ASTM A897&A897M-2003 等温淬火球墨铸铁
ASTM A标准(中文)

AA1000-99 弹簧专用碳钢和合金钢钢丝规范A1001-99 大型材高强度钢铸件规范A1002-99 镍铝类合金铸件规范A100-93(2000) 硅铁A101-93(2000) 铬铁A102-93(2000) 钒铁合金A105/A105M-01 管系部件用碳素钢锻件A106-999e1 高温用无缝碳素钢管A108-99 优质冷加工碳素钢棒材技术规范A109/A109M-00e1 冷轧碳素钢带技术规范A111-99a 电话和电报线路用镀锌"铁"丝规格A116-00 镀锌钢丝编织栏栅网A121-99 镀锌刺钢丝A123/A123M-00 钢铁产品的锌镀层(热浸镀锌)技术规范A125-96 热处理螺旋形钢弹簧A126-95(2001) 阀门、法兰和管配件用灰铁铸件A128/A128M-93(1998) 钢铸件,奥氏体锰A131/A131M-94 海船用结构钢A132-89(2000) 钼铁合金A134-96 电熔(电弧)焊钢管(NPS为16英寸和16英寸以上)A135-01 电阻焊钢管A139-00 电熔(电弧)焊钢管(4英寸以上的)A143-74(1999) 热浸镀锌结构钢制品防脆裂措施和探测脆裂的程序A146-64(2000) 氧化钼制品A148/A148M-01 结构用高强度钢铸件A153/A153M-00 钢铁制金属构件上镀锌层(热浸)A159-83(2001) 汽车用灰铁铸件A167-99 不锈钢和耐热铬镍钢板、薄板及带材A176-99 不锈钢和耐热铬钢板、薄板及带材A178/A178M-95(2000) 电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管的技术规范A179/A179M-90a(1996)e1 热交换器和冷凝器用无缝冷拉低碳钢管A181/A181M-01 普通锻制碳素钢管的规格A182/A182M-01 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件A183-98 钢轨用碳素钢螺栓和螺母A184/A184M-01 混凝土加筋用变形钢筋编织网A185-97 钢筋混凝土用焊接钢丝结构A1-00 碳素钢丁字轨A192/A192M-91(1996)e1 高压用无缝碳素钢锅炉管A193/A193M-01 高温设备用合金钢和不锈钢螺栓材料A194/A194M-01 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格A197/A197M-00 化铁炉用可锻铸铁A20/A20M-01 压力容器用钢板材通用要求A202/A202M-93(1999) 压力容器用铬锰硅合金钢板A203/A203M-97 压力容器用镍合金钢板A204/A204M-93(1999) 压力容器用钼合金钢板A209/A209M-98 锅炉和过热器用无缝碳钼合金钢管A210/A210M-96 锅炉和过热器用无缝中碳素管A213/A213M-01 无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管A214/A214M-96 热交换器与冷凝器用电阻焊接碳素钢管A216/A216M-93(1998) 高温下使用的适合于熔焊的碳素钢铸件规格A217/A217M-01 适合高温受压零件用合金钢和马氏体不锈钢铸件A21-94(1999) 铁路用未经热处理和经热处理的碳素钢轴A220/A220M-99 珠光体可锻铁A225/A225M-93(1999) 压力容器用锰矾镍合金钢板A227/A227M-99 机械弹簧用冷拉钢丝A228/A228M-00 乐器用优质弹簧钢丝A229/A229M-99 机械弹簧用油回火的钢丝A230/A230M-99 阀门用油回火优质碳素钢弹簧丝A231/A231M-96 铬钒合金钢弹簧丝A232/A232M-99 阀门用优质铬钒合金钢弹簧丝A234/A234M-00a 中温与高温下使用的锻制碳素钢及合金钢管配件A239-95(1999) 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法A240/A240M-01 压力容器用耐热铬及铬镍不锈钢板、薄板及带材A242/A242M-00a 高强度低合金结构钢A247-67(1998) 铁铸件中石墨显微结构评定试验方法A249/A249M-01 锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管A250/A250M-95(2001) 锅炉和过热器用电阻焊铁素体合金钢管A252-98e1 焊接钢和无缝钢管桩A254-97 铜焊钢管规格A255-99 测定钢淬透性用末端淬火试验的标准试验方法A262-98 奥氏体不锈钢晶间浸蚀敏感性的检测A263-94a(1999) 耐腐蚀铬钢包覆板材,薄板材及带材技术规范A264-94a(1999) 包覆的不锈铬镍钢板,薄板及带材规格A265-94a(1999) 镍和镍基合金包覆钢板规格A266/A266M-99 压力容器部件用碳素钢锻件规格A268/A268M-01 一般设备用无缝和焊接铁素体与马氏体不锈钢管A269-01 一般设备用无缝和焊接奥氏体不锈钢管A27/A27M-95(2000) 通用碳素钢铸件A270-01 卫生设施用无缝钢和焊接奥氏体不锈钢管A275/A275M-98 钢锻件的磁粉检查试验方法A276-00a 不锈钢棒材和型材A278-93 适用于650F容压部件用灰铸铁件的技术规范A283/A283M-00 低和中等抗拉强度碳素钢板A285/A285M-90(2001) 压力容器用低和中等抗拉强度的碳素钢板A288-91(1998) 涡轮发电机磁性定位环用碳素钢和合金钢锻件A289/A289M-97 发电机非磁性定位环用合金钢锻件的技术规范A29/A29M-99e1 热锻及冷加工碳素钢和合金钢棒A2-90(1997) 普通型,带槽和防护型碳素工字钢轨A290-95(1999) 减速器环用碳素钢和合金钢锻件A291-95(1999) 减速器小齿轮、齿轮和心轴用碳素钢和合金钢锻件A295-98 高碳耐磨轴承钢技术规范A297/A297M-97(1998) 一般用耐热铬铁与镍铬铁合金钢铸件规格A299/A299M-97e1 压力容器用锰硅碳钢板A302/A302M-97e1 压力容器用锰钼和锰钼镍合金钢板A304-96 有末端淬火淬透性要求的合金钢棒材的技术规范A307-00 抗拉强度为60000psi的碳素钢螺栓和螺柱的技术规范A308-99 经热浸处理镀有铅锡合金的薄板材的技术规范A309-94a(1999) 用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法A311/A311M-95(2000) 有机械性能要求的消除应力的冷拉碳素钢棒A312/A312M-00c 无缝和焊接奥氏体不锈钢管A313/A313M-98 不锈钢弹簧丝技术规范A314-97 锻造用不锈及耐热钢坯及钢棒规格A31-00 钢铆钉及铆钉和压力容器用棒材A319-71(2001) 高温无压部件用灰铁铸件A320/A320M-01 低温用合金钢螺栓材料规格A321-90(1995)e1 经淬火和回火的碳素钢棒A322-91(1996) 合金钢棒材.级别A323-93(2000) 硼铁规格A324-73(2000) 钛铁合金A325-00 经热处理最小抗拉强度为120/105ksi的钢结构螺栓A325M-00 结构钢连接件用高强度螺栓(米制)A327-91(1997) 铸铁冲击试验方法A327M-91(1997) 铸铁冲击试验方法(米制)A328/A328M-00 薄钢板桩A331-95(2000) 冷加工合金钢棒A333/A333M-99 低温用无缝与焊接钢管规格A334/A334M-99 低温设备用无缝与焊接碳素和合金钢管A335/A335M-01 高温用无缝铁素体合金钢管A336/A336M-99e1 压力与高温部件用合金钢锻件规格A338-84(1998) 铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件A34/A34M-96 磁性材料的抽样和采购试验的标准惯例A340-99a 有关磁性试验用符号和定义的术语A341/A341M-00 用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法A342/A342M-99 磁铁材料导磁率的试验方法A343-97 在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法A345-98 磁设备用平轧电炉钢A348/A348M-00 用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-00c 要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范A351/A351M-00 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范A352/A352M-93(1998) 低温受压零件用铁素体和马氏体钢铸件规格A353/A353M-93(1999) 压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-01 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格A355-89(2000) 渗氮用合金钢棒A356/A356M-98e1 蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件A358/A358M-01 高温用电熔焊奥氏体铬镍合金钢管A36/A36M-00a 碳素结构钢技术规范A363-98 地面架空线用镀锌钢丝绳A367-60(1999) 铸铁的激冷试验方法A368-95a(2000) 不锈钢和耐热钢丝绳的标准A369/A369M-01 高温用锻制和镗孔碳素钢管和铁素体合金钢管A370-97a 钢制品机械测试的标准试验方法和定义A372/A372M-99 薄壁压力容器用碳素钢及合金钢锻件A376/A376M-01 高温中心站用无缝奥氏钢管A377-99 球墨铸铁压力管规范索引A380-99e1 不锈钢零件、设备和系统的清洗和除垢A381-96 高压输送用金属弧焊钢管A384-76(1996) 防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-00 提供高质量镀锌覆层(热浸)A3-01 低、中、高碳素钢鱼尾(连接)板A387/A387M-99e1 压力容器用铬钼合金钢板A388/A388M-95(2000)e1 重型钢锻件超声波检测A389/A389M-93(1998) 适合高温受压部件用经特殊热处理的合金钢铸件规格A390-95(2001) 饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-98 80号合金钢链条A392-96 镀锌钢丝链环栏栅网A394-00 传动塔架用镀锌和裸露钢螺栓A395/A395M-99 高温用铁素体球墨铸铁受压铸件A400-69(2000) 钢棒的成分及机械性能选择指南A401/A401M-98 铬硅合金钢丝A403/A403M-00b 锻制奥氏体不锈钢管配件A407-93(1998) 盘簧用冷拉钢丝A409/A409M-01 腐蚀场所或高温下使用的焊接大口径奥氏体钢管A411-98 镀锌低碳钢铠装线A413/A413M-00 碳素钢链A414/A414M-00 压力容器用碳素薄钢板A416/A416M-99 预应力混凝土用无涂层七股钢铰线A417-93(1998) 之字型、方型和正弦型装垫弹簧元件用冷拉钢丝A418-99 涡轮机及发电机钢转子锻件的超声波检查方法A420/A420M-00b 低温下用锻制碳素钢和合金钢管配件A421/A421M-98a 预应力混凝土用无涂层消除应力钢丝的技术规范A423/A423M-95(2000) 无缝和电焊低合金钢管A424-00 搪瓷用钢薄板A426-92(1997) 高温用离心铸造的铁素体合金钢管A427-74(1996)e1 冷轧和热轧用锻制合金钢辊A428/A428M-01 钢铁制品上铝覆层重量的测试方法A434-90a(2000) 热轧与冷精轧经回火及淬火的合金钢棒A435/A435M-90(2001) 钢板的直射束纵向超声波检验A436-84(1997)e1 奥氏体灰口铁铸件A437/A437M-01 高温用经特殊处理的涡轮型合金钢螺栓材料A438-80(1997) 灰铸铁横向弯曲试验A439-83(1999) 奥氏体可锻铸铁铸件A447/A447M-93(1998) 高温用镍铬铁合金钢铸件(25-12级)A449-00 经淬火和回火的钢螺栓和螺柱A450/A450M-96a 碳素钢管、铁素体合金钢管及奥氏体合金钢管A451-93(1997) 高温用离心铸造的奥氏体钢管A453/A453M-00 具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料A455/A455M-90(2001) 压力容器用高强度碳锰钢板A456/A456M-99 大型曲轴锻件的磁粉检查A459-97 镀锌平轧扁钢铠装带A460-94(1999) 包铜钢丝绳标准A463/A463M-00 热浸镀铝薄钢板A466/A466M-98 非焊接碳素钢链A467/A467M-98 机器链和盘旋链A469-94a(1999) 用于发电机转子的真空处理钢锻件A470-01 涡轮机转子和轴用经真空处理的碳素钢和合金锻件A471-94(1999) 涡轮转子转盘和转轮用真空处理合金钢锻件技术规范A472-98 蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01 不锈和耐热钢锻件A474-98 包铝钢丝绳标准A475-98 镀锌钢丝绳A476/A476M-00 造纸厂干燥辊用球墨可锻铸铁件A478-97 铬镍不锈钢和耐热钢制编织钢丝A479/A479M-00 锅炉及压力容器用不锈钢和耐热钢棒与型材A47/A47M-99 铁素体可锻铁铸件A480/A480M-01 扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-94(2000) 金属铬A482-93(2000) 铬铁硅A483-64(2000) 硅锰合金A484/A484M-00 不锈及耐热锻钢棒,钢坯及锻件的规格A485-00 高淬透性耐磨轴承钢的技术规范A487/A487M-93(1998) 受压钢铸件A488/A488M-01 钢铸件焊接规程和工作人员的合格鉴定A48-94ae1 灰铁铸件A489-00 碳素钢吊耳A490-00 最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓A491-96 镀铝钢链环栏栅结构A492-95(2000) 耐热不锈钢丝绳A493-95(2000) 冷镦和冷锻不锈钢和耐热钢丝A494/A494M-00 镍和镍合金铸件A495-94(2000) 硅钙合金钢技术规范A496-97ae1 钢筋混凝土用变形钢丝A497-99e1 钢筋混凝土用焊接变形钢丝网A498-98 无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管A49-01 经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板A499-89(1997)e1 轧制丁字钢轨用的碳素钢棒材及型材的技术规范A500-01 圆形与异型焊接与无缝碳素钢结构管A501-01 热成型焊接与无缝碳素钢结构管A503/A503M-01 锻制大型曲轴的超声波检验A504-93(1999) 锻制碳素钢轮A505-00 热轧和冷轧合金钢薄板和带材A506-00 正规质量及优质结构的热轧和冷轧合金钢薄板与带材A507-00 优质拉拔,热轧和冷轧合金钢薄板与带材A508/A508M-95(1999) 压力容器用经回火和淬火真空处理的碳素钢与合金钢锻件A510-00 碳素钢盘条和粗圆钢丝通用要求A510M-00 碳素钢盘条和粗圆钢丝(米制)A511-96 无缝不锈钢机械管A512-96 冷拉对缝焊碳素钢机械管A513-00 电阻焊碳素钢与合金钢机械钢管A514/A514M-00a 焊接用经回火与淬火的高屈服强度合金钢板A515/A515M-92(1997) 中温及高温压力容器用碳素钢板A516/A516M-90(2001) 中温及低温压力容器用碳素钢板A517/A517M-93(1999) 压力容器用经回火与淬火的高强度合金钢板A518/A518M-99 耐蚀高硅铁铸件A519-96 无缝碳素钢与合金钢机械管A521-96 一般工业用闭式模钢锻件A522/A522M-95b(2000) 低温用锻制或轧制含镍8%和9%的合金钢法兰,配件,阀门和零件规格A523-96 高压管型电缆线路用平端无缝与电阻焊钢管A524-96 常温和低温用无缝碳素钢管A529/A529M-00 高强度碳锰结构钢质量A530/A530M-99e1 特种碳素钢和合金钢管A531/A531M-91(1996) 涡轮发电机钢定位环的超声波检验A532/A532M-93a(1999)e1 耐磨铸铁A533/A533M-93(1999) 压力容器用经回火和淬火的锰钼及锰钼镍合金钢板A534-94 用于耐摩擦轴承的渗碳钢A536-84(1999)e1 球墨铸铁件A537/A537M-95(2000) 压力容器用经热处理的碳锰硅钢板A53/A53M-01 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范A539-99 天然气和燃料油管线用电阻焊钢盘管A540/A540M-00 特殊用途的合金钢螺栓材料A541/A541M-95(1999) 压力容器部件用经淬火和回火的碳素钢及合金钢锻件A542/A542M-99e1 压力容器用经回火和淬火的铬钼、铬钼钒及铬钼钒钛硼合金钢板A543/A543M-93(1999) 压力容器用经回火和淬火的镍铬钼合金钢板A550-78(2000) 铌铁合金A551-94(1999) 钢轮箍A553/A553M-95(2000) 压力容器用经回火和淬火的含8%及9%镍的合金钢板A554-98e1 焊接的无缝钢机械管A555/A555M-97 耐热不锈钢丝和盘条的通用要求A556/A556M-96 无缝冷拉碳素钢给水加热器管A560/A560M-93(1998) 铬镍合金铸件A561-71(1999) 工具钢棒的宏观刻蚀试验A562/A562M-90(2001) 搪玻璃或扩散金属镀层的压力容器用锰钛合金碳素钢板A563-00 碳合金钢螺母A563M-00 碳素钢及合金钢螺母技术规范(米制)A564/A564M-01 热轧及冷精轧时效硬化处理过的不锈钢棒材和型材技术规范A565-97 高温用马氏体不锈钢棒,锻件和锻制坯规格A568/A568M-00b 热轧及冷轧高强度低合金碳素钢薄板A571-84(1997) 适用于低温压力容器零件的奥氏体球墨铸铁件A571M-84(1997) 适用于低温压力容器零件的奥氏体球墨铸铁件(米制)A572/A572M-00a 高强度低合金钴钒结构钢技术规范A573/A573M-00a 增强韧性的结构碳素钢板A574-00 合金钢内六角螺钉A574M-00 合金钢内六角螺钉(米制)A575-96 商品级碳素钢棒(M级)A576-90b(2000) 特级热轧碳素钢棒A577/A577M-90(2001) 钢板的超声角波束检验A578/A578M-96(2001) 特殊设备用的普通钢板和包覆钢板的直波束超声探伤检验A579-99 超高强度合金钢锻件A580/A580M-98 耐热不锈钢丝A581/A581M-95b(2000) 高速切削用耐热不锈钢丝和盘条A582/A582M-95b(2000) 热轧或冷精轧的高速切削不锈及耐热钢棒A583-93(1999) 铁路用铸钢轮A584-97 镀铝钢丝编织栅栏网A585-97 镀铝刺钢丝A586-98 镀锌平行和螺旋形钢丝绳A587-96 化学工业用电阻焊低碳钢管A588/A588M-00a 高强度低合金结构钢4英寸(100mm)厚屈服点最小为50ksi(345MPa) A589-96 水井用无缝和焊接碳素钢管A591/A591M-98 薄镀层电解镀锌薄钢板A592/A592M-89(1999) 压力容器用经回火和淬火的高强度低合金钢锻制附件和零件A595-98 结构用圆锥形低碳钢管A596/A596M-95(1999) 用环形试验法和冲击法测定材料的直流磁性能的试验方法A597-87(1999) 铸造工具钢A598-92(1997) 磁放大器磁芯的磁性能测试法A599/A599M-99 锡制品,电解镀锡的冷滚轧薄板规范A6/A6M-01 轧制结构钢板材、型材和薄板桩通用技术要求A600-92a(1999) 高速工具钢A601-96(2000) 电解金属锰A602-94(1998) 汽车用可锻铸铁件A603-98 镀锌结构钢丝绳A604-93(1998) 自耗电极再溶化钢棒与钢坯的宏观腐蚀试验方法A606-98 改进防大气腐蚀性的热轧和冷轧高强度低合金钢薄板和带材A608-91a(1998) 高温受压离心铸造的铁铬镍高合金钢管A609/A609M-91(1997) 碳素钢,低合金钢和马氏体不锈钢铸件的超声波检测A610-79(2000) 尺寸测量用铁合金的取样和试验A611-00 冷轧优质碳素结构钢薄板A612/A612M-00 中温和低温压力容器用高强度碳素钢板A615/A615M-01a 钢筋混凝土配筋用变形和光面坯钢筋A618-01 热成型焊接与无缝高强度低合金结构钢管系A623-00 锡轧制产品A623M-00 镀锡薄钢板轧制品通用要求(米制)A624/A624M-98 锡辊轧制品.单压延电解马口铁A625/625M-98 一次轧制原钢板(未镀)和镀锡薄钢板轧制产品技术规范A626/A626M-98 二次压延电解镀锡厚钢板轧制品技术规范A626/A626M-98 锡轧制品.二次压延的电解镀锡板(米制)A627-95 安全设备用均质不易加工的钢棒A629-88(1994)e1 安全设备用不易加工的扁钢棒和型材A630-98 热浸电解镀锡板镀锡层重量测定的方法A632-01 通用无缝和焊接奥氏体不锈钢管(小直径)A633/A633M-00a 正火的高强度低合金结构钢A635/A635M-00 热轧碳素钢薄板,带材和重型粗盘条规格A636-76(2000) 氧化镍烧结块A638/A638M-00 高温用沉积硬化铁基超级合金棒,锻件及锻坯料A640-97 8字型缆吊架用镀锌钢丝绳A641/A641M-98 镀锌(电镀)碳素钢丝技术规范A644-98 铁铸件的相关术语A645/A645M-99a 压力容器用经特殊热处理的5%镍合金钢板A646-95(1999) 飞机及航空器锻件用优质合金钢大方坯及坯段A648-95(2000) 预应力混凝土管用冷拉钢丝A649/A649M-99 波纹纸机械用锻制钢辊规格A650/A650M-98 二次压延的锡轧黑板材A653/A653M-00 热浸处理的镀锌铁合金或镀锌合金薄钢板的标准规范A656/A656M-00a 具有改良可模锻性的高强度低合金热轧结构钢板A657/A657M-98a 一次和二次压延电解镀铬黑钢板轧制品技术规范A65-01 钢轨道钉A659/A659M-97 商业级热轧碳素钢薄板和带材(最大含碳量为0.16%-0.25%) A660-96 高温用离心铸造碳素钢管A662/A662M-99 中温和低温压力容器用锰碳钢板规格A663/A663M-89(2000) 商品级碳素钢棒的机械特性A664-99 在ASTM规范中对电工钢和层压钢级别的识别A666-00 退火或冷加工的奥氏体不锈钢薄板、带材、中厚板和扁棒A667/A667M-87(1998) 离心铸造的双金属(灰口及白口铸铁)圆柱体A668/A668M-96e1 一般工业用碳素钢和合金钢锻件A66-01 钢质螺旋道钉A671-96 常温和较低温用电熔焊钢管A672-96 中温高压用电熔焊钢管A673/A673M-95 结构钢冲击试验的取样程序A674-00 水或其它液体用球墨铸铁管的聚乙烯包装A675/A675M-90a(2000) 专用热轧碳素钢棒的机械特性A677/A677M-99 全处理型无取向电工钢A678/A678M-00a 结构用经回火和淬火的高强度低合金碳素钢板规格A679/A679M-00 硬(冷)拉高抗拉强度钢丝A67-00 热加工低碳钢和高碳钢垫板技术规范A681-94(1999) 合金工具钢A682/A682M-00 弹簧用冷轧高碳钢带材A683/A683M-99 半处理型无取向电工钢A684/A684M-99 冷轧高碳钢带材A686-92(1999) 碳素工具钢A688/A688M-01 焊接的奥氏体不锈钢给水加热器管A689-97 弹簧用碳素钢及合金钢棒A690/A690M-00a 在海洋环境中使用的高强度低合金工字形钢桩和薄板桩规格A691-98 高温下高压装置用电熔焊碳素钢和合金钢管A693-93(1999) 沉淀硬化耐热不锈钢板、薄板和带材A694/A694M-00 高压传输设备用碳素钢及合金钢管法兰、配件、阀门及零件用锻件A695-90b(1995)e1 流体动力设备专用热锻碳素钢棒A696-90a(2000) 压力管道部件专用热锻或冷精轧碳素钢棒A697-98 用伏特计、安培计和瓦特计法测定迭层铁芯样品的交流磁特性的试验方法A698/A698M-92(1997)e1 在弱交流磁场中磁屏蔽效率的试验方法A700-99e1 钢制品国内装运的包装、标记和装载方法A701-96(2000) 硅锰铁A702-89(2000) 热锻钢栅栏柱和组件A703/A703M-01 受压部件用钢铸件A704/A704M-96 混凝土加筋用焊接普通钢棒或杆的光面钢筋或钢筋网A705/A705M-95(2000) 时效硬化的不锈和耐热钢锻件A706/A706M-01 混凝土配筋用变形低合金光面无节钢筋A707/A707M-00a 低温设备用锻制碳素钢和合金钢法兰A709/A709M-01 桥梁用结构钢A710/A710M-00 低碳时效硬化的镍铜铬钼铌合金钢A711-92(1996)e1 钢锻件坯料A712-97 软磁性合金电阻率的测试方法A713-93(1998) 热处理部件用高碳弹簧钢丝A714-99 高强度低合金焊接钢管和无缝钢管A716-99 球墨铸铁涵洞管A717/A717M-95 单片样品表面绝缘电阻率的试验方法A719-97 磁性材料的叠装系数的试验方法A720-97 无取向电工钢延展性的试验方法A721-97 取向的电工钢的延展性试验方法A722/A722M-98 预应力混凝土用无涂覆的高强度钢筋A723/A723M-94(1999) 高强度压力元件用合金钢锻件A724/A724M-99 叠层焊接的压力容器用经淬火及回火的碳素钢压力容器板A726-00 半成品型冷轧磁性迭片级钢A727/A727M-00 具有固定切口韧性的管道部件用碳素钢锻件A729-93(1999) 货物运输及电气铁路用热处理合金钢轴A730-93(1999) 铁路用碳素钢及合金钢锻件A732/A732M-98 一般设备用熔模铸造碳素低合金钢及高强度加温钴合金钢铸件A733-99 焊接及无缝碳素钢和奥氏体不锈钢管接头A734/A734M-87a(1997) 经淬火和回火的合金钢与高强度低合金钢压力容器板A735/A735M-99 中温和低温用低碳锰钼钶合金钢压力容器板A736/A736M-88(2000) 低碳时效硬化的镍铜铬钼铌和镍铜锰钼铌合金钢压力容器板A737/A737M-99 高强度低合金钢压力容器板A738/A738M-00 中温和低温设备用经热处理的碳锰硅钢压力容器板A739-90a(2000) 升温或/和加压部件用热轧合金钢棒A740-98 钢丝网(编织或焊接电镀钢丝网)A741-98 公路护栏用镀锌钢丝绳和配件A742/A742M-98 波纹钢管用预涂聚合物和金属涂覆钢薄板A743/A743M-98ae1 一般用耐腐蚀铬铁及镍铬铁合金铸件A744/A744M-00 严酷条件下使用的耐腐蚀镍铬铁合金铸件A745/A745M-94(1999) 奥氏体钢锻件的超声波检验A746-99 排污管用球墨铸铁A747/A747M-99 沉淀硬化不锈钢铸件A748/A748M-87(1998) 压力容器用静态铸造的激冷白口铁-灰口铁双金属轧辊A749/A749M-97 热轧碳素钢和高强度低合金钢带材通用要求A74-98 铸铁污水管及配件的技术规范A750-77(1994)e1 阻挡区域用钢制通风格栅A751-96 钢制品化学分析的实验方法、操作和术语A752-93(1998) 合金钢条和粗圆钢丝A752M-93(1998) 合金钢条和粗圆钢丝(米制)A753-97 镍铁软磁合金A754/A754M-96(2000) X射线荧光涂层厚度的试验方法A755/A755M-99 外露建筑材料用热浸涂覆和用卷涂工艺预涂的钢薄板A756-94(2001) 耐磨不锈轴承钢A757/A757M-00 低温下承压设备及其它设备用铁素体和马氏体钢铸件A758/A758M-00 具有改进的切口韧性的对缝焊锻制碳素钢管配件A759-00 起重机用碳钢轨条A760/A760M-01 下水道和排水沟用金属涂覆的波纹钢管A761/A761M-98 现场栓接管、管拱和拱用波纹镀锌结构钢板A762/A762M-00 下水道和排水沟用预涂聚合物波纹钢管A763-93(1999)e1 铁素体不锈钢晶间腐蚀敏感性检测A764-95(2001) 机械弹簧用冷拉镀锌和按成品尺寸镀锌的碳素钢丝A765/A765M-98a 具有强制性韧性要求的碳素钢及低合金钢压力容器部件锻件A767/A767M-00b 钢筋混凝土用镀锌钢筋A768-95 涡轮机转子及轴用经真空处理的含铬12%的合金钢锻件A769/A769M-00 电阻焊钢结构型材A770/A770M-86(2001) 专用钢板通过厚度测量进行的抗拉试验A771/A771M-95(2001) 增殖反应堆堆芯部件用奥氏体不锈钢管A772/A772M-00 正弦电流用材料的交流磁导率的试验方法A773/A773M-96 用带直流电子的磁滞曲线记录仪的(B-H)回路法测量材料的磁性能的标准试验方法A774/A774M-00 低温和中温一般腐蚀情况下用的焊接锻制奥氏体不锈钢配件A775/A775M-01 涂环氧树脂的钢筋钢棒A778-01 焊接未退火的奥氏体不锈钢管形制品A779/A779M-00 预应力混凝土用应力消除未涂覆的密实七股钢丝绞绳A780-01 热浸镀锌层的损坏及无覆层区域的检修A781/A781M-00 一般工业用一般要求的钢和合金铸件A782/A782M-90(2001) 经淬火和回火的锰铬钼硅锆合金钢压力容器板A786/A786M-00b 轧制钢楼板A787-01 电阻焊金属涂覆碳素钢机械配管A788-98a 钢锻件A789/A789M-01 普通设备用无缝与焊接铁素体/奥氏体不锈钢管A790/A790M-01 无缝与焊接铁素体/奥氏体不锈钢管A792/A792M-99 热浸工艺法处理的55%铝-锌合金涂覆钢板A793-96 不锈钢轧制楼板A794-97 商品级冷轧碳素钢薄板(最高含碳量为0.16%-0.25%)A795-00 防火用黑色及热浸镀锌的焊接和无缝钢管A796/A796M-00 雨水管和卫生污水管及其它地下埋设管道用波纹钢管、管托架及拱形架结构设计惯例A798/A798M-01 下水道及其它类似用途用工厂制波纹钢管的安装A799/A799M-92(1997) 估算不锈钢铸件铁素体含量用仪表的校准A800/A800M-01 奥氏体合金钢铸件中铁素体含量的估算A801/A801M-99 铁钴高磁性饱和合金A802/A802M-95(2001) 钢铸件外观检验的表面验收标准A803/A803M-01 焊接铁素体不锈钢给水加热器管A804/A804M-99 在电力频率下用薄钢板型试样对材料交流磁特性的测试方法A805-93(1998) 冷轧碳素钢扁平线A807/A807M-97 下水道及其它类似用途用波纹结构钢涂覆管的安装A808/A808M-00a 具有改进的切口韧性的结构级高强度低合金碳钢、锰钢、铌钢和钒钢A809-98 镀铝碳素钢丝A810-00 镀锌钢管用绕网A811-97 粉末冶金技术制造的软磁铁零件A813/A813M-01 单或双焊接奥氏体不锈钢管A814/A814M-01 冷加工焊接奥氏体不锈钢管A815/A815M-01 锻制铁素体、铁素体/奥氏体和马氏体不锈钢管配件A817-00 链接栅栏网用金属涂覆钢丝A818-91(2001) 镀铜碳素钢丝A820-96 纤维增强混凝土用钢纤维A821/A821M-99 预应力混凝土容器用经回火的冷拉钢丝A822-90(2000) 液压系统设备用冷拉碳素无缝钢管A823-99 静铸永久铸模灰铸件A824-01 链接栅栏用Marcelled拉力金属涂覆钢丝A826/A826M-95(2001) 增殖反应堆堆芯部件用奥氏体和铁素体不锈钢管A827/A827M-93a(1998) 锻造及类似用途用的碳素钢板技术规范A829/A829M-00 结构性合金钢板A82-97ae1 钢筋混凝土用无节钢丝A830/A830M-00 按照化学成分要求提供的优质碳素钢板技术规范A831/A831M-95(2000) 核心部件用不锈耐热钢棒,坯段及锻件规格A832/A832M-99e1 压力容器板用铬钼钒及铬钼钒钛硼合金钢A833-84(1996) 用比较硬度测试仪测量金属材料的压痕硬性A834-95(2001) 一般工业用铁铸件的一般要求A835-84(2000) 铁合金与合金添加剂的筛分粒度A836/A836M-95b(2001) 搪瓷管和压力容器设备用钛稳定碳素体钢锻件A837-91(1996)e1 渗碳用合金钢锻件A838/A838M-97 继电器用易切削铁素体不锈软磁合金技术规范A839/A839M-96 软磁用途的磷铁粉末冶金制造的零件技术规范A840/A840M-00 全处理的磁性夹层钢A841/A841M-01 压力容器用温度机械控制工艺加工的钢板A842-85(1997) 高密度石墨铸铁A844/A844M-93(1999) 压力容器用直接淬火加工的含镍9%的合金钢板A845-85(2000) 用于脱氧与合金钢的钛碎片A846-85(2000) 用于脱氧与合金钢的铝碎片A847-99a 具有增强耐大气腐蚀性能的冷成型焊接与无缝高强度低合金结构管A848/A848M-96 低碳磁铁A849-00 波纹钢排水管和污水管用后涂覆铺面和衬里材料A851-96 高频感应焊接的未退火奥氏体钢冷凝器管A852/A852M-00a 最小屈服强度为70Ksi(485MPa),厚度为4英寸(100mm)的经淬火和回火的低合金结构钢板A853-93(1998) 普通碳素钢丝A854/A854M-98 镀锌高强度钢栅栏和格架用光滑金属线A855/A855M-98 锌-5%铝-铈合金涂覆的钢丝绳A856/A856M-98 锌-5%铝-铈合金涂覆的碳素钢丝A857/A857M-00a 冷成形轻型薄钢板桩A858/A858M-00 低温和腐蚀情况下用热处理碳素钢配件A859/A859M-95(1999) 压力容器部件用时效硬化镍铜铬钼钶低碳合金钢锻件A860/A860M-00 锻制高强度低合金钢的高强度对缝焊接配件A861-94e1 高硅铁管和配件A862/A862M-98 波纹钢污水管和排水管沥清(柏油)涂层的应用A865-97 钢管连接用黑色或镀锌焊接或无缝钢螺纹接头A866-94 耐磨中碳轴承钢A867/A867M-94(1998)e1 继电器用铁硅钢A871/A871M-00a 抗空气腐蚀的高强度低合金结构钢板。
