轴类零件加工键槽时对称度分析
用指示表检测键槽的对称度误差

如图所示是测量轴线对平面的平行度误差示意图,在被测孔中放一根紧密接触无间隙的心轴,用心轴模拟被测轴线;用平板模拟基准平面,将工件放在平板上,使基准平面(下表面)与平板表面紧密贴合,呈稳定接触状态,如果不是稳定接触则应进行调整。在心轴两端各选一测量截面,用指示表分别测量选定截面最高点的读数值M左、M右,在测量过程中指标表除了可以在平台上移动外,其安装位置不能变动。按下式求平行度误差值。f=|M左-M右|×l/L式中l为被测孔的长度;L为量测量截面间的距离
测量径向全跳动时,指示表的测头方向与基准轴线垂直,且测量过程中指示表沿着平行于基准轴线的理想素线方向移动,整个过程中,指示表的最大与最小示值之差即为径向全跳动值。
测量端面全跳动时,指示表测头的方向与基准轴线平行,测量过程中指示表沿着垂直于基准轴线的方向移动,整个过程中,指示表的最大与最小示值之差即为端面全跳动值。
2.3.4 用指示表检测键槽的对称度误差
图示是用测量距离的方法测量零件中心平面相对于基准对称中心平面的对称度误差。测量时,将被测工件放在平板上,以平板表面作为测量基准,用指示表先测出图中表面I与平板表面间的距离,然后将被测工件翻转180°,按同样方法测出表面Ⅱ与平板表面间的距离。被测两表面对应点最大读数差的绝对值即为被测的对称度误差。
刃口型支承部位V形架测圆跳动
1
2
用V型架测量时的轴向定位
当被测件有顶尖孔时,可在顶尖孔内放一较高精度的钢球,让钢球与固定挡板接触进行定位,如图 (a)所示。
当被测零件轴端为平面时,可用圆头销顶在被测零件的轴线处定位,如图 (b)所示。
当轴端为大孔时,可用大于轴端面的挡板进行轴向定位,如图 (c)所示。此时该挡板与被测零件轴端接触的工作面应有较高的平面度,且要调整挡板使其工作面垂直于被测零件的回转轴线。
利用坐标测量机测量键槽对称度问题的分析
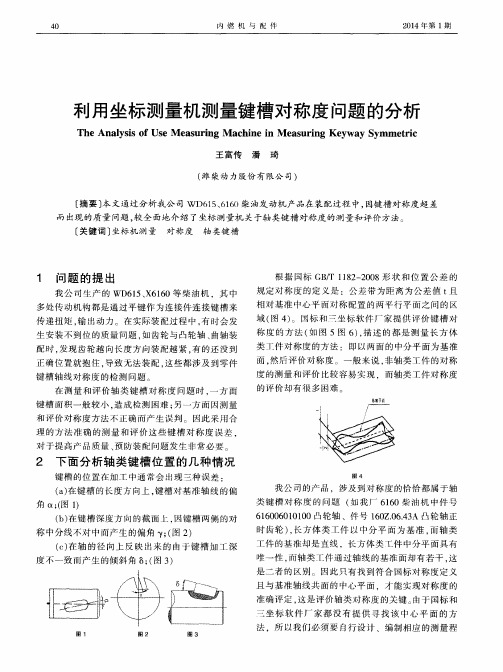
正确位 置 就抱住 , 导 致无 法装配 , 这 些都 涉及 到零件
键 槽轴 线对 称度 的检 测 问题 。 在测 量 和评 价 轴 类键 槽 对称 度 问题 时 , 一 方 面
键 槽 面积 一般较 小 . 造成检 测 困难 ; 另一方 面 因测量 和评 价对 称度 方法 不正确 而产 生误 判 。因此采 用 合
面, 然 后评 价对 称度 。一 般来 说 , 非 轴类 工件 的对 称
度 的测量 和评 价 比较容 易实 现 ,而轴类 工件 对称 度 的评 价却 有很 多 困难 。
鞋 准 蕊
理 的方 法准 确 的测 量 和评 价 这些 键 槽 对称 度 误 差 .
