制袋机连续送料嵌入式控制系统开发
基于ARM的包装袋成型机嵌入式控制系统设计
基于ARM的包装袋成型机嵌入式控制系统设计
侯立功;吴伟;肖颖
【期刊名称】《包装工程》
【年(卷),期】2018(39)1
【摘要】目的为提高包装袋成型机的控制精度、实时性、系统集成度,基于ARM 微控制器设计一种嵌入式控制系统。
方法详细论述包装袋成型机的工作原理,通过送料、牵引、热封、分切等工序,将包装薄膜制成包装袋。
给出硬件设计方法,包括控制器、传感器模块、电动执行模块等。
同时讨论伺服电机升降速控制算法和张力浮动辊控制算法,基于u C/OS-II给出软件设计方法。
结果该控制系统具有集成度高、实时性好、开发成本不高等优点。
结论该控制系统能够满足包装袋成型机的工艺要求和控制需求。
【总页数】5页(P121-125)
【关键词】包装袋;成型机;ARM;嵌入式控制;协调控制
【作者】侯立功;吴伟;肖颖
【作者单位】无锡职业技术学院
【正文语种】中文
【中图分类】TB486
【相关文献】
1.基于ARM嵌入式的智能小车控制系统设计研究 [J], 吕纯
2.基于嵌入式ARM和DSP的电火花线切割机床控制系统设计 [J], 李鸿; 梁荣
3.基于嵌入式ARM的计量泵控制系统设计概述 [J], 张建宇
4.基于ARM的嵌入式自适应温度控制系统设计 [J], 刘尘尘
5.基于嵌入式ARM构架的智能家居控制系统设计 [J], 梁海洁;陈娇英;陈延明因版权原因,仅展示原文概要,查看原文内容请购买。
新型多制式高速制袋机控制系统研发

基于ARM嵌入式系统的带式输送机控制系统设计概述
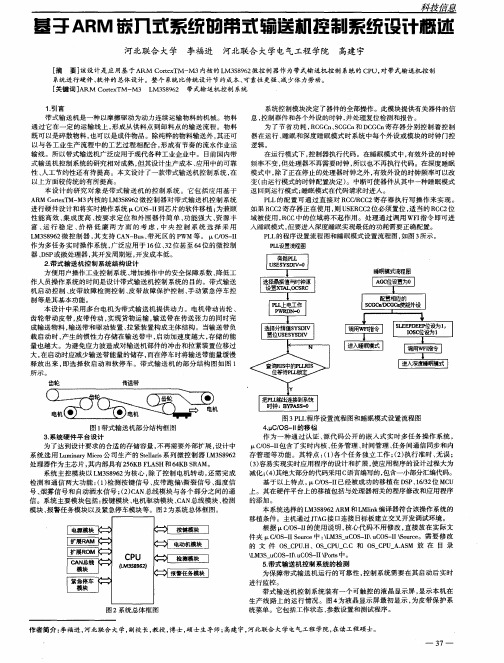
在运行模式 下 , 控制器执行代码 。在 睡眠模式 中 , 外设 的时钟 有效 频率不 变 , 处理器不再需要时钟 , 以也不再执行代码 。在深度睡眠 但 所 模式 中 , 除了正在停止的处理器时钟之外 , 有效外设 的时钟 频率 可以改 变( 由运行模 式的时钟配置决定 ) 。中断可使器件从其 中一 种睡眠模式 返 回到运行模式 ; 睡眠模式在代码请求时进入 。 P L的配 置可通 过直 接对 RC / C 2 L CR C 寄存 器执行 写操 作来 实现 。 如果 R C 寄存器正在使 用 , U E C 2 必须置位 , C2 则 SR C位 适当 的R C 位 C2 域被使 用 , C R C中的位域将不起 作用 。处理 通过调用 WF 指令 即可进 I 入睡眠模式 , 但要进入深度睡眠实现最低的功耗需要正确配置。 P L的程序设置流程 图和睡眠模式设置流程 图, 图3 L 如 所示 。
一种料袋自动上袋机构的制作方法
一种料袋自动上袋机构的制作方法摘要本文介绍了一种制作料袋自动上袋机构的方法。
该方法基于传统的机械设计原理,通过结构设计和组装材料的选择,实现了料袋的自动上袋功能。
本文详细介绍了该机构的工作原理、设计步骤和制作过程,并对其性能进行了评估。
引言随着工业生产的不断发展,自动化生产设备的应用日益普及。
料袋是工业生产过程中常用的包装形式,以保护和容纳各种物品。
传统上,料袋的上袋过程通常需要人工操作,效率低且易出错。
因此,开发一种能够自动完成上袋功能的机构具有重要意义。
本文提出了一种料袋自动上袋机构的制作方法,旨在解决传统上料袋上袋过程中存在的问题。
该机构基于传统的机械设计原理,采用合理的结构设计和材料组合,以实现料袋的自动上袋功能。
下面将详细介绍该机构的设计和制作方法。
机构设计料袋自动上袋机构的设计主要包括三个方面:上袋装置、传动系统和控制系统。