ASTM A789A789M 通用无缝与焊接铁素体奥氏体不锈钢管
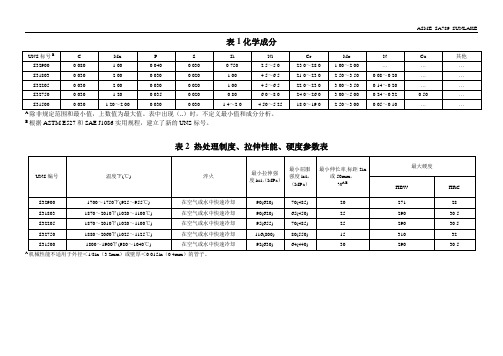
ASME SA789 SUNLAKE表1化学成分除非规定范围和最小值,上数值为最大值。
表中出现(..)时,不定义最小值和成分分析。
B根据ASTM E527和SAE J1086实用规程,建立了新的UNS标号。
表2 热处理制度、拉伸性能、硬度参数表A机械性能不适用于外径<1/8in(3.2mm)或壁厚<0.015in(0.4mm)的管子。
ASME SA789 SUNLAKE 尺寸要求:1、外径、壁厚和长度尺寸允许偏差见下表:A 订货的管子当壁厚大于等于3/4in.(19mm),或内径小于等于60%外径时,要求在壁厚是上有较宽的偏差范围,在这种规格中允许有±12.5%的壁厚偏差。
对于外径小于1/2in.(12.7mm),由于轧制时芯子不能顺利地拔出,故壁厚可以在规定值的±15%内变化。
B这些偏差适用于切割长度小于等于24ft(7.3m),对超过24ft(7.3m)长度的管子,每10ft(3m)或其不足部分允许额外加1/8in.(3mm),最大值为1/2in.(13mm)。
2、直度和表面质量成品钢管须有合理的直度,管端平滑无毛刺,且有良好的表面。
表面缺陷(指钢管中发现的任何不连续性和不规则性)可以用打磨法修除,但应保持圆滑的曲面,修后的壁厚不得小于本标准或产品标准允许的值。
修磨点外径可因修磨而减少。
检验项目:1、化学成分:满足表1的参数要求;2、尺寸要求;3、室温力学性能:满足表2的参数要求;4、硬度:满足表2的参数要求;5、扩口试验(对无缝钢管);6、卷边试验(对焊接钢管);7、反向压扁试验(对焊接钢管);8、水压试验或无损电测试验。
协议项目:1、水下空气压力试验。
ASTM A897&A897M-2003 等温淬火球墨铸铁
Designation:A897/A897M–03Standard Specification forAustempered Ductile Iron Castings1This standard is issued under thefixed designation A897/A897M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1This specification covers ductile iron castings that are subsequently heat treated by an austempering process as defined in10.1.1.2The application of the austempering heat treatment extends the range of properties achievable in ductile iron castings.1.3No precise quantitative relationship can be stated be-tween the properties of the iron in various locations of the same casting or between the properties of castings and those of a test specimen cast from the same iron(see Appendix X1).How-ever,austempering heat treatment will tend to diminish any differences in mechanical properties.1.4The production of castings,machining(if required),and the austempering heat treatments may be performed by differ-ent manufacturers,as covered in Section15.The purchaser should establish by contract agreement,at the time of ordering, the responsibility of the various parties for meeting the specification requirements.1.5The values stated in either inch-pound or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets[].The values stated in each system are not exact equivalents;therefore,each system shall be used independently of the bining values from the two systems may result in nonconformance with the specification.2.Referenced Documents2.1ASTM Standards:2A247Test Method for Evaluating the Microstructure of Graphite in Iron CastingsA370Test Methods and Definitions for Mechanical Testing of Steel ProductsA732Specification for Castings,Investment,Carbon and Low Alloy Steel for General Application,and Cobalt Alloyfor High Strength at Elevated TemperaturesA834Specification for Common Requirements for Iron Castings for General Industrial UseE8Test Methods for Tension Testing of Metallic Materials E10Test Methods for Brinell Hardness of Metallic Mate-rialsE23Test Methods for Notched Bar Impact Testing of Metallic Materials2.2Military Standard:MIL-STD-129Marking for Shipment and Storage33.Ordering Information3.1Orders for material to this specification shall include the following information:3.1.1ASTM designation,with year of issue,3.1.2Grade of austempered ductile iron required(see Table 1and Sections6and7),3.1.3Chemical composition requirements,if any(see Sec-tion4),3.1.4Heat treated microstructure restrictions(see Section 10),3.1.5Test coupon criteria(see Section12),3.1.6Lot size and tests per lot(see12.6and Section15), 3.1.7Special requirements,if desired,including hardness, radiographic soundness,magnetic particle inspection,pressure tightness,dimensions,or surfacefinish(see Section9),3.1.8Certification,if required(see Section16),3.1.9Special preparation for delivery,if required(see Sec-tion17).4.Chemical Composition4.1Although this specification has no specific chemical requirements,such requirements may be agreed upon between the manufacturer,heat treater,and the purchaser.5.Microstructure5.1The graphite component of the microstructure shall consist of a minimum80%spheroidal graphite conforming to Types I and II per Test Method A247.1This specification is under the jurisdiction of ASTM Committee A04on Iron Castings and is the direct responsibility of Subcommittee A04.02on Malleable and Ductile Iron Castings.Current edition approved Dec.1,2003.Published January2004.Originally approved st previous edition approved in2002as A897-02.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTMStandards volume information,refer to the standard’s Document Summary page on the ASTM website.3Available from Standardization Documents,Order Desk,Building4,Section D, 700Robbins Ave.,Philadelphia,PA19111-5098,Attn:NPODS.1Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,UnitedStates.5.2The matrix microstructure shall substantially consist of ausferrite (acicular ferrite and high carbon,stable austenite).5.3The cooling rate within some sections may not be sufficient to avoid the formation of pearlite or other high temperature transformation products.In some cases,the maxi-mum acceptable quantities of these microconstituents and the location(s)within the casting may be established by agreement between the manufacturer,heat treater,and the purchaser.5.4Martensite may be present in minor amounts in the microstructures of Grades 200/155/02[1400/1100/02]and 230/185/01[1600/1300/01].Acceptable quantities of marten-site may be established by agreement between the manufac-turer,heat treater,and the purchaser.5.5The microstructure shall be substantially free of unde-sirable microconstituents,the details of which shall be agreed upon by the manufacturer,heat treater,and the purchaser.5.6The manufacturer,heat treater,and the purchaser may agree upon special chemical compositions or processing re-quirements to limit the microconstituents described in 5.3,5.4,and 5.5.6.Mechanical Properties6.1Tensile property requirements include tensile strength,yield strength,and elongation and apply only after austemper-ing heat treatment.6.2The iron represented by the test specimens shall con-form to the requirements as presented in Table 1.6.3The yield strength shall be determined by the 0.2%offset method (see Test Methods E 8).7.Impact Requirements7.1The iron represented by the test specimens shall con-form to the impact properties presented in Table 1.7.2Impact energy requirements apply only after test mate-rial has been austempered.The impact test specimens must be finish ground to required dimensions after heat treatment.8.Hardness8.1The area or areas on the castings where hardness is to be checked shall be established by agreement between the manu-facturer and purchaser,or the manufacturer and the end user.8.2Brinell hardness shall be determined according to Test Method E 10after sufficient material has been removed from the casting surface to insure representative hardness readings.The 10mm ball and 3000kg load shall be used unless otherwise specified and agreed upon.9.Special Requirements9.1When specified in the contract or purchase order,castings shall meet special requirements as to hardness,chemi-cal composition,microstructure,pressure tightness,radio-graphic soundness,magnetic particle inspection,dimensions,and surface finish.Refer to Specification A 834for a list of common requirements for iron castings not specifically refer-enced elsewhere in this specification.9.2When specified in the contract or purchase order,castings shall meet special requirements prior to the austem-pering heat treatment operation.10.Heat Treatment10.1Castings produced in accordance with this specifica-tion shall be heat treated by an austempering process consisting of heating the castings to a fully austenitic,homogeneous condition,cooling (at a rate usually sufficient to avoid the formation of pearlite)to a temperature above the martensite start temperature,and isothermally transforming the matrix structure for a time sufficient to produce the desired properties.This process shall produce a microstructure that is substantially ausferrite.10.2Upon agreement between the manufacturer and the purchaser,tension test specimens described in Section 13may be machined prior to the austempering heat treatment.In this case,heat treatment shall be performed in an inert or carbon controlled environment so as to prevent carburization,decar-burization,or scaling.Handling and fixturing must be such as to prevent test bar distortion (see X1.4).10.3Re-austempering of castings or any deviation from the established heat treating process is only permissable with the approval of the casting purchaser.TABLE 1Mechanical Property Requirements of GradesInch-pound unitsGrade 130/90/09Grade 150/110/07Grade 175/125/04Grade 200/155/02Grade 230/185/01Tensile strength,min,ksi 130150175200230Yield strength,min,ksi 90110125155185Elongation in 2in.,min,%97421Impact energy,ft-lb A7560452515Typical hardness,HBW,kg/mm 2269–341302–375341–444388–477402–512AUnnotched charpy bars tested at 7267°F.The values in the table are a minimum for the average of the highest three test values of the four tested samples.SI unitsGrade 900/650/09Grade 1050/750/07Grade 1200/850/04Grade 1400/1100/02Grade 1600/1300/01Tensile strength,min,MPa 9001050120014001600Yield strength,min,MPa 65075085011001300Elongation in 50mm,min,%97421Impact energy,J A10080603520Typical hardness,HBW,kg/mm 2269–341302–375341–444388–477402–512AUnnotched charpy bars tested at 2264°C.The values in the table are a minimum for the average of the highest three test values of the four testedsamples.11.Workmanship,Finish,and Appearance11.1The surfaces of castings shall be clean and free of adhering molding material,heat treatment oils or salts,cracks,hot tears,or other injurious defects such as slag and surface porosity.Dimensions shall conform to drawings or patterns supplied by the purchaser.11.2Castings shall not have chilled corners or center chill in areas to be machined.11.3Welding repair is not acceptable on austempered cast-ings.12.Test Coupons12.1Separately cast test coupons from which the tension test and Charpy test specimens are machined shall be cast to the size and shape shown in Fig.1or Fig.2.A modified keel block cast from the mold shown in Fig.3may be substituted for the 1-in.[25-mm]Y-block or the 1-in.[25-mm]keel block.The test coupons shall be cast in open molds made of suitable core sand having a minimum wall thickness of 11⁄2in.[38-mm]for the 1⁄2-in.[13-mm]and 1-in.[25-mm]sizes and 3in.[76-mm]for the 3-in.[76-mm]size.The coupons shall be left in the mold until they have cooled to a black color (900°F [480°C]or less).The size and type of coupon cast to represent the casting shall be at the option of the purchaser.In case no option is expressed,the manufacturer shall make the choice.12.2When investment castings are made in accordance with this specification,the manufacturer may use cast-to-size test specimens that are either incorporated in the mold with the castings or separately cast using the same type of mold and the same thermal conditions that are used to produce the castings.The test specimens shall be made to the dimensions shown in Fig.1of Specification A 732or Fig.5of Test Methods and Definitions A 370.The exact procedure to be used for produc-ing test specimens shall be agreed upon by the manufacturer and the purchaser.12.3When castings made in accordance with this specifi-cation are produced by nodularization directly in the mold,the manufacturer may use either separately cast test coupons or test specimens cut from castings.If test bars are to be cut from castings,test bar location shall be agreed upon by the purchaser and the manufacturer and indicated on the casting drawing.When separately cast test coupons are used,selection shall be as outlined in 12.1and shown in Figs.1-6.Appendix X2provides guidelines for selection of coupons with mold cooling rates representative of various casting sections.12.4Test coupons shall be poured from the same ladle or heat as the castings they represent and,unless otherwise agreed upon by the manufacturer and the purchaser,shall be subject to the same post inoculation and alloying practice.12.5Test coupons shall be heat treated with the castings they represent.12.6The number of test coupons and the number of tests required per order or lot size shall be established at the time of ordering.This agreement should include a definition of lot size.Lot size can be defined to include the entire order,a specified portion of that order,a specified manufacturing production period,or a specified quantity of parts shipped to the purchaser.12.7If any test specimen shows obvious defects,another may be cut from the same test block or from another test block representing the same metal.Positions other than “A”or “B”in Fig.4shall not be used.In those cases where removal of test bars from actual castings has been agreed upon (see 12.2and 12.3),a second test bar may be obtained from an alternate location of equivalent section or from a second casting processed in the samelot.13.Tension Test Specimens13.1The standard round tension test specimen with a 2-in.[50-mm]gage length shown in Fig.5shall be used,except when the 1⁄2-in.[13-mm]Y-block coupon is used.In this case,either of the test specimens shown in Fig.6shall be satisfac-tory.Tension test specimens shall be machined only from Positions A (preferred)or B in Fig.4.The test bars may be machined before or after heat treatment in accordance with 10.2.14.Impact Test Specimens14.1The unnotched Charpy impact strength shall be deter-mined according to Test Methods E 23with the following variations:Specimens are to be prepared unnotched to dimen-sions in Fig.9of Test Methods E 23.Blanks from which test specimens are machined shall be cut only from Positions A or B in Fig.4.Test temperature shall be 7267°F [2264°C].Four specimens shall be tested,with the lowest impact energy value discarded and the remaining three values averaged.The average impact energy shall meet the requirement of Table 1.15.Responsibility for Quality and Inspection15.1At the time of an order,the purchaser should establish an agreement for quality and inspection requirements with themanufacturers.The form of this agreement depends upon which of the conditions in 15.2or 15.3are determined to exist.15.2If all manufacturing operations are performed by a single manufacturer,that manufacturer is responsible for per-formance of all quality and inspection requirements covered herein.15.3If,at the time of ordering,the purchaser determines that more than one manufacturer will contribute to the casting,machining,and heat treatment operations,in any sequential fashion,an agreement should be negotiated that defines and assigns individual responsibility for each specific quality and inspection requirement.This does not prevent an agreement wherein any one manufacturer in the chain of sequential operations can agree to assume full responsibility for all quality and inspection requirements.15.4To avoid future disputes,the purchaser can require that all companies in the manufacturing chain be identified.Changes shall not be made without approval of the purchaser.The manufacturer(s)may require the purchaser to provide written agreement for any changes mutually agreed upon.15.5Unless specified to the contrary by the purchaser,any of the manufacturers in the chain may use his or her own or any other facilities for performance of the inspection requirements.Responsibility for meeting the specified properties remainsFIG.3Mold for Modified KeelBlock4with the parties defined in 15.2or 15.3.This shall not prevent the purchaser from also performing any or all of the quality and inspection requirements.16.Certification16.1Where required by contract,the manufacturer’s certi-fication shall be furnished to the purchaser stating that the material was manufactured,sampled,tested,and inspected in accordance with the material specification and was found tomeet the requirements.The certification shall include the results of all tests performed.17.Preparation for Delivery17.1Unless otherwise specified in the contract or purchase order,cleaning,drying,preservation,and packaging of castings shall be in accordance with the manufacturer’s commercial practice.Packaging and marking shall be adequate to ensure safe delivery by the carrier.FIG.4Sectioning Procedure for Y-BlocksFIG.5Standard Round Tension Test Specimen with 2-in.