对 于提高 产 品质量 、 预 防装配 问题发 生 非常必 要
4 1
序, 通 过不 同 的计算 和 测量 手 段 , 找 到该 中心平 面 。
下面分 别分 析轴 类工 件对称 度 的测量 和评价 方法 。
一
终止 测量/
点8 = 特征/ 点, 直角
终止 测量/
强 至辩 r . 圈 = E = 习 Ⅱ 圈 卜 ]
图5 图6
2 下面 分 析 轴类 键 槽 位 置 的几 种情 况
键槽 的位 置在 加工 中通 常会 出现 三种误差 :
l 璺I 4
( a ) 在键槽 的长度 方 向上 , 键槽 对基 准 轴线 的偏
角 ; ( 图 1 )
我公 司 的产品 ,涉及 到对 称度 的恰 恰都 属 于轴 类键 槽 对 称度 的问题 ( 如我厂 6 1 6 0柴 油机 中件 号 6 1 6 0 0 6 0 1 0 1 0 0凸轮轴 、件号 1 6 0 Z . 0 6 . 4 3 A凸 轮轴 正
3-4 轴类零件的综合检验

① 用百分表测量
在车间,轴的外圆表面的圆度误差一般用百分表(指示精度为0.01㎜)或
千分表(指示精度为0.001㎜或0.002㎜)进行测量。
百分表
常用的有钟表式和杠杆式两种,钟表式百分表简称为百分表,它的结构形状如图
1- 113所示。
图 1-113 百分表
如图 1- 114所示,杠杆百分表的体积较小,杠杆测头方向可以改变,在校正工件 和测量工件时比较灵活方便,尤其是小孔的测量和在机床上校正零件时,由于受 地位限制,百分表放不进去,而杠杆百分表就容易得多。
图 1-123 各表面对两支承轴颈的同轴度
(3)两支承轴颈的同轴度
测量方法如图 1- 123所示,百分表上的圆跳动量反映的是两支承轴颈对两中心孔 公共轴线的同轴度误差与轴颈圆度误差之和。当圆度误差很小而可忽略时,表测 数据视为支承轴颈对两中心孔公共轴线的同轴度误差;当圆度误差不能忽略时, 则表测数据减去圆度误差为支承轴颈对中心孔公共轴线的同轴度误差。
(4)键槽对称度的检测 将工件置于V形铁内,选择一块与键槽宽度相同的量块塞入键槽内,使量块的平 面大致处于水平状态,用百分表检测量块的上表面a,使之与平板平行并读数,然 后将工件转过180º,用百分表检测量块的下表面b,使之与平板平行并读数,上、 下两表面读数的差值即为轴上键槽的对称度,应在0.05㎜以内,如图 1- 124所示。
(3)干涉法
干涉法是利用光波干涉原理来测量表面粗糙度,所使用的仪器是干涉显微镜。图 1- 119所示为国产6JA型显微镜的外形图,测量时,将工件安装在工作台1上,转 动工作台或使其上下移动,进行调焦,通过显微镜内部的光波干涉作用,在目镜 上可观察到反映被测表面状态的明暗相间的干涉条纹。如果被测表面为理想平面, 则干涉条纹为一组等距平行的条纹线,若被测表面微观不平,则形成弯曲条纹, 其弯曲程度随微观不平度的高度值而变化,如图 1- 120所示。用测量装置分别测 出弯曲度和相邻二条干涉条纹的距离(宽度),则微观不平度的高度h的计算公 式为:
键槽对称公差课件
间接测量法
通过测量与对称度相关的其他参 数,如键槽侧面的角度或距离,
来推算对称度误差。
比较测量法
使用标准样件与被测键槽进行比 较测量,确定对称度误差。
键槽对称公差的测量工具
角度尺
用于测量键槽侧面角度,判断是 否符合对称要求。
激光测距仪
非接触式测量工具,适用于大型 工件的快速测量。
01
02
千分尺
用于测量键槽的宽度和深度,精 度高,适用于精密测量。
考虑加工误差
在确定对称公差值时,应 充分考虑加工过程中可能 出现的误差,以确保实际 应用中的性能要求。
遵循标准规范
在标注键槽对称公差时, 应遵循相关标准规范,确 保标注的准确性和一致性 。
03
键槽对称公差的检测与测量
键槽对称公差的检测方法
直接测量法
通过直接测量键槽的宽度和深度 ,计算对称度误差。
线性对称公差的标注
在键槽中心线之间标注线性对称公差 值,如±0.05mm。
深度对称公差的标注
在键槽深度位置标注深度对称公差值 ,如±0.1mm。
角度对称公差的标注
在键槽之间标注角度对称公差值,如 ±1°。
键槽对称公差标注的注意事项
确保标注清晰易懂
对称公差标注应简洁明了 ,避免使用过于复杂的符 号和表述方式。
在实际应用中,需要综合考虑形位公差和键 槽对称公差的要求,以确保整体装配效果。
键槽对称公差与尺寸公差的关系
尺寸公差主要控制零件的尺寸精度,与键槽对称公差共同影响键槽的配合性能。
键槽对称公差的大小会影响到尺寸公差的确定,因此在制定公差时需要综合考虑两 者之间的关系。
在实际应用中,应确保尺寸公差与键槽对称公差的合理配合,以获得最佳的配合效 果。
孔键槽对称度误差检测方法的选用及设计

孔键槽对称度误差检测方法的选用及设计摘要:在机械加工过程中,时常有键槽和孔或轴配合的旋转体零件。
从零件装配互换性角度来看,一般情况下,内孔或轴与键槽之间会有对称度误差设计要求。
如果加工尺寸不能满足设计要求时,将会影响到装配时卡滞,装不起去等问题。
