3 检测分拣单元的编程与调试
分拣系统自动控制的编程调试
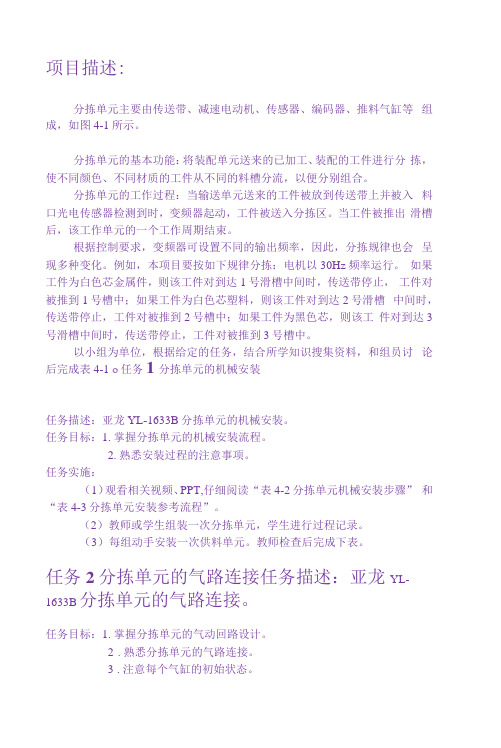
落格程序如图 6-3-5 所示。
I1.0 为停止按钮为常闭 状态,I1.1 为启动按钮为常开 状态。Q1.0 为主控继电器, 通过与 I1.1 的并联实现自锁 功能;
任务三 分拣系统自动控制的编程调试
图6-3-5 落格程序
任务三 分拣系统自动控制的编程调试
如图6-3-1所示、本控制装置在生产线上可自动测试电容器的多种特性参数,并按不同 的参数要求,自动筛选、落格分档、剔除不合格产品。其工作原理简述如下:被测电容器由 同步机械手或手工装上夹具后,在传送带输送下到达各测试工位,进行相应测试。指标不合 格的落入相应废品格口,符合要求的电容器继续向前运行,并进行下一步测试;最后到达电 容量分选测试,根据被测容量大小,控制相应的输出继电器,使它落入A、B、C等级品的相 应格口。
任务三 分拣系统自动控制的编程调试
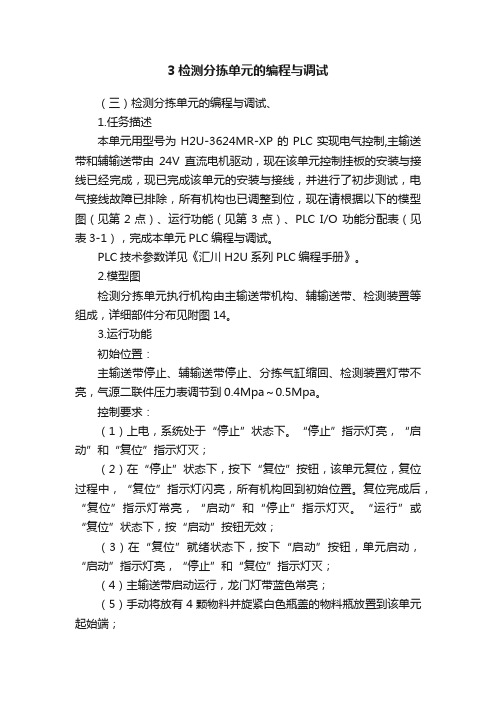
自动分拣系统流程图如图 6-3-2 所示。
准备测试 低电平测试
结束
低电平废品 槽口
是否合格 I0=?
绝缘测试
A等品槽口
B等品槽口
C等品槽口
绝缘废品槽 口
耐压废品槽 口
闪变废品槽 口
是否合格 I1=?
耐压测试
A等品达标 I5=?
电容量测试
B等品 I6=?
是否合格 I2=?
闪变测试
是否合格 I4=?
