产品过程特性清单
产品和过程特殊特性清单

5
φ12铆钉铆接力设定值
28-30MPa
▲
6
铆接间隙
铆钉头120°范围内0.2mm塞尺不入
▲
7
3检验、修整
横梁总成宽度
-2.mm
▲
8
上下连接板孔距
150±0.5mm
▲
备注
特殊特性级别分类:
1.关键特性:影响安全、法规性能的特性。符号:★
2.重要特性:影响外观、装配、功能、性能等的特性。符号:▲
批准
宋福臻
审核
刘如全
校对
任道有
编制
张庆国
德州豪沃机械制造有限公司
产品和过程特殊特性清单HW-JL-1119
制定部门:技术部制定日期:2013-10-13
产品编号
AZ9727515850
核心小组
宋福臻、孙珂、朱立成、张顺义、任振国、薛红顺、张庆国
修订日期
产品名称
横梁总成
阶段状态
□第一阶段(初始)■第二阶段
编号
HW2013-0400
编号
过程编号及名称
描述/说明
规范/公差
级别
图示
产品特殊特性
过程特殊特性
1
1装配、铆接上连接板铆钉
横梁、连接板、铆钉外观
无磕碰划伤锈蚀、无缺肉、裂纹、铆模压痕、成形头偏移等
▲
2
φ12铆钉铆接力设定值
28-30MPa
▲
3
铆接间隙
铆钉头120°范围内0.2mm塞尺不入
▲
4
2装配、铆接下连接板铆钉
横梁、连接板、铆钉外观
无磕碰划伤锈蚀、无缺肉、裂纹、铆模压痕、成形头偏移等
产品和过程特殊特性清单
产品和过程特殊特性清单一、产品特殊特性清单:1.创新性:产品具有创新性特点,能够解决市场中的新问题或满足用户对新产品的需求。
2.可靠性:产品在使用过程中能够持续稳定地工作,减少故障和维修次数。
3.安全性:产品设计符合安全标准和法规要求,能够保护用户的安全和健康。
4.耐久性:产品寿命长,能够经受长时间使用和各种环境条件的考验。
5.环保性:产品设计符合环境保护要求,能够减少对环境的污染和资源的消耗。
6.可维护性:产品易于维护和修理,减少维修时间和成本。
7.灵活性:产品具有多种用途和适应不同环境的能力,能够满足用户的不同需求和偏好。
8.个性化:产品能够根据用户的需求进行定制和个性化设计。
9.可升级性:产品具有可升级的特点,能够随着技术的发展和用户需求的变化进行升级和改变。
10.品质保证:产品具有高品质和可靠性,能够满足用户对产品质量的要求和期望。
二、过程特殊特性清单:1.效率:过程能够高效地完成任务,减少时间和资源的浪费。
2.精确性:过程能够准确地执行任务,避免错误和失误。
3.灵活性:过程能够适应不同的需求和变化,灵活调整和改变。
4.可控性:过程能够被有效地监控和控制,减少风险和不确定性。
5.自动化:过程能够通过自动化技术和系统来实现自动化执行和管理。
6.标准化:过程具有标准化和规范化的特点,能够保证过程的一致性和质量。
7.透明度:过程的执行和结果能够被清晰地展示和理解,方便监督和评估。
8.协同性:过程能够促进不同部门和人员之间的有效协作和沟通。
9.持续改进:过程能够不断地进行改进和优化,提高效率和质量。
10.风险管理:过程能够有效地识别和管理风险,减少潜在的损失和影响。
总结:产品和过程的特殊特性对于企业和组织来说至关重要。
这些特性能够赋予产品和过程独特的竞争力和价值,帮助企业在市场中取得优势地位。
因此,企业和组织应该充分认识和理解这些特性,并努力将其应用于产品和过程的设计和实施中,以提高竞争力和市场份额。
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
