BGV11),VDI/VDE规章也是有效的。
●一定要遵守大众汽车工装规章(BV),大众汽车的设计规范以及标准(DIN标准,EN标准,VW手册),EG准则,危险品条例规定等等。
制造厂商的说明要符合机器设计规范或者CE标记。
●一定要遵守抗干扰标准以及抗辐射(仪器电磁安全,EMVG)标准。
●一定要注意使用者所在国家特有的条件(比如说:规章,电气要求以及准则)。
●质量能力的等级以及/或者自我审核的结果。
认证:DIN ISO 9000系列/VDA 6.4/QS 9000,TES。
●操作工具不允许使用已经证明是容易致癌的、改变遗传的以及放射性的材料,比如说:氧化铍。
●对于所有的材料都不能超过法律要求的最大工位浓度(MAK值)或者技术基准浓度(TRK值)。
●按照检验详细说明P-VW-3.10.7,所有的部件必须不能含有干扰油漆浸润的物质。
●紧固螺纹是米制的,管螺纹按照ISO 228的要求。
特别指出要参考下列规章:●BV 1.18●机器设计规范●DIN EN 60204●VDE 0160(DIN EN 50178)机器能力验证(BV 1.01)Cmk≥1.66 Cm≥1.661.3 技术要求方法:螺柱焊(按项目设计任务书描述的短周期拉弧焊,取决于材质)。
电源:电源的配置要做到:能对那些可能不涂层、表面经调质处理的钢板进行焊接。
特别是要考虑到当前所使用的那些钢板,如:冷轧镀锌钢板(热镀锌、电镀锌、预磷化或电镀);有机涂层钢板(Bonazinc);高合金和高强度钢,镁和铝。
a)固定工位b)机器人c)手动半自动d)手动使用范围按项目设计任务书规定。
1.3.1 工艺可靠性●工艺可靠性(VW标准01107或用于焊接螺柱的检验准则DSV)必需要得到保证,并要有验证。
●焊接结果要能在设备能力验证的框架内以及在系列条件下,得到保证和验证。
●焊接参数与焊接位置没有关系,要求参数对任何位置都有保证,如:仰焊位置,水平位置,垂直位置以及相应的过渡位置。
●视焊接任务的情况,通过两个极性,使工艺可靠性得到保证。
●在零件上一个不合格的过程的描述(如,用颜色标记),必须要有清晰可见的显示。
●螺柱有控制地插入可靠的液态的熔池,焊接工艺过程要可靠稳定,不要有手动的补充调整。
●要为整个工作循环进行工艺FMEA(故障模式及影响分析)。
验证文件要在设备安装前,提供给用户,并记录在案。
1.3.2 螺柱焊设备●所有设备都要带内部滑动控制。
●紧密型外壳形式;接口要有防损坏保护。
●所有内部的部件都要能便于操作,譬如,前门的开度要大,顶盖要能快速拿下。
●从模块的安装方式着手,使功能组能快速、便捷地交换。
●保险装置要能便于操作,要有防任意触动保护,保险掉闸要有显示。
●要有程序存档功能(软盘和PC接口)●DIN EN ISO 9001文件。
●轻便的,可移动的操作装置,可以明文显示中心螺柱焊设备的所有系统规范信息。
●用LWL技术(带OPC的Supi3)、外部24V供电的方式,经内部总线(Interbus),实施与上一级控制(SPS或机器人)的通讯。
●通过RUGGED Line连接技术实施总线连接。
●要能随时对E/A(输入/输出)的当前状态进行调用询答。
1.3.3 联网●系统供货商要提出一个某条生产线上所有螺柱焊设备与中心联网的方案。
●通讯总线:出于数据整理或监控的目的,要具备经以太网/TCP IP协议,用RJ45插式连接器,达到控制的联网可能性。