损耗测试
电控与PLC控制技术
项目六 分拣系统自动控制
广西机电职业技术学院
任务一 定时器指令系统的编程应用及调试 任务二 计数器指令系统的编程应用及调试 任务三程调试
一. 项目工作任务
有极薄膜电容器需要对低电平、绝缘、耐压、闪变、损耗等参数进行测试并根据被测电 容的容量分成A、B、C等级品进行分类筛选。将不同等级的电容器分选到不同的容器中。 1。项目任务分析
自动化生产线安装与调试 教案 实践篇-分拣单元
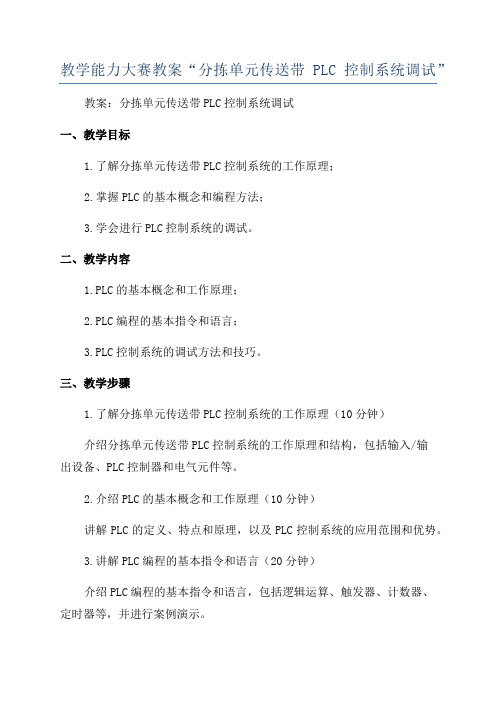
项目描述:分拣单元主要由传送带、减速电动机、传感器、编码器、推料气缸等组成,如图4-1所示。
分拣单元的基本功能:将装配单元送来的已加工、装配的工件进行分拣,使不同颜色、不同材质的工件从不同的料槽分流,以便分别组合。
分拣单元的工作过程:当输送单元送来的工件被放到传送带上并被入料口光电传感器检测到时,变频器起动,工件被送入分拣区。
当工件被推出滑槽后,该工作单元的一个工作周期结束。
根据控制要求,变频器可设置不同的输出频率,因此,分拣规律也会呈现多种变化。
例如,本项目要按如下规律分拣:电机以30Hz频率运行。
如果工件为白色芯金属件,则该工件对到达1号滑槽中间时,传送带停止,工件对被推到1号槽中;如果工件为白色芯塑料,则该工件对到达2号滑槽中间时,传送带停止,工件对被推到2号槽中;如果工件为黑色芯,则该工件对到达3号滑槽中间时,传送带停止,工件对被推到3号槽中。
以小组为单位,根据给定的任务,结合所学知识搜集资料,和组员讨论后完成表4-1 o任务1分拣单元的机械安装任务描述:亚龙YL-1633B分拣单元的机械安装。
任务目标:1.掌握分拣单元的机械安装流程。
2.熟悉安装过程的注意事项。
任务实施:(1)观看相关视频、PPT,仔细阅读“表4-2分拣单元机械安装步骤” 和“表4-3分拣单元安装参考流程”。
(2)教师或学生组装一次分拣单元,学生进行过程记录。
(3)每组动手安装一次供料单元。
教师检查后完成下表。
任务2分拣单元的气路连接任务描述:亚龙YL-1633B分拣单元的气路连接。
任务目标:1.掌握分拣单元的气动回路设计。
2.熟悉分拣单元的气路连接。
3.注意每个气缸的初始状态。
任务实施:(1)请绘制自动分拣装置的气动控制回路。
(2)连接气路并进行调试。
1)注意气缸的初始状态,3个分拣气缸的初始状态均为缩回。
2)调节节流阀以控制气缸的伸出和缩回速度。
(3)教师检查各项操作后完成下表。
任务3分拣单元的电气接线任务描述:亚龙YL-1633B分拣单元的电气接线。
3检测分拣单元的编程与调试
3检测分拣单元的编程与调试(三)检测分拣单元的编程与调试、1.任务描述本单元用型号为H2U-3624MR-XP的PLC实现电气控制,主输送带和辅输送带由24V直流电机驱动,现在该单元控制挂板的安装与接线已经完成,现已完成该单元的安装与接线,并进行了初步测试,电气接线故障已排除,所有机构也已调整到位,现在请根据以下的模型图(见第2点)、运行功能(见第3点)、PLC I/O 功能分配表(见表3-1),完成本单元PLC编程与调试。
PLC技术参数详见《汇川H2U系列PLC编程手册》。
2.模型图检测分拣单元执行机构由主输送带机构、辅输送带、检测装置等组成,详细部件分布见附图14。
3.运行功能初始位置:主输送带停止、辅输送带停止、分拣气缸缩回、检测装置灯带不亮,气源二联件压力表调节到0.4Mpa~0.5Mpa。
控制要求:(1)上电,系统处于“停止”状态下。
“停止”指示灯亮,“启动”和“复位”指示灯灭;(2)在“停止”状态下,按下“复位”按钮,该单元复位,复位过程中,“复位”指示灯闪亮,所有机构回到初始位置。
复位完成后,“复位”指示灯常亮,“启动”和“停止”指示灯灭。