因此,在加工零件的过程中,应根据生产需求及规模采取有效快速的检测方法。
关键词:键槽、对称度、检测、内孔文献标识码:B(综述为A)文章编号:Selection and Design of Symmetry Error Detection Method for Hole KeywaysLiu GuangliNanjing Gaoxin Water Service Co., Ltd.Abstract:In the machining process, there will always be somerotating body parts which should match with shafts or inner holes and keyways. In terms of assembly interchangeability of these parts, in general, shafts or inner holes and keyways should have corresponding symmetry error design requirements. If the processing size cannot meet the design requirements, the assembly will be affected due to blocking, mismatch and other problems etc. Therefore, in the process of processing parts, effective and rapid detection methods should be adopted according to the production needs and scale.Key Words: Keyways, Symmetry, Detection, Inner HolesDocument Code: B (A for Summary) Document No.1.引言对称度误差是形位误差项目之一,对有对称度要求的轴或内孔和键槽的配合面进行测量,是判定零件合格的一项重要指标,对提高产品的精度有帮助。
轴类零件中键槽对称度检测方法与误差的分析

文章编号 : 1671 - 5446 ( 2007 ) 04 - 0049 - 033轴类零件中键槽对称度检测方法与误差的分析裴德琦 ,赵向阳 ,谭智健(一拖燃油喷射有限公司 ,河南 洛阳 471004)摘要 :阐述了对称度的概念 , 结合企业的实际现状 ,介绍了柴油机轴类零件键槽检测中的万能检测方法与专用检具检测方法 ,并对测量误差产生的原因进行了分析 ,认为 :根据不同形位误差的形成原理 ,在生产实践中可以利用一些简单的方 法准确 、快速地解决形位误差的测量问题。
关键词 :轴类零件 ; 键槽 ; 检测方法 ;误差 中图分类号 : TK427文献标识码 : B在日常生产中 ,轴类零件键槽的对称度要求主要是对零件外圆 (或锥度 )的轴线提出的 ,关于 检测方法和检测精度的不同判别常常存在一些争议 ,以下重点介绍万能测量和利用专用检夹具测 量两种方法 ,并对产生的误差进行分析。
引 言在柴油机零部件的生产中有许多带键槽的轴 类零件 ,这些零件的键槽相对于轴的对称度公差 要求比较高 ,检测较困难 ,常常因为检测不准确而 产生测量误差 ,并且影响到零件其它技术指标检 测的准确性 ,从而造成生产成本的提高。
本文基 于对对称度公差的理解 ,对一拖燃油喷射有限公 司现有的对称度测量误差进行了分析。
1 对称度的概念图 1 对称度公差带示意图对称度公差的定义为 : 实际要素的对称面(或线 )对理想对称平面的位置允许变动的全量 , 该理想对称平面与基准对称平面 (或线 )共面 ,即 对称度公差带是距离为公差值 t 且相对基准中心 平面 (中心线 、轴线 ) 对称配置的两平行平面 (或 直线 )之间的区域 ,也就是说 ,被测中心平面只能 在基准中心平面的上下各 t /2 的范围内变动 (见 图 1 a ) 。
对称度误差 :包容实际中心平面 (或轴线 )相 对基准平面对称配置 ,且距离为最小的两平行平 面之间的距离 f (见图 1 b ) [ 1 ] 。
41 shihuihe 对称度公差的分析和检测

对称度公差的分析和检测深圳先进微电子科技有限公司 何仕辉[摘要]:本文通过分析和探讨对称度的定义、公差技术要求,力求在日常工作中能正确、简便、快捷的检测对称度公差。
[关键词]:对称度;对称度公差;对称度的测量。
对称度不仅决定传动轴扭矩的传递精度、而且还是影响键槽工作寿命的重要机加工控制参数;同时,对称度误差对相互配合工件的互换精度的影响也是致命的,如果控制不好将给工件配合带来较大的误差,即使其它位置加工得再精确也会出现配合精度较低的状况。
如图1所示,因对称度误差而影响工件互换性的案例。