ห้องสมุดไป่ตู้
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
<**编制 编制: 签字**> XX/83.JS.01.07C
审核: <**审核签字**>
批准: <**批准签字**> 修改:01
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
SCA过程特殊特性清单(参考模板1)
设备一次性设定
1
压耐久性、振动耐久性 、插入损失、功率损失
符合《Q/CC
JT003-2008》标准规定。
A
耐压强度、内压耐久性、
全检
关键
比、排气背压
振动耐久性、插入损失、 产品质量,工装保 功率损失比、排气背压: 证
制定工装保养计划 定期维护保养
一次性检验合格
整体产品设计和结构保证
专机焊接
2
焊接质量
标识
日期。 标识应位于整车装配状态下进气管下
A 激光打标机刻永久性标识
全检
关键
部,应有表示排气进出方向的永久性
箭头标记。
工装模具保证
制定工装、模具保养 计划定期维护保养
编制:
审核:
批准 :
日期 :
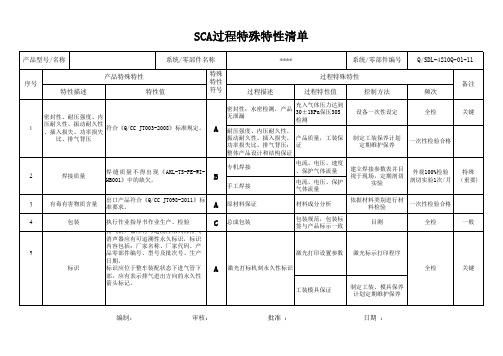
SCA过程特殊特性清单
编号:
产品型号/名称
系统/零部件名称
****
系统/零部件编号 Q/SDL-4210Q-01-11
序号
特性描述
产品特殊特性 特性值
特殊 特性 符号
过程描述
过程特殊特性
过程特性值
控制方法
频次
备注
密封性、耐压强度、内
密封性:水密检测,产品 无泄漏
充入气体压力达到 30±1KPa保压30S 检测
焊 缝 质 量 不 得 出 现 《 AKL-TS-PE-WIHB001》中的缺欠。
B
手工焊接
电流、电压、速度 、保护ቤተ መጻሕፍቲ ባይዱ体流量
电流、电压、保护 气体流量
建立焊接参数表并目 视于现场,定期剖切
实验
外观100%检验 剖切实验1次/月
特殊 (重要)
3
有毒有害物质含量
产品和过程关键特性矩阵清单

102030405060708090100110120130说明:此表样件阶段由项目经理填写审批后发至生产中心;试生产阶段由生产中心更新发至子公司;量产阶段由子公司更新发至相关责任单位产品和过程关键特性矩阵清单
□ 样件
产品名称
顾客名称□ 生产
□ 小批量生产产品特性过程特性重要或关键特性操作描述
特性来源
工 序 编 号序号特性名称产 品 号
关键特性矩阵图车 型特性符号特性符号编制/日期L——用于定位;X——由于操作导致或改变的特性应符合过程流程图表格(未注明可另设定);
2、初始关键特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已经生产的类似产品的关键特性和经验。
审核/日期批准/日期
备注:
1、“ ※ ”配合/功能特性 “☆”安全/法规特性; C——用于夹紧的操作特性;。
产品及过程关键特性重要特性控制清单
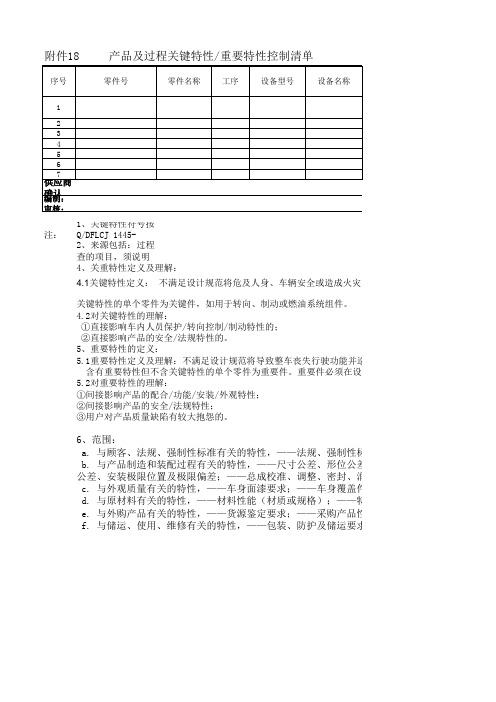
注:1、关键特性符号按Q/DFLCJ 1445-2、来源包括:过程3、不纳入三级稽查的项目,须说明4.1关键特性定义:不满足设计规范将危及人身、车辆安全或造成火灾,影响法规(强制性标准)符合性关键特性的单个零件为关键件,如用于转向、制动或燃油系统组件。