“运行”或“复位”状态下,按“启动”按钮无效;(3)在“复位”就绪状态下,按下“启动”按钮,单元启动,“启动”指示灯亮,“停止”和“复位”指示灯灭;(4)主输送带启动运行,龙门灯带蓝色常亮;(5)手动将放有4颗物料并旋紧白色瓶盖的物料瓶放置到该单元起始端;(6)当进料检测传感器检测到有物料瓶且旋紧检测传感器无动作,经过检测装置时,龙门灯带绿色常亮,物料瓶即被输送到主输送带的末端,出料检测传感器动作,主输送带停止,龙门灯带蓝色熄灭,人工拿走物料瓶,输送带继续启动运行,龙门灯带绿色熄灭,蓝色常亮。
(7)手动将放有4颗物料并旋紧蓝色瓶盖的物料瓶放置到该单元起始端;(8)当进料检测传感器检测到有物料瓶且旋紧检测传感器无动作,经过检测装置时,龙门灯带绿灯闪烁(f=2HZ),物料瓶即被输送到主输送带的末端,出料检测传感器动作,主输送带停止,龙门灯带蓝色熄灭,人工拿走物料瓶,输送带继续启动运行,龙门灯带绿色熄灭,蓝色常亮。
分拣单元的安装与调试[业界优制]
![分拣单元的安装与调试[业界优制]](https://img.taocdn.com/s3/m/b92f4077bb4cf7ec4afed0d5.png)
扶风书屋
5
项目四 分拣单元的安装与调试
二、 项目准备 1. 完成本项目的设备清单
扶风书屋
6
项目四 分拣单元的安装与调试
2. 预习要点 (1) 气动控制识图及连接知识。 (2) 传感器的工作原理及应用。 (3) PLC编程指令及典型应用。 (4) S7-200编程软件操作知识。
(5) MM420变频器的原理及应用。 (6) 机电安装、调试相关知识。
任务一 分拣单元的装配与测试
2. 机械组件的安装方法
(1)完成传送机构的装配,装配传送带装置及其支座,然 后将其安装到底板分拣单元的装配与测试
(2)完成驱动 电动机组件装配,进 一步装配联轴器,把 驱动电动机组件与传 送机构相连并固定在 底板上。
驱动电动机组件安装
扶风书屋
14
任务一 分拣单元的装配与测试
(3)完成推料气 缸支架、推料气缸、传 感器支架、出料槽及支 撑板等的装配。
(4)完成各传感 器、电磁阀组件、装置 侧接线端口等的装配。
机械部件安装完成后的效果
扶风书屋
15
任务一 分拣单元的装配与测试
二、 分拣单元气动元件的安装与连接 1. 气动系统的组成
扶风书屋
7
任务一 分拣单元的装配与测试
知识链接 一、 分拣单元的机械装配与调整
分拣单元的机械组件包括传送和分拣机构、传送带 驱动机构、电磁阀组和气动元件等。分拣单元的整体结 构除了机械组件之外,还有一些配合机械动作的气动元 件和传感器。
扶风书屋
8
任务一 分拣单元的装配与测试
1. 机械组件的组成
1)传送和分拣机构
扶风书屋
3
项目四 分拣单元的安装与调试
二、 学习目标 1. 知识目标
教学能力大赛教案“分拣单元传送带PLC控制系统调试”
教学能力大赛教案“分拣单元传送带PLC控制系统调试”教案:分拣单元传送带PLC控制系统调试一、教学目标1.了解分拣单元传送带PLC控制系统的工作原理;2.掌握PLC的基本概念和编程方法;3.学会进行PLC控制系统的调试。
二、教学内容1.PLC的基本概念和工作原理;2.PLC编程的基本指令和语言;3.PLC控制系统的调试方法和技巧。
三、教学步骤1.了解分拣单元传送带PLC控制系统的工作原理(10分钟)介绍分拣单元传送带PLC控制系统的工作原理和结构,包括输入/输出设备、PLC控制器和电气元件等。
2.介绍PLC的基本概念和工作原理(10分钟)讲解PLC的定义、特点和原理,以及PLC控制系统的应用范围和优势。
3.讲解PLC编程的基本指令和语言(20分钟)介绍PLC编程的基本指令和语言,包括逻辑运算、触发器、计数器、定时器等,并进行案例演示。
4.指导学生进行PLC控制系统的调试(30分钟)分发实际调试案例,让学生根据已有的PLC控制系统进行调试实践,包括参数设置、信号检测、逻辑判断等。