[50-mm]GageLength517.2Government Procurement—When specified in the con-tract or purchase order,marking for shipment shall be inaccordance with the requirements of MIL-STD-129.APPENDIXES(Nonmandatory Information)X1.MECHANICAL PROPERTIES OF CASTINGSX1.1In order to achieve the required mechanical properties in castings,or test coupons,the iron must have a chemical composition that provides sufficient hardenability to fully respond in the austempering heat treatment cycle.The response to heat treatment is affected by the effective section size, graphite nodule count,and chemical composition.It also depends on the capabilities of the specific heat treater’s equipment.The heavier the effective section size and the more massive the casting,the slower will be the cooling or quench-ing rate in the austempering cycle.This quenching rate must exceed some critical value to attain the correct microstructure (high carbon austenite plus acicular ferrite).X1.2Published literature and commercial heat treaters as well as many foundries can provide information on required alloy additions needed for specific parts,casting section sizes, or masses.Austempered Ductile Iron can be successfully produced from ductile iron castings with a wide range of chemical compositions and configurations.There is no opti-mum recipe;however those produced to the following param-eters have been shown to yield excellent results.X1.2.1The castings should be free of non-metallic inclu-sions,carbides,shrink and dross.Proper purchasing,storage and use of charge materials will minimize the occurrence of carbides and gas defects.Proper molding control will minimize surface defects and other sub-surface discontinuities.The castings should be properly gated and poured using consistent and effective treatment and inoculation techniques to yield shrink free castings.Any of the aforementioned non-conforming conditions will reduce the toughness of an ADI component,even if adequate for conventional ductile iron.The following should be met as a minimum:Nodule Count100/ mm2and Nodularity80%.X1.2.2The carbon equivalent(CE)can be approximated by the relationship:CE=%C+1/3(%Si).It should be controlled as follows in Table X1.1.X1.3Alloying elements such as Molybdenum,Copper, Nickel and additional Manganese above the base metal level should be added only when additional hardenability is required for heavy sections.Increased hardenability is only required to avoid the formation of pearlite during quenching.The amount of alloying required(if any)will be a function of thealloycontent in the base metal,the part configuration and the austempering process used.The proper alloy composition should be determined jointly by the foundry and the heat treating source.Addition of alloying elements when not re-quired does not enchance the properties of ADI and merely adds to the cost of the position guidelines are recommended in Table X1.2and Table X1.3.X1.3.1Other nodulizing elements like beryllium,calcium, strontium,barium,yttrium,lanthanum and cerium should be present only to the extent that they are used to replace Mg in treatment.The amount of residual Mg plus the amounts of these elements should not exceed0.06%.Carbide forming elements(like Cr,Ti,V)tend to be additive in effect with Mn and/or Mo;thus,one should take note of this in alloy design to avoid the formation of carbides in the casting.X1.3.2The preceding guidelines are intended to be useful parameters for production.Good ADI can,and is,being produced from ductile iron not meeting these criteria,however,TABLE X1.1Suggested Carbon Equivalent Ranges for VariousSection SizesSection Size CE Range0to1⁄2in.(0to13mm) 4.4to4.61⁄2to2in.(13to51mm) 4.3to4.6Over2in.(51mm) 4.3to4.5TABLE X1.2Suggested Targets and Control Ranges for Intentionally Added ElementsElement Recommended RangeCarbonCarbon should be controlled within the recommended range exceptwhen deviations are required to produce a defect-free casting.If toohigh levels of carbon are present,carbonflotation can occur andreduce the apparent strength levels of ADI.3.60%60.20%SiliconSilicon is one of the most important elements in ADI because itpromotes graphite formation,decreases the solubility of carbon inaustenite,increases the eutectoid temperature and inhibits theformation of bainitic carbide.Excessively high levels of Si cansuppress ausferrite in localized areas by stabilizing ferrite.2.50%60.20%MagnesiumMagnesium is added to create the conditions for graphite nodules toform.Excessively high levels will promote carbide formation whilelow levels promote nonspheroidal graphite.(%S x0.76)+0.025%60.005%ManganeseManganese additions above that of the base metal composition arenot recommended because Mn segregates to the last to freezeregions of the casting and will retard the formation of ausferrite if thenodule count is not sufficiently high to break up the Mn segregatedregion.In section sizes up to1⁄2in.or13mm,Mn targets as high as0.60%have been used due to high nodule counts.In section sizesover1⁄2in.(13mm)or in the presence of Mo other carbide formers,the Mn target should be reduced to0.35%or less to minimize theformation of cell boundary carbides which may negatively affectcomponent machinability or ductility,or both.0.35%60.05%CopperCopper may be added to ADI to increase hardenability in additionsup to0.80%.Above this level,Cu creates a diffusion barrier aroundthe graphite nodules,thus inhibiting carbon mobility duringaustenitizing.0.80%maximum,only as needed60.05%NickelNickel may be used to increase the hardenability of ductile iron inadditions up to2.0%.Because of the costs associated with the useof Ni,larger additions may be cost prohibitive.2.0%maximum,only as needed60.10%MolybdenumMolybdenum is the most potent hardenability agent in ADI and may be necessary in heavy section castings to prevent the formation of pearlite.Both tensile strength and ductility decrease as the Mo content increases beyond that required for hardenability.This deterioration in properties is likely caused by the segregation of Mo to cell boundaries and the formation of carbides.The level of Mo should be restricted to not more than0.30%in heavy section castings.0.30%maximum(only as needed)60.03%these criteria represent sound,commercial practices known to produce good results.They do not constitute a guarantee of final properties.X1.4Machining of tension test specimens after austemper-ing may be difficult,particularly for the higher strength grades.For this reason,some manufacturers prefer to machine the test bars to size or near net size (with some final grinding allowances)before the austempering operation.(Warning—Achieving the required mechanical properties and austempered microstructure in the smaller cross sections of a premachinedtest bar does not ensure the correct response in the heavier sections of actual parts,as explained in X1.1.When prema-chined test bars are to be used,it is recommended that adequate austempering be verified.This can be done by sectioning a casting,examining the microstructure in that section,and then comparing the results with that of a premachined test bar that has been austempered in the same furnace load.When inad-equate austempering response is identified,increased alloying as discussed in X1.3may be required.)X2.Y-BLOCK SELECTIONX2.1Table X2.1provides guidelines for the selection of Y-blocks that have cooling rates that are representative of equivalent shapes having the dimensions shown.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().TABLE X1.3Suggested Targets and Control Ranges for Trace or Tramp ElementsTrace or Tramp ElementsSuggested Target (or maximum)Typical Control RangeSn Tin 0.02%maximum 60.003%Sb Antimony 0.002%maximum 60.0003%P Phosphorus 0.04%maximum S Sulfur 0.02%maximum O Oxygen 50ppm maximum Cr Chromium 0.10%maximum Ti Titanium 0.040%maximum V Vanadium 0.10%maximum Al Aluminium 0.050%maximum As Arsenic 0.020%maximum Bi Bismuth 0.002%maximum B Boron 0.0004%maximum Cd Cadmium 0.005%maximum Pb Lead 0.002%maximum Se Selenium 0.030%maximum Te Tellurium0.003%maximumTABLE X2.1Equivalent Geometric Shapes Corresponding to Y-Blocks AY-BlockSize,in.[mm]Infinite Plate Thickness,in.[mm]Round Diameter,in.[mm]Cube Edge,in.[mm]0.5[13]0.5[13] 1.2[30] 1.8[46]1.0[25]0.9[22] 1.8[46] 2.8[72]3.0[76]1.6[40]3.1[80]4.8[120]AFor castings with cross sections that would require a Y-block greater than 3in.[76mm],alloy requirements must be based upon experimental trials with test castings or previous experience with similar parts.Test coupons should be selected upon agreement between the producer and thepurchaser.。
美标球化退火标准

美标球化退火标准
美标球化退火标准是指美国材料试验协会(ASTM)制定的一项钢材球化退火的标准。
该标准分为两个部分:ASTM A 897/A 897M 和ASTM A 1077/A 1077M。
其中,ASTM A 897/A 897M是一项强制性标准,规定了钢材球化退火要求的化学成分、热处理、力学性能以及检验方法。
该标准适用于无缝钢管、焊接钢管、冷轧钢板和冷轧钢带等各种球化退火钢材的生产和检验。
而ASTM A 1077/A 1077M则是一项推荐性标准,对于一些特殊用途的球化退火钢材,这个标准提供了更为详细的要求和检验方法。
同时,该标准还规定了一些细分的钢材等级,以满足不同用户对钢材的不同需求。
总的来说,美标球化退火标准对于保证钢材的质量和性能,以及确保钢材生产和使用的安全性具有重要意义。
铸件硬度检测方法
铸件的硬度检测铸造业是机械行业的一个重要分支,由于石墨的存在赋予铸铁优良的铸造性能、切削加工性能、减磨性能、减振性能以及低的缺口敏感性。
而且铸造生产设备简单, 制造成本低,因而在工业生产中得到广泛应用。
在各类机械产品中,按质量计算,铸件所占比例高达50%以上。
铸造件第一位的质量指标就是力学性能,测试工件力学性能的方法主要有两个,其一是拉伸试验,其二是硬度试验。
拉伸试验测试的是工件的抗拉强度,屈服强度和伸长率,而硬度试验反映的是在各自规定的条件下材料弹性、塑性、强度、韧性及磨损抗力等多种物理量的综合性能。
在美国铸件标准中几乎每一种产品都规定了拉伸试验。
多数产品规定了硬度试验。
拉伸试验设备复杂,投资较高,需要专业人员,需要制备试样,试验效率低,成本高。
硬度试验设备简单,易于掌握,压痕很小,可视为无损检测,可直接测试成品或半成品工件。
硬度试验测试效率高,可用于对成批工件的逐件检测。
随着硬度计制造技术的进步,各种便携式仪器,特别是高精度便携式仪器不断出现,使得硬度测试实现了简单、快捷和精确。
使现场硬度检测,生产线上的硬度控制及大工件的精确硬度检测成为可能。
硬度试验和拉伸试验基本上都是检测金属抵抗塑性变形的能力。
两种试验在某种程度上是检测金属相似的特性。
二者的试验结果是完全可以相互比较的,对于多数金属材料,硬度值和抗拉强度值是可以通过查表相互换算的。
因此在测试材料力学性能时,人们越来越多地选择采用硬度试验,而较少选用拉伸试验。
作者研究整理了美国标准ASTM中关于铸件硬度要求的规定。
本文主要有两部分内容,第一,美国标准ASTM中典型铸造产品关于硬度要求方面的规定。
第二,在铸造产品检测中硬度计的选用方法。
一、美国标准ASTM中关于铸件硬度的要求1、灰口铁铸件(ASTM A48-92)适用于主要考虑抗拉强度的一般工程用灰口铁铸件,铸件根据不同铸造试棒的抗拉强度分级。
在此类铸铁件中,化学成分相对于抗拉强度来说是次要的。
ASTM A789A789M 通用无缝与焊接铁素体奥氏体不锈钢管
ASME SA789 SUNLAKE表1化学成分除非规定范围和最小值,上数值为最大值。
表中出现(..)时,不定义最小值和成分分析。
B根据ASTM E527和SAE J1086实用规程,建立了新的UNS标号。
表2 热处理制度、拉伸性能、硬度参数表A机械性能不适用于外径<1/8in(3.2mm)或壁厚<0.015in(0.4mm)的管子。
ASME SA789 SUNLAKE 尺寸要求:1、外径、壁厚和长度尺寸允许偏差见下表:A 订货的管子当壁厚大于等于3/4in.(19mm),或内径小于等于60%外径时,要求在壁厚是上有较宽的偏差范围,在这种规格中允许有±12.5%的壁厚偏差。
对于外径小于1/2in.(12.7mm),由于轧制时芯子不能顺利地拔出,故壁厚可以在规定值的±15%内变化。
B这些偏差适用于切割长度小于等于24ft(7.3m),对超过24ft(7.3m)长度的管子,每10ft(3m)或其不足部分允许额外加1/8in.(3mm),最大值为1/2in.(13mm)。
2、直度和表面质量成品钢管须有合理的直度,管端平滑无毛刺,且有良好的表面。
表面缺陷(指钢管中发现的任何不连续性和不规则性)可以用打磨法修除,但应保持圆滑的曲面,修后的壁厚不得小于本标准或产品标准允许的值。
修磨点外径可因修磨而减少。
检验项目:1、化学成分:满足表1的参数要求;2、尺寸要求;3、室温力学性能:满足表2的参数要求;4、硬度:满足表2的参数要求;5、扩口试验(对无缝钢管);6、卷边试验(对焊接钢管);7、反向压扁试验(对焊接钢管);8、水压试验或无损电测试验。
协议项目:1、水下空气压力试验。
浅谈等温淬火球墨铸铁在商用车上的应用

随着对治理污染、节能减排的日益重视,以及强制性国家标准《汽车、挂车及汽车列车外廓尺寸、轴荷及质量限值(GB1589-2016)》的发布实施,汽车轻量化的要求越来越严格。
汽车行业在加强对铝镁合金轻金属材料应用研究同时,也将目光关注到强度重量比高的ADI材料。
汽车工业的发展,及汽车轻量化和新能源汽车的增长,为我国ADI材料的应用,提供了良好发展机遇。
1 等温淬火球墨铸铁1.1 等温淬火球墨铸铁材料及性能等温淬火球墨铸铁,是一种由球墨铸铁通过等温淬火热处理,得到以奥铁体为主要基体的强度高、塑韧性好的铸造合金,等温淬火球墨铸铁也称奥铁体球墨铸铁。
等温淬火球墨铸铁材料屈强比(Rel/Rm)高于一般金属材料,综合力学性能优异。
ADI从系统研究、开发至今已40余年了,经历了试验研究、开发应用和产业化生产三个阶段。
由于ADI具有强度高、塑性好、动载性能高、耐磨性及吸震性好等优点,发展很快,应用范围逐步扩大。
1.2 材料标准及牌号世界各国相继颁布了等温淬火球墨铸铁性能标准,并逐步改善修订。
美国材料试验学会(ASTM)在上世纪90年代颁布了ASTM A897/A897M-90ADI,并在2006年进行了修订,美国汽车工程师学会(SAE)在2004年5月对J2477 ADI铸件标准进行了修订。
欧洲标委会(CEN)在1997年制定了ADI的标准,2000年进行了修订EN1564。
国际标准ISO1995年提出ADI标准草案,2005年正式公布;ISO17804:2005奥铁体球墨铸铁件的分级标准,附录中规定了JS/HBW400和IS/HBW450两个牌号的ADI,用于要求硬度高,需要抗磨、耐磨场合的零件。
我国于2009年制定了等温淬火球墨铸铁件国家标准GB/T24733-2009,修改采用ISO17804:2005《铸造奥铁体球墨铸铁分类》,并参照了美国ASTM A897/A897M-2006《等温淬火球墨铸铁件标准规范》,SAEJ2477-2004《汽车等温淬火球墨铸铁(ADI)件》和AGMA939-A07 5/06《齿轮用等温淬火球墨铸铁(ADI)》等国外先进标准的相关条款。
ASTMA材质规格对照表