4.2对关键特性的理解:①直接影响车内人员保护/转向控制/制动特性的;②直接影响产品的安全/法规特性的。
5、重要特性的定义:5.1重要特性定义及理解:不满足设计规范将导致整车丧失行驶功能并造成主要总成损坏,或严重影响车身 含有重要特性但不含关键特性的单个零件为重要件。
重要件必须在设计文件中指定重要项,但不能指定5.2对重要特性的理解:①间接影响产品的配合/功能/安装/外观特性;②间接影响产品的安全/法规特性;③用户对产品质量缺陷有较大抱怨的。
6、范围:a. 与顾客、法规、强制性标准有关的特性,——法规、强制性标准要求,顾客的特殊要求。
b. 与产品制造和装配过程有关的特性,——尺寸公差、形位公差和表面粗糙度;——零件热处公差、安装极限位置及极限偏差;——总成校准、调整、密封、润滑要求;——对装配间隙、力c. 与外观质量有关的特性,——车身面漆要求;——车身覆盖件装配调整要求;——车身内饰d. 与原材料有关的特性,——材料性能(材质或规格);——特殊材料或材料的特殊要求。
e. 与外购产品有关的特性,——货源鉴定要求;——采购产品性能、可靠性检验试验要求。
f. 与储运、使用、维修有关的特性,——包装、防护及储运要求;——使用、维修及互换性方附件18 产品及过程关键特性/重要特性控制清单4、关重特性定义及理解:或造成火灾,影响法规(强制性标准)符合性的产品特性。
行驶功能并造成主要总成损坏,或严重影响车身及内饰外观质量,以及应特殊顾客要求需要特别控制的产品特性。
件必须在设计文件中指定重要项,但不能指定关键项。
重要特性(重要件与重要项)。
、强制性标准要求,顾客的特殊要求。
产品和过程特殊特性清单

顧客名稱
五金制品廠
産品和過程特殊特性清單
産品名稱
規格/型號
修訂日期
階段狀態
第一階段 第二階段
版本
參加人員:
序號 過程流程
産品特殊特性 過程特殊特性 特殊特性符號
備注
1.“ ”影响产品的安全性或法规要求的符合性的产品特性或过程参数;“ ” 影响产品和配合/功能或关于控制和文件化有其它原因(如顾客特殊要求)的 備注 产品特性或过程参数。非关键特性(无符号)合理的预计的变差,且不大可能 严重的影响产品的安全性、政府法规的符合性及配合/功能的产品特性或过程参 数。
标准紧固件产品和过程特殊特性清单

单位1打头尺寸1:头径mm 千分尺测量(首件/巡检)Xbar-R Chart2尺寸2:头厚mm 投影仪测量(首件/巡检)Xbar-R Chart 3尺寸3:杆径mm 千分尺测量(首件/巡检)4尺寸4:长度mm 游标卡测量(首件/巡检)5尺寸5:角度°投影仪测量(首件/巡检)6尺寸6:弧度°投影仪测量(首件/巡检)7交付准时率%生产日报表8铣槽尺寸1:槽宽mm 显微镜、投影仪Xbar-R Chart 9尺寸2:槽深mm 深度规、投影仪Xbar-R Chart10生产计划达成率%生产日报表11尺寸1:杆径mm 千分尺测量(抽检)12外观—目视13搓牙尺寸1:长度mm 游标卡测量(首件/巡检)Xbar-R Chart 14尺寸2:直径mm 千分尺测量(首件/巡检)Xbar-R Chart 15通止规T/Z 通止规(首件/巡检)16热处理表面硬度HV 维氏硬度计测量17淬火温度:1区℃热电偶测量18淬火温度:2区℃热电偶测量19淬火温度:3区℃热电偶测量20淬火温度:4区℃热电偶测量21淬火保温时间MIN 变频器控制22回火温度:1区℃热电偶测量23回火温度:2区℃热电偶测量24回火温度:3区℃热电偶测量25回火保温时间MIN 