5.分组讨论和总结(20分钟)将学生分为小组进行讨论、总结和交流,分享调试中遇到的问题和解决方案,提出改进措施。
6.课堂答疑和解析(10分钟)根据学生的提问和反馈,解答他们在调试过程中遇到的问题,并对课堂内容进行补充和梳理。
四、教学资源1.分拣单元传送带PLC控制系统实物模型;2.PLC编程软件和调试工具;3.教学案例和实验材料。
五、教学评估1.通过学生参与度和讨论质量评估学生的学习情况;2.通过学生的实际调试结果评估他们的掌握程度;3.通过课后作业和考试等方式进行综合评估。
六、教学反思本教案设计了多种教学环节和方法,既有理论讲解,又有实践操作,让学生更好地理解和掌握分拣单元传送带PLC控制系统的调试方法。
同时,通过分组讨论和总结,促进了学生之间的交流和互动,提高了教学效果。
分拣机调试方案
分拣机调试方案1. 引言本文档旨在为分拣机的调试提供一个详细的方案,旨在确保分拣机的正常运行并提高分拣效率。
在本文档中,我们将介绍分拣机调试的步骤、技术要点和常见问题解决方法。
希望通过本文档,您可以顺利进行分拣机的调试工作。
2. 步骤分拣机调试一般包括以下几个步骤:2.1 硬件检查在进行分拣机调试之前,首先需要进行硬件检查,确保各个硬件部件的安装和连接正常。
硬件检查的内容主要包括以下几个方面:•检查电源供应是否正常,确保分拣机能够正常接收电能。
•检查传感器、电机、气缸等各个驱动部件的安装情况,确保安装正确、牢固。
•检查控制系统的连接线路是否正常,确保信号传输无误。
2.2 软件设置在硬件检查完成后,需要进行软件设置,包括以下几个步骤:•首先,需要连接分拣机的控制系统,并确保与分拣机硬件的连接无误。
•然后,通过控制系统的界面设置分拣机的参数,如分拣的物品种类、分拣速度等。
•最后,进行软件与硬件的联调,测试分拣机的功能是否正常。
2.3 调试测试调试测试是分拣机调试的重要环节,主要包括以下几个方面:•运行分拣机进行分拣测试,观察分拣的准确性和速度,如发现分拣不准确或速度过慢等问题,需要对分拣机进行调试。
•对分拣机的各个部件进行功能测试,如传感器是否正常检测、电机是否正常运行等,发现问题及时排查和修复。
•进行负载测试,测试分拣机在不同负载下的工作情况,保证其稳定性和可靠性。
3. 技术要点在分拣机调试过程中,需要掌握以下一些技术要点:3.1 传感器调试传感器是分拣机中重要的部件之一,它用于检测物品的属性和位置。
在传感器调试中,需要注意以下几个方面:•确保传感器电源供应正常,检查电源是否稳定。
•校准传感器的灵敏度和触发阈值,以便准确检测物品。
•调整传感器的位置和角度,确保其能够正常检测到物品。
3.2 电机调试电机是分拣机中驱动部件之一,它用于控制物品的运动。
在电机调试中,需要注意以下几个方面:•确保电机的供电正常,检查电流是否满足要求。
检测分拣单元实训指导书

检测分拣单元实训指导书一、 工作任务7、检测分拣单元的安装与接线; 8、检测分拣单元的PLC 程序设计; 9、检测分拣单元的调试与运行。
二、 任务目标检测分拣单元主要任务是按照要求完成对物料瓶盖是否拧紧、颗粒上料个数是否合格的检测,并将不合格的物料瓶送入废料区,同时记录合格通过物料瓶的瓶盖颜色,并将其信号送入下一单元。
三、设备认识1 龙门检测2 瓶盖拧紧检测3 主皮带4 台面接口板5 PLC6 挂板接口板7 按钮面板8 传感器组9 废料推料气缸 10辅助皮带1 图3-1 检测分拣单元结构示意图 表3-1 检测分拣单元部件明细表 8 910 43 2 765四、控制要求4、初始位置:主皮带,辅助皮带:处于停止状态;龙门检测指示灯:显示蓝色灯光;废料推料气缸:收回状态。