一对配合的凹凸部件在加工过程中形成的对称度误差有0.05mm且在同一个矢量方向,当原配合位置达到间隙要求时则两侧面平齐;如果将其中一件旋转180度重做配合时,就会发现两基准面产生相互错位现象,其误差值为0.10mm,这样将使工件两侧面上下不平整。
图1:在日常的检测实践中,我们时常碰到:有些CMM操作員、QC同事,因为没有深入地了解对称度的概念和技术要求,所选用的测量方法(或计算方法)致使测量精度较低;为了实现简便快捷的对称度测量,我们有必要对工作中的一些对称度问题加以分析和探讨。
一、对称度定义对称度是用于控制被测要素与基准要素之间对称于中心平面的共面性要求(或对称于中心线、轴心线的共线性要求)。
对称度公差带是指相对于基准中心平面(或中心线、轴心线)对称配置的两个平行平面之间的区域,两平行面间的距离即为公差值。
1.1中心平面的对称度公差公差带是距离为公差值t且相对基准的中心平面对称配置两平行平面之间的区域,如图2所示。
图21.2释义被测中心平面必须位于距离为公差值0.08且相对于基准中心平面A对称配置的两平行平面之间,如图3所示公差要求。
图31.3对称度公差图本文将以轴线为基准要素的情况加以描述对称度公差,而对其它情况不作公差图示说明。
特别说明:是否可以用中心点元素作基准评价被测元素的对称度呢?虽然在对称度相关标准中是用平面或线元素作为评价的基准元素,但在日常工作中使用的2D图纸上有一些的对称度公差是以中心点来标注計算的,一方面可以理解为2D图纸中标示的中心点的是经过该点的中心平面或中心线,PC Dmis软件可以据此进行测量和评价。
轴键槽对称度的检测与探究
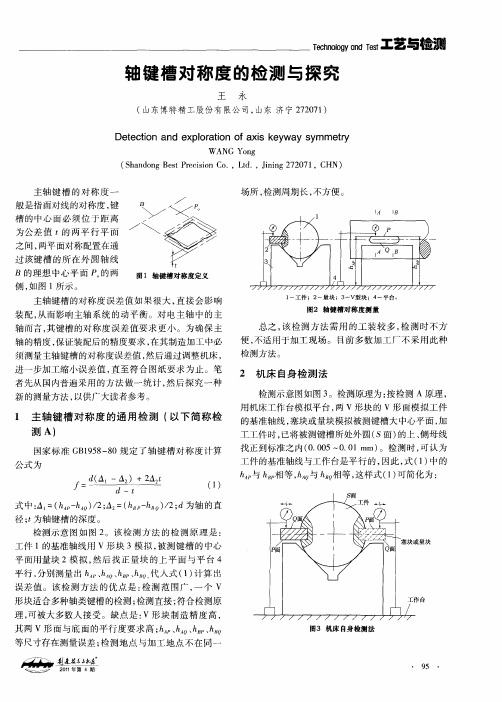
快捷 。图 5所 示 为笔 者设 计 的一种 Slw s 体 模 oi  ̄k 立 d 型— — 一种新 的对 称度 检测 仪 。 结 构原 理 : 检测 仪 主 该
定 心精 度 高 , 件 大基准 轴 线始 终 与 V 形 块 的 中心 重 工
式 中 : h 一 )2; 轴 的 直 径 ; 为轴 键 槽 的 △ =( h。 / d为 t
深度。
5 新型对称度检测仪
以上 检测 方法 , 的检测 时 问长 、 装 多 、 方便 ; 有 工 不 有 的找 正复杂 , 机床 要求精 度 高 ; 的根 本就测 量 不 对 有 出误 差值 ; 的检测 范 围窄 。此外 , 坐标 测量机 等 高 有 三
t
() 1
式 中 : hph / ;2 he hp / d为轴 的直 △ :( a- )2△ =(s- B)2; 径 ;为轴 键槽 的深 度 。 t
检 测示 意 图 如 图 2 。该 检 测 方 法 的检 测 原 理 是 : 工 件 1的基 准轴线 用 V形块 3模 拟 , 测键 槽 的 中心 被
般 是指 面对 线 的对 称度 , 键
槽 的 中心 面必 须 位 于 距 离
为公差值 t 的两平行 平面
之间, 两平 面对称 配置在 通 过 该键 槽 的所 在 外 圆 轴 线
B的理 想 中心 平 面 尸 的 两
侧 , 图 1所示 。 如
》
图 1 轴键槽对 称度定义
1 工 件 ;2一量 块 ;3一 V 块 ;4一 平 台 。 一 型
Th1 de工艺与检测 enga s c0ynTf 0
轴 键 槽 对 称 度 的检 测 与 探究
轴类零件加工工艺分析与设计

(四) 形位公差的选用
(1) 一般形状公差应比位置公差小: 同一要素上给定的形状公差值应小于位置公差值。 如同一平面上,平面度公差值应小于该平面对基准的 平行度公差值。
(2) 表面粗糙度与形状公差的大概的比例关系: 通常,表面粗糙度的Ra值可取为形状公差值的 (20%~25%)。
1.2 轴类零件的技术要求
定位位置公差—同轴度
要求被测实际要素与基准要素同轴。
同轴度公差带
4. 圆 跳 动
圆跳动是指零件上被测回转 表面相对于以基准轴线为轴线的 理论回转面的偏离度。
5. 对称度
对称度常用在具有对称结构的 沟或槽处,例如轴系传动中的轴径 与轴上零件的配合。例如当齿轮、 蜗轮、皮带轮安装在轴上时,需要 靠键实现连接和传递扭矩。此时轴 上的键槽和轮毂孔内的键槽必须对 中心线对称,否则很难装配。
对于性质很软、塑性很高的低碳钢,加工时不易断屑、容易硬化。 往往采用正火的办法,提高其强度和硬度、降低韧性,从而改善其切削加 工性。 对于硬度很高的高碳工具钢,加工时刀具极易磨损。可以采用球化退火的 办法,降低其硬度,从而改善其切削加工性。 2.改变加工条件 合理选择刀具材料、刀具几何参数、切削用量也是改善材料切削加 工性的有效措施。
(1)加工精度
1)尺寸精度 轴类零件的尺寸精度主要指轴的直径尺 寸精度和轴长尺寸精 度。 按使用要求,主要轴颈直径尺寸精度通常为IT6-IT9 级,精密的轴颈也可达IT5级。
2)几何精度 轴类零件一般是用两个轴颈支撑在轴承上, 这两个轴颈称为支撑轴颈,也是轴的装配基 准。 对于一般精度的轴颈,几何形状误差应限制 在直径公差范围内,要求高时,应在零件图 样上另行规定其允许的公差值。