ASTM A美标材质规格大全对照表2--ASTM A3-01(2006) 低、中、高碳素钢(未经热处理的)连接板规格ASTM A302/A302M-03 压力容器用锰钼及锰钼镍合金钢厚板规格ASTM A304-05e2 须符合端部淬火硬度要求的碳钢与合金钢棒材规格ASTM A307-07a 抗拉强度为60000psi的碳素钢螺栓和螺柱的技术规范ASTM A308/A308M-06 热浸法镀锡(铅锡合金)薄钢板规格ASTM A309-01(2007) 用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法ASTM A309-01(被ASTM A309-01(2007)代替) 用三点试验法测定长镀铅锡薄钢板镀层的重量及成份的方法ASTM A31-04e1 钢铆钉及铆钉和压力容器用棒材ASTM A311/A311M-04 压力容器用钢铆钉和铆钉用钢棒规格ASTM A312/A312M-06 无缝焊接冷加工奥氏体不锈钢管规格ASTM A313/A313M-03 不锈钢弹簧钢丝规格ASTM A314-97(2002) 锻造用不锈及耐热钢坯及钢棒规格ASTM A319-71(2006) 高温无压部件用灰铁铸件ASTM A320/A320M-07 低温用合金钢和不锈钢螺栓材料规格ASTM A322-06(被ASTM A322-07代替) 标准级合金钢棒材规格ASTM A322-07 合金钢棒材.级别ASTM A323-05 硼铁合金规格ASTM A324-73(2004) 钛铁规格ASTM A325-06(被ASTM A325-07代替) 经热处理最小抗拉强度为120/105ksi的热处理钢结构螺栓ASTM A325M-05 经热处理最小抗拉强度为830Mpa的热处理钢结构螺栓ASTM A327-91(2006) 铸铁冲击试验方法ASTM A327M-91(2006) 铸铁冲击试验方法(米制)ASTM A328/A328M-07 钢板桩规格ASTM A333/A333M-05 低温用无缝与焊接钢管规格ASTM A334/A334M-04A 低温用无缝与焊接碳素合金钢管钢管规格ASTM A335/A335M-06 高温用无缝铁素体合金钢管规格ASTM A336/A336M-06A(被ASTM A336/A336M-07代替) 压力与高温部件用合金钢锻件规格ASTM A336/A336M-07 压力与高温部件用合金钢锻件规格ASTM A338-84(2004) 铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件ASTM A34/A34M-06 磁性材料的抽样和采购试验的标准惯例ASTM A340-03a 有关磁性试验用符号和定义的术语ASTM A341/A341M-00(2005) 用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法ASTM A342/A342M-04 磁铁材料导磁率的试验方法ASTM A343/A343M-03 在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法ASTM A345-04 磁设备用平轧电炉钢ASTM A348/A348M-05 用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法ASTM A350/A350M-04A 管道部件用切口韧性试验要求的碳素钢与低合金钢锻件规格ASTM A351/A351M-06 承压零件用奥氏体、奥氏体-铁素体(复合)钢铸件规格ASTM A352/A352M-06 低温受压零件用铁素体和马氏体钢铸件规格ASTM A353/A353M-04 压力容器用经二次正火及回火处理的含9%镍的合金钢厚板规格ASTM A354-07 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格ASTM A355-89(2006) 渗氮合金钢棒规格ASTM A356/A356M-05(被ASTM A356/A356M-07代替) 汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件规格ASTM A356/A356M-07 汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件规格ASTM A358/A358M-05 高温设备与通用设备用电熔焊奥氏体铬镍不锈钢管规格ASTM A36/A36M-05 结构碳素钢规格ASTM A363-03 地面架空线用镀锌钢丝绳规格ASTM A367-60(2005) 铸铁的激冷试验方法ASTM A368-95A(2004) 不锈钢钢丝索规格ASTM A369/A369M-06 高温用锻制和镗加工碳素钢管和铁素体合金钢管规格ASTM A370-07(被ASTM A370-07a代替) 钢产品机械测试的试验方法及定义ASTM A370-07a 钢产品机械测试的试验方法及定义ASTM A372/A372M-03 薄壁压力容器用碳素钢及合金钢锻件规格ASTM A376/A376M-06 高温中心站用无缝奥氏体钢管规格ASTM A377-03 球墨铸铁压力管规范索引ASTM A380-06 不锈钢零件、设备及系统的清洁、除锈和钝化规程ASTM A381-96(2005) 高压传输系统用金属弧焊钢管规格ASTM A384/A384M-02(被ASTM A384/A384M-07代替) 钢制组装件热浸镀锌时防翘曲和变形的规程ASTM A384/A384M-07 钢制组装件热浸镀锌时防翘曲和变形的规程ASTM A385-05 提供高质量镀锌层(热浸)的规程ASTM A387/A387M-06A 压力容器用铬钼合金钢厚板规格ASTM A388/A388M-07 大型钢锻件超声波检查规程ASTM A389/A389M-03 适合高温受压部件用经特殊热处理的合金钢铸件规格ASTM A390-06 家禽饲养用镀锌钢丝栅栏结构(六角形与直线形)规格ASTM A391/A391M-01 合金钢链条规格ASTM A392-06(被ASTM A392-07代替) 镀锌钢丝制链环栅栏结构规格ASTM A392-07 根据钢棒成份及机械性能选择钢棒的推荐规程ASTM A394-07 传动塔架用镀锌和裸露钢螺栓ASTM A395/A395M-99(2004) 高温用铁素体球墨铸铁受压铸件ASTM A400-69(2006) 根据钢棒成份及机械性能选择钢棒的推荐规程ASTM A401/A401M-03 铬硅合金钢丝规格ASTM A403/A403M-06(被ASTM A403/A403M-07代替) 锻制奥氏体管不锈钢管配件规格ASTM A403/A403M-07 锻制奥氏体管不锈钢管配件规格ASTM A407-07 冷拉卷绕型弹簧钢丝规格ASTM A407-93(2004)(被ASTM A407-07代替) 冷拉卷绕型弹簧钢丝规格ASTM A409/A409M-01(2005) 腐蚀或高温下使用的大直径奥氏体焊接钢管规格ASTM A411-03 镀锌低碳钢铠装线规格ASTM A413/A413M-01 碳素钢链条规格ASTM A414/A414M-06(被ASTM A414/A414M-07代替) 压力容器用碳素钢薄板规格ASTM A414/A414M-07 室内装饰弹簧装置用冷拉之字型、方型和正弦型钢丝规格ASTM A416/A416M-06 预应力混凝土用无镀层七股钢绞线规格ASTM A417-93(2004) 室内装饰弹簧装置用冷拉之字型、方型和正弦型钢丝规格ASTM A418/A418M-05(被ASTM A418/A418M-07代替) 涡轮机和发动机钢转子锻件超声波检验的试验方法ASTM A418/A418M-07 涡轮机和发动机钢转子锻件超声波检验的试验方法ASTM A420/A420M-07 低温用锻制碳素钢和合金钢管配件规格ASTM A421/A421M-05 预应力混凝土用无镀层应力消失钢丝规格ASTM A423/A423M-95(2004) 无缝和电焊接低合金钢管规格ASTM A424-06 搪瓷用钢薄板规格ASTM A426/A426M-05(被ASTM A426/A426M-07代替) 高温作业用离心浇铸铁素体合金钢管规格ASTM A426/A426M-07 高温作业用离心浇铸铁素体合金钢管规格ASTM A427-02 冷轧与热轧用锻制合金钢轧辊规格ASTM A428/A428M-06 铝覆铁或钢件覆层的重量(质量)的试验方法ASTM A434-06 热轧与冷精轧经淬火及回火的合金钢棒规格ASTM A435/A435M-90(2007) 中厚钢板直射束超声检测规格ASTM A437/A437M-06 高温用经特殊热处理的涡轮型合金钢螺栓材料规格ASTM A439-83(2004) 奥氏体可锻铸铁铸件ASTM A447/A447M-93(2003) 高温用镍铬铁合金钢铸件(25-12级)规格ASTM A449-07a 经淬火和回火的钢螺栓和螺柱ASTM A450/A450M-04A 碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求规格ASTM A451/A451M-06 高温用离心浇铸奥氏体钢管规格ASTM A453/A453M-04 具有同奥氏体钢相类似膨胀系数的耐高温螺栓材料规格ASTM A455/A455M-03 压力容器用高强度锰碳钢中厚板规格ASTM A456/A456M-99(2003) 大曲轴锻件磁粉探伤规格ASTM A459-97(2003) 镀锌扁钢铠装带规格ASTM A460-94(2004)e1 包铜钢丝绳规格ASTM A463/A463M-06 热浸法铝覆层薄钢板规格ASTM A466/A466M-01 非焊接碳素钢链规格ASTM A467/A467M-01(2006) 机器链和盘旋链规格ASTM A469/A469M-07 发电机转子用经真空处理钢锻件的规格ASTM A47/A47M-99(2004) 铁素体可锻铁铸件ASTM A470/A470M-05e1 涡轮机转子和轴用经真空处理的碳钢和合金钢锻件规格ASTM A471-06 涡轮机转子盘和叶轮用经真空处理的合金钢锻件规格ASTM A472/A472M-05 汽轮机轴和转子锻件热稳定性的试验方法ASTM A473-01 不锈钢及耐热钢锻件规格ASTM A474-03 镀铝钢丝绳规格ASTM A475-03 镀锌钢丝绳规格ASTM A478-97(2002) 铬镍不锈钢和耐热钢制编织钢丝规格ASTM A479/A479M-06A 锅炉及其它压力容器用不锈钢棒材和型材规格ASTM A48/A48M-03 灰铸铁铸件标准技术条件ASTM A480/A480M-06b 平轧不锈钢及耐热钢中厚板、薄板及带材的一般要求规格ASTM A481-05 铬金属规格ASTM A482-05 硅铬铁合金规格ASTM A483-04 硅锰合金规格ASTM A484/A484M-06b 不锈钢棒材、方钢坯和锻件的通用要求规格ASTM A485-03 高硬度减磨轴承钢规格ASTM A487/A487M-93(2003) 受压钢铸件规格ASTM A488/A488M-06(被ASTM A488/A488M-07代替) 钢铸件焊接人员及工艺评定规程ASTM A488/A488M-07 钢铸件焊接人员及工艺评定规程ASTM A489-04e1 碳素钢吊耳ASTM A490-06 最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓ASTM A49-01(2006) 热处理碳钢铁连接杆、微合金连接杆和锻造碳素钢异形连接杆规格ASTM A490M-04ae1 最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓ASTM A491-03 经热处理的碳素钢连接板规格ASTM A492-95(2004) 耐热不锈钢丝绳用钢丝规格ASTM A493-95(2004) 冷镦和冷锻不锈钢和耐热钢丝及钢丝棒规格ASTM A494/A494M-05(被ASTM A494/A494M-07代替) 镍及镍合金铸件规格ASTM A494/A494M-07 镍及镍合金铸件规格ASTM A495-06 硅钙及硅锰钙合金规格ASTM A496/A496M-05 混凝土钢筋用变形钢丝规格ASTM A497/A497M-06e1 混凝土用异形焊接钢丝补强规格ASTM A498-06 无缝与焊接碳素钢,铁素体与奥氏体合金钢制有整体散热片的换热器钢管规格ASTM A499-89(2002) 用T型钢轨轧制的碳素钢棒材及型材的规格ASTM A500-03A 结构用碳素钢冷成形圆截面和异形截面焊接钢管和无缝钢管规格ASTM A501-07 热成型焊接碳钢结构管材和无缝碳钢结构管材规格ASTM A502-03 结构钢铆钉规范ASTM A503/A503M-01(2006) 锻造曲轴超声波检验规格ASTM A504/A504M-07 锻制碳钢轮规格ASTM A505-00(2005) 热轧及冷轧合金钢薄板和带材的一般要求规格ASTM A506-05 热轧和冷轧合金钢及结构合金钢薄板与带材规格ASTM A507-06 热轧和冷轧拉制合金钢薄板及带材规格ASTM A508/A508M-05b 压力容器用淬火和回火真空处理碳素钢和合金钢锻件规格ASTM A510-06 碳素钢盘条和粗圆钢丝的一般要求规格ASTM A510M-06 碳素钢盘条和粗圆钢丝的一般要求规格(米制)ASTM A511-04 无缝不锈钢机械管系的规格ASTM A512-06 冷拉对焊碳素钢机械管规格ASTM A513-07 电阻焊碳素钢与合金钢机械管规格ASTM A514/A514M-05 焊接用经回火与淬火的高屈服强度合金钢中厚板规格ASTM A515/A515M-03 中温及高温压力容器用碳素钢中厚板规格ASTM A516/A516M-06 中温及低温设备用压力容器碳素钢中厚板规格ASTM A517/A517M-06 压力容器用经回火与淬火的高强度合金钢中厚板规格ASTM A518/A518M-99(2003) 耐蚀高硅铁铸件ASTM A519-06 无缝碳素钢与合金钢机械管系规格ASTM A521/A521M-06 一般工业用闭式模锻模锻件规格ASTM A522/A522M-07 低温工作用锻制或轧制含镍8%和9%的合金钢法兰、配件、阀门和零件的规格ASTM A523-96(2005) 高压管型电缆通路用平头端无缝及电阻焊钢管规格ASTM A524-96(2005) 环境温度和低温用无缝碳素钢管规格ASTM A529/A529M-05 优质高强度碳锰结构钢规格ASTM A53/A53M-06A 热浸镀锌黑钢焊接管及无缝管规格ASTM A530/A530M-04A 特种碳素钢及合金钢管一般要求规格ASTM A531/A531M-91(2006) 汽轮发电机钢挡圈的超声波检验规程ASTM A532/A532M-93a(2003) 耐磨铸铁ASTM A533/A533M-93(2004)e1 压力容器用经回火和淬的锰钼及锰钼镍合金钢中厚板规格ASTM A534-04 耐磨轴承用渗碳钢规格ASTM A537/A537M-06 压力容器用经热处理的碳锰硅钢中厚板规格ASTM A540/A540M-06 专用合金钢螺栓连接材料规格ASTM A541/A541M-05 压力容器部件用经淬火和回火的碳素钢及合金钢锻件规格ASTM A542/A542M-99(2004)e1 压力容器用经淬火和回火的铬钼、铬钼钒和铬钼钒钛硼合金钢中厚板规格ASTM A543/A543M-93(2004)e1 压力容器用经淬火和回火的镍铬钼合金钢厚板规格ASTM A550-06 铌铁合金规格ASTM A551/A551M-05(被ASTM A551/A551M-07代替) 铁路和高速运输用碳素钢轮箍规格ASTM A551/A551M-07 铁路和高速运输用碳素钢轮箍规格ASTM A553/A553M-06 压力容器用经回火和淬火的含8%及9%镍的合金钢中厚板规格ASTM A554-03 焊接的不锈钢机械管系规格ASTM A555/A555M-05 不锈钢丝和盘条一般要求规格ASTM A556/A556M-96(2005) 给水加热器冷拉无缝碳素钢管规格ASTM A560/A560M-05 铬镍合金铸件规格ASTM A561-71(2004) 工具钢棒材宏观组织腐蚀试验规程ASTM A562/A562M-06 有玻璃涂层或扩散的金属涂层的压力容器用碳素钢和锰钛合金钢厚板规格ASTM A563M-06 碳素钢及合金钢螺母技术规范(米制)ASTM A564/A564M-04 热锻及冷加工时效硬化不锈及耐热钢棒及型材规格ASTM A565/A565M-05A 高温设备用马氏体不锈钢棒材规格ASTM A568/A568M-06A(被ASTM A568/A568M-07代替) 高强度低合金热轧和冷轧结构碳素钢薄板一般要求规格ASTM A568/A568M-07 高强度低合金热轧和冷轧结构碳素钢薄板一般要求规格ASTM A571/A571M-01(2006) 适用于低温压力容器零件的奥氏体球墨铸铁件ASTM A572/A572M-07 高强度低合金铬钒结构钢规格ASTM A573/A573M-05 增强韧性的结构用碳素钢中厚板规格ASTM A574-04e1 合金钢内六角螺钉ASTM A574M-04e1 合金钢内六角螺钉(米制)ASTM A575-96(2002) 商品级碳素钢棒规格(M级)ASTM A576-90b(2006) 特级热锻碳素钢棒规格ASTM A577/A577M-90(2007) 中厚钢板超声波斜射束检测规格ASTM A578/A578M-96(2001) 直射束超声波检验专用的普通钢板和复合钢板规格ASTM A579/A579M-04A 超强度合金钢锻件规格ASTM A580/A580M-06 耐热不锈钢丝规格ASTM A581/A581M-95b(2004) 易切高速切削用耐热不锈钢丝和钢丝棒规格ASTM A582/A582M-05 易切削不锈钢棒规格ASTM A586-04A 镀锌平行与螺旋钢丝结构索规格ASTM A587-96(2005) 化学工业用电阻焊低碳素钢管规格ASTM A588/A588M-05 4 in. (100 mm)厚屈服点最小为50 ksi /平方英寸(345 MPa)的高强度低合金结构钢规格ASTM A589/A589M-06 无缝焊接碳钢水井管规格ASTM A592/A592M-04 压力容器用经回火和淬火的高强度低合金钢锻制附件及零件规格ASTM A595/A595M-06 结构用锥形低碳钢管或高强度低碳钢管规格ASTM A596/A596M-95(2004) 用环形试验法和冲击法测定材料的直流磁性能的试验方法ASTM A597-87(2004) 铸造工具钢规格ASTM A598/A598M-02 磁放大器磁芯的磁性能测试法ASTM A599/A599M-02 冷轧电解镀锡钢薄板规格ASTM A6/A6M-07 轧制结构钢棒、薄板、中厚板和打板桩的一般要求规格ASTM A600-92A(2004) 高速工具钢规格ASTM A601-05 电解锰金属规格ASTM A602-94(2004) 汽车用可锻铸铁件ASTM A603-98(2003) 镀锌钢丝结构绳规格ASTM A604/A604M-07 自耗电极再溶化钢棒材与钢坯宏观腐蚀试验方法ASTM A604-93(2003)(被ASTM A604/A604M-07代替) 自耗电极再溶化钢棒材与钢坯宏观腐蚀试验方法ASTM A606-04 高强度、低合金、热轧和冷轧且具有较好耐环境腐蚀性的钢、钢板及钢带规格ASTM A608/A608M-06 高温承压设备用铁-铬-镍高合金离心铸造管规格ASTM A609/A609M-91(2002) 碳素低合金马氏体不锈钢铸件的超声波检查规程ASTM A610-79(2004) 铁合金尺寸测量用样品的取样及试验方法ASTM A612/A612M-03 中温及低温压力容器用高强度碳素钢中厚板规格ASTM A615/A615M-07 混凝土钢筋用变形及普通碳素钢棒材规格ASTM A618/A618M-04 热成形焊接及无缝高强度低合金结构管材规格ASTM A623-06A 锡轧制产品一般要求规格ASTM A623M-06A 锡轧制产品的一般要求规格(米制)ASTM A624/A624M-03 一次压延的锡轧制产品和电镀锡薄板规格ASTM A625/A625M-03 一次压延的锡轧制产品和未镀锡的黑钢板规格ASTM A626/A626M-03 二次压延的锡轧制产品和电镀锡薄板规格ASTM A627-03 用于安全用途的均质机床不易加工的钢棒规格ASTM A630-03 测定电镀锡板锡镀层重量的试验方法ASTM A632-04 普通无缝和焊接奥氏体不锈钢管(小直径)规格ASTM A633/A633M-01(2006) 正火的高强度低合金结构钢规格ASTM A635/A635M-06A 高强度低合金及具有经改进可成形性的高强度低合金热轧碳素钢薄板和带材及卷材通用要求规格ASTM A636-76(2004) 氧化镍烧结块规格ASTM A638/A638M-00(2004) 高温作业用沉淀硬化铁基超合金棒材、锻件和锻坯规格ASTM A640-97(2002)e1 8字型电缆架设支架用镀锌钢丝绳规格ASTM A641/A641M-03 镀锌碳素钢钢丝规格ASTM A644-05 铁铸件的相关术语ASTM A645/A645M-05 压力容器用经特殊热处理的5%镍合金钢中厚板规格ASTM A646/A646M-06 航空器与航天器锻件用优质合金钢坯及坯段规格ASTM A648-04ASTM A 预应力混凝土管用冷拔钢丝规格ASTM A649/A649M-04 波纹纸机械用锻制钢辊规格ASTM A650/A650M-03 二次压延的锡轧制品、黑钢板规格ASTM A65-07 钢轨道道钉规格ASTM A653/A653M-06A(被ASTM A653/A653M-07代替) 热浸法镀锌或镀锌铁合金钢薄板规格ASTM A653/A653M-07 热浸处理的镀锌铁合金或镀锌合金薄钢板的标准规范ASTM A656/A656M-05e1 具有经改进的可成形性的热轧结构钢、高强度低合金中厚板规格ASTM A657/A657M-03 一次和二次压延的锡轧制产品及电镀覆铬未镀锡黑钢板的规格ASTM A659/A659M-06 商业级热轧碳素钢薄板和带材(最大含碳量为0.16%-0.25%)规格ASTM A66-07 钢螺纹道钉规格ASTM A660-96(2005) 高温下用离心铸造碳素钢管规格ASTM A662/A662M-03 中低温作业用碳-锰-硅钢压力容器板规格ASTM A663/A663M-89(2006) 机械性能要求的商品级碳素钢棒规格(AASHTO M227/M227M)ASTM A664-06e1 在ASTM规范中对电工钢和层压钢级别的识别ASTM A666-03 退火的或冷加工的奥氏体不锈钢厚钢板、带材、薄板和扁材规格ASTM A667/A667M-87(2003) 离心铸造的双金属(灰口及白口铸铁)圆柱体ASTM A668/A668M-04 一般工业用碳素钢和合金钢锻件规格ASTM A67-00(2005) 低碳钢及高碳钢热加工连接板规格ASTM A671-06 常温和较低温用电熔焊钢管规格ASTM A672-06 中温高压作业用电熔焊钢管规格ASTM A673/A673M-07 结构钢冲击试验用取样方法规格ASTM A674-05 水或其它液体用球墨铸铁管的聚乙烯包装ASTM A675/A675M-03e1 特级热锻碳素钢棒机械性能要求规格ASTM A677-05e1 全处理型无取向电工钢ASTM A678/A678M-05 结构用经回火和淬火的碳素钢和高强度低合金钢中厚板规格ASTM A679/A679M-06 硬拔高抗拉强度钢丝规格ASTM A681-94(2004) 工具钢合金规格ASTM A682/A682M-05 冷轧高碳素钢带材一般要求规格ASTM A683-05e1 半处理型无取向电工钢ASTM A684/A684M-06 冷轧高碳钢带材规格ASTM A686-92(2004) 碳素工具钢规格ASTM A688/A688M-04 给水加热器用奥氏体不锈钢焊接管规格ASTM A689-97(2002) 弹簧用碳素钢及合金钢棒规格ASTM A690/A690M-07 海洋环境用耐大气腐蚀的高强度低合金镍、铜、含磷钢H型桩和钢板桩规格ASTM A691-98(2002) 高温下高压用电熔焊碳素钢和合金钢管规格ASTM A693-06 沉淀硬化耐热不锈钢中厚板、薄板和带材规格ASTM A694/A694M-03 高压传输线用碳素钢及合金钢管法兰、配件、阀门及零件用锻件规格ASTM A696-90A(2006) 压力管系部件用特殊的热锻或冷精轧碳素钢棒规格ASTM A700-05 船运钢产品的包装、标志和装船方法规程ASTM A701-05 硅锰铁规格ASTM A702-89(2006) 热锻钢栅栏柱和组件规格ASTM A703/A703M-07 承压部件用钢铸件通用要求规格ASTM A704/A704M-06 混凝土钢筋用焊接普通钢棒或钢筋网规格ASTM A705/A705M-95(2004) 时效硬化的不锈及耐热钢锻件规格ASTM A706/A706M-06A 混凝土钢筋用低合金钢异形及普通棒材规格ASTM A707/A707M-02(2007) 低温用锻制碳素钢和合金钢法兰规格ASTM A709/A709M-07 桥梁用结构钢规格ASTM A710/A710M-02(2007) 沉淀加强低碳镍铜铬钼钶合金结构钢中厚板规格ASTM A711/A711M-07 钢锻坯规格ASTM A712-97(2002) 软磁性合金电阻率的测试方法ASTM A713-04 热处理部件用高碳弹簧钢丝规格ASTM A714-99(2003) 高强度低合金焊接钢管和无缝钢管规格ASTM A716-03 球墨铸铁涵洞管ASTM A717/A717M-06 单片样品表面绝缘电阻率的试验方法ASTM A719/A719M-02 磁性材料的叠装系数的试验方法ASTM A720/A720M-02 无取向电工钢延展性的试验方法ASTM A721/A721M-02 取向的电工钢的延展性试验方法ASTM A722/A722M-07 预应力混凝土用未镀覆高强度钢棒材规格ASTM A723/A723M-02 高强度压力元件用合金钢锻件规格ASTM A724/A724M-04 焊接多层式压力容器用经淬火及回火的碳锰硅钢压力容器中厚板规格ASTM A726-05 半成品型冷轧磁性迭片级钢ASTM A727/A727M-02(2007) 具有内在切口韧性的管道部分用碳素钢锻件规格ASTM A729/A729M-06 大量运输及电气列车设备用经热处理的合金钢轮轴规格ASTM A732/A732M-05 通用熔模铸造碳钢铸件和低合金钢铸件及高温高强度钴合金铸件规格ASTM A733-03 焊接及无缝碳素钢及奥氏体不锈钢管螺纹接套规格ASTM A734/A734M-87A(2003) 压力容器用经淬火和回火的合金钢和高强度低合金钢中厚板规格ASTM A735/A735M-03 压力容器用中温和低温下使用的低碳锰钼铌合金钢中厚板规格ASTM A736/A736M-03 压力容器用低碳时效硬化的镍铜铬钼铌和镍铜锰钼铌合金钢中厚板规格ASTM A737/A737M-99(2004) 高强度低合金钢压力容器板规格ASTM A738/A738M-05 压力容器用中温和低温下使用的经热处理的碳锰硅钢中厚板规格ASTM A739-90A(2006) 高温或承压部件或两者用热锻合金钢棒规格ASTM A74-06 铸铁污水管及配件的技术规范ASTM A740-98(2003) 金属器具织物(机织或焊接电镀钢丝织物)规格ASTM A741-98(2003) 铸铁污水管与管件规格ASTM A742/A742M-03 波纹钢管用预涂聚合物和金属涂覆钢薄板规格(AASHTO M246/M246M)ASTM A743/A743M-06 一般用耐磨蚀铬铁及镍铬铁合金铸件规格ASTM A744/A744M-06 严酷条件下使用的耐腐蚀镍铬铁合金铸件规格(AASHTO M285/M285M)ASTM A745/A745M-94(2003) 奥氏体钢锻件的超声波检验ASTM A746-03 排污管用球墨铸铁ASTM A747/A747M-04(被ASTM A747/A747M-07代替) 沉淀硬化不锈钢铸件规格ASTM A747/A747M-07 沉淀硬化不锈钢铸件ASTM A748/A748M-87(2003) 压力容器用静态铸造的激冷白口铁-灰口铁双金属轧辊ASTM A749/A749M-97(2002) 热轧高强度低合金碳素钢带通用要求规格ASTM A751-07(被ASTM A751-07a代替) 钢产品化学分析试验方法、规程和术语ASTM A751-07a 钢产品化学分析方法试验及定义ASTM A752-04 合金钢制钢丝棒及粗圆钢丝的一般要求规格ASTM A752M-04 合金钢制钢丝棒及粗圆钢丝的一般要求规格(米制)ASTM A753-02 镍铁软磁合金ASTM A754/A754M-06 使用X射线荧光法对钢上金属镀层的镀层重量(质量)的试验方法ASTM A755/A755M-03 室外露天建筑产品用热浸金属敷层和线材卷经预涂漆的钢薄板规格ASTM A756-94(2001) 不锈耐磨轴承钢规格ASTM A757/A757M-00(2004) 低温下承压设备及其它设备用铁素体和马氏体的钢铸件规格ASTM A758/A758M-00(2005) 具有经改进冲击韧性的锻制碳素钢对接焊管道配件规格ASTM A759-00(2005) 碳素钢吊车轨规格ASTM A760/A760M-06 污水管和排污管用金属镀层波纹钢管规格ASTM A761/A761M-04 野外栓接管、管拱和拱用镀锌波纹结构钢中厚板规格(AASHTO M167/M167M)ASTM A762/A762M-00 下水道和排水沟用预涂聚合物波纹钢管(AASHTO M245/M245M) ASTM A763-93(2004) 铁素体不锈钢晶间腐蚀敏感性检测规格ASTM A764-07 弹簧用按尺寸涂敷及拉制的金属镀敷碳钢丝的规格ASTM A765/A765M-04 具有强制性韧性要求的压力容器部件用碳素钢及低合金钢锻件规格ASTM A767/A767M-05 混凝土钢筋用镀锌钢棒规格ASTM A768/A768M-05 涡轮机转轮和轴用经真空处理的12%铬合金钢锻件规格ASTM A769/A769M-05 高强度电阻锻焊碳素钢结构型材ASTM A770/A770M-03 特殊用钢中厚板整个厚度的抗拉试验规格ASTM A772/A772M-00(2005) 正弦电流用材料的交流磁导率的试验方法ASTM A773/A773M-01 用带直流电子的磁滞曲线记录仪的(B-H)回路法测量材料的磁性能的标准试验方法ASTM A774/A774M-06 低温和中温一般腐蚀用焊接的锻制奥氏体不锈钢配件规格ASTM A775/A775M-06(被ASTM A775/A775M-07代替) 环氧树脂镀层钢配筋规格ASTM A775/A775M-07 环氧树脂镀层钢配筋规格ASTM A778-01 焊接未退火的奥氏体不锈钢管形制品的规格ASTM A779/A779M-05 预应力混凝土用无镀敷、紧密、应力释放的七股绞钢丝索规格ASTM A780-01(2006) 热浸电镀层损坏及未涂覆地方的修补规格ASTM A781/A781M-06 一般工业用钢及合金钢铸件通用要求规格ASTM A782/A782M-06 压力容器用经淬火和回火的锰铬钼硅锆合金钢中厚板规格ASTM A786/A786M-05 热轧碳素钢、低合金钢、高强度低合金钢和合金钢楼面板规格ASTM A787-05 电阻焊金属涂覆碳素钢机械管规格ASTM A788/A788M-06 钢锻件一般要求规格ASTM A789/A789M-05b 通用无缝与焊接铁素体/奥氏体不锈钢管规格ASTM A790/A790M-05b 无缝与焊接铁素体/奥氏体不锈钢管规格ASTM A792/A792M-06A 热浸法55%铝-锌合金镀敷薄钢板规格ASTM A793-96(2001) 不锈钢轧制楼板规格ASTM A794-06 商品冷轧碳素钢薄板(最高含碳量为0.16%-0.25%)规格ASTM A795/A795M-04(被ASTM A795/A795M-07代替) 消防用黑色和热浸镀锌(镀锌)焊接与无缝钢管规格ASTM A795/A795M-07 消防用黑色和热浸镀锌(镀锌)焊接与无缝钢管规格ASTM A796/A796M-06 雨水管、污水管和其它地下设备用波纹钢管、管拱和拱形结构设计规程ASTM A798/A798M-01 污水道和其他设备用工厂制波纹钢管安装规程ASTM A799/A799M-04 估价铁素体含量用仪器校准不锈钢铸件规格ASTM A800/A800M-01(2006) 估价奥氏体合金钢铸件中铁素体含量的规程ASTM A801-04 铁钴高磁性饱和合金ASTM A802/A802M-95(2006) 目测检定铸件表面是否符合标准的规程ASTM A803/A803M-03 焊接铁素体不锈钢给水加热器管规格ASTM A804/A804M-04 在电力频率下用薄钢板型试样对材料交流磁特性的测试方法ASTM A805-93(2002) 冷轧碳素钢扁平丝规格ASTM A807/A807M-02e1 污水道和其他设施用波纹钢结构中厚板管的安装规程ASTM A809-03 镀铝碳素钢丝规格ASTM A810-01 镀锌钢管绕网规格ASTM A811-03 粉末冶金技术制造的软磁铁零件ASTM A813/A813M-01(2005) 单或双焊奥氏体不锈钢管规格ASTM A814/A814M-05 冷加工焊接奥氏体不锈钢管规格ASTM A815/A815M-07 锻制铁素体、铁素体/奥氏体和马氏体不锈钢管配件规格ASTM A817-03 链环栅栏结构用金属涂覆钢丝规格ASTM A818-06 镀铜碳素钢丝规格ASTM A82/A82M-05A 混凝土钢筋用普通钢丝规格ASTM A820/A820M-06 钢纤维混凝土用钢纤维规格ASTM A821/A821M-05 预应力混凝土贮水池用冷拉钢丝规格ASTM A822/A822M-04 液压系统用无缝冷拔碳钢管规格ASTM A824-01(2007) 链环栅栏用Marcelled拉力金属涂覆钢丝规格ASTM A824-01(被ASTM A824-01(2007)代替) 链环栅栏用Marcelled拉力金属涂覆钢丝规格ASTM A827/A827M-02(2007) 锻件及类似产品用碳素钢中厚板规格ASTM A829/A829M-06 合金结构钢中厚板规格ASTM A830/A830M-06 符合化学成份要求的结构用优质碳素钢中厚板规格ASTM A832/A832M-06 压力容器用铬钡以及铬钼钒钛硼合金钢规格ASTM A833-84(2001) 用比较硬度测试仪测定金属材料硬刻痕推荐规格ASTM A834-95(2006) 一般工业用铁铸件的一般要求ASTM A835/A835M-84(2005) 铁合金和合金添加物尺寸规格ASTM A836/A836M-02(2007) 玻璃内衬管和压力容器用钛稳定碳素钢锻件规格ASTM A837/A837M-06 渗碳设备用合金钢锻件规格ASTM A838-02(2007) 继电器用易切削铁素体不锈软磁合金技术规范ASTM A839-02 软磁用途的磷铁粉末冶金制造的零件技术规范ASTM A840-06 全处理的磁性夹层钢ASTM A841/A841M-03A 压力容器用热机械控制工艺加工(TMCP)的中厚钢板规格ASTM A842-85(2004) 致密石墨铁铸件ASTM A844/A844M-04 直接淬火加工的压力容器用含9%镍的合金钢中厚板规格ASTM A847/A847M-05 具有经改进的抗环境腐蚀性的冷成型焊接及无缝高强度低合金结构管规格ASTM A848-01(2006) 低碳磁铁ASTM A849-00(2005) 波纹钢排水管和污水管后涂敷层、铺面材料和衬里规格ASTM A852/A852M-03(2007) 经淬火与回火的低合金结构钢中厚板[厚度为4英寸(100毫米),最小屈服强度70000磅/平方英寸(485兆帕)]规格(AASHTO M313/M313M)ASTM A852/A852M-03(被ASTM A852/A852M-03(2007)代替) 经淬火与回火的低合金结构钢中厚板[厚度为4英寸(100毫米),最小屈服强度70000磅/平方英寸(485兆帕)]规格(AASHTO M313/M313M)ASTM A853-04 普通用碳素钢丝规格ASTM A854/A854M-98(2003) 金属镀层光面高强度钢栅栏和格构钢丝规格ASTM A855/A855M-03 锌-5%铝-铈合金涂覆的钢丝绳规格ASTM A856/A856M-03 锌-5%铝-铈合金涂覆的碳素钢丝规格ASTM A857/A857M-07 冷成形轻型薄钢板桩规格ASTM A858/A858M-07 低温和腐蚀下用经热处理的碳素钢零件的规格ASTM A859/A859M-04 压力容器部件用时效硬化镍铜铬钼铌低碳合金钢锻件规格ASTM A860/A860M-00(2005) 锻制高强度低合金钢对焊配件规格ASTM A861-04 高硅铁管和配件ASTM A862/A862M-98(2003) 波纹钢污水管和排水管上沥青覆层涂敷规程ASTM A865/A865M-06 管接合用黑钢或覆锌(镀锌)焊接或无缝管接头规格ASTM A866-01 抗磨轴承用中碳钢规格ASTM A871/A871M-03(2007) 抗空气腐蚀的高强度低合金结构钢中厚板规格ASTM A871/A871M-03(被ASTM A871/A871M-03(2007)代替) 抗空气腐蚀的高强度低合金结构钢中厚板规格ASTM A872/A872M-07A 腐蚀环境用离心铸造铁素体/奥氏体不锈钢管规格ASTM A874/A874M-98(2004) 适于低温使用的铁素体球墨铸铁铸件ASTM A875/A875M-06 热浸处理的锌-5%铝合金涂覆的钢薄板规格ASTM A876-03 全处理型平轧的晶粒取向的硅铁电工钢ASTM A877/A877M-05 阀弹簧用优质铬硅合金钢丝规格ASTM A878/A878M-05 阀弹簧用优质经改良铬钒钢丝规格ASTM A879/A879M-06 要求指定每个表面涂层质量的设备用电解法镀锌薄钢板规格ASTM A881/A881M-05 预应力混凝土铁路轨枕用应力消失或低应力释放的异形钢丝规格ASTM A882/A882M-04A 有环氧涂层的七根线预应力钢丝绳规格ASTM A884/A884M-06 环氧涂层钢丝和焊接钢丝加固规格ASTM A886/A886M-05 预应力混凝土用应力消除的七线齿纹钢丝绳规格ASTM A887-89(2004) 核设备用经硼酸处理过的不锈钢中厚板、薄板及带材规格。
等温淬火球铁生产工艺问答
上述等温转变反应称为奥氏体等温转变反应的第一阶段反应。 如果在等温盐浴中保温时间过长,超过 3-4 小时,高碳奥氏体将 分解为更加稳定的铁素体和碳化物,这一反应类似于钢中贝氏体的反 应。碳化物的差异对于 ADI 的机械性能是非常有害的,特别是明显降 低延伸率和韧性,所以,应当尽量避免碳化物的出现,碳化物从高碳 奥氏体中析出的反应称为奥氏体等温转变的第二阶段反应。 理想的奥氏体等温转变时间应该是在第一阶段刚刚结束,而第二 阶段反应尚未开始时出炉空冷。 8 如何安排 ADI 铸件加工流程? 对需加工的 ADI 零件,一般先进行粗加工,尤其是生产高强度、高硬 度的零件,热处理后硬度高,应先进行粗加工。热处理后进行精加工。 高韧性的 ADI 零件的硬度和珠光体球铁相近,可在热处理后进行粗、 精加工,为减少热处理工件的重量和节能,也可以先粗加工,后精加 工。 9 ADI 用等温淬火介质组成和特性如何?