2、“单机”工作状态下按“启动”按钮,或者“联机”状态下,主站给出“启动”信号后,系统进入运行状态,“启动”指示灯亮,主皮带运行;当物料瓶随皮带运行至龙门检测时:回归反射传感器对瓶盖是否拧紧进行检测,当物料瓶盖拧紧检测为不合格产品时,龙门检测指示灯红灯常亮;对射光纤传感器对颗粒上料是否为三颗进行检测,当物料瓶颗粒不为三颗时,龙门检测指示灯红灯闪烁;光纤传感器对合格通过物料的瓶盖颜色进行记录并将颜色信号传入下一单元,当物料瓶盖为白色且全部判断合格时,龙门检测指示灯绿灯闪烁,当物料瓶盖为黑色且全部判断合格时,龙门检测指示灯绿灯常亮;当物料瓶运行至分拣气缸时:对龙门检测的结果进行判断,分拣气缸将不合格的物料推向废料区,合格的物料瓶送入下一单元。
3、在“单机”工作状态下按“停止”按钮,或者“联机”状态下主站给出“停止”信号,“停止”指示灯亮,系统进入停止状态,主皮带停止运行,其它所有机构均停止动作,保持状态不变。
4、在“单机”工作状态下按“复位”按钮,或者“联机”状态下主站给出“复位”信号,“复位”指示灯亮,系统进入复位状态,所有执行机构均恢复到初始位置。
分拣单元的PLC控制程序设计(三)
分拣单元的PLC控制程序设计(三)用线行化语言设计分拣单元控制程序(1)新建线性化编程的分拣单元PLC控制程序项目。
在STEP7管理器中创建一个新项目,插入S7-300PLC的站,完成硬件配置,编制符号表。
⑵设计程序流程图。
在设计程序之前,参照分拣单元的生产工艺流程,设计程序流程图。
(3)在OB1中设计控制程序。
参照程序流程图,用LAD、FBL或STL语言设计分拣单元控制程序。
(4)程序调试。
将所编的程序先进行仿真调试,程序调试无误后,再下载到CPU中进行实际运行调试。
经过调试修改后,最终完善控制程序,实现控制功能。
用模块化编程方法设计分拣单元控制程序(1)新建模块化编程的分拣单元控制程序项目。
在STEP7管理器中创建一个新项目,完成硬件配置,插入相应的程序块,编制符号表。
(2)设计程序流程图。
再设计程序之前,参照分拣单元的生产工艺流程,设计程序流程图。
(3)绘制顺序功能图。
分栋单元各执行机构也按一定的顺序运行,依据顺序流程图可以方便地画出分拣单元的顺序功能图。
将顺序功能图用s7GKAH语言编写在FC或FB中。
(4)OB1主程序设计。
参照程序流程图,在OB1中有条件调用順序控制程序,无条件调用停止、急停程序。
(5)急停、停止程序设计。
急停和停止程序仿照前面其他工作单元的设计思路和方法。
(6)调试程序。
将所编的程序先进行仿真调试,仿真调试的程序无误后,再下载到UCP 中进行实际运行调试。
经过调试修改后,最终完善控制程序,实现控制功能。
腾跃始终致力于青岛生产线、青岛流水线、青岛装配线的设计与研发!。
分拣单元的安装与调试
年月日分拣单元的安装与调试【摘要】:分拣单元是自动线的最末单元,完成对上一单元送来的已加工,装配完的工件的分拣工作,并使不同颜色的工件从不同的料槽分流。
当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣。
【关键词】:传送和分拣机构,传送机构,变频器模块,电磁阀组,PLC模块,接线端口,底板。
【ABSTRACT】:automatic sorting unit is the last line unit, complete unit sent on a machined, finished parts of the sorting assembly work, and make different colors from different parts of the trough diversion. When the transfer station and sent to the workpiece on the conveyor belt into the entrance and exit for the photoelectric sensor detects when the boot drive, start the workpiece into the sorting area for sorting.