变频器控制26煤气流量刻度目视流量计27甲醇流量刻度目视流量计28电镀镀层厚度μm 膜厚仪29耐腐蚀性H 盐雾试验机30外观—目视31浓度—电镀厂控制32pH —电镀厂控制33时间—电镀厂控制34选别生产计划达成率%生产日报表备注项目编号标准紧固件产品和过程特殊特性清单顾客名称资料编号编制日期螺丝序号工序特 性要 求控制方法备 注○7.5-0.1零件编号零件名称类 别过程产品指 标○ 2.95±0.05○ 3.45+0.05○7.5+0.20○82°±2°○R14100%○○2+0.2○1.2±0.1100%○ 3.45+0.05○编 制/日 期审核/日期○牙型等综合检验○抛光/研磨○ 3.87+0.05○7.9-0.50○无毛刺100%○8~12符合PPAP ○○330~420符合PPAP ○符合PPAP ○○○910±5○55±3○910±5○910±5○910±5○440±5○440±5○440±580.07~0.08○33~37○80±4○符合样板○。
过程特殊特性清单模板
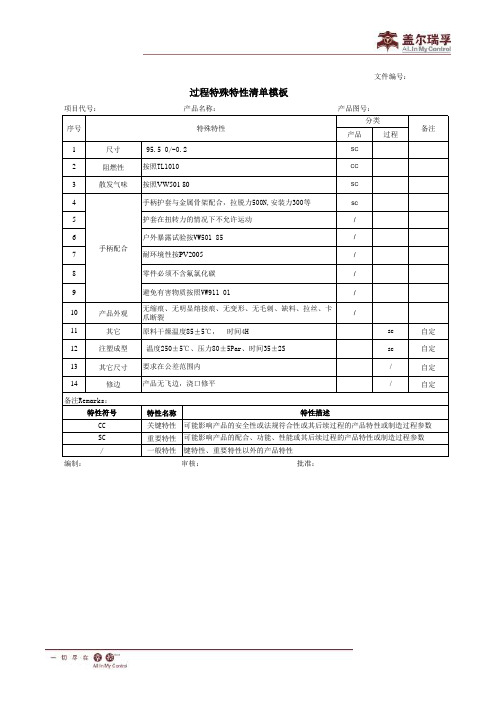
产品名称:
产品
过程
1尺寸SC 2阻燃性CC 3散发气味
SC
4sc 5/6/7/8/9/10产品外观/
11其它sc 自定12注塑成型sc 自定13其它尺寸/自定14
修边/
自定
特性名称关键特性重要特性一般特性
编制: 审核: 批准:
序号手柄配合备注
特殊特性
CC 可能影响产品的安全性或法规符合性或其后续过程的产品特性或制造过程参数SC 可能影响产品的配合、功能、性能或其后续过程的产品特性或制造过程参数/
键特性、重要特性以外的产品特性
温度250±5℃、压力80±5Par、时间35±2S 要求在公差范围内产品无飞边,浇口修平
备注Remarks:
特性符号
特性描述
户外暴露试验按VW501 85耐环境性按PV2005零件必须不含氟氯化碳避免有害物质按照VW911 01
无缩痕、无明显熔接痕、无变形、无毛刺、缺料、拉丝、卡爪断裂
原料干燥温度85±5℃, 时间4H
分类 95.5 0/-0.2按照TL1010按照VW501 80
手柄护套与金属骨架配合,拉脱力500N,安装力300等护套在扭转力的情况下不允许运动文件编号:
过程特殊特性清单模板
项目代号:产品图号:。
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
客户名称 修订日期
序号
具有特殊特性 的工序
过程特殊 特性的符
号
图纸和PQA清单中 特殊特性项目
(尺寸或要求)
图纸上标注的 图纸特殊特性项
特殊特性项目 目的公司内部符
产品和过程特殊特性的初始清单
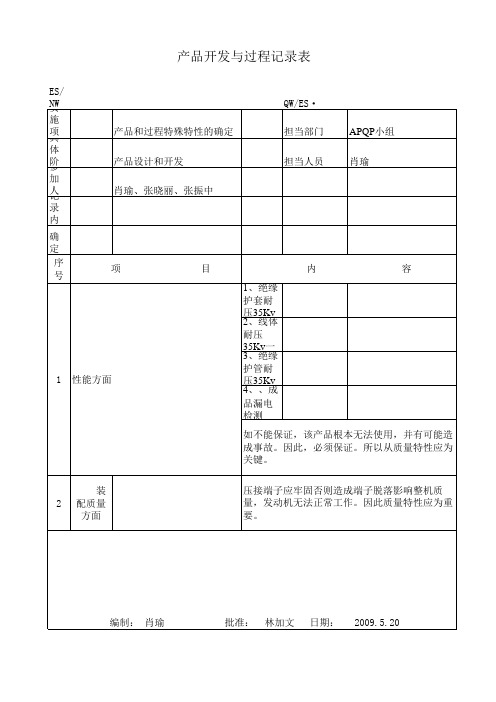
2 装配质量方面
压接端子应牢固否则造成端子脱落影响整机质 量,发动机无法正常工作。因此质量特性应为重 要。
编制: 肖瑜
批准: 林加文 日期: 2009.5.20
项
目
担当部门 担当人员
QW/ES·NW.C04-11A APQP小组 肖瑜
内
容
1、绝缘护套耐压35Kv一分钟不击穿。
2、线体耐压35Kv一分钟不击穿。
1 性能方面
3、绝缘护管耐压35Kv一分钟不击穿。 4、、成品漏电检测35Kv不漏电。
如不能保证,该产品根本无法使用,并有可能造 成事故。因此,必须保证。所以从质量特性应为 关键。