美国 ADI 标准
等级
抗拉强度 屈服强度 延伸 冲击吸
MPa
MPa 率(%) 收功(J)
750-500-11 750
500
11
110
900-650-9
900
650
9
100
1050-750-7 1050
750
7
80
1200-850-4 1200
850
4
45
典型硬 度(HB) 241-302 269-341 302-375 341-444
对于壁厚均匀且较小的工件好,或加热速度较慢的炉子,采取连 续加热的工艺;对于壁ቤተ መጻሕፍቲ ባይዱ不均、厚大件,装炉量大时,采用阶段加热 工艺,效果较好。即在 500℃-650℃保温 1-1.5 小时,使工件表面和 心部温度趋于一致,再升温到奥氏体化温度。
ASTM标准号A B C
ASTM标准号A B CASTM A/B/C/D/E/F/G 2006年标准,只为索引无下载A3-01(2006) 低、中、高碳素钢鱼尾(连接)板A20/A20M-06 压力容器用钢板材通用要求A34/A34M-06 磁性材料的抽样和采购试验的标准惯例A49-01(2006) 经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板A53/A53M-06 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范A74-06 铸铁污水管及配件的技术规范A106/A106M-06a 高温用无缝碳素钢管A135/A135M-06 电阻焊钢管A159-83(2006) 汽车用灰铁铸件A181/A181M-06 普通锻制碳素钢管的规格A182/A182M-06 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件A184/A184M-06 混凝土加筋用变形钢筋编织网A185-06e1 钢筋混凝土用焊接钢丝结构A193/A193M-06a 高温设备用合金钢和不锈钢螺栓材料A194/A194M-06a 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格A197/A197M-00(2006) 化铁炉用可锻铸铁A213/A213M-06ae1 无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管A227/A227M-06 机械弹簧用冷拉钢丝A234/A234M-06 中温与高温下使用的锻制碳素钢及合金钢管配件A240/A240M-06c 压力容器用耐热铬及铬镍不锈钢板、薄板及带材A275/A275M-06 钢锻件的磁粉检查试验方法A276-06 不锈钢棒材和型材A278/A278M-01(2006) 适用于650F容压部件用灰铸铁件的技术规范A312/A312M-06 无缝和焊接奥氏体不锈钢管A319-71(2006) 高温无压部件用灰铁铸件A322-06 合金钢棒材.级别A325-06 经热处理最小抗拉强度为120/105ksi的热处理钢结构螺栓A327-91(2006) 铸铁冲击试验方法A327M-91(2006) 铸铁冲击试验方法(米制)A335/A335M-06 高温用无缝铁素体合金钢管A336/A336M-06 压力与高温部件用合金钢锻件规格A351/A351M-06 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范A352/A352M-06 低温受压零件用铁素体和马氏体钢铸件规格A355-89(2006) 渗氮用合金钢棒A369/A369M-06 高温用锻制和镗孔碳素钢管和铁素体合金钢管A370-06 钢制品机械测试的标准试验方法和定义A376/A376M-06 高温中心站用无缝奥氏钢管A380-06 不锈钢零件、设备和系统的清洗和除垢A387/A387M-06 压力容器用铬钼合金钢板A390-06 饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A400-69(2006) 钢棒的成分及机械性能选择指南A403/A403M-06 锻制奥氏体不锈钢管配件A414/A414M-06 压力容器用碳素薄钢板A416/A416M-06 预应力混凝土用无涂层七股钢铰线A420/A420M-06 低温下用锻制碳素钢和合金钢管配件A424-06 搪瓷用钢薄板A434-06 热轧与冷精轧经回火及淬火的合金钢棒A436-84(2006) 奥氏体灰口铁铸件A437/A437M-06 高温用经特殊处理的涡轮型合金钢螺栓材料A451/A451M-06 高温用离心铸造的奥氏体钢管A466/A466M-01 非焊接碳素钢链A467/A467M-01(2006) 机器链和盘旋链A469/A469M-06 用于发电机转子的真空处理钢锻件A471-06 涡轮转子转盘和转轮用真空处理合金钢锻件技术规范A479/A479M-06a 锅炉及压力容器用不锈钢和耐热钢棒与型材A480/A480M-06a 扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A484/A484M-06a 不锈及耐热锻钢棒,钢坯及锻件的规格A488/A488M-06 钢铸件焊接规程和工作人员的合格鉴定A490-06 最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓A495-06 硅钙合金钢技术规范A497/A497M-06e1 钢筋混凝土用焊接变形钢丝网A498-06 无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管A503/A503M-01(2006)e1 锻制大型曲轴的超声波检验A507-06 优质拉拔,热轧和冷轧合金钢薄板与带材A510-06 碳素钢盘条和粗圆钢丝通用要求A510M-06 碳素钢盘条和粗圆钢丝通用要求A512-06 冷拉对缝焊碳素钢机械管A513-06a 电阻焊碳素钢与合金钢机械钢管A516/A516M-06 中温及低温压力容器用碳素钢板A519-06 无缝碳素钢与合金钢机械管A522/A522M-06 低温用锻制或轧制含镍8%和9%的合金钢法兰,配件,阀门和零件规格A531/A531M-91(2006) 涡轮发电机钢定位环的超声波检验A537/A537M-06 压力容器用经热处理的碳锰硅钢板A540/A540M-06 特殊用途的合金钢螺栓材料A550-06 铌铁合金A553/A553M-06 压力容器用经回火和淬火的含8%及9%镍的合金钢板A562/A562M-06 搪玻璃或扩散金属镀层的压力容器用锰钛合金碳素钢板A563M-06 碳素钢及合金钢螺母技术规范(米制)A568/A568M-06a 热轧及冷轧高强度低合金碳素钢薄板A571/A571M-01(2006) 适用于低温压力容器零件的奥氏体球墨铸铁件A572/A572M-06 高强度低合金钴钒结构钢技术规范A576-90b(2006) 特级热轧碳素钢棒A580/A580M-06 耐热不锈钢丝A595/A595M-06 结构用圆锥形低碳钢管A608/A608M-06 高温受压离心铸造的铁铬镍高合金钢管A615/A615M-06a 钢筋混凝土配筋用变形和光面坯钢筋A623-06a 锡轧制产品A623M-06a 镀锡薄钢板轧制品通用要求(米制)A633/A633M-01(2006) 正火的高强度低合金结构钢A635/A635M-06a 热轧碳素钢薄板,带材和重型粗盘条规格A653/A653M-06 热浸处理的镀锌铁合金或镀锌合金薄钢板的标准规范A659/A659M-06 商业级热轧碳素钢薄板和带材(最大含碳量为0.16%-0.25%)A663/A663M-89(2006) 商品级碳素钢棒的机械特性A664-06 在ASTM规范中对电工钢和层压钢级别的识别A671-06 常温和较低温用电熔焊钢管A672-06 中温高压用电熔焊钢管A679/A679M-06 硬(冷)拉高抗拉强度钢丝A684/A684M-06 冷轧高碳钢带材A693-06 沉淀硬化耐热不锈钢板、薄板和带材A696-90a(2006) 压力管道部件专用热锻或冷精轧碳素钢棒A702-89(2006) 热锻钢栅栏柱和组件A703/A703M-06 受压部件用钢铸件A704/A704M-06 混凝土加筋用焊接普通钢棒或杆的光面钢筋或钢筋网A706/A706M-06a 混凝土配筋用变形低合金光面无节钢筋A709/A709M-06 桥梁用结构钢A717/A717M-06 单片样品表面绝缘电阻率的试验方法A722/A722M-06 预应力混凝土用无涂覆的高强度钢筋A729/A729M-06 货物运输及电气铁路用热处理合金钢轴A739-90a(2006) 升温或/和加压部件用热轧合金钢棒A743/A743M-06 一般用耐腐蚀铬铁及镍铬铁合金铸件A744/A744M-06 严酷条件下使用的耐腐蚀镍铬铁合金铸件A751-01(2006) 钢制品化学分析的实验方法、操作和术语A754/A754M-06 X射线荧光涂层厚度的试验方法A760/A760M-06 下水道和排水沟用金属涂覆的波纹钢管A774/A774M-06 低温和中温一般腐蚀情况下用的焊接锻制奥氏体不锈钢配件A775/A775M-06 涂环氧树脂的钢筋钢棒A781/A781M-06 一般工业用一般要求的钢和合金铸件A782/A782M-06 经淬火和回火的锰铬钼硅锆合金钢压力容器板A788/A788M-06 钢锻件A792/A792M-06 热浸工艺法处理的55%铝-锌合金涂覆钢板A796/A796M-06 雨水管和卫生污水管及其它地下埋设管道用波纹钢管、管托架及拱形架结构设计惯例A800/A800M-01(2006) 奥氏体合金钢铸件中铁素体含量的估算A802/A802M-95(2006) 钢铸件外观检验的表面验收标准A818-06 镀铜碳素钢丝A820/A820M-06 纤维增强混凝土用钢纤维A829/A829M-06 结构性合金钢板A830/A830M-06 按照化学成分要求提供的优质碳素钢板技术规范A832/A832M-06 压力容器板用铬钼钒及铬钼钒钛硼合金钢A834-95(2006) 一般工业用铁铸件的一般要求A837/A837M-06 渗碳用合金钢锻件A840/A840M-00(2006) 全处理的磁性夹层钢A848-01(2006) 低碳磁铁A858/A858M-06 低温和腐蚀情况下用热处理碳素钢配件A865-06 钢管连接用黑色或镀锌焊接或无缝钢螺纹接头A879/A879M-06 每面镀层质量应予标明的电解镀锌薄钢板A897/A897M-06 等温淬火球墨铸铁A900/A900M-01(2006) 非晶磁性带材叠装系数的测试方法A902-06 与金属涂覆的钢制品有关的标准技术术语A917-06a 要求每一面标识有镀层质量用的电解工艺涂层的薄钢板材标准规范A918-06 要求在每一面标识有涂层质量用电解工艺镀锌镍合金的薄钢板技术规范A923-06 检测锻制双重奥氏体/铁素体不锈钢中有害金属间相的标准试验方法A924/A924M-06 用热浸镀法对薄钢板金属涂层的一般要求的标准规范A932/A932M-01(2006) 用瓦特计-安培计-伏特计和薄钢板样品测试在电源频率下非晶体材料交流磁性能的标准试验方法A937/A937M-06 使用临界试验面测定绝缘涂层层间阻力的标准测试方法A939-96(2006) 圆柱体锻件镗孔表面反射超声检测的标准试验方法A940-06 涡轮转子用的差温热处理真空处理钢锻件,合金钢锻件的标准规范A941-06a 钢,不锈钢,有关合金和铁合金术语A945/A945M-06e1 为改良可焊接性、可加工性及粘接性用低碳限硫的高强度低合金结构钢板的标准规范A951/A951M-06 砌体接缝配筋的技术规范A955/A955M-06a 混凝土增强的变形的和无节钢筋技术规范A956-06 钢制品依阔提皮(Equotip)硬度测试方法A957/A957M-06 一般工业用普通要求熔模铸造的钢及合金钢熔模铸件技术规范A958-00(2006) 拉伸要求及化学要求类似于标准铸造等级的碳钢和合金钢铸件的技术规范A960/A960M-06 普通要求的锻制钢管管件的标准规范A962/A962M-06 预定用于从低温至蠕变范围内任何温度的钢紧固件或其材料的通用要求A965/A965M-06a 压力和高温零件用奥氏体钢锻件的技术规范A966/A966M-96(2006) 用交流电和磁粉探伤检验钢锻件的标准试验方法A970/A970M-06 混凝土配筋用焊接或锻制镦头的棒材技术规范A983/A983M-06 中速柴油发动机用连续晶粒流向锻制的碳素钢及合金钢曲轴技术规范A986/A986M-01(2006) 连续晶粒流向曲轴锻件的磁粉探伤检查技术规范A990-06 耐腐用保压零件用特殊控制阀的铁铬镍和铬合金铸件技术规范A992/A992M-06a 建筑框架中使用的结构成型件钢规范A996/A996M-06a 混凝土用条钢和车轴钢变形钢棒规范A1001-01(2006) 大型材高强度钢铸件规范A1008/A1008M-06a 高强度低合金和改性高强度低合金冷轧结构碳钢板材规范A1011/A1011M-06b 高强度低合金和改型高强度低合金热轧结构碳钢板材和带材规范A1014/A1014M-06 高温下使用的沉淀硬化螺栓连接材料规范(UNS N07718)A1017/A1017M-06 压力容器铬-钼-钨合金钢板规范A1018/A1018M-06c 含铌或钒的高强度低合金和改性高强度低合金热轧厚镀锡卷板结构碳钢板材和带材规范A1022/A1022M-06 用于混凝土加固的变形和未变形的不锈钢钢筋和焊接钢筋规范A1035/A1035M-06 用于混凝土加固的变形和未变形的低碳含铬棒材规范A1040-06 Standard Guide for Specifying Harmonized Standard Grade Compositions f or Wrought Carbon, Low-Alloy, and Alloy SteelsA1046/A1046M-06 Standard Specification for Steel Sheet, Zinc-Aluminum-Magnesium Alloy-Coated by the Hot-Dip ProcessA1048/A1048M-06 Standard Specification for Pressure Vessel Forgings, Alloy Steel, High er Strength Chromium-Molybdenum-Tungsten for Elevated Temperature ServiceA1049/A1049M-06 Standard Specification for Stainless Steel Forgings, Ferritic/Austenitic(Duplex), for Pressure Vessels and Related ComponentsA1053/A1053M-06 Standard Specification for Welded Ferritic-Martensitic Stainless Steel PipeC10-06 Standard Specification for Natural CementC11-06 石膏及相关建材和系统相关术语C12-06 陶化粘土管线的安装C24-01(2006) 耐火和高矾土耐溶材料的溶锥当量测试法C25-06 石灰石,生石灰和熟石灰的化学分析方法C31/C31M-06 现场混凝土试样的制备和养护C43-06 结构用粘土制品的术语C51-06 与石灰及石灰石相关的(工业用)名词术语C59/C59M-00(2006) 石膏铸件和模型用灰泥C61/C61M-00(2006) 基恩(Keene)石膏水泥C67-06 砖及结构粘土瓦的取样和试验的试验方法C70-06 细集料表面湿度的测试方法C90-06a 承重混凝土空心砌块C94/C94M-06 搅拌好的混凝土规范C99-87(2006) 规格石料断裂模数的试验方法C110-06 生石灰,熟石灰和石灰石的物理试验方法C119-06 与规格石料相关的术语C120-06e1 石板的弯曲试验方法(弯曲模数和弹性模数)C121-06 石板吸水性的试验方法C125-06a 与混凝土和混凝土集料相关术语C131-06 用洛杉机磨耗试验机测定小规格粗集料的抗磨性与抗冲击性的试验方法C136-06 细集料及粗集料筛分试验方法C148-00(2006) 玻璃容器偏振检验的试验方法C157/C157M-06 硬化水泥灰浆和混凝土长度变化的试验方法C159-06 釉面陶瓷过滤块C170-06 天然建筑石料抗压强度的试验方法C174/C174M-06 混凝土钻心测量长度的试验方法C192/C192M-06 实验室中制造和养护混凝土的试验样品C207-06 砌筑用熟石灰C212-00(2006) 建筑用饰面瓷砖C216-06 饰面砖(粘土或页岩制实心砌块)C230/C230M-03 水硬性水泥试验用流动台C260-06 混凝土用加气混合物C265-06 水化硅酸盐水泥灰浆中的硫酸钙的试验方法C267-01(2006) 灰浆,薄浆和整块铺面石料耐化学侵蚀性的试验方法C270-06 砌块用的灰浆C273/C273M-06 夹层结构或夹层芯材的平直剪切性能的试验方法C305-06 塑性稠度的水硬性水泥泥浆和灰浆机械搅拌C309-06 养护混凝土用液态成膜化合物C315-06 粘土烟道衬砌料C323-56(2006) 卫生陶瓷粘土的化学分析的试验方法C329-88(2006) 焙烧卫生陶瓷材料比重的试验方法C341/C341M-06 水泥灰浆或混凝土的钻取试样和锯取试样长度变化的试验方法C359-06 硅酸盐水泥早硬的试验方法(灰浆法)C368-88(2006) 陶瓷器具抗冲击性的试验方法C370-88(2006) 焙烧卫生陶瓷制品受潮膨胀的试验方法C373-88(2006) 焙烧卫生陶瓷制品的吸水率、松密度、表观多孔性与表观比重的试验方法C375-58(2006) 搪瓷研磨用水的分类C387/C387M-06a 灰浆和混凝土用包装、烘干和复合材料C393/C393M-06 平夹层结构的挠曲试验方法C395-01(2006) 耐化学腐蚀的树脂灰浆C400-98(2006) 中和废酸用生石灰和熟石灰的试验方法C404-06 砌筑用灰浆集料C406-06 屋面石板瓦C408-88(2006) 卫生陶瓷制品传热性的试验方法C413-01(2006) 耐化学侵蚀的灰浆,薄浆和整块铺面石料吸收性的试验方法C424-93(2006) 用热压处理法测定焙烧卫生釉瓷抗破裂性的试验方法C428-05(2006) 石棉水泥无压污水管C448-88(2006) 工业瓷器茨漆的耐磨蚀的试验方法C452-06 暴露在硫酸盐中的硅酸盐水泥灰浆潜在膨胀性的试验方法C457-06 硬化混凝土中孔隙度和孔隙系统参数的显微测定的试验方法C458-98(2006) 石棉水泥制品中有机纤维含量的试验方法C459-97(2006) 石棉水泥板制品的试验方法C473-06 石膏板制品和石膏板条的物理测试标准试验方法C478-06b 预制钢筋混凝土检查井构件C478M-06b 预制钢筋混凝土检查井构件(米制)C500-98(2006) 石棉水泥管的试验方法C509-06 多孔弹性预成型垫片和密封材料C539-84(2006) 用干扰法测定搪瓷、釉瓷和白色陶瓷材料线性热膨胀的试验方法C541-98(2006) 石棉水泥管道的衬料C547-06 预制矿物纤维管形绝热材料C549-06 珠光岩疏松填充隔热材料C554-93(2006) 用热冲击法测定焙烧上釉卫生陶瓷器抗裂开的试验C578-06 刚性,蜂窝状聚苯乙烯的隔热C584-81(2006) 卫生陶瓷器具和有关制品的透光光泽度的试验方法C595-06 混合水硬性水泥C602-06 农用石灰处理材料C632-88(2006) 搪瓷用薄钢板的再煮倾向的试验方法C636/C636M-06 吸音瓦及铺设顶棚镶板用金属悬吊装置的安装C642-06 硬化混凝土的比重、吸收性及空隙度的试验方法C645-06 石膏板上无荷载(轴向)承载钢柱,滑槽(道)和硬性槽钢用的螺钉C661-06 用硬度计测量弹性密封件的压痕硬度的试验方法C665-06 木框架和轻型建筑物用矿质纤维毡绝热材料C674-88(2006) 卫生陶瓷材料的挠曲特性的试验方法C692-06 评定奥氏体钢热绝缘材料对外部应力腐蚀开裂趋势的影响的试验方法C694-90a(2006) 薄钢板在硫酸溶液浸渍过程中重量损失(质量损失)的试验方法C703-72(2006) 铝制搪瓷涂层的抗脱落试验方法C715-90(2006) 用光度计分析法测定搪瓷用钢表面沉积镍量的试验方法C716-06 安装锁条衬垫和固定上光材料C717-06 建筑用密封剂和密封料的术语C731-00(2006) 包装老化后胶乳密封料的可挤压性试验方法C732-06 人工风蚀对胶乳密封料老化效果的试验方法C734-06 胶乳密封料受人工气候影响后的低温柔韧性的试验方法C738-94(2006) 从上釉陶瓷表面提取铅和镉的试验方法C756-87(2006) 表面精整的清洁性试验方法C757-06 核纯级可烧结的二氧化钚粉末的规格C764-06 矿物纤维疏松填充热绝缘C773-88(2006) 预制封缝带泛油或增塑剂泛出的试验方法C774-88(2006) 焙烧的白色陶瓷材料抗压(压碎)强度的试验方法C778-06 玻璃上陶瓷装璜耐硫化物作用的试验方法C780-06 混凝土表面水平方向抗磨力的测试方法C787-06 浓缩用六氟化铀C794-06 弹性封缝料的抗撕裂粘附力的试验方法C810-90(2006) 用X射线光谱测定法测定搪瓷用钢制品表面镍沉积量的试验方法C822-06 混凝土管及其有关制品的术语C825-06 预制混凝土栅栏C830-00(2006) 用真空压力法测定耐火砖和异型砖的表观多孔性、吸水性、表观比重和体密度的试验方法C835-01(2006) 20-1400℃表面整个半球辐射热的测试方法C836-06 分层磨损层用的高固体含量冷却液体用弹性防水薄膜C840-06 石膏板的加工和应用C843-99(2006) 石膏砌面粉饰的应用C848-88(2006) 用共振法测定卫生陶瓷的弹性模量、切变模量和泊松比的试验方法C849-88(2006) 卫生陶瓷努氏压痕硬度的试验方法C864-05 致密弹性压缩密封垫片,调整垫块和定位块技术规范C866-77(2006) 卫生陶瓷粘土的过滤速率的测试方法C869-91(2006) 泡沫混凝土用生产预制泡沫材料用发泡剂C880-06 天然建筑石料弯曲强度的试验方法C889-06 核纯级的氧化钆(Gd2O3)粉末规格C890-06 整体或分段预制混凝土贮水及废水建筑物的最低结构设计负载的推荐规程C902-06 行人及交通不繁忙的道路用铺面砖C904-01(2006) 耐化学腐蚀的非金属材料的术语C905-01(2006) 耐化学的灰浆、薄胶泥和整体面层的表观密度的试验方法C908-00(2006) 预制密封带的屈服强度的试验方法C910-06 单一成份弹性溶剂释放型密封料的粘结力及粘聚力的试验方法C926-06 硅酸盐水泥基灰浆的应用C932-06 室外粉刷表面用粘结剂C933-05 焊丝板条C953-06 在实验室内测定预置集料混凝土的灌浆料凝固时间的试验方法C955-06 螺钉安装石膏板及金属灰泥基板用承载(横向及轴向)钢墙骨、导板、系杆或隔栅撑C957-06 与整体磨损层一同使用的冷却液用含大量固体物质的弹性防水薄膜C961-06 热用密封材料的搭接剪切强度的试验方法C968-06 烧结氧化钆及二氧化铀丸粒的分析方法C970-87(2006) 多个容器堆中专用核材料取样C972-00(2006) 密封带的压缩恢复的试验方法C989-06 混凝土和灰浆用研磨成颗粒状的高炉碎渣的技术规范C990-06 使用预制接缝密封胶粘结的混凝土管道、检查孔和预制箱型型件C990M-06 使用预制接缝密封胶粘结混凝土管道、检查孔和预制箱形件C992-06 核废燃料存放架用系列硼基中子吸收材料设备C1009-06 核工业化学分析实验室制订质量保证大纲C1015-06 纤维素和矿物纤维松充填热绝缘装置C1028-06 用水平功率拉力计法估价瓷砖及其它相同表面的磨擦电系数的试验方法C1032-06 钢丝网抹灰底层C1043-06 使用护热板装置中线电源加热器时稳态热传导特性测量用的加热板温度的测定C1072-06 砌块抗弯粘结强度的测定C1077-06 建筑用混凝土和混凝土集料的实验室测试标准惯例和实验室评定准则C1083-06 弹性泡沫垫圈和密封材料吸水性的试验方法C1088-06 粘土或泥板岩制薄陶面砖C1089-06 离心铸造的预应力混凝土C1093-06 砌块试验方法的鉴定C1094-01(2006) 可移动的挠性绝热覆盖物C1097-06 沥青混凝土混合物用熟石灰C1104/C1104M-00(2006) 测定未覆面矿物纤维绝缘材料蒸汽的吸收率的试验方法C1108-99(2006) 控制电势库仑法测定钚的试验方法C1114-00(2006) 薄加热设备稳态热传导特性的试验方法C1115-06 密实弹性体硅橡胶衬垫和附件C1120-98(2006) 石棉清洗试验方法C1136-06 热绝缘材料用柔性、低渗透蒸汽阻化剂C1141-06 喷浆混凝土用添加剂C1145-06 高级陶瓷术语C1154-06 石棉水泥和纤维水泥术语C1166-06 致密及多孔弹性体衬垫和附件火焰蔓延的试验方法C1170-06 使用振动台测定滚动压实混凝土的稠度和密度的试验方法C1173-06 地下管道系统用挠性过渡管联接件C1177/C1177M-06 用于遮敝的玻璃衬垫石膏基层C1210-06 制定核工业分析化学实验室用测量系统质量控制大纲C1215-92(2006) 核工业用试验方法标准中精密度与及偏倚报告的编写和表达C1217-00(2006) 处理核材料及放射性材料用设备的设计C1222-06 实验室试验水硬水泥的评定C1226-93(2006) 石棉中可溶氯化物的试验方法C1239-06a 报告单轴强度数据和评估高级陶瓷维泊尔分布参数C1245/C1245M-06 测定路碾水硬性压缩混凝土与其它水硬性水泥混合物结合强度的标准试验方法-点负荷试验C1248-06 用连接密封层时多孔衬底染色的标准试验方法C1249-06a 结构件密封剂上光泽用的密封隔热玻璃装置二次密封指南C1257-06 溶剂释放型密封剂加速老化的标准试验方法C1267-06 近距预演金属探测器操作灵敏度设置调整的标准规程C1271-99(2006) 石灰和石灰岩X射线光谱分析标准试验方法C1274-00(2006) 用物理吸收法对高级陶瓷比表面积的标准试验方法C1277-06 防护联接器连接无毂铸铁污水管和配件标准规范C1278/C1278M-06 增强纤维石膏镶板标准规范C1282-00(2006) 用离心光电沉淀法测定高级陶瓷粒径分布的标准试验方法C1283-06 安装粘土烟道衬块的标准操作规范C1289-06 贴面硬质泡沫聚异氰尿酸酯隔热板的标准规范C1290-06 外部隔热HVAC导管用的软玻璃纤维地毯隔热材料的标准规范C1293-06 用测定碱-硅石反应引起的混凝土长度变化对混凝土集料的标准试验方法C1305-06 液体外加防水薄膜的裂缝挖补能力的标准测定方法C1315-06 固化混凝土和密封混凝土液膜性化合物特种性能的标准规范C1341-06 连续纤维增强高级陶瓷合成物弯曲特性的标准试验方法C1355/C1355M-96(2006) 玻璃纤维增强的石膏组合件的技术规范C1364-06 建筑铸石的标准规范C1367-06 最大承载剪切下热应用密封剂的标准试验方法C1368-06 在环境温度下加恒定应力弯曲试验测定整体高级陶瓷裂纹缓慢增长参数的标准试验方法C1384-06a 砌筑用砂浆改性剂技术规范C1393-00a(2006) 管道和罐绝热用的垂直导向矿物质纤维包裹物和覆盖物规范C1396/C1396M-06 石膏灰泥屋顶板规范C1433M-06 涵洞,雨水排放管道和污水管道用的预浇筑加强混凝土箱型制件规范(米制)C1433-06 涵洞,雨水排放管道和污水管道用的预浇筑加强混凝土箱型制件规范C1435/C1435M-06 用震动锤在桶型模具中模压制作滚轮压缩的混凝土标准惯例C1442-06 用人工风化仪器对密封剂进行试验标准惯例C1452-00(2006) 高压加气增强混凝土构件规范C1453-00(2006) 用核级二氧化铀粉末和颗粒点火及氧铀(O/U)原子比法测定铀的试验方法C1461-06 地下和地上用接合排水、废物、通风、污水、卫生及暴雨排放系统用带热塑弹性垫圈的机械连接器的规范C1464-06 弯曲玻璃规范C1465-00(2006) 高温下用恒定应力速度挠曲试验测定高级陶瓷的慢裂增长系数的标准试验方法C1467/C1467M-00(2006) 模制玻璃纤维增强石膏部件安装规范C1468-06 室温下连续纤维增强高级陶瓷过渡厚度抗拉强度试验方法C1470-06 高级陶瓷热性能测试指南C1472-06 确定密封材料接缝宽度时计算运动和其它影响因素的标准指南C1474-00(2006)e1 四极感应耦合等离子质谱法分析核纯级燃料中铀的同位素组分的试验方法C1476-06 感应耦合等离子质谱法分析尿液中锝99试验方法C1477-06 多收集器感应耦合等离子质谱法分析六氟化铀同位素丰度的标准试验方法C1478-06 钢筋混凝土雨水排水结构、管道和支管之间的雨管水道弹性连接件规范C1478M-03(2006) 钢筋混凝土雨水排水结构、管道和支管之间的雨管水道弹性连接件规范(米制)C1481-00(2006) 外部绝缘和精整系统用密接剂使用的标准指南C1485-06 用电辐射热能量源测量露天阁楼地板绝缘材料临界辐射通量的测试方法C1495-06 表面研磨对高级陶瓷抗弯强度影响试验方法C1507-01(2006) 土壤中锶-90放射化学测定的试验方法C1508-01(2006) 用X射线荧光光谱法测定UF-6和硝酸铀酰中溴和氯的含量的标准试验方法C1529-06 生石灰、熟石灰和石灰石的环境用途规范C1532-06 从现有建筑选择,移动,装运石工装配样品指南C1577-06 Standard Specification for Precast Reinforced Concrete Box Sections fo r Culverts, Storm Drains, and Sewers Designed According to AASHTO LRFDC1579-06 Standard Test Method for Evaluating Plastic Shrinkage Cracking of Res trained Fiber Reinforced Concrete (Using a Steel Form Insert)C1587-06 Standard Practice for Preparation of Field Removed Manufactured Masonr y Units and Masonry Specimens for Compressive Strength TestingC1601-06 Standard Test Method for Field Determination of Water Penetration ofMasonry Wall SurfacesC1602/C1602M-06 Standard Specification for Mixing Water Used in the Production of Hy draulic Cement ConcreteC1607-06 Standard Test Method for Determination of "Microwave Safe for Reheati ng" for CeramicwareC1608-06 Standard Test Method for Chemical Shrinkage of Hydraulic Cement Paste C1610/C1610M-06 Standard Test Method for Static Segregation of Self-Consolidating Concrete Using Column TechniqueC1621/C1621M-06 Standard Test Method for Passing Ability of Self-Consolidating Concrete by J-RingC1630-06 Standard Guide for Development of Coverage Charts for Loose-Fill Thermal Building InsulationsC1635-06 Standard Test Method to Evaluate Adhesion/Cohesion Properties of a Se alant at Fixed ExtensionC1636-06a Standard Guide for the Determination of Uranium-232 in Uranium HexafluorideC1637-06 Standard Test Method for the Determination of Impurities in PlutoniumMetal: Acid Digestion and Inductively Coupled Plasma-Mass Spectroscopy (ICP-MS) AnalysisC1638-06 Standard Guide for the Determination of Iodine-129 In Uranium OxideC1644-06 Standard Specification for Resilient Connectors Between Reinforced Conc rete On-Site Wastewater Tanks and PipesC1645-06 Standard Test Method for Freeze-thaw and De-icing Salt Durability of Solid Concrete Interlocking Paving UnitsC1647-06 Standard Practice for Removal of Uranium or Plutonium, or both, forImpurity Assay in Uranium or Plutonium Materials特别声明:1:资料来源于互联网,版权归属原作者2:资料内容属于网络意见,与本账号立场无关3:如有侵权,请告知,立即删除。