上袋装置上袋装置是该机构的核心组成部分,其主要功能是将料袋从指定位置上提并放置到目标位置。
上袋装置采用夹爪式设计,通过夹持料袋的方式实现上袋操作。
具体来说,上袋装置包括夹爪、升降机构和料袋定位装置。
夹爪是上袋装置的工作部件,它由夹持器和夹紧机构组成。
夹持器负责夹持料袋,夹紧机构用于控制夹持力度。
夹爪的设计要考虑料袋的尺寸和重量,以确保夹持效果稳定可靠。
升降机构用于控制夹爪的上升和下降运动。
它由电机、滑轨、导向装置和传动机构组成。
升降机构可以根据需要调节夹爪的高度,以适应不同高度的料袋。
料袋定位装置用于确保料袋位置的准确性。
它通常由传感器和定位机构组成。
传感器用于检测料袋的位置信息,定位机构可以根据传感器的反馈信号实时调整夹爪的位置。
传动系统传动系统用于将电机提供的动力传递给上袋装置和控制装置。
传动系统一般包括主传动装置和辅助传动装置。
主传动装置主要负责将电机的旋转运动转化为上袋装置的线性运动。
它通常由减速机、传动装置和连杆机构组成。
减速机用于减小电机的转速,传动装置将减速机输出的旋转运动转化为线性运动,连杆机构将线性运动传递给上袋装置。
科技成果——MB522型嵌入式制袋机自动控制系统
科技成果——MB522型嵌入式制袋机自动控制系统
技术开发单位大连工业大学
成果简介
MB-522嵌入式制袋机自动控制系统采用嵌入式微处理器,配以高速嵌入式微处理器芯片,320X240图形点阵LCD显示操作状态与参数输入。
具有集成度高,体积小,响应速度快,保护完善,可靠性高等优点。
适用于采用双伺服或步进电机驱动的制袋机自动控制。
在进料时间充分,负载适宜的条件下,袋长小于200mm时,制袋速度大于100只/分。
袋长大于500mm时,制袋速度大于25米/分。
制袋精度:正负一个脉冲当量值。
市场前景
适配范围:主要用于三边封、底封、中封、背心和热封热切制袋机等。
也可用于功能要求类同的其它机械设备控制。
成本估算:每套成本约为0.4万元。
投资规模:5万元
市场效益:按每套0.5万元效益。
提供技术程度:可产业化
知识产权情况
拥有自主知识版权:计算机软著作权—嵌入式制袋机控制系统产品软件V1.0,软著登字第079847号,登记号2007SR13852。
应用情况
制袋机控制系统已应用于多家制袋机的设备改造上,例如:大连
鑫永塑料包装有限公司已安装第一代(3台)。
控制系统外形可按需进行设计。
合作方式技术转让。
上下料机器人工作站系统应用(ABB) 企业案例 --制袋机的PLC控制系统
职业教育工业机器人技术专业教学资源库企业案例课程名称:编制人:邮箱:电话:编制时间:编制单位:XXXXXXX《上下料机器人工作站系统应用》课程--企业案例系统PLC编程调试—制袋机的PLC控制系统1.课程企业案例基本信息企业案例名称系统PLC编程调试—制袋机的PLC控制系统案例编号关键词PLC 控制系统对应知识点系统PLC编程调试2.课程企业案例(1)技术背景:连续式制袋机是为生产各种连卷袋而设计,生产平底直筒的塑料包装,如超市使用的果蔬用袋、垃圾袋、桌布等。
其特点是直筒袋形式,袋与袋之间切有预切口,连续卷绕方式存放,使用时可以将其撕扯分断。
连续式制袋机一般采用PLC与伺服驱动控制。
某厂家的制袋机如下图1所示:图1:连续制袋机(2)制袋机结构组成:当前,在制袋机的控制系统中,采用PLC和伺服电机驱动方式进行控制的应用越来越广泛。
该控制系统的制袋机运行平稳,提高了制袋效率和质量,实际运行可以达到250pcs/min。
