游标卡尺读数方法与原理
游标卡尺的原理和读数方法

1
2
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7 8 9 0
结构与功能
原理与读数
一.结构与功能
内径测脚 锁定旋钮 主尺 深度窄片
0
1
2
3
4
5
6
7
8
9
10
0
1
2
3
4
5
6
7
8
9
0
被测球体
游标尺
外径测脚
两条零刻线的间距等于 各测量点的间距
0
1
常 见 卡 尺
.
0 0
0
5
10
1
2
3
0
10
20
1
2
3
4
5
6
7
8
9
10
0
1
2
3
4
5
6
7
8
9
0
基本工作原理——错位放大法 二、基本工作原理 错位放大法
0
1
2
3
0
4
5
6
7
1
8
9
10
二、基本工作原理——错位放大法 基本工作原理 错位放大法
0 1 2 3 4 5 6 7 8 9 10
5
5
将主尺的9小格 毫米长度平均分成 将主尺的 小格9毫米长度平均分成 份,做 小格 毫米长度平均分成10份 成游标尺,游标尺的每小格即为0.9毫米 毫米,比主 成游标尺,游标尺的每小格即为 毫米 比主 尺相应小0.1毫米 毫米,根据游标尺和主尺的刻度错 尺相应小 毫米 根据游标尺和主尺的刻度错 位可测量不足一毫米的长度
游标卡尺的读数原理

游标卡尺的读数原理
游标卡尺的读数原理是基于分度尺上的主标尺和游标尺之间的差值来确定测量物体的长度或宽度。
游标卡尺通常由固定尺和滑动尺组成。
固定尺上有主刻度线,而滑动尺上有细分刻度线,与主刻度线相互对应。
当游标卡尺用于测量时,固定尺被放置在测量对象的一端,而滑动尺通过调节位置被对齐到测量对象的另一端。
读数过程包括以下几个步骤:
1. 初始位置:将滑动尺调整到固定尺上的零刻度线位置。
2. 粗读取:观察滑动尺上与主标尺上最接近的主刻度线,并记录其数值。
这是未精确读数的初始数值。
3. 细读取:观察滑动尺上与主标尺上对应的细分刻度线,并记录其数值。
细读数通常用小数的形式表示。
4. 合并读数:将粗读数和细读数结合起来,得到最终测量结果。
以毫米为单位,通常精确到0.1毫米或0.02毫米。
游标卡尺的读数原理基于滑动尺的位置与主标尺刻度之间的对齐,通过对主刻度和细分刻度进行观察和记录,可以精确地测量物体的长度或宽度。
游标卡尺的原理和读数

游标卡尺是一种测量长度、内外径、深度的量具,由主尺和附在主尺上能滑动的游标两部分构成。
游标卡尺的读数原理是利用主尺上的度数及主尺上的刻线间距(简称线距)和游标尺上的线距之差来读出测量值的整数和小数部分。
具体来说,游标卡尺的读数公式为:测量值(L)=主尺读数(X)+游标尺读数(n×精确度)。
游标卡尺的读数方法可以分为以下步骤:
1.观察游标尺和主尺上的刻度线,确定游标尺上第一个刻度线与主尺上的哪个刻
度线对齐。
2.根据精确度确定小数部分的位数,例如0.01mm的精确度对应的小数部分位
数为两位。
3.从游标尺上读出整数部分,从主尺上读出小数部分。
4.将整数部分和小数部分相加,得到测量值。
需要注意的是,如果小数点后面的数字是0,不能省略表示精度。
此外,根据游标卡尺的分格不同,可以分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。
以上是关于游标卡尺的原理和读数的简单介绍,如果需要了解更多信息,可以查阅相关的测量工具书籍。
游标卡尺的原理和方法
游标卡尺的原理和方法
游标卡尺是一种常见的测量工具,用于快速和准确地测量物体的长度、宽度和深度。
它由一个固定的尺子和一个可以移动的游标组成。
游标卡尺的原理是通过游标的移动来测量物体的尺寸。
游标通常位于卡尺的一侧,在固定尺子上有刻度。
通过将游标与物体接触并滑动,可以测量出物体的实际尺寸。
使用游标卡尺测量物体的方法如下:
1. 打开卡尺并放置在待测量的物体旁边。
2. 将游标移动到较大的刻度值,使其与物体接触。