产品开发与过程记录表esnwqwesnwc0411a实施项目产品和过程特殊特性的确定担当部门具体阶段产品设计和开发担当人员记录内容
产品开发与过程记录表
ES/NW 实施项目
产品和过程特殊特性的确定
具体阶段 产品设计和开发
参加人员 肖瑜、张晓丽、张振中
记录内容:
确定ZNW-615产品的特殊特性
序号
11 产品过程特殊特性清单(初始)

产品名称:
序号
特性名称
特性符号重要或关键特性源自作描述特性来源重要或关键产品特性
重要或关键过程特性
1
悬臂梁缺口冲击强度
≥25KJ/m2
与实际生产相符
自主设计识别
2
挤出温度
一区190±5
自主设计识别
二区200±5
自主设计识别
三区210±5
自主设计识别
四区210±5
自主设计识别
五区210±5
自主设计识别
六区200±5
自主设计识别
七区200±5
自主设计识别
八区200±5
自主设计识别
九区210±5
自主设计识别
机头220±5
自主设计识别
3
挤出转速
主机转速400±10
自主设计识别
4
主机电流
<200A
自主设计识别
5
真空度
绝对值>0.06MPa
自主设计识别
备注
初始特殊特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已经生产的类似产品的特殊特性和经验。
编 制:日期:
审核: 日期:
产品和过程特殊特性初始清单
产品和过程特殊特性初始清单产品和过程特殊特性(special product and process characteristics)是指在产品或过程中具有特殊的性能、功能或质量要求的特性。
这些特性可以是与设计、生产或使用相关的,对于实现产品或过程的成功至关重要。
下面是一个产品和过程特殊特性的初始清单,帮助企业和团队在项目开始阶段识别和设定关键的特性。
1. 可靠性(Reliability):产品或过程的可靠性是指其正常运行的能力,可以通过各种性能指标进行衡量,如故障率、寿命等。
2. 可维护性(Maintainability):产品或过程的可维护性是指对于故障或损坏的修复和保养的难易程度,可以考虑易于替换的零部件、维修指南等。
3. 安全性(Safety):产品或过程的安全性是指确保使用或操作过程中没有危险或伤害的能力,可以考虑加入安全设备或警示标识、采用安全操作规程等。
4. 可用性(Availability):产品或过程的可用性是指其在需要时可立即使用或操作的程度,可以考虑避免使用单点故障、提供备用设备等。
5. 效率(Efficiency):产品或过程的效率是指实现预期功能或结果所需的资源使用程度,可以考虑提高产能、降低耗能等。
6. 精度(Accuracy):产品或过程的精度是指其对于指定要求的正确性或准确性,可以通过精密测量或校准等手段进行验证。
7. 可操作性(Operability):产品或过程的可操作性是指其易于使用和操作的程度,可以考虑简化操作界面、提供操作指南等。
8. 适应性(Adaptability):产品或过程的适应性是指其适应不同环境或需求的能力,可以考虑加入可调节的参数或模块化结构等。
9. 可扩展性(Scalability):产品或过程的可扩展性是指其能够在需求增加时无缝扩展的能力,可以考虑模块化设计、可选功能等。
10. 可靠性(Robustness):产品或过程的可靠性是指其对于异常情况的抵抗力,可以考虑加入错误检测和修复机制、容错设计等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A