制袋机结构主要包括:放卷换卷机构、前牵引辊、随动辊、后牵引辊、收卷分包机构、色标检测、张力检测机构等等,具体如下图2所示:图2:制袋机结构图自动制袋机有以下几个方面主要特点:1、控制线路硬件连接简单,运行稳定、控制可靠方便2、采用高速实时的Ethercat现场总线通讯,同步控制精度高3、应用电子凸轮功能,可以实现热封、切刀的同步控制提高了加工效率4、伺服系统可以解决薄膜拉伸、色标间距不均、造成冲切位置不准的问题5、通过调节牵引速度,进行张力补偿,保持加工薄膜的张力恒定。
(3)制袋机控制网络:随着机器和设备的自动化水平提高,对制造设备驱动器的集中监控已经成为控制系统的必然趋势,采用传统的控制方式基本上无法满足其要求,而采用通讯控制则轻而易举。
电气传动的通讯网络可以实现车间级的现场总线网络控制。
使用Ethercat现场总线通讯控制,仅通过一条通讯电缆连接,无须其他外部接线,不但能完成传统应用的所有功能,还能进行各种数据通讯,可方便地从驱动器中获取所驱动的电动机各种电参数如:运行电流、速度、功率等等,配以人机界面可将上述电参数直接显示在人机界面上。
基于嵌入式软PLC的包装搬运机械手控制系统开发
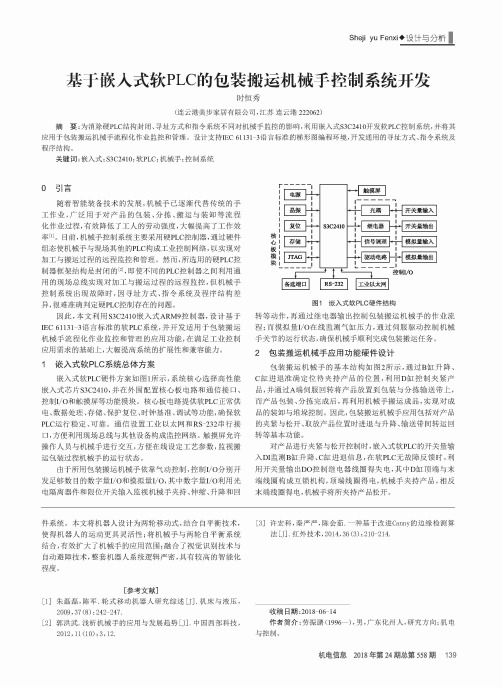
嵌入式芯片S3C 2410, 在 外 围 配 置 核 心 板 路 和 通 信 接 口 、
I/O 触 摸 屏 功 能 模 块 。核 心 板 路 供 P L C 正常供
数 据 处 存 储 、保 护 复 位 钟
调 试 功 能 ,确保
P L C 运 行 稳 定 、可靠 信 设 置 工 业 以 太 网 和 R S - 2 3 2 行接
放产品位置。
输 送 带 间 转 运 回 转 应 用 伺 服 转 角 控 制 ,通过人工示教和
软P L C
, 定机械手由
装工位回转到包装与分拣工
位 、 装与分拣工位回转到装卸与
位的转角
,
中软P L C 的 量A I 经信号调理和A D 输 入 编 码 器 测 的 角 度
,若 该 角 达 到 示
的转角 ,则 机械 手 回 转 到
,实现 :
品的 与
因此, 运机械手应用
的夹与
位置与ຫໍສະໝຸດ 间转运回本功能行夹紧与
, 式 PLC的关量输
入D I 测B
C
信 ,在 P L C 故障
,
用开关量输出D O
器线圈得
,D
与
端线
机 , 线 得 ,机械手夹
,相
线 得 电 ,机械手将所夹
件 系 统 。本文将机器人设计为两轮移动式,结 合 自平 衡 技 术 , 使得机器人的运动更具灵活性;将机械手与两轮自平衡系统 结 合 ,有效扩大了机械手的应用范围;融合了视觉识别技术与 自 动 避 障 技 术 ,整 套 机 器 人 系 统 逻 辑 严 密 ,具 有 较 髙 的 智 能 化 程度。
位 , 取 、放 产 品 位 置 进 退 与 升 降 控 制 , 编码器反馈输入
基于STM32的高速制袋机控制系统设计
基于STM32的高速制袋机控制系统设计
韩东霖;薛伟
【期刊名称】《信息技术》
【年(卷),期】2016(40)2
【摘要】针对目前制袋机行业发展迅速,传统PLC控制器已经逐渐满足不了高速、高精度的控制需求这一现状,提出了以ST公司的STM32F407为核心的新型数字运动控制系统.介绍了该控制系统的硬件架构的搭建、部分硬件电路的设计.并从硬件上,保证了该运动控制系统的稳定性和抗干扰性.利用STM32芯片丰富的片上外设资源,极大地简化了该控制系统硬件电路的设计.该设计方法成本较低、可靠性好,能够适应制袋机系统高速、高精度的发展趋势,并具有一定的通用性,具有较高的推广价值.通过实验监测,验证了该控制系统的可行性.