3. 保持游标与物体接触的情况下,将读数靠近固定尺子上游标对应的刻度。
这将提供物体到游标位置的距离。
4. 如果游标上有次刻度,可以继续读取次刻度的值,以获得更准确的测量结果。
5. 记录下读数,以获得物体的尺寸。
需要注意的是,在读取数值时,要确保游标和固定尺子上的刻度是对齐的,以避免误差。
游标卡尺能够提供较高的测量精度,一般可测量到小数点后的几位数。
它广泛应用于制造业、建筑业、工程和科学领域等需要精确测量的工作中。
游标卡尺的读数原理和读数方法

游标卡尺的读数原理和读数方法游标卡尺的读数机构,是由主尺和游标(如图2―2中的6和8)两部分组成。
当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线,此时量爪间的距离为“0”,见图2―2。
当尺框向右移动到某一位置时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸,见图2―1。
此时零件尺寸的整数部分,可在游标零线左边的主尺刻线上读出来,而比1mm小的小数部分,可借助游标读数机构来读出,现把三种游标卡尺的读数原理和读数方法介绍如下。
1游标读数值为0.1mm的游标卡尺如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。
游标每格间距=9mm÷10=0.9mm主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值。
当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准。
当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。
若游标向右移动0.5mm,如图2-4(b),则游标上的第5根刻线与主尺刻线对准。
由此可知,游标向右移动不足1mm 的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。
例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)。
图2-4 游标读数原理另有1种读数值为0.1mm的游标卡尺,图2-5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm。
这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数。
游标读数量具方法及原理
应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛。
一游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
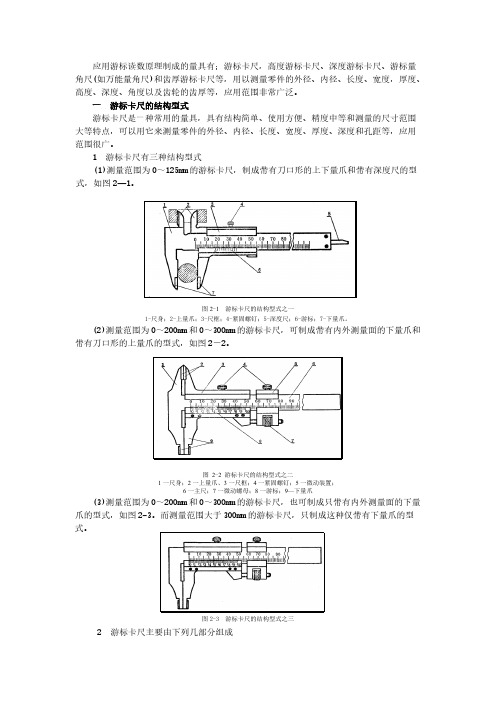
1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图2—1。
图2-1 游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图2―2。
图2-2 游标卡尺的结构型式之二1一尺身;2一上量爪、3一尺框;4一紧固螺钉;5一微动装置;6一主尺;7一微动螺母;8一游标;9—下量爪(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图2-3。
而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式。
图2-3 游标卡尺的结构型式之三2 游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图2-2中的1。