3600个ASTM标准目录清单

3600个ASTM标准目录清单ASTM A系列标准ASTM A100-2004 硅铁ASTM A1011-2006 高强度低合金和改型高强度低合金热轧结构碳钢板材和带材规范ASTM A1011-A1011M-2006b 高强度低合金和改型高强度低合金热轧结构碳钢板材和带材规范ASTM A101-2004 铬铁ASTM A1017-2005 压力容器铬-钼-钨合金钢板规范ASTM A1018-A1018M-2006b含铌或钒的高强度低合金和改性高强度低合金热轧厚镀锡卷板结构碳钢板材和带材规范ASTM A102-2004 钒铁合金ASTM A1035-A1035M-2006 用于混凝土加固的变形和未变形的低碳含铬棒材规范ASTM A105&A105M-2002 管道用碳素钢锻件标准规范ASTM A105-1998 管道部件用碳素钢锻件ASTM A105-A105M-2003 管系部件用碳素钢锻件ASTM A106-1999 高温设备用无缝碳素钢管的标准规范ASTM A106-A106M-2004a 高温用无缝碳素钢管ASTM A106-A106M-2006 高温用无缝碳素钢管ASTM A108-2003 优质冷加工碳素钢棒材技术规范ASTM A109-A109M-2003 冷轧碳素钢带技术规范ASTM A111-99a(2004)e1 电话和电报线路用镀锌-铁-丝规格ASTM A116-2000 镀锌钢丝编织栏栅网ASTM A1-2001 碳素钢丁字轨ASTM A121-99(2004) 镀锌刺钢丝ASTM A123&A123M-2001a 铁和钢制品镀锌层(热浸镀锌)的标准规范ASTM A135-A135M-2006 电阻焊钢管ASTM A143-2001 热浸镀锌结构钢制品防脆化的标准实施规程和脆化探测方法ASTM A148-2001 结构用高强度钢铸件ASTM A148A148M-2001 结构用高强度钢铸件ASTM A153&A153M-2001a 铁及钢制金属构件上镀锌层(热浸)标准规范ASTM A153-2003 钢铁制金属构件上镀锌层(热浸)的标准规范ASTM A181-2001 普通锻制碳素钢管的规格ASTM A182-2002 高温下使用的锻制或轧制的合金钢管法兰、锻制管件、阀门及零件的标准规范ASTM A182-A182M-2006 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件ASTM A184-A184M-2006 混凝土加筋用变形钢筋编织网ASTM A193-2000 高温设备用合金钢和不锈钢螺栓材料的标准规范ASTM A193-A193M-2006 高温设备用合金钢和不锈钢螺栓材料ASTM A194-A194M-2006 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格ASTM A197-A197M-2000(2006) 化铁炉用可锻铸铁ASTM A202-2003 压力容器用铬锰硅合金钢板ASTM A202-202M-2003 压力容器用铬锰硅合金钢板ASTM A20A20M-2001 压力容器用钢板材通用要求ASTM A20-A20M-2006 压力容器用钢板材通用要求ASTM A213-2001 无缝铁素体和奥氏体合金钢锅炉、过热器和热交换器管的标准规范ASTM A213-A213M-2006 无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管ASTM A2-2002 普通型,带槽和防护型碳素工字钢轨ASTM A225-A225M-2003 压力容器用锰矾镍合金钢板ASTM A227-A227M-1999 机械弹簧用冷拉钢丝ASTM A227-A227M-2006 机械弹簧用冷拉钢丝ASTM A228-1993 乐器用优质弹簧钢丝标准规范ASTM A234&A234M-2000a 中温与高温设备用锻制碳素钢及合金钢管配件的标准规范ASTM A234&A234M-2005 中温与高温设备用锻制碳素钢及合金钢管配件的标准规范ASTM A239-1995(2004) 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法ASTM A239-2004 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法ASTM A240-1994 压力容器用耐热铬及铬镍不锈钢板、薄板及带材ASTM A240-2004a 压力容器用耐热铬及铬镍不锈钢板、薄板及带材ASTM A249-2001 锅炉焊接管ASTM A262-2002ae2 奥氏体不锈钢晶间浸蚀敏感性的检测ASTM A266&A266M-2003 压力容器部件用碳素钢锻件标准规范ASTM A268&A268M-20001 通用无缝和焊接铁素体与马氏体不锈钢管的标准规范ASTM A269-2001 普通设备用无缝和焊接奥氏体不锈钢管标准规范ASTM A27-1995 通用碳素钢铸件ASTM A276-2006 不锈钢棒材和型材1ASTM A27A27M-2000 通用碳素钢铸件ASTM A283A&283M-1998 低和中等抗拉强度碳素钢板标准规范ASTM A290-1995 减速器环用碳素钢和合金钢锻件ASTM A295-2005 高碳耐磨轴承钢技术规范ASTM A29-A29M-1999 热锻及冷加工碳素钢和合金钢棒ASTM A307-2000 抗拉强度为60000PSI的碳素钢螺栓和螺柱的标准规范ASTM A308-2003 经热浸处理镀有铅锡合金的薄板材的技术规范ASTM A309-2001 用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法ASTM A311-2000 有机械性能要求的消除应力的冷拉碳素钢棒ASTM A312&A312M-2001a 无缝、焊接和深度冷加工奥氏体不锈钢管的标准规范ASTM A31-2004 钢铆钉及铆钉和压力容器用棒材ASTM A312-A312M-2006 无缝和焊接奥氏体不锈钢管ASTM A3-2001(2006) 低、中、高碳素钢鱼尾(连接)板ASTM A320-A320M-2005 低温用合金钢螺栓材料规格ASTM A325M-2000 最小抗拉强度为830Mpa的热处理钢结构螺栓标准规范(米制)ASTM A327M-1991(2006) 铸铁冲击试验方法(米制)ASTM A333&A333M-1999 低温设备用无缝和焊接钢管的标准规范ASTM A333-2004 低温设备用无缝和焊接钢管的标准规范ASTM A335-A335M-2006 高温用无缝铁素体合金钢管ASTM A336-A336M-2006 压力与高温部件用合金钢锻件规格ASTM A338-1994(2004)铁路、船舶和其它重负荷设施在650F (345℃)温度内使用的可锻铸铁法兰、管道配件和阀门零件ASTM A340-2003a 有关磁性试验用符号和定义的术语ASTM A343-2003在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法ASTM A343-343M-2003在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法ASTM A345-2004 磁设备用平轧电炉钢ASTM A348-2005用瓦特计-安培计-伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法ASTM A34-A34M-2001 磁性材料的抽样和采购试验的标准惯例ASTM A351A315M-2000 压力容器部件用奥氏体和双相奥氏体-铁素体铸件ASTM A351-A351M-2006 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范ASTM A354-2004 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格ASTM A36&A36M-1996 结构碳钢的标准规范ASTM A366e1-1997 冷轧碳钢规范ASTM A370-1996 钢制品机械试验的标准试验方法和定义(中文版)ASTM A370-2003a 钢制品机械试验的标准试验方法和定义ASTM A380-1999(2005) 不锈钢零件、设备和系统的清洗和除垢ASTM A384-2005ASTM A385-2005 提供高质量镀锌覆层(热浸)ASTM A400-69(2006) 钢棒的成分及机械性能选择指南ASTM A403-1997 锻制奥氏体管不锈钢配件标准规范ASTM A403-A403M-2006 锻制奥氏体不锈钢管配件ASTM A409-409M-2001 腐蚀场所或高温下使用的焊接大口径奥氏体钢管ASTM A416-A416M-2006 预应力混凝土用无涂层七股钢铰线ASTM A421 A421M-2005 预应力混凝土用无涂层消除应力钢丝的技术规范ASTM A421-2002 预应力混凝土用无涂层消除应力钢丝的技术规范ASTM A437A&437M-2004 高温设备用经特殊热处理的涡轮型合金钢螺栓材料标准规范ASTM A451-A451M-2006 高温用离心铸造的奥氏体钢管ASTM A47-A47M-1999 铁素体可锻铁铸件ASTM A485-2003 高淬透性耐磨轴承钢的技术规ASTM A48-A48M-2003 灰铁铸件ASTM A49-2001 经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板ASTM A494-2004 镍和镍合金铸件ASTM A496-2001 混凝土增强用变形钢丝的标准规范ASTM A512-96 (2001)冷拉对缝焊碳素钢机械管规格标准ASTM A513-2000 电阻焊碳素钢与合金钢机械钢管标准规范ASTM A513-2006 电阻焊碳素钢与合金钢机械钢管ASTM A514M-2000a焊接用经回火与淬火的高屈服强度合金钢板ASTM A514M-2005 焊接用经回火与淬火的高屈服强度合金钢板ASTM A516-A516M-2006 中温及低温压力容器用碳素钢板ASTM A517-2006 压力容器用经回火与淬火的高强度合金钢板ASTM A518–2003 耐蚀高硅铁铸件ASTM A524-1996(2001) 常温和低温用无缝碳素钢管ASTM A530A530M-2004a 特种碳素钢和合金钢管ASTM A532 A532M-1993a(2003) 耐磨铸铁ASTM A53-2002 黑色和热浸镀锌焊接及无缝钢管规范ASTM A53-2006 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范ASTM A536-1984(2004) 球墨铸铁件中文版ASTM A537-A537M-2006 压力容器用经热处理的碳锰硅钢板ASTM A540-A540M-2006 特殊用途的合金钢螺栓材料ASTM A541 A541M-2005 压力容器部件用经淬火和回火的碳素钢及合金钢锻件ASTM A553A&553M-1995(00) 压力容器用经回火和淬火的含8%及9%镍的合金钢板的标准规范ASTM A563M-2003 碳合金钢螺母ASTM A564-2004 热轧及冷精轧时效硬化处理过的不锈钢棒材和型材技术规范ASTM A568-A568M-2006 热轧及冷轧高强度低合金碳素钢薄板ASTM A572-2006 高强度低合金钴钒结构钢技术规范ASTM A572-A572M-2006 高强度低合金钴钒结构钢技术规范ASTM A575-1996(2002) 商品级碳素钢棒(M级)ASTM A577 A577M-1990(2001) 钢板的超声角波束检验ASTM A578 A578M-1996(2001) 特殊设备用的普通钢板和包覆钢板的直波束超声探伤检验ASTM A578A578M-2001 特殊设备用的普通钢板和包覆钢板的直波束超声探伤检验的标准规范ASTM A579-2004 超高强度合金钢锻件ASTM A580 A580M-1998 耐热不锈钢丝ASTM A581 A581M-1995b(2000) 高速切削用耐热不锈钢丝和盘条ASTM A581A581M-1995b(2004) 高速切削用耐热不锈钢丝和盘条ASTM A582 A582M-2005 热轧或冷精轧的高速切削不锈及耐热钢棒ASTM A586-1998 镀锌平行和螺旋形钢丝绳ASTM A587-1996(2001) 化学工业用电阻焊低碳钢管ASTM A588 A588M-2004 高强度低合金结构钢4英寸(100mm)厚屈服点最小为50ksi(345MPa) ASTM A589 A589M-2006 水井用无缝和焊接碳素钢管ASTM A6&A6M-1989 轧制结构钢棒材、板材、型材和板桩一般要求的标准规范ASTM A606,656715,JIS G3106,3114中文ASTM A615-A615M-2006 钢筋混凝土配筋用变形和光面坯钢筋ASTM A6-2000 轧制结构钢棒材、板材、型材和板桩一般要求的标准规范ASTM A6-2004 轧制结构钢棒材、板材、型材和板桩一般要求的标准规范(中文)ASTM A633-A633M-2001(2006) 正火的高强度低合金结构钢ASTM A644-1998(R2003) 铁铸件的相关术语ASTM A65-2001 钢轨道钉ASTM A653-A653M-2006 热浸处理的镀锌铁合金或镀锌合金薄钢板的标准规范ASTM A656-2003 具有改良可模锻性的高强度低合金热轧结构钢板ASTM A66-2001 钢质螺旋道钉ASTM A663-A663M-1989(2006) 商品级碳素钢棒的机械特性ASTM A666-奥氏体不锈钢板ASTM A67-2000 热加工低碳钢和高碳钢垫板技术规范ASTM A691-1998(2002) 高温下高压装置用电熔焊碳素钢和合金钢管ASTM A696-2000 压力管道部件专用热锻或冷精轧碳素钢棒ASTM A6-A6M-2006 轧制结构钢板材、型材和薄板桩通用技术要求ASTM A703-2004a 受压部件用钢铸件ASTM A704-A704M-2006 混凝土加筋用焊接普通钢棒或杆的光面钢筋或钢筋网ASTM A706-2006a 混凝土配筋用低合金变形和光圆钢筋ASTM A706-A706M-2006 混凝土配筋用变形低合金光面无节钢筋ASTM A707-2002 低温设备用锻制碳素钢和合金钢法兰ASTM A709-A709M-2006 桥梁用结构钢ASTM A722A&722M-1998 预应力混凝土用未涂覆的高强度钢棒材的标准规范ASTM A732-2002 一般设备用熔模铸造碳素低合金钢及高强度加温钴合金钢铸件ASTM A732A732M-2002 一般设备用熔模铸造碳素低合金钢及高强度加温钴合金钢铸件ASTM A737-1999(2004) 高强度低合金钢压力容器板ASTM A74-2004 铸铁污水管及配件的技术规范ASTM A743A743M-2003 一般用途铁铬、铁铬镍耐腐蚀铸件ASTM A748-1987 压力容器用静态铸造的激冷白口铁-灰口铁双金属轧辊ASTM A754-A754M-2006 X射线荧光涂层厚度的试验方法ASTM A763-2004 铁素体不锈钢晶间腐蚀敏感性检测ASTM A775-A775M-2006 涂环氧树脂的钢筋钢棒ASTM A781-2002 一般工业用一般要求的钢和合金铸件ASTM A781A781M-2002 一般工业用一般要求的钢和合金铸件ASTM A782-A782M-1990[1996] 经淬火和回火的锰铬钼硅锆合金钢压力容器板ASTM A782-A782M-2006 经淬火和回火的锰铬钼硅锆合金钢压力容器板ASTM A795M-2004 防火用黑色及热浸镀锌的焊接和无缝钢管ASTM A796-A796M-2006雨水管和卫生污水管及其它地下埋设管道用波纹钢管、管托架及拱形架结构设计惯例ASTM A800-A800M-2001(2006) 奥氏体合金钢铸件中铁素体含量的估算ASTM A802-A802M-1995(2006) 钢铸件外观检验的表面验收标准ASTM A810-2001 镀锌钢管用绕网ASTM A815-2004 锻制铁素体、铁素体奥氏体和马氏体不锈钢管配件ASTM A817-2003 链接栅栏网用金属涂覆钢丝ASTM A820-A820M-2006 纤维增强混凝土用钢纤维ASTM A82-2002 钢筋混凝土用无节钢丝ASTM A832-1995 压力容器板用铬钼钒及铬钼钒钛硼合金钢ASTM A836-1995 搪瓷管和压力容器设备用钛稳定碳素体钢锻件ASTM A841-2001 压力容器用温度机械控制工艺加工的钢板ASTM A844A844M-1993(1999) 压力容器用直接淬火加工的含镍9%的合金钢板ASTM A887-1989(2004) 核能设备用经硼酸处理的不锈钢板、薄板及带材ASTM A897-A897M-2006 等温淬火球墨铸铁ASTM A90&A90M-2001 镀锌和镀锌合金钢铁制品镀层重量的标准试验方法ASTM A905-1993 压力容器缠绕用钢丝ASTM A917-2006 要求每一面标识有镀层质量用的电解工艺涂层的薄钢板材标准规范ASTM A923-2006 检测锻制双重奥氏体-铁素体不锈钢中有害金属间相的标准试验方法ASTM A946-1995 耐腐蚀和耐热用铬,铬-镍和硅合金钢板,薄板和带的标准规范ASTM A955-A955M-2006a 混凝土增强的变形的和无节钢筋技术规范ASTM A960-A960-2003 普通要求的锻制钢管管件的标准规范ASTM A967-2001 不锈钢零件化学钝化处理的标准规范ASTM A99-2003 锰铁合金ASTM A996-A996M-2006a 混凝土用条钢和车轴钢变形钢棒规范ASTM B 系列标准ASTM B103-1998 锡磷青铜板带材标准ASTM B117-2003 盐雾喷射(雾化)装置操作的标准实施规范(中文版)ASTM B117-2003 盐雾喷射(雾化)装置操作的标准实施规范(EN)ASTM B117-2003 盐雾喷射装置操作的标准实施规范ASTM B137-1995 阳极镀铝层重量测定的标准试验方法ASTM B148-1997(2003) 铝青铜砂型铸件ASTM B152-152M-2000 铜薄板、带材、中厚板及轧制棒材技术规范ASTM B152M-2006 铜薄板、带材、中厚板及轧制棒材技术规范ASTM B16&B16M-2000 螺纹切削机用易切削黄铜杆材、棒材和型材的标准规范ASTM B16-2005 制螺钉机用易切削黄铜条材、棒材和型材ASTM B164-1998 镍铜合金杆材、棒材和线材标准规范ASTM B166-2004 镍铬铁合金及镍铬钴钼合金条材、棒材及线材ASTM B167-2001 无缝镍铬铁合金管ASTM B168-2001 镍铬铁合金及镍铬钴钼合金板、薄板和带材ASTM B179-2006 砂型铸件、永久型模铸件和压模铸件用铝合金锭及其熔化成形方式ASTM B183-1979(1997) 电镀用低碳钢的制备ASTM B187-B187M-2003 铜汇流棒、条和型材ASTM B208-2004 砂型、永久型、离心型和连续铸造铸件用的铜基合金拉伸试验样件制备标准惯例ASTM B230-B230M-2004 电气用1350-H19型铝线ASTM B231-B231M-2004 同心绞捻铝1350导线ASTM B232-B232M-2001 涂覆钢芯加强的同心绞捻铝导线(ACSR)ASTM B233-2003 电气用1350铝拉制坯料ASTM B234-2004 冷凝器及热交换器用拉制铝和铝合金无缝管ASTM B240-2004 压模铸造用锌及锌铝合金锭ASTM B242-1999(2004)e1 电镀用高碳钢的制备ASTM B249M-2006 铜和铜合金棒材、型材及锻件ASTM B311-1993(2002)e1 孔隙度小于2%的粉末冶金材料密度的标准测试方法ASTM B328-2003 烧结金属结构零件和油浸轴承密度与互连多孔性的试验方法规范ASTM B368-1997(2003) 加速铜氧化的醋酸盐喷雾试验(cass试验)ASTM B36M-2006 黄铜板、薄板、带材及轧制棒材ASTM B380-1997 装饰性电镀层的腐蚀膏试验中文版ASTM B388-2000 恒温双金属薄板和带材ASTM B389-1981(2004) 恒温双金属螺旋形线圈的热偏转率的测试方法ASTM B407-2001 镍铁铬合金无缝管ASTM B423-2005 镍铁铬钼铜合金无缝管ASTM B425-1999 镍铁铬钼铜合金(UNS N08825和UNS N08221)杆材和棒材标准规范ASTM B435-2003统一编制牌号为NO6002、NO6230、N12160和R30556的板材和带材及牌号为N06002、N06230和R30556的带材ASTM B439-2000 铁基烧结轴承(油浸的)ASTM B446-2000 镍铬钼钶合金(UNS N06625)条和棒规范ASTM B446-2003 镍铬钼钶合金(UNS N06625)条和棒规范ASTM B456-1995 铜+镍+铬及镍+铬的电解沉积镀层标准规范ASTM B466 B466M-2003 无缝铜镍合金管ASTM B488-2001(2006) 工程用电解沉积镀金层ASTM B527-1993用塔普-帕克(Tap-Pak)容量计测定金属粉末及化合物粉末的塔普(Tap)密度的标准试验方法ASTM B557-2002a 锻造和铸造的铝及镁合金制品的抗拉试验的标准试验方法ASTM B580-2000 铝阳极氧化镀层ASTM B594-2006 航空用铝合金锻件超声波检测ASTM B604-1991(97) 塑料表面装饰用铜加镍铬镀层标准规范ASTM B619-2005 焊接的镍和镍钴合金管ASTM B626-2004 焊接的镍和镍钴合金管ASTM B633-1998 钢和铁电积沉淀镀锌的标准(中文)ASTM B66-2003 蒸汽机车易损零件用青铜铸件ASTM B670-2002 高温设备用沉淀淬火镍合金(UNS N07718) 厚板、薄板及带材的标准规范ASTM B680-1980(00) 用酸溶解法测定铝的阳极镀层封闭质量的试验方法ASTM B68-2002 光亮退火的无缝铜管ASTM B689-1997(2003) 电镀工程镀镍层ASTM B689-2003 电镀工程镀镍层ASTM B733-2004 化学镀镍ASTM B735-1995(2000) 用硝酸蒸汽测试金属基体上金涂层孔隙度的方法ASTM B748-1990(2006) 用扫描电子显微镜测量横截面测定金属涂层厚度的方法ASTM B824-2004 铜合金铸件ASTM B870-2002 铜-铍合金锻制和挤制合金C17500和C17510的标准规范ASTM B912-2000 用电抛光法测定不锈钢钝化的标准规范ASTM B912-2002 电解抛光ASTM B93-2006 砂型铸件、永久型模铸件和压模铸件用镁合金锭ASTM B94-2005 镁合金压铸件ASTM C 系列标准ASTM C1005-2000 水硬水泥物理试验中质量和体积测定用标准质量与称重器具的标准规范ASTM C1017&C1017M-1998 生产流动混凝土用的化学混合物的标准规范ASTM C1025-2000 石墨电极芯挠曲断裂模数的试验方法ASTM C1038-2004 存放在水中的水硬性水泥灰浆棒膨胀的标准试验方法ASTM C1039-2000 石墨电极的表观孔隙率、表观比重和松密度的试验方法ASTM C1043-2006 使用护热板装置中线电源加热器时稳态热传导特性测量用的加热板温度的测定ASTM C109&C109M-2002 ASTM C110-2006 生石灰,熟石灰和石灰石的物理试验方法ASTM C1107-2002 干包装水硬水泥砂浆(非收缩的)标准规范ASTM C113-1993 耐火砖的二次加热变化的标准试验方法ASTM C1134-1990 部分浸入后刚性热绝缘材料水分保持标准试验方法ASTM C114-2004a 水硬水泥化学分析的标准试验方法ASTM C1166-2000 致密及多孔弹性体衬垫和附件火焰蔓延的试验方法ASTM C1179-2000 室外加工碳素材料及石墨材料氧化质量损失试验方法ASTM C1222-2006 实验室试验水硬水泥的评定ASTM C1276-1994 利用旋转米度计测量模制粉末熔点以上粘度的标准试验方法ASTM C1293-2006 用测定碱-硅石反应引起的混凝土长度变化对混凝土集料的标准试验方法ASTM C1305-2006 液体外加防水薄膜的裂缝挖补能力的标准测定方法ASTM C131-2006 用洛杉机磨耗试验机测定小规格粗集料的抗磨性与抗冲击性的试验方法ASTM C1329-2004 砂浆水泥的标准规范ASTM C1398-1998(04)用吉尔摩水泥稠度试验针实验室测定含喷浆混凝土添加剂的水硬水泥砂浆凝固时间的标准试验方法ASTM C1437-2001 水硬水泥灰浆流动性的标准试验方法ASTM C146-1994a(1999) 玻璃沙的化学分析试验方法ASTM C148-2000 玻璃容器偏振检验的试验方法ASTM C149-1986(2000) 玻璃容器热冲击的试验方法ASTM C158-2002 玻璃的挠曲试验方法(测定玻璃挠折模量)ASTM C1587-2006Standard PraASTM CtiASTM Ce for Preparation of Field Removed ManufaASTM Ctured Masonry Units and Masonry SpeASTM Cimens for ASTM Compressive Strength TestingASTM C169-1992(2000) 碱石灰玻璃及硅酸盐玻璃的化学分析试验方法ASTM C170-1990(R1999) 天然建筑石料抗压强度的试验方法ASTM C186(2000) 玻璃容器的内压的试验方法ASTM C-1997 用护热板法测定稳态热通量和传导性的标准试验方法ASTM C224-78(2004)e1 玻璃容器的取样方法ASTM C225-1985(1999) 玻璃容器耐化学腐蚀的试验方法ASTM C24-2001(2006)耐火和高矾土耐溶材料的溶锥当量测试法ASTM C242-2001 卫生陶瓷及其制品术语ASTM C25-2006 石灰石,生石灰和熟石灰的化学分析方法ASTM C270-2006 砌块用的灰浆ASTM C273-2000 夹层结构或夹层芯材的平直剪切性能的试验方法ASTM C305-2006 塑性稠度的水硬性水泥泥浆和灰浆机械搅拌ASTM C32-2004 污水管及检查井用砖(粘土或页岩)ASTM C329-1988(2006) 焙烧卫生陶瓷材料比重的试验方法ASTM C428-05(2006) 石棉水泥无压污水管ASTM C428-2005(2006) 石棉水泥无压污水管ASTM C473-2006 石膏板制品和石膏板条的物理测试标准试验方法ASTM C51-2006 与石灰及石灰石相关的(工业用)名词术语ASTM C518-2004用热流计法测定稳态热通量和热传递特性的试验方法ASTM C559-2000 用物理测量法测定碳加工品及石墨制品松密度的试验方法ASTM C560-1998 石墨的化学分析试验方法ASTM C561-2000 石墨样品中灰分的检测方法ASTM C562-2000 石墨样品中水分的检测方法ASTM C565-1998 碳和石墨机械加工材料抗拉检验的试验方法ASTM C595-2006 混合水硬性水泥ASTM C61(2006)基恩(Keene)石膏水泥ASTM C611-1998 在室温时,炭加工品及石墨制品的电阻率的试验方法ASTM C625-2000 石墨辐射结果的报告ASTM C651-2000 在室温下用四点负荷法,测定炭加工品及石墨制品的抗挠强度的试验方法ASTM C662-1998 不透水的石墨管和插片ASTM C67-2006 砖及结构粘土瓦的取样和试验的试验方法ASTM C695 -2000 碳和石墨和抗压强度的试验方法ASTM C70-2006 细集料表面湿度的测试方法ASTM C704-2001 室温下耐火材料耐腐蚀的试验方法ASTM C709-2003 炭和石墨加工术语ASTM C714-2000 用热脉冲法测定炭和石墨的热扩散系数的测试方法ASTM C747-1998 用音响共振法测定炭精和石墨的弹性模量与基本频率的试验方法ASTM C748-1998 细粒石墨材料的洛氏硬度的测试方法ASTM C749-2002 碳和石墨抗拉应力的试验方法ASTM C769-1998 为获得近似扬氏模量测量加工的炭精及石墨材料中音速的试验方法ASTM C773-1988(2006) 预制封缝带泛油或增塑剂泛出的试验方法ASTM C781-2002 高温气冷核反应堆用试验石墨及硼酸化石墨元部件的标准操作ASTM C783-2003 预制封缝带柔软度的测试方法ASTM C808-2000 炭加工的及石墨制承重材料和密封材料的磨擦及磨蚀结果的报告指南ASTM C816-1998 用燃烧碘量滴定法测定石墨中硫含量的试验方法ASTM C838-2001 加工炭精及石墨型材松密度的试验方法ASTM C880-2006 天然建筑石料弯曲强度的试验方法ASTM C886-1998 细粒炭精和石墨材料肖氏硬度的试验方法ASTM C90-2006a 承重混凝土空心砌块ASTM C94-2004 搅拌好的混凝土规范ASTM C94-2006 搅拌好的混凝土规范ASTM C989-2006 混凝土和灰浆用研磨成颗粒状的高炉碎渣的技术规范ASTM C990-2006 使用预制接缝密封胶粘结的混凝土管道、检查孔和预制箱型型件ASTM C99-1987(R2006) 规格石料断裂模数的试验方法ASTM D 系列标准ASTM D0091-2002润滑油的沉淀值试验方法ASTM D1002-2001 用拉力负载测定金属之间胶粘剂抗剪切强度特性的试验方法ASTM D1002-2005 用拉力负载测定金属之间胶粘剂抗剪切强度特性的试验方法ASTM D1003-1997 ;RASTM DEWMASTM DMTUKVEASTM D1003-2000 ;RASTM DEWMASTM DM-ASTM D1004-1994 ;RASTM DEWMASTM DQTOTRBASTM D1004-1994a R03 ;RASTM DEWMASTM DQTOTRBUJAZASTM D1004-1994a R03 ;RASTM DEWMASTM DQTUKVE ASTM D1004-2003 ;RASTM DEWMASTM DQ-ASTM D1004-2003 塑料薄膜和薄板的抗撕裂强度的测试方法ASTM D1005-1995 用千分尺测量有机涂层干膜厚度的试验方法ASTM D1007-2000 仲丁醇ASTM D1007-2005 仲丁醇ASTM D1015-1999高纯烃凝固点测定试验方法ASTM D1015-2004 高纯度烃冻结点的测试方法ASTM D1016-1999 烃纯度试验方法ASTM D1016-2004 冻结点测定烃纯度的试验方法ASTM D1018-2000 石油馏分中氢含量的测试方法ASTM D1018-2000 石油馏分中氢试验方法ASTM D1018-2000(2005) 石油馏分中氢含量的测试方法ASTM D1025-2000 聚合级丁二烯中不挥发性残余物的试验方法ASTM D1025-2000 聚合级丁二烯中固定渣滓试验方法ASTM D1042-1993 ;RASTM DEWNASTM DITOTM-ASTM D1042-2001 ;RASTM DEWNASTM DI-ASTM D1042-2001 ;RASTM DEWNASTM DITMASTM DE-ASTM D1042-2001 ;RASTM DEWNASTM DITUKVEASTM D1043-1999 ;RASTM DEWNASTM DMTOTK-ASTM D1043-1999 ;RASTM DEWNASTM DMTUKVEASTM D1043-2002 ;RASTM DEWNASTM DM-ASTM D1044-1999 ;RASTM DEWNASTM DQ-ASTM D1044-2005 透明塑料表面耐磨蚀性的试验方法ASTM D1045-1995 ;RASTM DEWNASTM DUTOTU-ASTM D1045-1995 R01 ;RASTM DEWNASTM DU-ASTM D1052-1999 用罗斯挠曲装置测定橡胶切口扩展的试验方法ASTM D1053-1997 橡胶特性试验.