【总页数】4页(P43-46)
【作者】韩东霖;薛伟
【作者单位】江南大学物联网工程学院,江苏无锡214122;江南大学物联网工程学院,江苏无锡214122
【正文语种】中文
【中图分类】TP273
【相关文献】
1.基于PLC的制袋机机械手控制系统设计 [J], 杨勇;孙甫照
2.基于STM32F103微控制器自动避障小车控制系统设计 [J], 王鹏飞;张映宏;王昊;
关豪
3.基于STM32微控制器的光谱仪控制系统设计 [J], 袁晨;亓夫军;郭金家;程凯
4.基于虚拟总轴的制袋机多轴同步控制系统设计 [J], 吕梦樊;王景良;陈丰明;傅启桃;朱龙彪
5.基于ARM嵌入式的制袋机控制系统设计 [J], 陆荣鑑;韩凌
因版权原因,仅展示原文概要,查看原文内容请购买。
基于嵌入式系统的自动送料控制系统设计
基于嵌入式系统的自动送料控制系统设计系统概述自动送料控制系统主要由以下几个模块组成:1. 嵌入式控制器:采用嵌入式系统作为核心控制单元,负责控制整个系统的运行并协调各个子系统之间的通信与协作。
2. 传感器模块:通过各种传感器,如光电传感器、压力传感器等,检测物料的状态和位置信息,向控制器提供反馈数据。
3. 执行器模块:包括电机、气缸等执行器,根据控制信号实现物料的装卸和运输操作。
4. 通信模块:实现系统与上位机或其他外部设备的通信,便于用户对系统进行监控和控制。
系统设计原则在设计基于嵌入式系统的自动送料控制系统时,需要遵循以下原则:1. 稳定性:系统应具备高可靠性和稳定性,确保各个模块的正常运行。
2. 实时性:系统需要对输入信号进行快速响应和准确处理,以保证物料的即时控制和操作。
3. 灵活性:系统应具备一定的扩展性和适应性,可根据不同需求进行灵活配置和调整。
4. 可靠性:系统设计应考虑到各种异常情况的处理机制,以确保系统的可靠性和安全性。
系统流程基于嵌入式系统的自动送料控制系统通常按照以下流程进行工作:1. 系统初始化:开机后,进行硬件初始化和参数配置,确保各个模块正常工作。
2. 传感器检测:不断监测物料的状态和位置信息,向控制器提供实时反馈数据。
3. 控制策略执行:根据传感器数据和预设的控制策略,控制器计算控制信号,并发送给执行器模块。
4. 执行器操作:执行器模块接收到控制信号后,进行相应的物料装卸和运输操作。
5. 系统监控:通过通信模块,系统可以与上位机或其他外部设备进行通信,实现对系统的远程监控和控制。
系统优势基于嵌入式系统的自动送料控制系统具有以下优势:1. 自动化程度高:系统能够自动完成物料的装卸和运输操作,提高生产效率。
2. 精确度高:通过传感器检测和控制策略执行,系统能够实现对物料位置和状态的精确控制。
3. 灵活性强:系统可根据不同需求进行配置和调整,适用于不同的物料输送场景。
4. 可远程监控:通过与上位机或其他外部设备的通信,系统能够实现远程监控和控制,便于用户管理和维护。
自动化食品包装机械的控制系统优化设计
自动化食品包装机械的控制系统优化设计发布时间:2023-03-01T05:48:58.422Z 来源:《科技新时代》2022年第19期作者: 1、孔宏杰2、宋鲁军3、徐宏达4、詹水兵[导读] 随着市场经济的快速发展,食品业作为提供人们生活中各种餐饮食品的特殊行业,在日趋激烈1、孔宏杰2、宋鲁军3、徐宏达4、詹水兵德沃包装机械(杭州)有限公司,浙江省杭州市310000摘要:随着市场经济的快速发展,食品业作为提供人们生活中各种餐饮食品的特殊行业,在日趋激烈的市场竞争中面临着新的挑战。