键槽对称度的测量_王文书
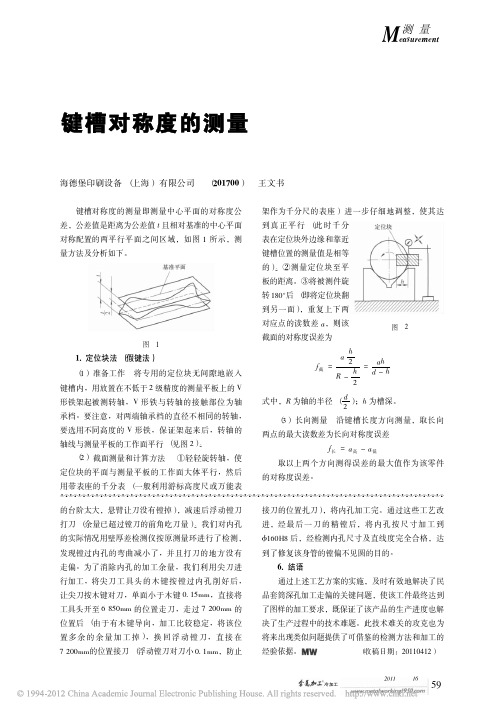
h R- 2
式中,R 为轴的半径 ( ( 3 ) 长向测量
d ) ; h 为槽深。 2
沿键槽长度方向测量,取长向 f长 = a高 - a低
两点的最大读数差为长向对称度误差 取以上两个方向测得误差的最大值作为该零件 的对称度误差。
櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏櫏
图 1 图 2
键槽对称度的测量即测量中心平面的对称度公 差,公差值是距离为公差值 t 且相对基准的中心平面 对称配置的两平行平面之间区域,如图 1 所示,测 量方法及分析如下。
截面的对称度误差为 a f截 = h 2 = ahห้องสมุดไป่ตู้d-h
1. 定位块法 ( 假键法)
( 1 ) 准备工作 将专用的定位块无间隙地嵌入 键槽内,用放置在不低于 2 级精度的测量平板上的 V 形铁架起被测转轴, V 形铁与转轴的接触部位为轴 承档。要注意,对两端轴承档的直径不相同的转轴, 要选用不同高度的 V 形铁,保证架起来后,转轴的 轴线与测量平板的工作面平行 ( 见图 2 ) 。 ( 2 ) 截面测量和计算方法 ① 轻轻旋转轴,使 定位块的平面与测量平板的工作面大体平行,然后 用带表座的千分表 ( 一般利用游标高度尺或万能表 的台阶太大,悬臂让刀没有镗掉) ,减速后浮动镗刀 打刀 ( 余量已超过镗刀的前角吃刀量) 。 我们对内孔 的实际情况用壁厚差检测仪按原测量环进行了检测, 发现镗过内孔的弯曲减小了,并且打刀的地方没有 走偏。为了消除内孔的加工余量,我们利用尖刀进 行加工,将尖刀 工 具 头 的 木 键 按 镗 过 内 孔 削 好 后, 让尖刀按木键对刀,单面小于木键 0. 15mm,直接将 工具头开至 6 850mm 的位置走刀,走过 7 200mm 的 位置后 ( 由于有木键导向,加工比较稳定,将该位 置多 余 的 余 量 加 工 掉 ) , 换 回 浮 动 镗 刀, 直 接 在 7 200mm的位置接刀 ( 浮动镗刀对刀小 0. 1mm,防止
键槽对称度的检测方法

【doc】键槽对称度旳检测措施键槽对称度旳检测措施第24卷.2(总第122期)冶金设备管理与维修 ?问题研究?键槽对称度旳检测措施李晓楠(济钢机械设备制造企业济南250101) 摘要简介一种键槽对称度误差检测措施,其构思新奇,构造简朴,探作以便,经济实用,可大大提高键槽对称度误差旳检测效率,具有很好旳参照价值关键词键糟对称度定位块i引育在轴上加工键槽,对称度是一种重要旳质量指标,并且伴随生产旳发展对其规定越来越高.目前在生产过程中,尤其是在单件,小批量生产中,键槽对称度检测还没有一种能够真正推广旳专用工具.GB1958--8O《检测规定》:键槽对称度旳测量采用定位块,百分表,V形块来辅助测量,运用此措施在生产现场测量,操作过程复杂,工作效率低.机械设备制造企业是冶金机修企业,生产类型是单件小批量,在实际生产过程中.通过多次试验,发现用2种带有斜面旳定位块配合检测,既实用叉以便,并且效率较高2《检测规定》中旳检测过程及缺陷分析GB1958--80{(检测规定》中轴键槽对基准轴线旳对称度误差可按图1所示旳措施测量.工件旳被测键槽中心平面和基准轴线分别用定位块和V形块模拟体现.首先,转动 V形块上旳工件,以调整定位块测量面旳位置,使它沿工件径向与平板平行.然后,用百分表在工件键槽长度两端旳径向截面内分别测最从定位块P面至平板旳距离.从百分表得到示值H和H,将工件翻转180.,再在键槽长度两端旳径向截面内分别测量从定位块Q面至平板旳距离,从百分表得到示值日.和日.计算在键槽长度两端旳径向截面内各自2次测量旳示值差之半?】和?: Al=(日.口一日Iq)12z=(HbP一日bq)12代入下式求解轴键槽对称度误差值:,(?1一A2)+2A2t/(—t)栏目编辑:陈振华与管孔问旳问隙不超过1.7mm.管子旳2个胀接段装入管孔时,应能自由伸入,管子必须装入对旳,当发既有卡住,偏斜现象时,不得硬插,应取出矫正后方可继续插入.管端伸出管孔旳长度(S+2)mm,S为管端与管板之间旳距离.同一端伸出长度应一致(2)胀管胀接工作应由上而下进行:管子安装后应立即进行胀接.胀接应由中问向两边胀接,胀接管子旳次序宜采用反阶式.以防止胀管时其他管子旳胀口松弛.胀管过程中,应严防油水和灰尘等渗透胀接面问. ?管子旳胀管率应控制在l,1.9范围内,设备旳预定胀管率应根据状况确定.预定胀管率不适宜选择太高,应留有余地,在必要旳补胀后最终胀管率不超过1.9. 胀管率爿;(Dl—D2)/D×i00% 式中;日——胀管率/Dt——管子胀完后旳最终内径/mmIDz——管子胀至与管口间隙剐消失时旳内径/mm; D——胀管前管孔旳实际内径/ram施工人员在胀接最初几根管子时应注意检查,观测胀管措施和所选用旳胀管率与否恰当,必要时可对单根管子进行水压试验.