挠性聚合物和涂覆制品的低温劲度测试方法ASTM D1054-1991 用回跳摆锤法测定橡胶弹性的试验方法ASTM D1055-1997 ;RASTM DEWNTU-ASTM D1056-1998 ;RASTM DEWNTYTUKVEASTM D1056-2000 ;RASTM DEWNTY-ASTM D1062-1996 金属间粘结力抗裂强度的标准试验方法ASTM D1066-2001 蒸汽的抽样方法ASTM D1067-2002 水的酸性和碱性的测试方法ASTM D1068-2003 水中铁的测定ASTM D1068-2003 水中铁的测试方法ASTM D1076-1997 橡胶.浓缩的、氨储存的、乳状的和离心处理的天然胶乳ASTM D1078-2003 挥发性有机液体馏程的测定方法ASTM D1078-2003 挥发性有机液体馏程的试验方法ASTM D1083-1991(98)集装箱、大型船运箱和板条箱的机械搬运的试验方法ASTM D1084-1997 胶粘剂粘度的测试方法ASTM D1091-2000 润滑油和添加剂中磷含量的测试方法ASTM D1091-2000 润滑油及添加剂中磷试验方法ASTM D1092-1999 润滑油可测量表观粘度试验方法ASTM D1092-1999 润滑脂表观粘度的试验方法ASTM D1093-1998 液态烃和它们的蒸馏残余物酸度的测试方法ASTM D1094-00 航空燃料水反应性的试验方法ASTM D1094-2000 航空燃料水反应性的试验方法ASTM D1094-2000 航空燃料易溶于水成分试验方法ASTM D1101-1997a 室外用层压结构木制品的胶合接头完整性的试验方法ASTM D1102-1984(2001)木材中灰分的测试方法ASTM D1125-1999 水的电导性和电阻率的测试方法ASTM D1125-1999 水中的电导和电导率测定法ASTM D1126-2002 水硬度的测试方法ASTM D1126-2002 水中的总硬度 (以 CaCO3计)ASTM D1129-2004 与水相关的术语ASTM D1133-2004 烃类溶剂的贝壳杉脂丁醇值的测试方法ASTM D1141-2003 海水代用品ASTM D1144-1999 胶粘剂粘结强度提高的测定方法ASTM D1146-2000 有效粘结层粘结点的试验方法ASTM D1148-1995 橡胶变质.受热及紫外线使浅颜色表面退色的试验方法ASTM D1149-1999 橡胶变质试验.在小室中橡胶表面臭氧龟裂ASTM D1149-99 橡胶变质试验.在小室中橡胶表面臭氧龟裂ASTM D1151-2000 潮气和温度对胶粘剂粘结能力影响的试验方法ASTM D1152-2001 甲醇(甲基醇)ASTM D1153-2001 甲基异丁基甲酮ASTM D1157-1991 轻烃中TBC测试试验方法ASTM D1157-2000 轻质烃总抑制剂含量(TBC)的测试方法ASTM D1159-2001 电化学滴定法测量石油馏分及商用脂族烯烃的溴值试验方法ASTM D1159-2001 电位滴定法测试石油馏出物和脂肪烃溴数ASTM D1160-2002a 减压蒸馏石油产品试验方法ASTM D1160-2003 石油产品减压蒸馏方法ASTM D116-1986(2006) 电气设备用上釉陶瓷材料的试验ASTM D1171-1999 橡胶变质试验.室外或小室内橡胶表面臭氧龟裂(三角形试样) ASTM D1179-2004 水中氟化物离子的测试方法ASTM D1183-1996 胶粘剂耐周期性实验室老化条件的标准试验方法ASTM D1184-1998 胶粘剂粘结的层压部件抗挠强度的试验方法ASTM D1186-2001 铁基非磁性涂层干膜厚度的无损测量方法ASTM D1192-1998 水和蒸汽的抽样设备标准指南ASTM D1193-1999 试剂水(联邦试验方法No.7916)ASTM D1200-1994(2005) 福特粘度杯测定粘度的试验方法ASTM D1201-1999 ;RASTM DEYMASTM DE-ASTM D1203-1994 R03 ;RASTM DEYMASTM DM-ASTM D1203-1994 R99 ;RASTM DEYMASTM DMTOTRSOTLFMQ--ASTM D1204-1994 ;RASTM DEYMASTM DQTOTRFMQ--ASTM D1204-1994 ;RASTM DEYMASTM DQTUKVEASTM D1204-2002 ;RASTM DEYMASTM DQ-ASTM D1209-2000 透明液体色度的试验方法(铂钴标度)ASTM D1209-2000 无色透明液体色度的测定方法(铂钴标度)ASTM D1210-1996 颜料载体体系分散细度的测试方法ASTM D121-2005 煤和焦炭术语ASTM D1217-1993 宾汗比重瓶测试液体密度试验方法ASTM D1217-1993 用宾汉比重法测定液体密度和相对密度(比重)的试验方法ASTM D1217-2003 用宾汉比重法测定液体密度和相对密度(比重)的试验方法ASTM D1218-2002 碳氢化合物折射率试验方法ASTM D1218-2002 液态烃的折光率和折光分散度的测试方法ASTM D1218-2002 液态烃的折射率和折射分散度的测试方法ASTM D12-1988(1998)未加工的桐油ASTM D1229-1997 橡胶特性试验方法.低温时的压缩变形率ASTM D1230-1994(2001) 服装纺织品的易燃性的测试方法ASTM D1238-2000 ;RASTM DEYMZGTMASTM DA-ASTM D1238-2001 ;RASTM DEYMZGTMASTM DFFMQ--ASTM D1238-2001 ;RASTM DEYMZGTUKVEASTM D1238-2001 用挤压塑性计测定热塑性塑料流率的测试方法ASTM D1238-2004 ;RASTM DEYMZG-ASTM D1238-2004 用挤压塑性计测定热塑性塑料流率的测试方法ASTM D1238-2004a 用挤压塑性计测定热塑性塑料流率的测试方法ASTM D1238-2004c 用挤压塑性计测定热塑性塑料流率的测试方法ASTM D1239-1998 ;RASTM DEYMZK-。
ASTM标准代号

A311/A311M-04 A312/A312M-04a A313/A313M-03 A314-97(2002) A319-71(2001) A320/A320M-04 A321-90(2001) A322-91(2001)e1 A323-93(2000) A324-73(2000) A325-04a A325M-04a A327-91(1997) A327M-91(1997) A328/A328M-03 A333/A333M-04a A334/A334M-04a A335/A335M-03 A336/A336M-03a A338-84(2004) A340-03a A341/A341M-00 A342/A342M-99 A343/A343M-03 A345-98 A348/A348M-00 A350/A350M-04 A351/件规格 压力容器用经二次正火及回火处理的含9%镍 的合金钢板 淬火与回火合金钢螺栓,双头螺栓及其他外螺 纹紧固件规格 渗氮用合金钢棒 蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢 铸件 高温用电熔焊奥氏体铬镍合金钢管 地面架空线用镀锌钢丝绳 铸铁的激冷试验方法 不锈钢和耐热钢丝绳的标准 高温用锻制和镗孔碳素钢管和铁素体合金钢 管 钢制品机械测试的标准试验方法和定义 薄壁压力容器用碳素钢及合金钢锻件 高温中心站用无缝奥氏钢管 球墨铸铁压力管规范索引 不锈钢零件、设备和系统的清洗和除垢 高压输送用金属弧焊钢管 防止钢组件热浸镀锌时翘曲和扭曲用安全保 护 提供高质量镀锌覆层(热浸) 压力容器用铬钼合金钢板 重型钢锻件超声波检测 适合高温受压部件用经特殊热处理的合金钢 铸件规格 饲养家禽用镀锌钢丝栏栅网(六角形和直线 形) 80号合金钢链条 镀锌钢丝链环栏栅网 传动塔架用镀锌和裸露钢螺栓 高温用铁素体球墨铸铁受压铸件 钢棒的成分及机械性能选择指南 铬硅合金钢丝
等温淬火球铁(ADI)及其应用

S 应被严格限制,以保证球化成功,防止过 多的夹杂物产生和球化衰退。P促进脆性,为有 害元素。Mo 、Ni 、 Mn 、Cu 是由强变弱的促进 硬度的元素。Mn 应低于普通球墨铸铁,因为Mn 有显著的偏析倾向,致使石墨分布不均匀。Cu 可 以部分消除 Mn 的不利影响,在使用Cu 后,Mn 含量可放宽至0.5%。加入合金元素Cu 、Mo 、Ni 、 Nb可以提高淬透性及力学性能。干扰元素Ti 、 Sn 、 Sb 、V 等破坏球形,要用稀土元素中和, 但Ce过多反球化,应加以控制。
2023最 新 整 理 收 集 do something
互相合作 共同发展 共同进步
等温淬火球铁(ADI)及其应用
等温淬火球墨铸铁(Austempering Ductile Iron)是将球墨铸铁加热至奥氏体温度(850- 950℃)保温(1-2h)至奥氏体为碳所饱和, 然后急冷至使铸件不生成珠光体并高于马氏体 开始形成温度(Ms), 在此温度(250-380℃) 保持足够长的时间(1.5-3.5h)生成针状铁素体 和高碳奥氏体(称为奥氏铁素体)的热处理态 铸铁。等温淬火球墨铸铁简称等淬球铁 (ADI),国内也有称为奥氏体球铁,贝氏体 球铁,奥贝球铁。
1.1.3 铸造工艺
采用先进的成形方法和科学的浇冒口设计技 术,防止铸件产生缩孔、缩松、气孔、夹渣等隐 藏性缺陷。孔洞和显微缩松体积<1%。只有提 供完善的原始铸件,才能保证等淬球铁高性能的 稳定性和可靠性。
铸铁水平连铸和金属型铸造是制造等淬球铁 原件先进的成形方法,这种方法铸件冷却快,石 墨球数又多、又圆整,不易产生铸造缺陷。
日本等温淬火球墨铸铁(JIS)标准 ,如表2。 表2. 日本等温淬火球墨铸铁(JIS)标准
我国湖北省机电研究设计院和安陆粮食机械厂企 业标准(Q/AL-J600-083-1998), 如表3 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Designation:A897/A897M–03Standard Specification forAustempered Ductile Iron Castings1This standard is issued under thefixed designation A897/A897M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1This specification covers ductile iron castings that are subsequently heat treated by an austempering process as defined in10.1.1.2The application of the austempering heat treatment extends the range of properties achievable in ductile iron castings.1.3No precise quantitative relationship can be stated be-tween the properties of the iron in various locations of the same casting or between the properties of castings and those of a test specimen cast from the same iron(see Appendix X1).How-ever,austempering heat treatment will tend to diminish any differences in mechanical properties.1.4The production of castings,machining(if required),and the austempering heat treatments may be performed by differ-ent manufacturers,as covered in Section15.The purchaser should establish by contract agreement,at the time of ordering, the responsibility of the various parties for meeting the specification requirements.1.5The values stated in either inch-pound or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets[].The values stated in each system are not exact equivalents;therefore,each system shall be used independently of the bining values from the two systems may result in nonconformance with the specification.2.Referenced Documents2.1ASTM Standards:2A247Test Method for Evaluating the Microstructure of Graphite in Iron CastingsA370Test Methods and Definitions for Mechanical Testing of Steel ProductsA732Specification for Castings,Investment,Carbon and Low Alloy Steel for General Application,and Cobalt Alloyfor High Strength at Elevated TemperaturesA834Specification for Common Requirements for Iron Castings for General Industrial UseE8Test Methods for Tension Testing of Metallic Materials E10Test Methods for Brinell Hardness of Metallic Mate-rialsE23Test Methods for Notched Bar Impact Testing of Metallic Materials2.2Military Standard:MIL-STD-129Marking for Shipment and Storage33.Ordering Information3.1Orders for material to this specification shall include the following information:3.1.1ASTM designation,with year of issue,3.1.2Grade of austempered ductile iron required(see Table 1and Sections6and7),3.1.3Chemical composition requirements,if any(see Sec-tion4),3.1.4Heat treated microstructure restrictions(see Section 10),3.1.5Test coupon criteria(see Section12),3.1.6Lot size and tests per lot(see12.6and Section15), 3.1.7Special requirements,if desired,including hardness, radiographic soundness,magnetic particle inspection,pressure tightness,dimensions,or surfacefinish(see Section9),3.1.8Certification,if required(see Section16),3.1.9Special preparation for delivery,if required(see Sec-tion17).4.Chemical Composition4.1Although this specification has no specific chemical requirements,such requirements may be agreed upon between the manufacturer,heat treater,and the purchaser.5.Microstructure5.1The graphite component of the microstructure shall consist of a minimum80%spheroidal graphite conforming to Types I and II per Test Method A247.1This specification is under the jurisdiction of ASTM Committee A04on Iron Castings and is the direct responsibility of Subcommittee A04.02on Malleable and Ductile Iron Castings.Current edition approved Dec.1,2003.Published January2004.Originally approved st previous edition approved in2002as A897-02.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTMStandards volume information,refer to the standard’s Document Summary page on the ASTM website.3Available from Standardization Documents,Order Desk,Building4,Section D, 700Robbins Ave.,Philadelphia,PA19111-5098,Attn:NPODS.1Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.5.2The matrix microstructure shall substantially consist of ausferrite (acicular ferrite and high carbon,stable austenite).5.3The cooling rate within some sections may not be sufficient to avoid the formation of pearlite or other high temperature transformation products.In some cases,the maxi-mum acceptable quantities of these microconstituents and the location(s)within the casting may be established by agreement between the manufacturer,heat treater,and the purchaser.5.4Martensite may be present in minor amounts in the microstructures of Grades 200/155/02[1400/1100/02]and 230/185/01[1600/1300/01].Acceptable quantities of marten-site may be established by agreement between the manufac-turer,heat treater,and the purchaser.5.5The microstructure shall be substantially free of unde-sirable microconstituents,the details of which shall be agreed upon by the manufacturer,heat treater,and the purchaser.5.6The manufacturer,heat treater,and the purchaser may agree upon special chemical compositions or processing re-quirements to limit the microconstituents described in 5.3,5.4,and 5.5.6.Mechanical Properties6.1Tensile property requirements include tensile strength,yield strength,and elongation and apply only after austemper-ing heat treatment.6.2The iron represented by the test specimens shall con-form to the requirements as presented in Table 1.6.3The yield strength shall be determined by the 0.2%offset method (see Test Methods E 8).7.Impact Requirements7.1The iron represented by the test specimens shall con-form to the impact properties presented in Table 1.7.2Impact energy requirements apply only after test mate-rial has been austempered.The impact test specimens must be finish ground to required dimensions after heat treatment.8.Hardness8.1The area or areas on the castings where hardness is to be checked shall be established by agreement between the manu-facturer and purchaser,or the manufacturer and the end user.8.2Brinell hardness shall be determined according to Test Method E 10after sufficient material has been removed from the casting surface to insure representative hardness readings.The 10mm ball and 3000kg load shall be used unless otherwise specified and agreed upon.9.Special Requirements9.1When specified in the contract or purchase order,castings shall meet special requirements as to hardness,chemi-cal composition,microstructure,pressure tightness,radio-graphic soundness,magnetic particle inspection,dimensions,and surface finish.Refer to Specification A 834for a list of common requirements for iron castings not specifically refer-enced elsewhere in this specification.9.2When specified in the contract or purchase order,castings shall meet special requirements prior to the austem-pering heat treatment operation.10.Heat Treatment10.1Castings produced in accordance with this specifica-tion shall be heat treated by an austempering process consisting of heating the castings to a fully austenitic,homogeneous condition,cooling (at a rate usually sufficient to avoid the formation of pearlite)to a temperature above the martensite start temperature,and isothermally transforming the matrix structure for a time sufficient to produce the desired properties.This process shall produce a microstructure that is substantially ausferrite.10.2Upon agreement between the manufacturer and the purchaser,tension test specimens described in Section 13may be machined prior to the austempering heat treatment.In this case,heat treatment shall be performed in an inert or carbon controlled environment so as to prevent carburization,decar-burization,or scaling.Handling and fixturing must be such as to prevent test bar distortion (see X1.4).10.3Re-austempering of castings or any deviation from the established heat treating process is only permissable with the approval of the casting purchaser.TABLE 1Mechanical Property Requirements of GradesInch-pound unitsGrade 130/90/09Grade 150/110/07Grade 175/125/04Grade 200/155/02Grade 230/185/01Tensile strength,min,ksi 130150175200230Yield strength,min,ksi 90110125155185Elongation in 2in.,min,%97421Impact energy,ft-lb A7560452515Typical hardness,HBW,kg/mm 2269–341302–375341–444388–477402–512AUnnotched charpy bars tested at 7267°F.The values in the table are a minimum for the average of the highest three test values of the four tested samples.SI unitsGrade 900/650/09Grade 1050/750/07Grade 1200/850/04Grade 1400/1100/02Grade 1600/1300/01Tensile strength,min,MPa 9001050120014001600Yield strength,min,MPa 65075085011001300Elongation in 50mm,min,%97421Impact energy,J A10080603520Typical hardness,HBW,kg/mm 2269–341302–375341–444388–477402–512AUnnotched charpy bars tested at 2264°C.The values in the table are a minimum for the average of the highest three test values of the four testedsamples.11.Workmanship,Finish,and Appearance11.1The surfaces of castings shall be clean and free of adhering molding material,heat treatment oils or salts,cracks,hot tears,or other injurious defects such as slag and surface porosity.Dimensions shall conform to drawings or patterns supplied by the purchaser.11.2Castings shall not have chilled corners or center chill in areas to be machined.11.3Welding repair is not acceptable on austempered cast-ings.12.Test Coupons12.1Separately cast test coupons from which the tension test and Charpy test specimens are machined shall be cast to the size and shape shown in Fig.1or Fig.2.A modified keel block cast from the mold shown in Fig.3may be substituted for the 1-in.[25-mm]Y-block or the 1-in.[25-mm]keel block.The test coupons shall be cast in open molds made of suitable core sand having a minimum wall thickness of 11⁄2in.[38-mm]for the 1⁄2-in.[13-mm]and 1-in.[25-mm]sizes and 3in.[76-mm]for the 3-in.