尺身上有类似钢尺一样的主尺刻度,如图2―2中的6。
主尺上的刻线间距为1mm。
主尺的长度决定于游标卡尺的测量范围。
(2)具有活动量爪的尺框,如图2-2中的3。
尺框上有游标,如图2―2中的8,游标卡尺的游标读数值可制成为0.1;0.05和0.02mm的三种。
游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图2―1中的5。
深度尺固定在尺框的背面,能随着尺框在尺身的导向凹槽中移动。
机械游标卡尺的读数原理

我们这里以最常见的0.02mm分度的游标卡尺为例。
1. 主要结构游标卡尺的量爪、螺钉等机械部件这里不详细讨论。
如图1所示,读数的主要部分是主尺和游标:其中主尺就是普通的刻度尺,单位为cm,最小分度为1mm。
游标上也有等距的刻度与数字,一共50个格子、51条刻度线,利用它可以使测量的最小分度达到0.02mm。
注意,当游标归零时,游标最左刻度线与主尺的0刻度线对齐,游标最右刻度线与主尺的4.9cm刻度线对齐,这一点非常重要。
2. 读数方法滑动游标,确定好位置后,首先看游标的最左刻度线在主尺上的位置,主尺刻度向左读出以mm为单位的整数部分;然后观察游标和主尺恰好对齐的刻度,从游标上读出以mm为单位的小数部分。
这里给出一个例子,如图2所示:游标的最左刻度线对应到主尺上,主尺刻度向左读出5mm;游标的4.6刻度线与主尺刻度线对齐,读出小数部分0.46mm;最终测量结果为5.46mm。
3. 读数原理因为游标归零时,游标最左刻度线与主尺的0刻度线对齐,那么游标向右挪动的距离=游标最左刻度线与主尺0刻度线的距离=测量值,如图3所示。
因此测量值以mm为单位的整数部分是容易直接读出的,而小数部分太短了,肉眼难以辨识,于是利用游标的刻度来放大这个距离,以便于观察。
3.1 简单解释以下解释小数部分的读数原理:游标一共有 5\times10=50 个格子,总长度为4.9cm(从主尺上能读出来),所以游标格子宽度为 \frac{4.9}{50}\mathrm{cm}=0.098\mathrm{cm}=0.98\mathrm{mm} ;主尺格子宽度自然为1mm。
假设待测长度的小数部分为 x\mathrm{mm} ,显然 0<x<1 。
我们先微微移动游标让x=0,如图4所示:记主尺和游标对齐的刻度线的序号为i=0,在主尺/游标上向右数i根线,就记它为主尺/游标的第i根线。
注意,这里是从0开始数的,实际上i表示的是该线和第0根线之间的格子数目。
游标卡尺的读数原理和读数方法

游标卡尺的读数原理和读数方法
游标卡尺是一种用来测量物体长度、宽度和深度的精确测量工具。
它由一个固定下巴和一个可以滑动的游标组成。
读数原理:
游标卡尺的读数原理基于两个主要刻度:主刻度和游标刻度。
主刻度是刻在卡尺上的固定刻度,用来确定物体的整数部分长度。
游标刻度是由游标滑块上的标记组成的附加刻度,用于确定物体的小数部分长度。
读数方法:
1. 初始位置:将游标滑块与主刻度的0刻线对齐,使游标卡尺的下巴与物体的一端相接触。
2. 主刻度位数:观察游标滑块上与主刻度刻线对齐的数字。
这些数字表示物体的整数部分长度。
3. 游标刻度位数:游标滑块上的标记可以显示进一步的刻度细分。
观察游标滑块上与主刻度之间对齐的标记位置。
这些标记表示物体的小数部分长度。
4. 读数结果:将主刻度的位数和游标刻度的位数结合在一起,得到最终的读数结果。
需要注意的是,读数需谨慎,避免视觉误差造成的偏差。
在读数时应尽可能垂直看刻度线,以避免偏差。
同时,读数要为合理数值,不应仅凭直觉来进行判断。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
游标卡尺读数方法与原理
游标卡尺
游标卡尺是通过两测量爪相对移动改变游标尺相对刻度的回转运动,并借助尺身刻度和游标刻度相对应刻度,对两测量爪相对移动所分隔的距离进行读数的一种长度测量工具.