【KEY WORDS】:institutional transfer and sorting, transport mechanism, inverter module, solenoid valve, PLC module, wiring ports, bottom.一设计目的按照分拣单元的功能要求,先按计划进行机械安装与调试,设计手动单步控制程序和自动连续运行程序,并对其进行调试。
二设计要求1.熟悉分拣单元的功能及结构组成,并正确安装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(三)检测分拣单元的编程与调试、
1.任务描述
本单元用型号为H2U-3624MR-XP的PLC实现电气控制,主输送带和辅输送带由24V直流电机驱动,现在该单元控制挂板的安装与接线已经完成,现已完成该单元的安装与接线,并进行了初步测试,电气接线故障已排除,所有机构也已调整到位,现在请根据以下的模型图(见第2点)、运行功能(见第3点)、PLC I/O 功能分配表(见表3-1),完成本单元PLC编程与调试。
PLC技术参数详见《汇川H2U系列PLC编程手册》。
2.模型图
检测分拣单元执行机构由主输送带机构、辅输送带、检测装置等组成,详细部件分布见附图14。
3.运行功能
初始位置:
主输送带停止、辅输送带停止、分拣气缸缩回、检测装置灯带不亮,气源二联件压力表调节到0.4Mpa~0.5Mpa。
控制要求:
(1)上电,系统处于“停止”状态下。
“停止”指示灯亮,“启动”和“复位”指示灯灭;
(2)在“停止”状态下,按下“复位”按钮,该单元复位,复位过程中,“复位”指示灯闪亮,所有机构回到初始位置。
复位完成后,“复位”指示灯常亮,“启动”和“停止”指示灯灭。
“运行”或“复位”状态下,按“启动”按钮无效;
(3)在“复位”就绪状态下,按下“启动”按钮,单元启动,“启动”指示灯亮,“停止”和“复位”指示灯灭;
(4)主输送带启动运行,龙门灯带蓝色常亮;
(5)手动将放有4颗物料并旋紧白色瓶盖的物料瓶放置到该单元起始端;
(6)当进料检测传感器检测到有物料瓶且旋紧检测传感器无动作,经过检测装置时,龙门灯带绿色常亮,物料瓶即被输送到主输送带的末端,出料检测传感器动作,主输送带停止,龙门灯带蓝色熄灭,人工拿走物料瓶,输送带继续启
动运行,龙门灯带绿色熄灭,蓝色常亮。
(7)手动将放有4颗物料并旋紧蓝色瓶盖的物料瓶放置到该单元起始端;
(8)当进料检测传感器检测到有物料瓶且旋紧检测传感器无动作,经过检测装置时,龙门灯带绿灯闪烁(f=2HZ),物料瓶即被输送到主输送带的末端,出料检测传感器动作,主输送带停止,龙门灯带蓝色熄灭,人工拿走物料瓶,输送带继续启动运行,龙门灯带绿色熄灭,蓝色常亮。
(9)手动将放有3颗物料并旋紧瓶盖的物料瓶放置到该单元起始端;
(10)当进料检测传感器检测到有物料瓶且旋紧检测传感器无动作,经过检测装置时,龙门灯带红色常亮,物料瓶经过不合格到位检测传感器时,传感器动作,触发分拣气缸电磁阀得电,当到达分拣气缸位置时即被推到辅输送带上;
(11)手动将放有4颗物料并未旋紧瓶盖的物料瓶放置到该单元起始端;
(12)当进料检测传感器检测到有物料瓶且旋紧检测传感器动作,经过检测装置时,龙门灯带红灯闪烁(f=5HZ),物料瓶经过不合格到位检测传感器时,传感器动作,触发分拣气缸电磁阀得电,当到达分拣气缸位置时即被推到辅输送带上;
(13)在任何启动运行状态下,按下“停止”按钮,该单元停止工作,“停止”指示灯亮,“启动”和“复位”指示灯灭;
4. PLC I/O功能分配表
表3-1。