胀管旳操作措施.固定胀管时,将管子与管孔问旳间一46一隙消除后.再继续扩大0.2,0.3mm.胀接过程中,先进行基准管旳胀接,然后按照先里后外,问接跳跃旳次序进行胀接,基准管确实定可采用沿管箱对角线,周围纵横中心线.横跨四面围旳等边三角形折线等形式.从而控制管板旳变形.6胀管质量旳检查(1)管子胀后应无裂纹,如有发既有较浅旳斑纹.可采用修刮措施清除(2)胀口内壁胀大部分过渡到未胀大部分应均匀而平滑.不得有切口和沟槽(3)胀口不得有扁挤和过胀现象.(4)通过严密性试验对胀口进行检查.在换管完毕后,壳程按照GB6222--86~工业企业煤气安全规程》旳规定,以0.035MPa(表压)空气进行气密性试验,试验时应缓慢升压.到达试验压力后,停止给气并停留 10min,然后在换热管与管板连接处涂肥皂水检查连接旳严密性,试验2h,换算同温度下容许每h平均泄漏率不不小于 1%,合格后.管程用0.625MPa(表压)进行水压试验.在试验压力下停留时间不少于20min,在试验过程中不得有渗漏和其他损坏现象为合格.采用上述技术更换旳换热管质量可靠,在使用过程中效果良好.10—24收稿) (—冶金设备管理与维修第24卷.2(总第122期) 式中:——轴旳直径;r——轴键槽旳深度.GB1958--8o~检测规定》中旳措施虽然只是针对单件小批量键槽旳检查,但不难看出,其操作过程繁琐,计算过程比较复杂,工作效率低.尤其在检测单件小批量键槽时, 因键槽宽度有一定公差,制作与键槽无间隙配合旳定位块或专用量规也很不经济.为此作者通过多次试验,对检测过程及定位块进行了改善.AIB图1键槽对称度测量措施示意l—V形块l2一定位块l3一工件3改善后检测过程分析首先,对检测过程进行简化.由上面旳分析可以看出: 《检测规定》中旳测量过程实质上就是测量键槽两侧面与轴中心旳距离,如图2所示分别为A和A:,又可看出B=D/2 一A.B2=D/2--A2.转换后来即为测量B和B2,而求此两值之差.测量曰.和B.尺寸措施如下:用一定位块无间隙地插入键槽,通过1个表架和1个百分表即可测量,如图2所示.测量一边后来,翻转工件再测量另一边,读取百分表旳差值n.然后用公式F=(h/G)a计算后即得键槽对称度误差值,.圈2改善后旳测量措施1一定位块4定位块改善及制作规定将定位块制作成如图3所示,其斜面(楔块)结合旳两部分,通过2楔块旳错开来对应不一样键槽旳宽度尺寸. 定位块具有如下规定;(1)定位块选用45号钢,进行淬火处理HRC45~5O. (2)楔块斜面倾斜度选择为不不小于14,这样在楔块压入后可以自锁,防止在测量过程中因翻转而自已松动,导致测量误差.23拆去夹板图3定位块制作夹板;3一楔块I4一螺孔 1一螺钉;2--(3)加工后旳定位块旳2楔块沿斜面方向平行错开后, 两工作面旳平行度误差不不小于0.01ram,工作面及结合面旳表面粗糙度为Ra0.8m.(4)一般键槽宽度旳公差等级为9级.其公差值还是比较大旳.为了保证测量时装入楔块后易于压紧,定位块厚度旳基本尺寸(即2楔块完全重叠时)为键槽宽度上偏差值, 且公差为正公差.定位块旳长度与键槽长度相对应. (5)定位块两端面设计有2夹板,保证楔块沿斜面方向平行移动.防止因错开而产生两工作面旳平行度误差. 此外,定位块旳斜面和两工作面要防止磕碰和锈蚀.测量表架底面旳平面度不不小于0.01ram.粗糙度为Ra0.8m. 以保证表架与定位块良好旳接触.5该种检测对称度措施之特点采用此措施测量键槽对称度,测量误差旳产生重要与定位块旳制作质量有直接关系,同步在测量时,若2楔块压入键槽不紧而松动,使得两工作面不平行也将带来测量误差.假如定位块符合图纸规定,测量误差不不小于0.02ram. 再换算成键槽对称度,其不不小于0.004ram,能满足测量精度旳规定.在键槽长向测量时,同样采用此定位块来辅助测量,最后取2种测量中旳较大值作为键槽对称度误差. 对于轮毂对称度旳测量,也可以同样制作出对应尺寸和形状旳定位块来辅助测量,用公式,=h/(D+^)lB一 I计算得截面对称度差值.6小结采用此种测量措施,能保证测量精度规定,对每种宽度尺寸旳键槽制作1套定位块就可以测量,制导致本低,操作简便,大大提高了工作效率.(--12--09收稿) 一47—。
2008年《叉车技术》总目次

…
…
…
…
…
…
…
…
…
…
…
…
…
…
周 榕芳 黄 魁 ( —2 ) 1 7 c ( 3 车起 升速 度 异 常 分析 … … 朱 则 刚 ( —2 ) P= O叉 D 2 4 门 架 起 升油 缸 U型 固 定螺 栓 安 装 的 改 进 … … ……
… … … … … … … … … … … … … … … … … … … … … … … …
… … … … … … … … … …