基准 10
X
0
否
检具
首末件+1件 /2小时
三坐标
1次/半年
A
11
RPS4 Fx
C8 Y
231.6
否
检具
首末件+1件 /2小时
三坐标
1次/半年
A
12
Z
一
否
13
X
-12.3
否
检具
首末件+1件 /2小时
三坐标
1次/半年
A
14
RPS5 Fx
B5 Y
-99.2±0.5
否
检具
首末件+1件 /2小时
三坐标
1次/半年
产品/过程特性清单 Merkmalliste
零件 号Te:il零Nr件.: 名Be称nn:
5N0 505 285 D 前横梁
图纸日期:
Zeichnung:
标准/版本: Norm/Aufla
.:
ge:
描述:本清单规定了该零件的重要特性,包括D特性和一些影响装配的重要尺寸
Beschreibung: die Liste beinhaltet alle wichtigen Merkmale des Teils, inkl. D-Merkmale und die Montagemaß.
D特性根
据 D-标准
报告
MQ
Merkmal
校对/日
编 Beri
B-
c编htn
期: /Datum: 审核/日
制 Er:st e日ller
期: /Datum: 客户会签/
期 Da:tu
m:
装配 关系
序号
位置名称
位置
名义值mm IST-Mass
日期: /Datum:
是否 D特 性
在线检测 Online-Prüfen
频次
实验室检 测
频次
Cmk
Cpk
特性 分类
备注
1
X
RPS1
2
Hyz C6 Y
0 0
否
检具
首末件+1件 /2小时
三坐标
1次/半年
否
检具
首末件+1件 /2小时
三坐标
1次/半年
A A
3
Z
0
否
检具
首末件+1件 /2小时
三坐标
1次/半年
A
4
X
0
否
检具
首末件+1件 /2小时
三坐标
1次/半年
A
5
RPS2 Fx
C6 Y
首末件+1件 /2小时
D6
270.2±0.2
否
检具
首末件+1件 /2小时
≥≥ 1.67 1.33
C
C
备注:
1、特性分类等级:
A:重要特性,影响功能(包括D特性) B:重要特性,影响装配
频次
实验室检 测
频次
Cmk
Cpk
特性 分类
备注
焊接 32
顶部拉力≥5600N
否
拉力试验机 WDW-100
首件1件/4h
B
强度 、尺
33
扭矩≥122N.m
扭力扳手 0-200N.m
首件1件/4h
B
寸
34
D14
否
同轴度检棒
首件+3件/2 小时
B
孔 35 距中
心 36
C6
231.3±0.2
否
卡尺(0-300)
否
检具
首末件+1件 /2小时
C
28
G3
φ7.1+-00..1055(5X)
否
卡尺(0-150)
首末件+1件 /2小时
C
编制:王秀杰
第1/共3
更新日期:2014.9.18
零件 号Te:il零Nr件.: 名Be称nn:
5N0 505 285 D 前横梁
图纸日期:
Zeichnung:
标准/版本: Norm/Aufla
频次
实验室检 测
频次
Cmk
Cpk
特性 分类
备注
焊 29
A3
否
检具
首末件+1件 /2小时
B
接
边 30
A10
否
检具
首末件+1件 /2小时
B
线
31
A11
否
检具
首末件+1件 /2小时
B
编制:王秀杰
第2/共3
更新日期:2014.9.18
零件 号Te:il零Nr件.: 名Be称nn:
5N0 505 285 D 前横梁
23
RPS5 Fx
B5
φ10区域
否
磁力块、塞尺
首末件+1件 /2小时
B
24
RPS6 Fx
B9φ10区域来自否磁力块、塞尺
首末件+1件 /2小时
B
25
D13
35++00..72
否
卡尺(0-150)
首末件+1件 /2小时
C
配合 26
D13
否
卡尺(0-150)
首末件+1件 /2小时
B
尺寸 27
D13
2.5±0.25
图纸日期:
Zeichnung:
标准/版本: Norm/Aufla
.:
ge:
描述:本清单规定了该零件的重要特性,包括D特性和一些影响装配的重要尺寸
Beschreibung: die Liste beinhaltet alle wichtigen Merkmale des Teils, inkl. D-Merkmale und die Montagemaß.
.:
ge:
描述:本清单规定了该零件的重要特性,包括D特性和一些影响装配的重要尺寸
Beschreibung: die Liste beinhaltet alle wichtigen Merkmale des Teils, inkl. D-Merkmale und die Montagemaß.
D特性根
据 D-标准
报告
MQ
Merkmal
校对/日
编 Beri
B-
c编htn
期: /Datum: 审核/日
制 Er:st e日ller
期: /Datum: 客户会签/
期 Da:tu m:
日期: /Datum:
装配 关系
序号
位置名称
位置
名义值mm IST-Mass
是否 D特 性
在线检测 Online-Prüfen
B
15
Z
72.5±0.5
否
检具
首末件+1件 /2小时
三坐标
1次/半年
B
16
X
-12.3
否
检具
首末件+1件 /2小时
三坐标
1次/半年
A
17
RPS6 Fx
B9 Y
330.8±0.5
否
检具
首末件+1件 /2小时
三坐标
1次/半年
B
18
Z
72.5±0.5
否
检具
首末件+1件 /2小时
三坐标
1次/半年
B
19
RPS1 Hyz
C6
φ8+0.2
否
卡尺(0-150)
首末件+1件 /2小时
C
20
RPS3 Hz
C8
φ8+0.2
否
卡尺(0-150)
首末件+1件 /2小时
C
焊接 定位
21
RPS2 Fx
C6
φ32区域
否
磁力块、塞尺
首末件+1件 /2小时
B
孔、 面、 22
RPS4 Fx
C8
φ32区域
否
磁力块、塞尺
首末件+1件 /2小时
B
D特性根
据 D-标准
报告
MQ
Merkmal
校对/日
编 Beri
B-
c编htn
期: /Datum: 审核/日
制 Er:st e日ller
期: /Datum: 客户会签/
期 Da:tu m:
日期: /Datum:
装配 关系
序号
位置名称
位置
名义值mm IST-Mass
是否 D特 性
在线检测 Online-Prüfen
0
否
检具
首末件+1件 /2小时
三坐标
1次/半年
B
6
Z
0
否
检具
首末件+1件 /2小时
三坐标
1次/半年
B
7
X
RPS3
8
Hz
C8 Y
0 231.6±0.2
否 否
检具 检具
首末件+1件 /2小时
首末件+1件 /2小时
三坐标 三坐标
1次/半年 1次/半年
A B
测量 9
Z
0
否
检具
首末件+1件 /2小时
三坐标
1次/半年