人们在选购食品时不仅考虑食品的质量,同时食品美观的外包装也是吸引消费者消费的重要影响因素之一。
目前,各大食品企业为了能够吸引更多的消费者,不断改善食品外包装设计,对包装技术和包装设备进行改进创新。
自动化食品包装机械能够实现食品充填、封口等包装环节,节省人工搬运,提高食品包装生产效率。
随着人们生活质量的不断提高,对食品需求量越来越大,在食品的质量和外包装的要求上也越来越高。
食品生产加工企业为了满足人们对包装精美、品质安全食品的需求,在传统包装机的基础上进行设备更新。
为此,相关研究人员进行了很多研究。
也提出了一些较好的方法。
关键词:自动化;食品包装机械;控制系统;优化设计引言近年来,我国食品工业结构在科技技术水平不断提升,大众愈发重视食品安全问题情形下,转型与升级趋势十分明显,并在国家与社会共同协助之下得以有效现代化发展,从而为强化食品行业的创新性发展打下坚实基础。
食品包装机械作为食品工业结构系统中的基本组建部分,其在新时代的电子化发展进程,对食品工业整体生产效率的高与低有深远影响。
1食品包装机械实现自动化控制的必要性食品包装机械行业发展也有20多年了,但是相对于食品工业来说它还是一个新的行业。
就我国目前的情况来看,我国的食品包装企业生产力很低,多数的食品包装机械企业还是利用单机生产,这样就会导致生产的效率低,耗能高,稳定性差,同时使用的自动化技术也很少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘 要 :论述 了制袋 机不间断接驳 恒张力送料 的动作特点 与完成 了其嵌 入式顺序/ 伺服控制 系统 设计 。针对制 袋机高速运行 下对
连续 送料的要求 ,提 出了基于 A R M 7 T D M I 与嵌入式 m C — O S I I 实时操作系统 的连续送料单元 的控制 系统体系结构 ,实现 了嵌人 式顺 序 司 服控制系统 。实 际运行表 明,所提 出的制袋 机恒张力连续送料嵌入式顺序 司 服控 制系统达到预期要求 。 关键词 : 制袋 机 ;连续送 料 ;控制
Ke y wo r d s :b a g —ma k i n g ma c h i n e; e o n t i n e o u s f e e d i n g; c o n t r o l
包 装 机械 是 机 械 工 业 的重 要 组 成 部 分 ,而 软
的缺点 ,提 出了一种基 于嵌入式控制 系统 的制袋 机不问断送料接驳控制系统 ,实现了制袋机高速 连续送料 。论文简述了制袋机一般加工工序及送 料动作要求与特点 ,设计一个基于 A R M嵌入式不 间断送料控制子系统 ,包括 系统结构设计与软件 模 块设 计 。该 控 制 子 系统 在 高 速 三列 制 袋 机 上得
a p p l i c a t i o n i n d i c a t e s t h a t t h e e mb e e d c o n t r o l s y s t e m f o r c o n t i n e o u s f e e d i n g o f i f l ms wi t h c o n s t a n t t e n s i o n a t t a i n t h e e x p e c t e d r e q u i r e me n t s .