浅 谈 叉 车 设计 中 的原 则 和技 巧 … … ・ 斐 等 ( —5 ・孙 4 ) 叉车 线 束 设 计 及元 器 件 原材 料 的选 择 … … … … …… 任 家 权 ( —8 4 ) 平衡 重 式 叉 车特 殊 货 又 的设 计 … … 李 文 举 ( 一l) 4 2
… … … … … … … … … … … … … …
刚 性 固定 预 防 焊接 变形 在叉 车焊 接 构 件 中 的应 用 … 蔡凌波( 2 ) 3— 1 轴类零件加工键槽时对称度分析 … 孙靖圻 ( —2 ) 3 2
… … … … … … … … … … … … … …
气缸加载的弹簧疲劳试验机 ……… 高会 良( —2 ) 3 4 提高成型质量 的分步成型技 术 …… 张银 福( —1) 4 4 基于 A al发动机振动仿真的研究 ………………… dⅡ s 丁 乾坤 ( —1) 4 6
… … … … … … … … … … … … …
一
AI A u C D绘 制 曲线 图 o
… … … …… … 邵 波 涛 ( 2 ) 4— 1
…
如何保证键槽与轴的对称度

1 .对称度超差的原因分析
在加工轴类零件键槽时 ,先铣削 加工 ,留加工余量
还有 0 1 的余 量 ,这 时如 果操 作 者 再 进 刀 0 1 m, .mm .m 那 么这次进刀 就可 能将上 次进 刀 0 1 r 时机床 丝杠 、 .5 m a 丝杠支架弹性变形储存 的应力释放 出来 ,而使工作 台在
中心线或盘形铣刀的中心线通过轴 的中心线。如果采用 简单方法加工 ,如按侧 面调整铣刀位置法或按 切痕调整
铣刀位置法 ,键槽 与轴 的对称度就很 容易超差 ,无法保 证装配性能。
经测量键槽某一侧 面尚有 0 1r .5 m余 量 , 作者 向该 侧 a 操
面进刀 0 1r . 5 m,由于机床丝杠 、丝杠 支架受 力后会 产 a
为例 ) :
( )装夹零件 时,确保零件中心 与铣 床工 作台面和 2
运动方 向平行 。
( )装夹刀具 时,尽量使铣刀伸 出夹 头的长度越短 3
越好 ,这样可 以提高刀具 的刚性,以防铣削 力变化时影
()键槽铣刀旋转中心偏离零件基准轴一 ,造成 刀 1 t l , 具 中心与零件 中心不重合。 ( )零件 中心与铣 床工作 台面和运 动方 向不平 行 , 2
2 解决措施 .
( )装夹 刀具 和零件时 ,确保刀具 中心与零 件中心 1
重合 。
成本较低 , 是对铣工 的操作水平要求较 高。对于操作 但
水平一般的铣 工 ,常常 出现在尺寸和对称度公 差上的超
差 品,甚至废品 ,而且表面粗糙度值也较高 。
平键键槽对称度的测量

平键键槽对称度的测量王国扬【摘要】@@键槽的位置公差,主要是指轴槽的实际中心平面相对于基准轴线的对称度误差,它是横向截面上和轴向截面上对称度误差的综合结果。
如图1所示,其对称度公差应按GB1184-80选取。
rn 然而,普通平键键槽对称度的测量方法很不统一。
应用较多的一种方法,是在键槽的全长上测得各个横剖面上的对称度误差,取其最大值作为该键槽的对称度误差值,如图2所示。
rn 值得注意的是,横剖面上键槽的对称度误差值,是键槽两侧的对称线到圆心的垂直距离Δ′。
这种测量方法的依据是,因为对于一个横剖面来说,圆柱面基准的轴心线变为了一个点(即圆心),图2所示的正是这种测量方法。
rn 而因键槽加工在外圆、内孔等圆柱(圆锥)面上,似可认为它没有基准对称平面,实际键槽在加工时,以校正轴心线平行和找正中心位置进行切削,故外圆上平行于轴心线的一条母线(键槽理想中心线)用半径与轴心线连成的一个平面就是基准对称平面。
如果刀具的走刀中心在轴的横剖面上向着圆心(即与半径重合),轴向平行于轴心线,那么槽的两侧便均布在基准平面两侧合乎对称的理想位置,但由于零件校正的误差、机床误差以及刀具切削受阻等,使加工出的键槽产生了偏离,这种偏离一般均应认为纵、横两向对基面的歪斜,而不应只理解为对基面的平移。
如图3所示,是加工出的键槽在横剖面上偏离的几种情况。
【期刊名称】《计量技术》【年(卷),期】2001(000)001【总页数】2页(P25-26)【关键词】平键;键槽;对称度测量;位置公差;对称度误差【作者】王国扬【作者单位】南京豪辛柯机械制造有限公司,【正文语种】中文【中图分类】工业技术∥ 少、以饥心 (b) 图 3 特例也有。
一块 2 1 6 0 线的光学度盘出现了中周期误差 3 6 0 个(接近2” )。
怎么六十进制分度的圆刻机刻划六十进制的度盘会出现中周期误差呢?探其原因,只能把中周期误差的细节测量出来分析。
用每分钟 2 0 转的慢速去测,中周期误差的细节展示出来( 图4) ,每个中周期内含有 6 根线的误差。
简析键槽对称度的测量方法及误差处理

简析键槽对称度的测量方法及误差处理作者:姚丽萍来源:《中国科技博览》2019年第04期[摘要]目前,对称度误差测量的范围比较广泛,它是位置公差中定位的一种。
其中键联结涉及到轴槽、毅槽和键槽的结合性问题,而轴槽和毅槽的对称度误差直接影响键联结的配合性能,有时甚至影响自由装配。