性能特点:
1)具有测量内径、外径、深度、台阶四种测量功能(见下图),能进行直接测量和比较测量;
2)不锈钢制造,刻线面无光镀铬,激光刻线、线纹清晰、耐磨;
3)测量精度在0.05mm,游标卡尺无复杂的传动装置,比较耐用;
4)无须清零调节,可直接测量读数。
读数方法:
1、游标读数值为0.1mm的游标卡尺
如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。
游标每格间距=9mm÷10=0.9mm
主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm
0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值。
当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准。
当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。
若游标向右移动0.5mm,如图2-4(b),则游标上的第5根刻线与主尺刻线对准。
由此可知,游标向右移动不足1mm的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。
例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)。
图2-4 游标读数原理
另有1种读数值为0.1mm的游标卡尺,图2-5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm。
这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数。
在游标卡尺上读数时,首先要看游标零线的左边,读出主尺上尺寸的整数是多少毫米,其次是找出游标上第几根刻线与主尺刻线对准,该游标刻线的次序数乘其游标读数值,读出尺寸的小数,整数和小数相加的总值,就是被测零件尺寸的数值。
在图2-5(b)中,游标零线在2与3mm之间,其左边的主尺刻线是2mm,所以被测尺寸的整数部分是2mm,再观察游标刻线,这时游标上的第3根刻线与主尺刻线对准。
所以,被测尺寸的小数部分为3×0.1=0.3(mm),被测尺寸即为2+0.3=2.3(mm)。
2、游标读数值为0.05mm的游标卡尺
图2-5 (c)所示,主尺每小格1mm,当两爪合并时,游标上的20格刚好等于主尺的39mm,则游标每格间距=39mm÷20=1.95mm主尺2格间距与游标1格间距相差
=2-1.95=0.05(mm)
0.05mm即为此种游标卡尺的最小读数值。
同理,也有用游标上的20格刚好等于主尺上的19mm,其读数原理不变。
在图2―5(d)中,游标零线在32mm与33mm之间,游标上的第11格刻线与主尺刻线对准。
所以,被测尺寸的整数部分为32mm,小数部分为11×0.05=0.55(mm),被测尺寸为32+0.55=32.55(mm)。
图2-5 游标零位和读数举例
3、游标读数值为0.02mm的游标卡尺
图2―5(e) 所示,主尺每小格1mm,当两爪合并时,游标上的50格刚好等于主尺上的49mm,则游标每格间距=49mm÷50=0.98mm
主尺每格间距与游标每格间距相差=1-0.98=0.02(mm)
0.02mm即为此种游标卡尺的最小读数值。
在图2―5(f)中,游标零线在123mm与124mm之间,游标上的11格刻线与主尺刻线对准。
所以,被测尺寸的整数部分为123mm,小数部分为11×0.02=0.22(mm),被测尺寸为123十0.22=123.22(mm)。
我们希望直接从游标尺上读出尺寸的小数
部分,而不要通过上述的换算,为此,把游标的刻线次序数乘其读数值所得的数值,标记在游标上,见图2-5,这样使读数就方便了。
游标卡尺测量方法新应用
传统测量方法:
当前工厂内部品质检查的方法为测量一个数据后,由测量人员人工记录在纸张中,或者由一个人测量,另一个人进行记录的操作方式,当需要进行分析时,由操作人员录入到电脑的EXCEL表格中;目前方式导致的问题是效率低,数据容易记错,同时有些操作人员由于不清楚产品的测量规格,对于产品超过规格的情况,操作人员不能及时采取措施,而且对于需要进行数据分析时,还需要重复录入电脑中。
目标:
为实现测量的无纸化,提高测量的准确性及提高检测的效率,在超过规格时,能够及时进行提醒;
新技术测量方法:
直接用数据采集仪连接游标卡尺来进行测量。
数据采集仪会自动采集测量数据并计算分析、自动判断结果,这种测量方法可以提高测量效率,减少由于人工测量所造成的误差,效果如下图所示:
数据采集仪连接千分尺进行测量的好处:
1、机械加工的现场检测;
提高跳动测试的准确度;
提高跳动检测效率;
对加工设备状态进行预警报警;
2、自动数据采集,实现无纸化;
3、提高数据的准确性,更加实时;
4、实现品质数据的实时、远程监控;
5、不占用生产现场空间;
6、比PC更易于维护;
7、方便移动,实现移动数据采集;
8、实现无线传输; 9、小量具仪器配套;
10、解决现场数据记录问题;
具体的行业应用案例,请查看:/jian/DAQ.asp。