[76-mm]size.The coupons shall be left in the mold until they have cooled to a black color (900°F [480°C]or less).The size and type of coupon cast to represent the casting shall be at the option of the purchaser.In case no option is expressed,the manufacturer shall make the choice.12.2When investment castings are made in accordance with this specification,the manufacturer may use cast-to-size test specimens that are either incorporated in the mold with the castings or separately cast using the same type of mold and the same thermal conditions that are used to produce the castings.The test specimens shall be made to the dimensions shown in Fig.1of Specification A 732or Fig.5of Test Methods and Definitions A 370.The exact procedure to be used for produc-ing test specimens shall be agreed upon by the manufacturer and the purchaser.12.3When castings made in accordance with this specifi-cation are produced by nodularization directly in the mold,the manufacturer may use either separately cast test coupons or test specimens cut from castings.If test bars are to be cut from castings,test bar location shall be agreed upon by the purchaser and the manufacturer and indicated on the casting drawing.When separately cast test coupons are used,selection shall be as outlined in 12.1and shown in Figs.1-6.Appendix X2provides guidelines for selection of coupons with mold cooling rates representative of various casting sections.12.4Test coupons shall be poured from the same ladle or heat as the castings they represent and,unless otherwise agreed upon by the manufacturer and the purchaser,shall be subject to the same post inoculation and alloying practice.12.5Test coupons shall be heat treated with the castings they represent.12.6The number of test coupons and the number of tests required per order or lot size shall be established at the time of ordering.This agreement should include a definition of lot size.Lot size can be defined to include the entire order,a specified portion of that order,a specified manufacturing production period,or a specified quantity of parts shipped to the purchaser.12.7If any test specimen shows obvious defects,another may be cut from the same test block or from another test block representing the same metal.Positions other than “A”or “B”in Fig.4shall not be used.In those cases where removal of test bars from actual castings has been agreed upon (see 12.2and 12.3),a second test bar may be obtained from an alternate location of equivalent section or from a second casting processed in the samelot.13.Tension Test Specimens13.1The standard round tension test specimen with a 2-in.[50-mm]gage length shown in Fig.5shall be used,except when the 1⁄2-in.[13-mm]Y-block coupon is used.In this case,either of the test specimens shown in Fig.6shall be satisfac-tory.Tension test specimens shall be machined only from Positions A (preferred)or B in Fig.4.The test bars may be machined before or after heat treatment in accordance with 10.2.14.Impact Test Specimens14.1The unnotched Charpy impact strength shall be deter-mined according to Test Methods E 23with the following variations:Specimens are to be prepared unnotched to dimen-sions in Fig.9of Test Methods E 23.Blanks from which test specimens are machined shall be cut only from Positions A or B in Fig.4.Test temperature shall be 7267°F [2264°C].Four specimens shall be tested,with the lowest impact energy value discarded and the remaining three values averaged.The average impact energy shall meet the requirement of Table 1.15.Responsibility for Quality and Inspection15.1At the time of an order,the purchaser should establish an agreement for quality and inspection requirements with themanufacturers.The form of this agreement depends upon which of the conditions in 15.2or 15.3are determined to exist.15.2If all manufacturing operations are performed by a single manufacturer,that manufacturer is responsible for per-formance of all quality and inspection requirements covered herein.15.3If,at the time of ordering,the purchaser determines that more than one manufacturer will contribute to the casting,machining,and heat treatment operations,in any sequential fashion,an agreement should be negotiated that defines and assigns individual responsibility for each specific quality and inspection requirement.This does not prevent an agreement wherein any one manufacturer in the chain of sequential operations can agree to assume full responsibility for all quality and inspection requirements.15.4To avoid future disputes,the purchaser can require that all companies in the manufacturing chain be identified.Changes shall not be made without approval of the purchaser.The manufacturer(s)may require the purchaser to provide written agreement for any changes mutually agreed upon.15.5Unless specified to the contrary by the purchaser,any of the manufacturers in the chain may use his or her own or any other facilities for performance of the inspection requirements.Responsibility for meeting the specified properties remainsFIG.3Mold for Modified KeelBlock4with the parties defined in 15.2or 15.3.This shall not prevent the purchaser from also performing any or all of the quality and inspection requirements.16.Certification16.1Where required by contract,the manufacturer’s certi-fication shall be furnished to the purchaser stating that the material was manufactured,sampled,tested,and inspected in accordance with the material specification and was found tomeet the requirements.The certification shall include the results of all tests performed.17.Preparation for Delivery17.1Unless otherwise specified in the contract or purchase order,cleaning,drying,preservation,and packaging of castings shall be in accordance with the manufacturer’s commercial practice.Packaging and marking shall be adequate to ensure safe delivery by the carrier.FIG.4Sectioning Procedure for Y-BlocksFIG.5Standard Round Tension Test Specimen with 2-in.[50-mm]GageLength517.2Government Procurement—When specified in the con-tract or purchase order,marking for shipment shall be inaccordance with the requirements of MIL-STD-129.APPENDIXES(Nonmandatory Information)X1.MECHANICAL PROPERTIES OF CASTINGSX1.1In order to achieve the required mechanical properties in castings,or test coupons,the iron must have a chemical composition that provides sufficient hardenability to fully respond in the austempering heat treatment cycle.The response to heat treatment is affected by the effective section size, graphite nodule count,and chemical composition.It also depends on the capabilities of the specific heat treater’s equipment.The heavier the effective section size and the more massive the casting,the slower will be the cooling or quench-ing rate in the austempering cycle.This quenching rate must exceed some critical value to attain the correct microstructure (high carbon austenite plus acicular ferrite).X1.2Published literature and commercial heat treaters as well as many foundries can provide information on required alloy additions needed for specific parts,casting section sizes, or masses.Austempered Ductile Iron can be successfully produced from ductile iron castings with a wide range of chemical compositions and configurations.There is no opti-mum recipe;however those produced to the following param-eters have been shown to yield excellent results.X1.2.1The castings should be free of non-metallic inclu-sions,carbides,shrink and dross.Proper purchasing,storage and use of charge materials will minimize the occurrence of carbides and gas defects.Proper molding control will minimize surface defects and other sub-surface discontinuities.The castings should be properly gated and poured using consistent and effective treatment and inoculation techniques to yield shrink free castings.Any of the aforementioned non-conforming conditions will reduce the toughness of an ADI component,even if adequate for conventional ductile iron.The following should be met as a minimum:Nodule Count100/ mm2and Nodularity80%.X1.2.2The carbon equivalent(CE)can be approximated by the relationship:CE=%C+1/3(%Si).It should be controlled as follows in Table X1.1.X1.3Alloying elements such as Molybdenum,Copper, Nickel and additional Manganese above the base metal level should be added only when additional hardenability is required for heavy sections.Increased hardenability is only required to avoid the formation of pearlite during quenching.The amount of alloying required(if any)will be a function of thealloycontent in the base metal,the part configuration and the austempering process used.The proper alloy composition should be determined jointly by the foundry and the heat treating source.Addition of alloying elements when not re-quired does not enchance the properties of ADI and merely adds to the cost of the position guidelines are recommended in Table X1.2and Table X1.3.X1.3.1Other nodulizing elements like beryllium,calcium, strontium,barium,yttrium,lanthanum and cerium should be present only to the extent that they are used to replace Mg in treatment.The amount of residual Mg plus the amounts of these elements should not exceed0.06%.Carbide forming elements(like Cr,Ti,V)tend to be additive in effect with Mn and/or Mo;thus,one should take note of this in alloy design to avoid the formation of carbides in the casting.X1.3.2The preceding guidelines are intended to be useful parameters for production.Good ADI can,and is,being produced from ductile iron not meeting these criteria,however,TABLE X1.1Suggested Carbon Equivalent Ranges for VariousSection SizesSection Size CE Range0to1⁄2in.(0to13mm) 4.4to4.61⁄2to2in.(13to51mm) 4.3to4.6Over2in.(51mm) 4.3to4.5TABLE X1.2Suggested Targets and Control Ranges for Intentionally Added ElementsElement Recommended RangeCarbonCarbon should be controlled within the recommended range exceptwhen deviations are required to produce a defect-free casting.If toohigh levels of carbon are present,carbonflotation can occur andreduce the apparent strength levels of ADI.3.60%60.20%SiliconSilicon is one of the most important elements in ADI because itpromotes graphite formation,decreases the solubility of carbon inaustenite,increases the eutectoid temperature and inhibits theformation of bainitic carbide.Excessively high levels of Si cansuppress ausferrite in localized areas by stabilizing ferrite.2.50%60.20%MagnesiumMagnesium is added to create the conditions for graphite nodules toform.Excessively high levels will promote carbide formation whilelow levels promote nonspheroidal graphite.(%S x0.76)+0.025%60.005%ManganeseManganese additions above that of the base metal composition arenot recommended because Mn segregates to the last to freezeregions of the casting and will retard the formation of ausferrite if thenodule count is not sufficiently high to break up the Mn segregatedregion.In section sizes up to1⁄2in.or13mm,Mn targets as high as0.60%have been used due to high nodule counts.In section sizesover1⁄2in.(13mm)or in the presence of Mo other carbide formers,the Mn target should be reduced to0.35%or less to minimize theformation of cell boundary carbides which may negatively affectcomponent machinability or ductility,or both.0.35%60.05%CopperCopper may be added to ADI to increase hardenability in additionsup to0.80%.Above this level,Cu creates a diffusion barrier aroundthe graphite nodules,thus inhibiting carbon mobility duringaustenitizing.0.80%maximum,only as needed60.05%NickelNickel may be used to increase the hardenability of ductile iron inadditions up to2.0%.Because of the costs associated with the useof Ni,larger additions may be cost prohibitive.2.0%maximum,only as needed60.10%MolybdenumMolybdenum is the most potent hardenability agent in ADI and may be necessary in heavy section castings to prevent the formation of pearlite.Both tensile strength and ductility decrease as the Mo content increases beyond that required for hardenability.This deterioration in properties is likely caused by the segregation of Mo to cell boundaries and the formation of carbides.The level of Mo should be restricted to not more than0.30%in heavy section castings.0.30%maximum(only as needed)60.03%these criteria represent sound,commercial practices known to produce good results.They do not constitute a guarantee of final properties.X1.4Machining of tension test specimens after austemper-ing may be difficult,particularly for the higher strength grades.For this reason,some manufacturers prefer to machine the test bars to size or near net size (with some final grinding allowances)before the austempering operation.(Warning—Achieving the required mechanical properties and austempered microstructure in the smaller cross sections of a premachinedtest bar does not ensure the correct response in the heavier sections of actual parts,as explained in X1.1.When prema-chined test bars are to be used,it is recommended that adequate austempering be verified.This can be done by sectioning a casting,examining the microstructure in that section,and then comparing the results with that of a premachined test bar that has been austempered in the same furnace load.When inad-equate austempering response is identified,increased alloying as discussed in X1.3may be required.)X2.Y-BLOCK SELECTIONX2.1Table X2.1provides guidelines for the selection of Y-blocks that have cooling rates that are representative of equivalent shapes having the dimensions shown.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().TABLE X1.3Suggested Targets and Control Ranges for Trace or Tramp ElementsTrace or Tramp ElementsSuggested Target (or maximum)Typical Control RangeSn Tin 0.02%maximum 60.003%Sb Antimony 0.002%maximum 60.0003%P Phosphorus 0.04%maximum S Sulfur 0.02%maximum O Oxygen 50ppm maximum Cr Chromium 0.10%maximum Ti Titanium 0.040%maximum V Vanadium 0.10%maximum Al Aluminium 0.050%maximum As Arsenic 0.020%maximum Bi Bismuth 0.002%maximum B Boron 0.0004%maximum Cd Cadmium 0.005%maximum Pb Lead 0.002%maximum Se Selenium 0.030%maximum Te Tellurium0.003%maximumTABLE X2.1Equivalent Geometric Shapes Corresponding to Y-Blocks AY-BlockSize,in.[mm]Infinite Plate Thickness,in.[mm]Round Diameter,in.[mm]Cube Edge,in.[mm]0.5[13]0.5[13] 1.2[30] 1.8[46]1.0[25]0.9[22] 1.8[46] 2.8[72]3.0[76]1.6[40]3.1[80]4.8[120]AFor castings with cross sections that would require a Y-block greater than 3in.[76mm],alloy requirements must be based upon experimental trials with test castings or previous experience with similar parts.Test coupons should be selected upon agreement between the producer and thepurchaser.。