因此,我们正确评定对称度误差,对保证产品质量和取得良好的经济效益至关重要。
本文介绍了键槽对称度误差的基本概念,论述了键槽对称度误差的产生原因以及检测方法,并对翻转打表法的数据进行了处理,以提高键槽质量的评定。
[关键词]键槽对称度测量方法误差处理中图分类号:TK427 文献标识码:A 文章编号:1009-914X(2019)04-0049-01引言:键槽对称度是评定键槽质量的一项重要技术指标。
形状和位置公差检测规定中规定的检验方法是把截面误差和长向误差单独检测,单独处理数据。
键槽对称度在测量时分为长向测量和截面测量两部分,长向测量的误差处理比较简单,即取长向两点的最大读数差为长向对称度误差,截面测量的误差处理比较复杂,本文对此进行初步探讨,在截面测量时首先是对理想平面的确定由定义可知理想平面是通过基准轴线的一个辅助平面.对于圆周上只有一个健槽的零件在圆周上是没有定向要求的其理想平面的最终位置随着各个零件键槽实际对称平面的具体情况而定从公差带的定义出发如果键槽的对称度合格那么键槽实际对称平面必定能被键槽对称度公差带所包容,为了使测量结果符合最小条件,确定理想平面时不仅要通过基准轴线而且要通过键槽实际对称平面的中点,由于键槽对称度误差是一个综合误差,该测量方法和数据处理方法难以真实反映键槽对称度误差,造成加工误差难以有效控制。
为此,文中对键槽对称度误差检测的一般原则进行探讨。
一、键槽对称度误差的基本概念对称度误差是指被测实际对称要素相对其理想要素的变动量。
键槽对称度即为键槽的实际中心平面相对其理想中心平面的变动量,其定位最小包容区域由包容被测实际键槽中心平面的两平行平面构成。
键槽对称度检测工装[实用新型专利]
![键槽对称度检测工装[实用新型专利]](https://img.taocdn.com/s3/m/8acd80df0875f46527d3240c844769eae009a3dd.png)
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201922411343.8(22)申请日 2019.12.28(73)专利权人 四川攀登科技有限公司地址 611731 四川省成都市郫县成都现代工业港南片区通港路138号(72)发明人 罗华德 闵岗 杨进林 周松林 陈礼罗 刘大昌 (51)Int.Cl.G01B 5/25(2006.01)(54)实用新型名称键槽对称度检测工装(57)摘要本实用新型提供一种键槽对称度检测工装,包括百分表、第一调节杆、第二调节杆及宽度调节部件;第一调节杆上设有至少八个用于插入第二拧紧螺栓的压紧螺孔和至少八个用于插入百分表测量端的伸入圆孔,所述第一调节杆顶部插有第二调节杆,所述第一调节杆的顶部插有用于压紧所述第二调节杆的第一拧紧螺栓;宽度调节部件包括一个调节底板和两个宽度调节板,所述调节底板的一端设有与所述调节底板垂直的后连接板;通过设置百分表、第一调节杆、第二调节杆、第一拧紧螺栓及第二拧紧螺栓等部件可以利用百分表对键槽的对称度记性检测,该装置使用方便且造价较三坐标检测仪低很多,适合于在小型工厂普及使用。
权利要求书1页 说明书3页 附图4页CN 210922486 U 2020.07.03C N 210922486U1.一种键槽对称度检测工装,其特征在于:包括百分表、第一调节杆、第二调节杆及宽度调节部件;所述第一调节杆上设有至少八个用于插入第二拧紧螺栓的压紧螺孔和至少八个用于插入百分表测量端的伸入圆孔,所述第一调节杆顶部插有第二调节杆,所述第一调节杆的顶部插有用于压紧所述第二调节杆的第一拧紧螺栓;所述宽度调节部件包括一个调节底板和两个宽度调节板,所述调节底板的一端设有与所述调节底板垂直的后连接板,所述后连接板顶部的两端分别设有一根与所述调节底板平行的限位金属方杆,所述宽度调节板的一端均设有一个与所述宽度调节板垂直的活动板,所述活动板上插有至少三个调节压紧螺栓,所述宽度调节板的两侧分别设有一个用于穿过所述限位金属方杆的方形槽;所述第二调节杆的一端与所述后连接板的外侧端面连接。
键槽对称度的评价方法
海克斯康客户关怀中心 孙立海 塑造测量的未来
键槽对称度的评价方法
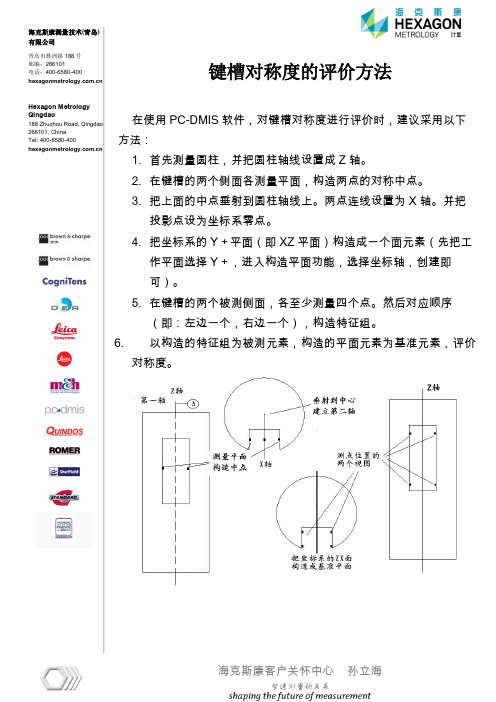
在使用PC-DMIS 软件,对键槽对称度进行评价时,建议采用以下方法: 1. 首先测量圆柱,并把圆柱轴线设置成Z 轴。
2.
在键槽的两个侧面各测量平面,构造两点的对称中点。
3. 把上面的中点垂射到圆柱轴线上。
两点连线设置为X 轴。
并把投影点设为坐标系零点。
4. 把坐标系的Y +平面(即XZ 平面)构造成一个面元素(先把工作平面选择Y +,进入构造平面功能,选择坐标轴,创建即可)。
5. 在键槽的两个被测侧面,各至少测量四个点。
然后对应顺序(即:左边一个,右边一个),构造特征组。
6. 以构造的特征组为被测元素,构造的平面元素为基准元素,评价对称度。