Abs t r a c t : Di s s c u s s e d t h e a c t i o n c h a r a c t e r i s t i c s o f c o n t i n e o u s f e e d i n g o f i f l ms wi t h c o ns t a n t t e n s i o n i n a b a g — ma k i n g ma c h i n e a n d d e s i g n e d i t s e mb e d d e d r e a l - t i me s e q u e n t i l/ a s e r v o c o n t r o l s y s t e m.Ac c o r d i n g t o t h e r e q ui r e me n t s o f c o n t i ne o u s f e e d i n g i n h i g h r u n n i n g s p e e d o f a b a g — ma k i n g ma c h i n e. a c o n t r o l a r c h i t e c t u r e o f c o n t i n e o us f e e d i n g ba s e d o n ARM 7 TDMI mi c r o - p r o c e s s o r a n d mC— OS I I e mb e d d e d r e a l — t i me o p e r a t i n g s y s t e m i s p r e s e n t e d, a n d a n e mb e d d e d s e q u e n t i l/ a s e r v o c o n t r o l s y s t e m i s r e a l i z e d .Th e p r a c t i c a l
中图分 类号 :T P 2 7 3 文献标识码 :A 文章编号 :1 0 0 9—9 4 9 2( 2 0 1 4)0 3—0 0 4 5—0 2
De v e l o p me n t o f Em b e d d e d Co n t r o l S y s t e m f o r Co n t i n u o u s F i l m Fe e d i n g
旦
DOI : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 9 - 9 4 9 2 . 2 0 1 4 . 0发半
彭泽光 ,陈 忠 ,许 美强 ,张宪 民。
( 1 . 广 东中包机械有 限公 司, 广东潮州 5 1 5 6 3 8 ;2 . 华 南理 工大学 机械与汽车工程 学院, 广东广州 5 1 0 6 4 0 )
o f Ba g- M a ki n g Ma c h i ne
P ENG Z e — g u a n g ,C HEN Z h o n g 2 , XU Me i — q i a n g ,Z HANG Xi a n - mi n 2
( 1 . G u a n g d o n g Z HO N G B A O Ma c h i n e C o . ,L t d . ,C h a o z h o u 5 1 5 6 3 8 ,C h i n a ;2 . S c h o o l o f Me c h a n i c a l &A u t o mo t i v e E n g i n e e r i n g ,S o u t h C h i n a U n i v e r s i t y o f T e c h n o l o g y ,G u a n g z h o u 5 1 0 6 4 0 ,C h i n a )